Свойства металла при охлаждении
Процессы, происходящие при нагреве, подразделяют на две основные стадии: возврат и рекристаллизацию; обе стадии сопровождаются выделением теплоты и уменьшением свободной энергии. Возврат происходит при относительно низких температурах (ниже 0,3 Тпл.), рекристаллизация - при более высоких.
Возвратом называют все изменения тонкой структуры и свойств, которые не сопровождаются изменением микроструктуры деформированного металла, т. е. размер и форма зерен при возврате не изменяются.
Рекристаллизацией называют зарождение и рост новых зерен с меньшим количеством дефектов строения; в результате рекристаллизации образуются совершенно новые, чаще всего равноосные кристаллы.
Возврат, в свою очередь, подразделяют на две стадии: отдых и полигонизацию. Отдых при нагреве деформированных металлов происходит всегда, а полигонизация развивается лишь при определенных условиях.
Отдыхом холоднодеформированного металла называют стадию возврата, при которой уменьшается количество точечных дефектов, в основном вакансий; в ряде металлов, таких, как алюминий и железо, отдых включает также переползание дислокаций, которое сопровождается взаимодействием дислокаций разных знаков и приводит к заметному уменьшению их плотности. Перераспределение дислокаций сопровождается также уменьшением остаточных напряжений. Отдых уменьшает удельное электрическое сопротивление и повышает плотность металла.
Полигонизацией называют стадию возврата, при которой в пределах каждого кристалла образуются новые малоугловые границы. Границы возникают путем скольжения и переползания дислокаций; в результате кристалл разделяется на субзерна-полигоны, свободные от дислокаций.

Схема полигонизации: а, б — наклепанный металл до и после полигонизации соответственно
Полигонизация в металлах технической чистоты и в сплавах твердых растворах -наблюдается только после небольших степеней деформаций и не у всех металлов. Так, этот процесс редко развивается в меди и ее сплавах и хорошо выражен в алюминии, железе, молибдене и их сплавах. Полигонизация холоднодеформированного металла обычно приводит к уменьшению твердости и характеристик прочности. Блочная структура, возникшая благодаря полигонизации, весьма устойчива и сохраняется почти до температуры плавления. После формирования блочной структуры рекристаллизация не наступает, полигонизация и рекристаллизация оказываются конкурентами.
Рекомендуемые материалы
Пластически деформированные металлы могут рекристаллизоваться лишь после деформации, степень которой превышает определенное критическое значение, которое называется критической степенью деформации. Если степень деформации меньше критической, то зарождения новых зерен при нагреве не происходит.
Существует также температура рекристаллизации; это наименьшая температура нагрева, обеспечивающая возможность зарождения новых зерен. Температура рекристаллизации составляет некоторую долю от температуры плавления металла: Tрекр. =0,4Tпл. Для алюминия, меди и железа технической чистоты температурный порог рекристаллизации равен соответственно 100. 270 и 450 °С.

Схема изменения микроструктуры наклепанного металла при нагреве: а - наклепанный металл; б - начало первичной рекристаллизации; в - завершение первичной рекристаллизации; г, д - стадии собирательной рекристаллизации
Зарождение новых зерен при рекристаллизации происходит в участках с наибольшей плотностью дислокаций, обычно на границах деформированных зерен. Чем выше степень пластической деформации, тем больше возникает центров рекристаллизации. Они представляют собой субмикроскопические области с минимальным количеством точечных и линейных дефектов строения. Эти области возникают путем перераспределения и частичного уничтожения дислокаций; при этом между центром рекристаллизации и деформированной основой появляется высокоугловая граница.
С течением времени образовавшиеся центры новых зерен увеличиваются в размерах вследствие перехода атомов от деформированного окружения к более совершенной решетке; при этом большеугловые границы новых зерен перемещаются в глубь наклепанного металла.

Схемы изменения твердости (а) и пластичности (6) наклепанного металла при нагреве: I - возврат; II - первичная рекристаллизация; III - рост зерна
Рассмотренная стадия рекристаллизации называется первичной рекристаллизацией или рекристаллизацией обработки. Первичная рекристаллизация заканчивается при полном замещении новыми зернами всего объема деформированного металла.
По завершении первичной рекристаллизации происходит рост образовавшихся зерен при увеличении выдержки или температуры; эта стадия рекристаллизации называется собирательной рекристаллизацией. Этот процесс самопроизвольно развивается при достаточно высоких температурах в связи с тем, что укрупнение зерен приводит к уменьшению свободной энергии металла из-за уменьшения поверхностной энергии.
Рост зерен происходит в результате перехода атомов от одного зерна к соседнему через границу раздела; одни зерна при этом постепенно уменьшаются в размерах и затем исчезают, а другие становятся более крупными, поглощая соседние зерна. С повышением температуры рост зерен ускоряется. Чем выше температура нагрева, тем более крупными окажутся рекристаллизованные зерна. Первичная рекристаллизация полностью снимает наклеп, созданный при пластической деформации; металл приобретает равновесную структуру с минимальным количеством дефектов кристаллического строения. Свойства металла после рекристаллизации близки к свойствам отожженного металла.
Холодная и горячая деформации
Деформирование металлов подразделяют на холодное и горячее в зависимости от температуры. Холодное деформирование проводят ниже температуры рекристаллизации, металл наклепывается и сохраняет наклеп. Горячее деформирование приводят выше температуры рекристаллизации, когда получаемый наклеп снимается одновременно протекающей рекристаллизацией. Если рекристаллизация не устраняет наклеп, то он сохраняется частично или полностью. Это достигается при особых условиях обработки и охлаждения металла. Например, горячее деформирование с высокими скоростями и большими деформациями с дальнейшим быстрым охлаждением металла ниже температуры рекристаллизации сохраняет наклеп.
Термическая обработка металлов и сплавов
Определения и классификация
Термической обработкой называют технологические процессы, состоящие из нагрева и охлаждения металлических изделий с целью изменения их структуры и свойств. Термической обработке подвергают слитки, отливки, полуфабрикаты, сварные соединения, детали машин, инструменты. Основные виды термической обработки - отжиг, закалка, отпуск и старение. Каждый из указанных видов имеет несколько разновидностей.
Отжиг - термическая обработка, в результате которой металлы или сплавы приобретают структуру, близкую к равновесной: отжиг вызывает разупрочнение металлов и сплавов, сопровождающееся повышением пластичности и снятием остаточных напряжений. Температура нагрева при отжиге зависит от состава сплава и конкретной разновидности отжига; скорость охлаждения с температуры отжига обычно невелика, она лежит в пределах 30-200°С/ч.
Закалка - термическая обработка, в результате которой в сплавах образуется неравновесная структура. Неравновесные структуры при термической обработке можно получить только в том случае, когда в сплавах имеются превращения в твердом состоянии: переменная растворимость, полиморфные превращения твердых растворов, распад высокотемпературного твердого раствора по эвтектоидной реакции и др. Для получения неравновесной структуры сплав нагревают выше температуры фазового превращения в твердом состоянии, после чего быстро охлаждают, чтобы предотвратить равновесное превращение при охлаждении. Для охлаждения используют различные жидкости, отраженные в таблице:
охлаждающей среды, о С
10%-ный раствор в воде: NaCl, NaOH
Конструкционные и инструментальные сплавы закаливают для упрочнения. Сильно упрочняются при закалке сплавы, претерпевающие в равновесных условиях эвтектоидное превращение. Прочность возрастает либо вследствие мартенситного фазового перехода, либо вследствие понижения температуры эвтектоидной реакции, приводящих к измельчению зерен, образующих эвтектоидную смесь. Если в результате закалки при температуре 20-25°С фиксируется состояние высокотемпературного твердого раствора, значительного упрочнения сплава непосредственно после закалки не происходит; основное упрочнение создается при повторном низкотемпературном нагреве или во время выдержки при температуре 20-25°С.
Отпуск и старение — термическая обработка, в результате которой в предварительно закаленных сплавах происходят фазовые превращения, приближающие их структуру к равновесной.
Сочетание закалки с отпуском или старением практически всегда предполагает получение более высокого уровня свойств (твердости, характеристик прочности, коэрцитивной силы, удельного электрического сопротивления и др.) по сравнению с отожженным состоянием.
В большинстве сплавов после закалки получают пересыщенный твердый раствор. В этом случае основной процесс, происходящий при отпуске или старении,— распад пересыщенного твердого раствора. Температуру и выдержку выбирают таким образом, чтобы равновесное состояние сплава при обработке не достигалось, как это происходит при отжиге. Скорость охлаждения с температуры отпуска или старения за редким исключением не влияет на структуру и свойства сплавов.
Термин “отпуск” используют обычно применительно к сталям и другим сплавам, испытывающим при закалке полиморфное превращение. Термин “старение”-применительно к сплавам, не претерпевающим при закалке полиморфного превращения.
Любой технологический процесс термической обработки состоит из трех основных этапов: нагрев, изотермическая выдержка и охлаждение. Нагрев, а иногда и весь процесс термической обработки (отжиг) проводят в термических печах.
Термическую обработку применяют, например, для уменьшения остаточных напряжений в изделиях, рекристаллизации пластически деформированных полуфабрикатов, уменьшения внутрикристаллической ликвации в слитках или отливках. Соответствующие операции термической обработки являются разновидностями отжига: отжиг (нагрев) для уменьшения напряжений, рекристаллизационный отжиг, диффузионный отжиг (гомогенизация). Состояние сплавов после теплового воздействия становится более равновесным.
Нагрев для снятия остаточных напряжений
Многие технологические воздействия на обрабатываемые детали сопровождаются возникновением в них остаточных напряжений, которые уравновешиваются в объеме детали. Значительные остаточные напряжения возникают в отливках и полуфабрикатах, неравномерно охлаждающихся после проката или ковки, в холоднодеформированных полуфабрикатах или заготовках, в прутках в процессе правки, в сварных соединениях, при закалке и т. п.
Остаточные напряжения, возникшие в указанных случаях, чаще всего нежелательны. Они могут вызвать деформацию деталей при обработке резанием или в процессе эксплуатации, а, суммируясь с напряжениями от внешних нагрузок, привести к преждевременному разрушению или короблению конструкции; увеличивая запас упругой энергии, остаточные напряжения повышают вероятность хрупкого разрушения. Во многих сплавах они вызывают склонность к растрескиванию в присутствии коррозионно-активной среды. По величине остаточные напряжения могут достигать предела текучести.
Для уменьшения остаточных напряжений изделия нагревают. С повышением температуры предел текучести понижается, поэтому остаточные напряжения вызывают пластическую деформацию и снижаются до уровня предела текучести металла при температуре нагрева.
В стальных и чугунных деталях значительное снижение остаточных напряжений происходит в процессе выдержки при температуре 450 °С; после выдержки при температуре 600 °С напряжения понижаются до очень низких значений. Время выдержки устанавливается от нескольких до десятков часов и зависит от массы изделия.
В сплавах на основе меди и алюминия существенное уменьшение остаточных напряжений происходит при меньших температурах нагрева. Например, в холоднодеформированных латунных полуфабрикатах остаточные напряжения практически полностью снимаются в процессе отжига при 250-300°С
По окончании выдержки при заданной температуре изделия медленно охлаждают, чтобы предотвратить возникновение новых напряжений. Допустимая скорость охлаждения зависит от массы изделия, его формы и теплопроводности материала; она обычно лежит в пределах 20-200 °С/ч.
Рекристаллизационный отжиг
Нагрев деформированных полуфабрикатов или деталей выше температуры рекристаллизации называют рекристаллизационным отжигом; в процессе выдержки происходит главным образом рекристаллизация. Скорость охлаждения при этой разновидности отжига не имеет решающего значения; обычно охлаждение по окончании выдержки проводят на спокойном воздухе. Цель отжига - понижение прочности и восстановление пластичности деформированного металла, получение определенной кристаллографической текстуры, создающей анизотропию свойств, и получение заданного размера зерна.
Рекристаллизационный отжиг часто используют в качестве межоперационной смягчающей обработки при холодной прокатке, волочении и других операциях холодного деформирования. Температуру отжига обычно выбирают на 100-200 °С выше температуры рекристаллизации. В некоторых металлах и твердых растворах рекристаллизация сопровождается образованием текстуры (преимущественной ориентации кристаллов в объеме детали), которая создает анизотропию свойств. Это позволяет улучшить те или иные свойства вдоль определенных направлений в деталях. В машиностроении и приборостроении широкое применение находят металлы и сплавы - твердые растворы, не имеющие фазовых превращений в твердом состоянии. В таких материалах единственной возможностью регулирования размера зерен является сочетание холодной пластической деформации с последующим рекристаллизационным отжигом.
Диффузионный отжиг (гомогенизация)
В реальных условиях охлаждения расплава кристаллизация твердых растворов чаще всего протекает неравновесно: диффузионные процессы, необходимые для выравнивания концентрации растущих кристаллов по объему, отстают от процесса кристаллизации. В результате сохраняется неоднородность состава по объему кристалла - внутрикристаллическая ликвация: сердцевина кристаллов обогащена тугоплавким компонентом сплава, а наружные части кристаллов обогащены компонентом, понижающим температуру плавления.
Диффузионным отжигом называют длительную выдержку сплавов при высоких температурах, в результате которой уменьшается ликвационная неоднородность твердого раствора. При высокой температуре протекают диффузионные процессы, не успевшие завершиться при первичной кристаллизации.
Превращения, происходящие в железе и стали при нагреве и охлаждении
Внимательно всмотревшись в излом металла, ясно можно увидеть, что он представляет собой нагромождение (совокупность) отдельных кристаллов (зерен), крепко сцепленных между собой. Мельчайшей частицей металла, как и всякого другого вещества, является атом. В элементарных ячейках, из которых состоят кристаллы железа, атомы расположены в определенном порядке. Это расположение изменяется в зависимости от температуры нагрева. При любой температуре ниже 910° атомы в ячейках кристаллов располагаются в виде куба, образуя так называемую кристаллическую решетку альфа-железа. В этом кубе восемь атомов расположены в углах решетки и один в центре.
При нагреве свыше 910° происходит перегруппировка атомов и кристаллическая решетка представляет собою форму куба с четырнадцатью атомами; условно ее называют решеткой гамма-железа. При температуре 1390° решетка гамма-железа перестраивается в решетку с девятью атомами, носящую название дельта-железо. Эта решетка отличается от решетки альфа-железа несколько большим расстоянием между центрами атомов и сохраняется до момента расплавления железа, т. е. до 1535° (Рис. 1).
Перестройка кристаллической решетки при медленном охлаждении происходит в обратном порядке: дельта-железо при 1390° превращается в гамма-железо, а гамма-железо при 898° превращается в альфа-железо.
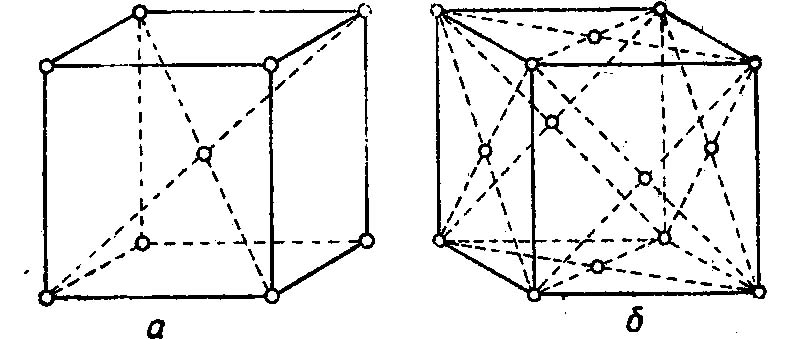
Рис. 1. Строение кристаллической решетки: а — альфа и дельта железа; б — гамма железа.
Критические точки превращения
На рис.2 показаны кривые охлаждения и нагревания чистого железа. Как видно из этих кривых, в процессе перестройки одной решетки в другую, а также при расплавлении и затвердевании железа происходят температурные остановки, являющиеся результатом выделения дополнительного количества тепла при охлаждении и поглощении дополнительного количества тепла при нагревании.
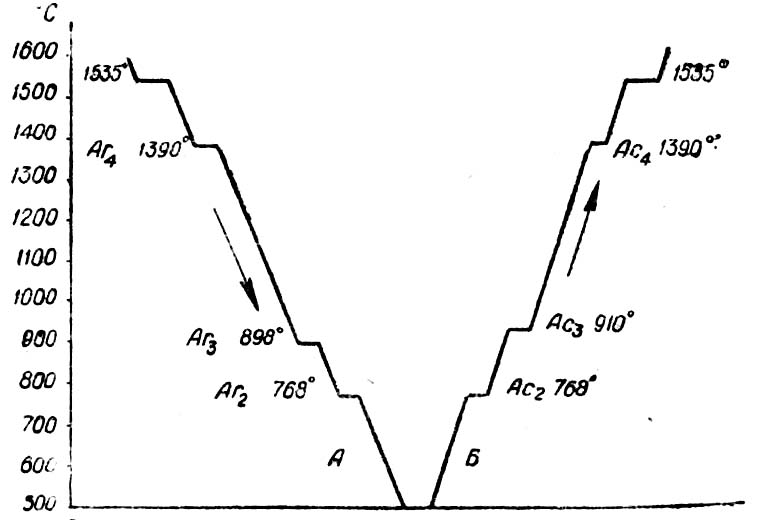
Рис. 2. Кривые охлаждения и нагрева чистого железа.
Температурные остановки, при которых происходят перестройки решеток, называются критическими температурами или критическими точками и обозначаются Аrпри охлаждении и Ас при нагревании. В точках Аr2и Ас2,не происходит перестройка атомной решетки, а изменяются магнитные свойства железа. При температуре выше 768° железо теряет способность притягиваться магнитом. При очень малой скорости нагревания и охлаждения критические точки А с3и Аr3не совпадают друг с другом на 12°. При увеличении скорости охлаждения несовпадение критических точек увеличивается, так как температура значительно снижается и железо переохлаждается. Это явление, носит название гистерезис.
При нагревании и охлаждении стали происходит также перестройка атомной решетки, но температуры критических точек не постоянны. Они зависят от содержания углерода и легирующих примесей в стали, а также от скорости нагревания и охлаждения.
На рис. 3 представлена диаграмма состояния углеродистой стали при медленном охлаждении и нагревании.
Рис.3. Диаграмма состояния углеродистых сталей.
Структура стали
Структурой стали называется внутреннее ее строение. Углерод в стали находится в виде химического соединения с железом, и это соединение называется — цементит. Кроме цементита, в стали имеется феррит, представляющий собой почти чистое железо. В зависимости от содержания углерода большая или меньшая часть феррита находится в механической смеси с цементитом, образуя новую структуру — перлит. Если небольшой кусок металла прошлифовать, отполировать и протравить в специальном реактиве, то под микроскопом можно различить структуры. Ниже приводится описание структур железоуглеродистых сплавов.
Аустенит представляет собою твердый раствор углерода и других элементов в гамма-железе. Наибольшее содержание углерода, которое может раствориться в ау-стените — это 2%. Аустенит образуется при затвердевании жидкой стали и при нагреве твердой стали выше критических температур.
В обычных сталях аустенит устойчив только лишь при температуре выше критических точек. При охлаждении, даже самом быстром, с этих температур аустенит превращается в другие структуры. При комнатной температуре аустенит полностью сохраняется в ряде марок нержавеющих сталей, в высокомарганцовистой стали и в незначительном количестве остается при закалке некоторых марок инструментальной и конструкционной сталей.
Аустенит мягок, пластичен, тягуч, мало упруг. Твердость его по Бринелю находится в пределах 170—220.
Аустенит немагнитен, обладает невысокой электропроводностью.
Феррит представляет собой твердый раствор углерода и других элементов в альфа-железе. Наибольшее содержание углерода, которое может раствориться в феррите, это 0,04%. Феррит устойчив при температурах ниже критической точки AC1. Он выделяется из аустенита при медленном охлаждении последнего ниже A6i. Феррит мягок, сильно тягуч. Твердость HB= 60—100. Феррит магнитен до 768°. Свыше этой температуры он теряет магнитные свойства.
Цементит представляет собой химическое соединение железа с углеродом Fe3C—карбид железа. Цементит содержит углерода 6,67%. Выделяется из жидкого и твердого раствора при медленном охлаждении. Цементит весьма тверд и хрупок. Твердость его НB= 800—820. Он магнитен до 210°. Выше этой температуры цементит теряет магнитные свойства.
Перлит представляет собой механическую смесь феррита и цементита. Он образуется из аустенита при медленном его охлаждении. Температура превращения аустенита в перлит 723°С. При весьма медленном переходе через эту температуру цементит образуется в виде зерен (глобулей), и тогда перлит называется зернистым. При более быстром охлаждении цементит приобретает форму пластинок, и такой перлит называется пластинчатым. При весьма быстром охлаждении в результате значительного переохлаждения аустенита вместо перлита получаются другие структуры, о которых речь будет ниже.
Перлит магнитен, прочен и пластичен. Твердость его находится в пределах от 160 до 230 кг/мм 2 по Бринелю. При обработке резанием наиболее чистую поверхность дает структура зернистого перлита.
Мартенсит образуется в результате весьма быстрого охлаждения (закалки) аустенита. При быстром охлаждении успевает произойти перестройка кристаллической решетки гамма-железа в решетку альфа-железа, выделение же углерода в карбид железа не успевает произойти, и он весь остается растворенным в решетке альфа-железа. Так как нормально альфа-железо может растворить в себе не более 0,04% углерода, то такой раствор называют пересыщенным. Он отличается весьма большой твердостью (свыше Rc= 60) и хрупкостью. Следует указать, что решетка альфа-железа, получающаяся в результате закалки, имеет искаженную форму. Так, размеры ее граней не одинаковы — в одном направлении они удлинены за счет других (см. рис. 4). Такая решетка называется тетрагональной. Чем больше в стали углерода, тем больше тетрагональность решетки и тем более велики внутренние напряжения. При нагревании до температур 100—200° тетрагональность мартенсита уменьшается, форма кристаллической его решетки приближается к форме правильного куба, и вместе с этим уменьшаются внутренние напряжения. Мартенсит магнитен.
Рис. 4. Строение кристаллической решетки стали, закаленной на мартенсит.
Троостит представляет собой высокодисперсную (мелкораздробленную) смесь феррита и карбидов. Он образуется при охлаждении аустенита с замедленной против закалки скоростью или в результате нагрева (отпуска) мартенсита в пределах 250—400°.
При нагреве закаленной стали происходит постепенное выделение углерода из кристаллической решетки с образованием карбидов. Троостит менее прочен, более пластичен, чем мартенсит. Твердость его НB330—400. При охлаждении аустенита в горячих средах в интервале 250—400° (изотермическое превращение аустенита) происходит образование игольчатого троостита, несколько более прочного, чем обычный троостит.
Сорбит представляет собой дисперсную смесь феррита и карбидов. Он образуется при охлаждении аустенита с небольшой скоростью или при нагреве (отпуске) мартенсита до 400—650°. Карбиды сорбита более крупные, чем троостита. Сорбит пластичен, вязок и магнитен. Твердость НВ 270—320.
Ледебурит представляет собой эвтектическую смесь аустенита и цементита. Он содержит углерода 4 3% Образуется ледебурит при затвердевании жидкого сплава с содержанием углерода свыше 2%. Ледебурит хрупок.
На рис. 5. представлены фотоснимки структур стали с различным содержанием углерода.
Структура стали с содержанием углерода 0,83% состоит из сплошного перлита и называется эвтектоидной; при меньшем содержании углерода структура стали состоит из перлита и феррита и носит название доэвтектоидной, а при большем содержании углерода — из перлита и цементита и называется заэвтектоидной. Температура 723°, при которой перлит переходит в аустенит, также называется критической и обозначается Ас.
Для того чтобы доэвтектоидную и эвтектоидную сталь полностью отжечь, нормализовать или закалить, их нужно нагреть до такой температуры, при которой они перешли бы в аустенитное состояние.
Рис. 5. Микроструктура отожженной углеродистой стали:
а - с содержанием углерода -0,1%
б - с содержанием углерода -0,85%
в - с содержанием углерода -1,1%
Превращения, происходящие в стали при нагревании
По диаграмме на рис. 3 можно проследить за изменениями структуры трех разных марок стали при нагревании:
- Сталь с содержанием углерода 0,83%. Структура стали представляет собой перлит. При температуре 723° в точке Aс1 перлит переходит в аустенит.
- Сталь с содержанием углерода 0,4%. Структура стали представляет собой перлит и феррит. При температуре 723° в точке К1 перлит переходит в аустенит, и по мере повышения температуры происходит растворение свободного феррита в аустените. При пересечении линии GS в точке К2 закончится растворение феррита и структура будет полностью состоять из аустенита. Для этой стали точка К1на диаграмме будет нижней критической точкой Ас1,а К2— верхней критической точкой Ас1,.
- Сталь с содержанием углерода 1,2%. Структура стали представляет собой перлит и цементит. При температуре 723° в точке Pi перлит переходит в аустенит, и при дальнейшем повышении температуры происходит постепенное растворение цементита в аустените. При пересечении линии SEв точке Р2 это растворение закончится. Для этой стали точка Р1 явится нижней критической точкой Ас1, а точка Ρ2 — верхней критической точкой, которая для заэвтектоидных сталей обозначается Асm.
Линия на диаграмме, обозначенная буквами GS, соответствует окончанию растворения феррита в аустените в доэвтектоидных сталях, а линия SE соответствует окончанию растворения цементита в аустените в заэвтектоидных сталях.
Следует указать, что заэвтектоидные стали при операциях термической обработки не нагревают выше линии Аcт(такая высокая температура нагрева приведет к перегреву и ухудшению свойств стали), а ограничиваются нагревом выше первой критической точки ACl, что полностью обеспечивает получение необходимых свойств.
Превращения, происходящие в стали при медленном охлаждении
В сталях, нагретых до аустенитного состояния, при весьма медленном охлаждении произойдут обратные превращения, а именно:
а) в стали с содержанием углерода 0,83% аустенит превратится в перлит;
б) в стали с содержанием углерода 0,4% сначала из аустенита начнет выделяться феррит, а затем в районе температуры 700° оставшийся аустенит превратится в перлит и
в) в стали с содержанием углерода 1,2% сначала из аустенита выделится цементит, а затем в районе температуры 700° оставшийся аустенит превратится в перлит.
Даже при весьма медленном охлаждении температура распада аустенита не совпадает с теми температурами, при которых аустенит образовался при нагревании. Чем скорость охлаждения больше, тем больше становится гистерезис, т. е. разница между критическими температурами (точками) при нагревании и охлаждении.
Превращения, происходящие в стали при быстром охлаждении
Как указывалось выше, при быстром охлаждении не успевает произойти превращение аустенита в перлит с выделением избыточного феррита или цементита, а в зависимости от скорости охлаждения аустенит превращается в новые структуры - мартенсит, троостит или сорбит. Сталь с этими структурами отличается от сталей со структурами перлита и феррита повышенной твердостью, прочностью и уменьшенной пластичностью. Если углеродистую сталь, нагретую выше критических температур, охладить очень быстро, то аустенит превратится в мартенсит и это превращение начнется лишь при температуре около 200°. При несколько меньшей скорости охлаждения образуется структура троостит, а при еще меньшей — сорбит.
В производственных условиях при охлаждении углеродистой инструментальной стали в воде образуется мартенсит, при охлаждении в масле — троостит и при охлаждении в струе воздуха -сорбит. На рис. 6 показаны микроструктуры закаленной стали.
Рис. 6. Микроструктура закаленной стали:
а — игольчатый мартенсит;
В легированных сталях, благодаря присутствию специальных элементов, для образования мартенсита не требуется столь большой скорости охлаждения, как для углеродистых сталей, и мартенсит образуется при охлаждении в масле, а для быстрорежущих сталей — и при охлаждении на воздухе.
Троостит и сорбит можно получить не только в результате ускоренного охлаждения, нои путем нагрева закаленной стали, имеющей структуру мартенсита, до температуры ниже Aс1, т. е. путем отпуска стали. В этом случае троостит получается при нагреве стали до 400°, а сорбит—при нагреве до 650°. При нагреве до промежуточных температур получаются смешанные структуры: при нагреве от 250—400° — мартенсит и троостит и при нагреве от 400—650° — троостит и сорбит. В производственных условиях троостит и сорбит получают путем отпуска закаленной стали.
Превращения, происходящие в стали при охлаждении в среде, имеющей температуру выше 200° (изотермическое превращение)
Если деталь, нагретую выше критической точки, поместить в среду, имеющую температуру от 700 до примерно 200°, и выдержать в ней до выравнивания температуры по всему сечению, то аустенит превратится в ту структуру, которая соответствует превращению при данной температуре.
О поведении стали при изотермической обработке, выборе температуры и времени выдержки судят по кривым изотермического превращения, построенным для разных марок стали.
Рис. 7. Диаграмма изотермического превращения аустенита углеродистой стали.
На рис. 7 дан вид диаграммы изотермического превращения в стали. На горизонтальной оси отложено время начала и конца превращения, а на вертикальной— температура, при которой оно происходит. Линия А с соответствует переходу аустенита в перлит, а линия Мн — образованию мартенсита из аустенита. На кривой I начинаются, а на кривой II заканчиваются структурные превращения.
Если углеродистую инструментальную сталь, нагретую до 800°, поместить в масло, расплавленную соль или щелочь при температуре 250°, в ней образуется игольчатый троостит с высокой твердостью Rc=45—55. Если эту же сталь охладить в среде, имеющей температуру свыше 600°, в ней образуется перлит и такая сталь легко обрабатывается на станках. При охлаждении стали в среде с промежуточными температурами образуются структуры троостита и сорбита с соответствующей твердостью.
Изотермический отжиг нашел большое применение при термической обработке инструментальных сталей как процесс, резко уменьшающий время по сравнению с другими видами отжига.
Изотермическая закалка в инструментальном деле применяется редко из-за недостаточной для инструмента твердости, достигаемой при этом процессе.
Источник:
Остапенко Н.Н.,Крапивницкий Н.Н. Технология металлов. М. Высшая школа,1970г.
Каменичный И.С. Практика термической обработки инструмента. Киев, 1959 г.
Охлаждение металла

О чем речь? Охлаждение металла является необходимой процедурой в процессе производства различных деталей. С его помощью формируются необходимые прочностные характеристики и ряд других показателей.
Как осуществляется? В некоторых случаях изделия из металла охлаждаются естественным образом на воздухе, однако чаще всего для этого требуется создать определенные условия. На итоговые качества детали будут влиять и среда охлаждения, и скорость процесса, и выбранный метод.
Задачи охлаждения металла
Термическая обработка металла завершается его охлаждением. Данный этап очень важен, ведь при этом металл меняет свою структуру, и любая ошибка может негативно отразиться на его свойствах. Охлаждаясь, твердые растворы могут оставаться неизменными или переходить в механические смеси. Насколько полным будет превращение, зависит от целого ряда условий.
Для регулирования скорости охлаждения металла процесс запускают в различных средах. Если говорить о солевом растворе, воде, масле и воздухе, то здесь порядок их перечисления не случаен, эффективная скорость охлаждения убывает. Максимальной теплопроводностью обладают растворы солей, а наименьшей – воздух.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Также охлаждение металла нередко производят в печи, что дает возможность точно контролировать процесс. Особенно это удобно, если материал нуждается в медленном охлаждении.
Структуру и свойства металлов после закаливания определяет не только температура охлаждения, но и его скорость. Закалочные структуры обычно получают, охлаждая сталь ниже линии эвтектоидного превращения. На линии PSK металл имеет неустойчивую переходную структуру.
Для получения различных структур металла и изменения его свойств используют разные скорости охлаждения. Перемены в структуре стального сплава можно производить либо при охлаждении его в непрерывном режиме, либо при изотермическом процессе, когда металл выдерживается нужное время при определенной низкой температуре.
Выбор среды охлаждения металла
Для правильного подбора среды при охлаждении заготовок важно учитывать свойства конкретного стального сплава, твердость металла, которую необходимо получить и размеры изделий. Как уже говорилось, для работы со стальными заготовками применяют четыре типа охлаждающих сред: водную, масляную, воздушную и на основе расплавов солей и щелочи. Таблица, приведенная ниже, содержит скоростные режимы при охлаждении стальных заготовок в различных средах.

Водой и водными растворами для охлаждения пользуются, закаливая изделия из углеродистых сталей несложной конфигурации, диаметр или толщина которых находится в пределах 8–12 мм.
Температура жидкости должна быть от +18 °С до +25 °С, так как ускоренные структурные превращения при охлаждении металла в более холодной среде могут приводить к образованию трещин. Если водная среда теплее +25 °С и загрязнена маслом или остатками мыла, ее эффективность резко снижается, поверхность закаливаемых изделий может покрываться характерными мелкими пятнами.
Для охлаждения изделий со сложной геометрией из углеродистых стальных сплавов часто применяют охлаждение в два этапа. Сначала заготовки в водной среде охлаждаются до +250…+300 °С, а для завершения процесса их погружают в масло.
Скорость охлаждения (°С/с)
Вода при температуре, °С:
Водная эмульсия масла
Вода, насыщенная углекислотой
10%-ный водный раствор при +18 °С:
5%-ный раствор перманганата калия
Методы охлаждения металла
Для охлаждения формованных металлических заготовок температуру металла можно снижать различными способами.
В промышленности для этого пользуются тремя главными методами:
- Воздушным охлаждением (ВО), происходящим естественно с использованием открытого воздуха. Такой способ позволяет получать пластичный и податливый металл.
- Одноэтапным ускоренным охлаждением (УО1), проходящим в специальных камерах.
- Ускоренным охлаждением в два этапа (УО2). Для такого интенсивного охлаждения формованные заготовки проходят через воздушную и водную среды.
Выбор способа охлаждения стальных деталей очень важен, ведь от него зависят такие свойства металла, как пластичность, прочность, твердость и др. Кроме того, скорость процесса и выбор охлаждающей среды сказываются на поверхностных характеристиках – однородности и внешнем виде. При соблюдении всех необходимых условий прокат, подвергшийся двухэтапному охлаждению, образует окалину в пределах 10 кг/т, а при одноэтапном – 18 кг/т.
Режимы охлаждения металла
Для охлаждения металлических заготовок чаще всего используют штабелирование на открытом воздухе или холодильники. Для снятия остаточных напряжений, предотвращения образования трещин внутри и на поверхности стали, получения металла с необходимыми структурными и механическими характеристиками, для отдельных высоко- и среднеуглеродистых, высоко- и низколегированных стальных сплавов требуется регулируемое и чаще всего замедленное охлаждение.

На выбор режима и способа данного процесса также влияют химический состав, склонность к образованию дефектов при остывании и требуемые свойства готовой продукции.
При обычном охлаждении металлических заготовок, цель которого заключается в максимально быстром остывании стали, используют специальные стеллажи или холодильники.
Для охлаждения отдельных марок стальных сплавов, к примеру, рессорной стали, которая должна иметь определенную твердость, изделия ставят на ребро и прижимают друг к другу. В ходе процесса их передвигают по холодильнику, меняя высоту на один ряд. Для достижения заданной твердости прокат охлаждается единой массой.
Если такие изделия подвергать охлаждению уложенными на стеллаж поштучно, их твердость превзойдет требуемые значения. Обычным способом с использованием открытого воздуха и холодильников охлаждают также сортовую сталь.
Холодильники должны обладать размерами и конструкцией, которые позволяют охлаждать металлические заготовки до температуры ниже +50 °С.
Легированные стальные сплавы в блюмах и заготовках штабелируют или собирают в пакеты для воздушного охлаждения. Снижая скорость процесса, можно избежать формирования зон внутреннего напряжения, образования трещин и снизить твердость материала до нужных значений, что позволит легче избавиться от дефектов поверхности в ходе вырубки. Также медленное охлаждение снижает вероятность образования пороков в ходе последующей огневой закалки стали.
Ускоренные режимы применяют при охлаждении листового проката и катанки до его сматывания в рулоны или бунты. Быстрый процесс позволяет снизить образование окалины и получить требуемую структуру металла. Также часто прибегают к ускоренному охлаждению в водной среде с применением трубок или рольгангов и воздушному.
Дефекты при охлаждении металла
При охлаждении металлических заготовок после формовки возможно образование наружных или внутренних трещин и флокенов. Такие изъяны чаще всего без труда обнаруживаются при осмотре и имеют различную длину. Закалочные или холодные наружные трещинки могут появляться как непосредственно при охлаждении, так и спустя некоторое время после него. Речь при этом может идти о часах и даже днях.

Как правило, подобные дефекты имеют малую глубину и вытянуты в виде прерывистых линий по ходу прокатки. В отдельных случаях глубина холодных трещин может быть значительной и достигать центральных слоев металла. Стальные сплавы с малой пластичностью могут при остывании растрескиваться насквозь, особенно на концах заготовок.
Причинами холодного растрескивания могут служить зоны остаточного напряжения, образующиеся при прокатке, или участки тепловых и структурных напряжений, которые возникают при охлаждении заготовок. Снижая скорость охлаждения проката, можно существенно уменьшить внутреннее напряжение и свести к минимуму вероятность появления закалочных трещин.
Сказанное относится не ко всем стальным сплавам. Допустим, при охлаждении блюмов, слябов и других заготовок из низкоуглеродистой стали можно не опасаться растрескивания и образования флокенов при любой скорости охлаждения. Тщательно регулировать охлаждающий режим металла необходимо главным образом при изготовлении деталей из сталей с легирующими добавками. Разные виды такого сплава в разной степени склонны к холодному растрескиванию.

В каждом конкретном случае для предотвращения образования дефектов необходимо применение различных методик. Наибольшую склонность к холодному растрескиванию проявляют быстрорежущие, высокоуглеродистые или легированные инструментальные, высокохромистые, хромоникелевые, хромоникелевольфрамовые и некоторые подобные марки стальных сплавов.
Флокенами называют внутренние трещины, образующиеся в стальных поковках или прокате и оказывающие существенное негативное воздействие на свойства металла. Такие дефекты можно наблюдать при осмотре микро- и макрошлифов или в изломах стали. Высокая склонность к образованию флокенов характерна для хромоникелевой, хромоникелемолибденовой, хромистой, марганцовистой и других мартенситных и перлитных стальных сплавов.
Образование трещин возможно и у углеродистой стали. Аустенитный и ледебуритный классы стали (быстрорежущая, нержавеющая, жаропрочная, высокомарганцовистая и пр.) не склонны к флокенобразованию.
Образование флокенов чаще всего имеет место при изготовлении блюмов, слябов и других заготовок или готового крупногабаритного проката с использованием крупно- и среднесортных прокатных станов.
Предотвратить или свести к минимуму холодное растрескивание и образование флокенов можно с помощью медленного охлаждения и термообработки полупродуктов. Для замедленного охлаждения заготовок используют различные методы. Металл укладывают в штабели, погружают в специальные ямы или короба, обкладывают теплоизолирующими материалами, опускают в отапливаемые и неотапливаемые колодцы.
Для теплоизоляции при охлаждении стальных заготовок пользуются доменным шлаком, шлаковатой, песком, кизельгуром и прочими подобными материалами.
В наши дни широко применяется охлаждение металла с помощью отапливаемых печей, которые позволяют выдерживать заготовки при нужной температуре в течение требуемого временного периода, снижая затраты времени на термообработку. Особенно такой метод актуален для стальных сплавов с высокой склонностью к образованию флокенов.
Рекомендуем статьи
Для закалки и последующего самоотпуска с быстрым термоупрочняющим режимом охлаждения используют специальные водные охлаждающие системы с особой регулировкой.
Описанные методы не универсальны. Кроме того, термообработка применима далеко не ко всем материалам. Для того чтобы достигнуть наиболее высокого качества при термической обработке и охлаждении изделий, следует тщательно выбирать технологию для каждого отдельно взятого металла.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Технологические свойства металлов и сплавов

Технологические свойства металлов и сплавов определяют пригодность материала для конкретного вида обработки и в целом возможность его использования в том или ином производственном цикле. Добавление в металл или сплав сторонних элементов напрямую влияет на их основную характеристику. Для определения технологических свойств необходимо провести испытания.
В нашей статье мы расскажем, какими бывают указанные свойства, как проявляют себя примеси, а также приведем пример производственных испытаний, которые выявляют пригодность материала к использованию в производстве.
Понятие металлов и сплавов
К технологическим свойствам металлов и сплавов относятся:
- высокая обрабатываемость (ковкость, штампуемость, возможность резки, пайки, сварки и т. п.);
- прочность;
- твердость;
- ударная вязкость и пр.
Все металлы делятся на черные и цветные.
Технологические свойства чистых металлов зачастую не позволяют использовать их для промышленных и технических нужд. Поэтому в основном применяются сплавы.
Сплав состоит из двух и более затвердевших расплавленных металлов и других веществ.
Помимо металлов, в составе сплавов могут присутствовать, к примеру, углерод, кремний, другие элементы.
Используя разные комбинации металлов и неметаллов, можно получать материалы с различными технологическими свойствами, которыми не обладают составляющие сплав компоненты.
Технологические свойства сплавов могут отличаться от характеристик составляющих их металлов. Они могут быть:
- более прочными и твердыми;
- обладать более высокой или, напротив, более низкой температурой плавления;
- более коррозионно-устойчивыми;
- менее подверженными высокотемпературному воздействию;
- оставаться прежнего размера при нагревании или охлаждении и пр.
Чтобы увеличить твердость железа, в него добавляют углерод. Менее 2 % углерода содержится в сталях, более 2 % – в чугуне. Для придания металлам и сплавам такого технологического свойства, как коррозионная устойчивость, в них добавляют хром, твердость достигается за счет добавления вольфрама, износостойкость – марганца, прочность – ванадия.
Определение и виды технологических свойств металлов и сплавов
Технологические свойства металлов и сплавов определяют их способность меняться под воздействием горячих или холодных способов обработки. В их основе лежат физико-механические характеристики материалов.

Выделяют такие технологические свойства металлов и сплавов, как:
- О+бработка при помощи резки;
- подверженность деформациям за счет ковкости, штампуемости, загибов, перегибов, отбортовки и пр.;
- свариваемость;
- литейные свойства;
- способность к пайке;
- упрочняемость и т. п.
Именно от технологических свойств металлов и сплавов зависит, как поведет себя заготовка в процессе обработки.
Остановимся более подробно на основных технологических свойствах.
Свариваемость.
Это технологическое свойство металлов и сплавов, благодаря которому они образуют друг с другом прочные соединения. Соединяются заготовки за счет расплавления материала и его последующего охлаждения. В зависимости от источника нагрева деталей сварку делят на газовую, дуговую, электроконтактную, ультразвуковую и пр.
Деформируемость.
Под этим технологическим свойством понимают способность металлов и сплавов меняться под воздействием пластических деформирующих операций, таких как гибка, ковка, штамповка, прокат, прессование и др. При этом целостность заготовок не нарушается. На это свойство материалов влияют их химический состав, механические свойства, скорость деформации, температура, при которой выполняются операции и т. п. Способ деформации выбирают после выполнения технологических испытаний, в процессе которых оценивают деформируемость различных сплавов и металлов.
Литейные свойства.
Это технологические свойства (жидкотекучесть, усадка и ликвация), учет которых позволяет изготавливать отливки деталей и изделий без возникновения трещин, усадочных раковин и других дефектов.

Жидкотекучесть.
Металлы и сплавы, находясь в жидком состоянии, заполняют все полости, узкие и тонкие места литейных форм и принимают четкое объемное изображение очертаний отливок. На это технологическое свойство металлов и сплавов влияют химический состав материала заготовки, температура заливки, вязкость, поверхностное натяжение. Помимо характеристик обрабатываемых металлов, жидкотекучесть зависит от качества внутренней полости формы, ее шероховатости, теплопроводности и пр. Это свойство при использовании песчаных сухих форм гораздо выше, чем при применении сырых металлических.
Усадкой называют такое технологическое свойство металлов и сплавов, за счет которого их объем уменьшается при затвердевании отливок. Степень усадки выражается в процентах, для разных металлов она варьируется в пределах 1-2 %. На нее влияют химический состав материала и температура заливки (чем она выше, тем сильнее усадка).
При усадке в отливках образуются усадочные раковины и рыхлости. Во избежание появления подобных дефектов используют литейные формы с дополнительными устройствами – прибылями, за счет которых в формы постоянно поступает жидкий металл.
В процессе кристаллизации металлы и сплавы в отливках становятся неоднородными по химическому составу. Эта неоднородность называется ликвацией. Она может быть зональной – наблюдаемой на отдельных заготовках, и внутрикристаллической – распространяющейся на отдельные зерна.
Для устранения последней используют термическую обработку, первой – механическую, в процессе которой при заливке жидкого металла в форму его механически перемешивают. Ликвация зависит от скорости охлаждения заготовки, если она остывает равномерно, то этот дефект не образуется.
Технологическое свойство металлов и сплавов, благодаря которому они способны создавать прочные и герметичные соединения за счет пайки. Если спаиваемые детали предполагается использовать в области радио- и электротехники, то материалы, из которых они изготовлены, должны обладать такими свойствами, как электропроводность, индуктивность и пр.
Рекомендуем статьи:
Упрочняемость.
Так называют технологическую характеристику материалов, благодаря которой их механические свойства повышаются при термической и химико-термической обработке. Упрочняемость включает в себя закаливаемость, прокаливаемость и незакаливаемость.
Закаливаемость.
Это свойство означает, что материалы воспринимают закалку, оно характерно для углеродистых и легированных сталей, в которых содержание углерода превышает 0,3 %, а также для чугуна, сплавов цветных металлов, бронзы, латуни и других сплавов.
Прокаливаемостъ.
Прокаливаемость означает глубину закалки, воспринимаемую металлами и сплавами и определяемую в соответствии с требованиями ГОСТ 5657-69. На эту характеристику влияют химический состав обрабатываемых материалов, температура нагрева и способ охлаждения.
Незакаливаемость.

Означает, напротив, невосприимчивость материала (к примеру, углеродистых и других сталей с содержанием углерода в составе менее 0,3 %) к закалке. Это технологическое свойство металлов и сплавов учитывают при сварке, поскольку чем оно выше, тем более качественным будет сварное соединение. Отдельные стали устойчивы к закаливанию при нагревании и охлаждении, заготовки из них также не воспринимают закалку.
Изменение технологических свойств на примере стали
Наиболее распространенным материалом является сталь. На технологические свойства стальных сплавов влияет их химический состав – входящие в него примеси могут повышать или понижать отдельные характеристики материала:
- Чем больше содержание в составе сплава углерода, тем выше его прокаливаемость и ниже восприимчивость к ковке. Ковка и прокатка возможны для металлов и сплавов, в которых присутствует не более 1,4 % этого химического элемента.
- Марганец понижает теплопроводность металлов и сплавов и, как следствие, возможность их сваривания. Однако при равномерном медленном нагревании такие материалы прекрасно подходят для ковки.
- Никель положительно сказывается на пластичных технологических свойствах металлов и сплавов, материалы, в которых он присутствует, хорошо поддаются ковке. Однако при нагреве никель способствует образованию окалины. Она не разрушается во время ковки, проникает в металл и снижает качество готовых изделий.
- Хром способствует повышению прочности металлов и сплавов, следовательно, заготовки, в составе которых он присутствует, не следует обрабатывать при помощи ковки или проката, так как велика вероятность возникновения трещин.
- Большое содержание в составе металлов и сплавов молибдена снижает такое их технологическое свойство, как теплопроводность. Этот момент важно учитывать при выборе температурного режима обработки, нагрев и охлаждение должны выполняться при строгом соблюдении предписанных технологией требований. Ковка возможна при применении более мощного оборудования
- Ванадий же, напротив, повышает качество ковки, увеличивает устойчивость сталей к перегреву.
Отрицательно сказываются на технологических свойствах металлов и сплавов присутствие в их составе серы и фосфора. Их высокое содержание становится причиной красноломкости (ломкости при нагревании) и хладноломкости (ломкости при охлаждении) заготовок. Несмотря на то, что полностью очистить сплавы от присутствия этих химических элементов невозможно, на производстве стремятся к максимально возможному снижению их содержания в составе.

Технологические свойства металлов и сплавов напрямую зависят от их химического состава, поэтому, прежде чем выбрать тот или иной способ обработки, на производстве тщательно анализируют состав подлежащего обработке материала. Если этого не сделать, вероятно возникновение проблем как в процессе обработки, так и при дальнейшем использовании готовых изделий.
Технологические испытания металлов и сплавов
Технологические испытания включают в себя испытания на изгиб, осадку, сплющивание, бортование, загиб и т. д. Многие пробы и испытания проводятся в соответствии с разработанными и утвержденными стандартами.
В зависимости от результатов технологических испытаний принимают решение о возможности изготовления деталей и конструкций соответствующего качества из имеющегося материала с применением той или иной операции, выполняемой на данном производстве.
Испытание на изгиб проводится в соответствии с требованиями ГОСТ 14019-80. С его помощью определяют, способны ли металлы и сплавы выдерживать изгибание без разрушения. Образец помещают под пресс и изгибают до необходимого угла. Если угол изгиба равен 180°, то материал может выдерживать предельную деформацию. О том, что образец прошел испытание, свидетельствует отсутствие трещин, надрывов, расслоений и других дефектов
Такое технологическое испытание проводят для листовых металлов толщиной до 3 см, а также для сортового металлопроката (прутков, швеллеров, уголков).
Испытание на осадку выполняется в соответствии с требованиями ГОСТ 8817-82. С его помощью определяют, способны ли металлы и сплавы выдержать требуемую пластическую деформацию. Проводится оно при помощи пресса или молота, осаживающего горячий или холодный образец до заданной высоты. Для испытания используют круглые или квадратные образцы диаметром или стороной квадрата 0,3–3 см в холодном состоянии, 0,5–15 см – в горячем. Стальные образцы должны быть высотой не менее двух диаметров, из цветных металлов – не менее полутора диаметров. Об успешном прохождении испытания свидетельствует отсутствие трещин, надрывов или изломов.
Испытание на сплющивание труб проводится в соответствии с требованиями ГОСТ 8695-75. С его помощью определяют, способны ли трубы сплющиваться до определенной высоты без появления дефектов. Для этого конец или отрезок трубы длиной 2–5 см размещают между двумя параллельными плоскостями и сплющивают. При испытании сварной трубы место соединения должно быть расположено на горизонтальной оси. Скорость сплющивания не должна превышать 2,5 см/мин. Об успешном прохождении испытания свидетельствует отсутствие трещин и надрывов.
Испытание на бортование труб проводится в соответствии с требованиями ГОСТ 8693-80. С его помощью определяют, способны ли трубы отбортовываться на прямой угол. Для этого конец трубы помещают в оправку и отбортовывают усилием пресса до тех пор, пока не получают фланец требуемого диаметра. При испытании используют оправку с чисто обработанной рабочей поверхностью, обладающей высокой твердостью (HRC не менее 50). Радиус закругления оправки, формирующей борт, должен составлять две толщины стенки трубы (R = 2s). Об успешном прохождении испытания свидетельствует отсутствие трещин и надрывов.
Об успешном прохождении испытания свидетельствует отсутствие трещин, надрывов, расслоений.
Для того чтобы определить прочность сварного соединения, проводят испытание на свариваемость. Сваренный образец изгибают на определенный угол или растягивают. После чего проводят сравнение прочности сваренного и несваренного образцов из испытуемого материала.
В статье мы рассказали о том, какое значение имеют технологические свойства металлов и сплавов, а также проведение испытаний для получения качественных, долговечных изделий и конструкций из них.
Читайте также: