Свойства металла при нагреве
Чтобы правильно вести процесс ковки, необходимо знать температуру начала и конца ковки каждого металла, каждой марки стали, т. е. знать режимы нагрева .
Режим нагрева металла - это порядок и способ нагрева металла, который обеспечивает температуру и скорость, необходимые для получения заготовок, пригодных для ковки и получения из них качественных поковок.
Температура ковки для различных марок сталей не одинакова и зависит от их химического состава. Чем больше углерода встали, тем ниже температура плавления и ковки .
Температура нагрева металла для ковки имеет очень важное значение, так как может влиять на качество деталей получаемых ковкой, поэтому за ней требуется постоянный контроль. Для этого в кузницах с нагревательными печами используют термопары и различные виды пирометров. При нагреве металла в горнах, как правило, можно приближенно определять температуру нагрева металлов на глаз по следующим цветам каления, при дневном освещении в тени:
Цвет нагретого металла | Температура………….. °С
Темно-коричневый (заметен в темноте)…..530 … 580
Темно-вишнево-красный……………………. 730 … 770
При охлаждении металла цвет каления изменяется в обратной последовательности .
Температура нагрева сталей в начале ковки должна быть ниже их температуры плавления на 150…200°С. При более высокой температуре может наступить явление пережога. Во время ковки металл остывает и ковать его становится затруднительно, а затем и невозможно. Поэтому ковку металла следует заканчивать с температурой на 20 … 30 °С выше допускаемой температуры ковки.
Время нагрева сталей зависит от размеров заготовок и Химического состава. С одной стороны, для уменьшения образования Окалины и увеличения производительности желательно уменьшать время нагрева. С другой, — заготовки больших размеров, а также из высокоуглеродистых и высоколегированных сталей следует нагревать постепенно и даже ступенчато.
2. Дефекты при нагреве и меры их предупреждения
При нагреве заготовок в них могут появиться следующие дефекты:
- окалинообразование или угар,
- недогрев металла,
- перегревмстальной заготовки,
Окалинообразование или угар получается в результате образования оксидов железа на поверхности заготовки яри ее нагреве. Образование окалины обычно называют угаром металла.
Окалина — это хрупкое и непрочное вещество с содержанием до 30% железа. Угар стали, в результате образования окалины, может достигать 4 … 5% от массы заготовки за один нагрев в горнах и несколько меньше (до 3%) в нагревательных печах. Если учесть, что при ковке заготовку приходится нагревать несколько раз (иногда до шести), то станет ясно, какое большое количество металла идет в отходы в результате угара металла.
Количество образующейся окалины зависит от скорости и температуры нагрева метелла, формы заготовки, химического состава стали, вида топлива, пламени и других факторов.
Обезуглероживание происходит одновременно с окислением железа и выражается в том, что при нагреве стали углерод, содержащийся в ее верхних слоях, выгорает и сталь становится более мягкой. Значит химический состав стали изменится и не будет соответствовать той марке, из которой должна быть изготовлена деталь. При уменьшении содержания углерода уменьшается прочность и твердость стали, ухудшается способность ее закаливаться. Глубина обезуглероженного слоя может достигать 2 … 4 мм, поэтому обезуглероживание опасно и для мелких поковок, имеющих небольшие припуски и для поковок, которые после механической обработки подвергаются закалке. Низкоуглеродистая сталь может не закалиться.
Процесс обезуглероживания начинается при температуре 800 … 850 °С. Интенсивность обезуглероживания зависит от содержания углерода в стали.
Чем больше углерода, тем медленнее идет обезуглероживание .
Недогрев — это такой нагрев металла, при котором заготовка нагрелась неравномерно по сечению или участкам длины. Очевидно, что такую заготовку нельзя вынимать из горна или печи и ковать. Если заготовка с одной стороны имеет белый цвет каления, а с другой еще желтый или красный, то из нее будет затруднительно получить поковку требуемой формы. Недогрев заготовок по толщине нельзя обнаружить по цвету каления. Поэтому необходимо знать расчетную или опытную нормативную величину продолжительности нагрева различных по сечению заготовок и строго ее придерживаться. Недогрев может появляться при плохом тепловом режиме.
Перегрев нельзя обнаружить по внешнему виду нагретой заготовки и даже в процессе ее ковки. Деталь, изготовленная из перегретого металла, быстро ломается, так как перегретый металл имеет крупнозернистую структуру и поэтому не прочен. Сильно перегретая заготовка иногда разрушается уже при ковке — в углах появляются трещины. Для предотвращения перегрева не следует допускать выдержки заготовки в горне или печи при высокой температуре больше, чем рекомендуется расчетами или нормативами.
Пережог является опасным дефектом нагрева металла. Явление пережога объясняется следующим образом. При температуре выше 1250 … 1300 °С зерна металла становятся очень крупными, а связь между ними настолько ослабевает, что начинает проникать кислород и сталь при действии на нее небольших сил разрушается. Пережженную сталь необходимо отправлять на переплавку.
Пережог можно обнаружить по внешнему виду нагреваемого металла. Поверхность металла при пережоге имеет ослепительно белый искрящийся цвет. При передвижении пережженной заготовки от нее отлетают ярко-белые искры.
Трещины и раскалывание поковок являются дефектами нагрева металла. Наиболее часто поковки с такими дефектами получают из легированных и инструментальных сталей вследствие несоблюдения режимов нагрева их и продолжения ковки с температурой ниже температуры окончания ковки.
3. Изменения, происходящие в металлах при нагреве и ковке
Пластичность стали увеличивается при нагреве, т. е. когда в ней начинаются внутренние превращения, состоящие в укрупнении зерен и ослаблении связей между ними. Поэтому прочность стали уменьшается, она становится мягкой и пластичной. Это позволяет с меньшими усилиями деформировать металлы.
Зернистое строение металла изменяется в зависимости от температуры и скорости деформирования его. Соответственно этим воздействием на металл изменяется и прочность его.
Износостойкость стальной заготовки. Чем быстрее будет проходить процесс деформации металла от начала ковки до конца ковки, тем металл будет прочнее, следовательно, ковку горячего металла рекомендуется проводить как можно быстрее и сильными ударами, потому что при ковке сильно нагретого металла слабыми ударами в конце ковки он получается – с крупнозернистым строением и поковка будет не прочной. Если требуется небольшая деформация металла, то перед ковкой его можно нагревать несколько ниже температуры начала ковки, имея в виду, что ковка будет закончена до наступления критической температуры (723 °С).
При продолжении ковки ниже критической температуры зерна пластически деформируются (вытягиваются) и остаются в напряженном состоянии, потому что при низкой температуре они уже не успевают переформироваться в более мелкие зерна. После этого металл утрачивает пластичность и становится более прочным, твердым и хрупким.
Упрочнение металла под действием пластической деформации называется Наклепом или Нагартовкой . Наклеп не желателен, так как при этом, кроме хрупкости, резко уменьшается свойство металла обрабатываться резанием.
Изменение механических характеристик металла при нагреве
Механические свойства металла изменяются в зависимости от его температурного состояния. В процессе сварки металл подвергается нагреву до высоких температур, изменение которых происходит в широких пределах и в сравнительно короткое время.
Механические характеристики металла при высоких температурах нельзя считать полностью исследованными. Более обстоятельно изучены механические свойства металла в области упругих изменений. На фиг. 9 представлено изменение механических характеристик стали в зависимости от температуры при нагреве до 500—600° С [2].
Модуль упругости стали Е при нагревании постепенно понижается, а коэффициент теплового расширения а возрастает. В области температур упругих изменений стали произведение аЕ можем принять постоянным и равным (хЕ = 12 • 10-6 • 2,1 • 106^ = 25 кГ/см2.
Предел прочности стали оь с повышением температуры до 100°С несколько снижается, затем при дальнейшем нагреве повышается и имеет наибольшее значение в области температур 200—300°С. При нагреве от 300 до 500°С предел прочности стали, кроме жароупорной, постепенно понижается. При температуре выше 500°С предел прочности стали резко снижается, принимая при 600°С весьма низкие значения по сравнению с прочностью при обычных температурах.
Пластические свойства стали, характеризуемые относительным удлинением и поперечным сужением при разрыве, неск(элько снижаются в области температур 150—300° С. С увеличением температуры выше 300°С пластические свойства стали возрастают. Такой характер изменения пластических свойств стали показывает, что при большой скорости остывания закрепленного стального элемента его разрыв при температурах 150—300°С весьма вероятен. Этим объясняется целесообразность предварительного подо-
грева стали при сварке до 150—200° С, чтобы замедлить остывание после сварки.
Предел текучести стали ст с повышением температуры до 500° С несколько понижается, а затем при дальнейшем повышении температуры (свыше 500°С) резко падает, доходя почти до нуля при температуре 600°С.
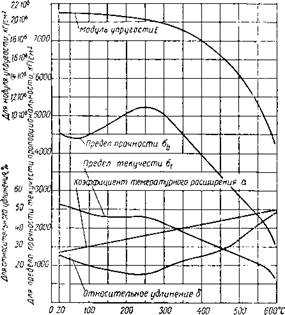
Фиг. 9. Зависимость механических свойств стали от температуры.
В действительности предел текучести стали несколько повышается в области температур 150—300°С, затем постепенно понижается при нагреве до 500° С, а после этого резко падает (фиг. 10, пунктирная кривая). Ввиду малых значений предела текучести стали при температуре 600°С и выше, примем допущение, что предел текучести сталей, кроме жароупорной, при температуре 600° С и выше имеет нулевое значение (фиг. 11). Другими словами, будем считать, что при температуре 600°С и выше сталь находится только в пластическом состоянии, теряя полностью свои упругие свойства.
При охлаждении стали ниже нуля предел прочности и предел текучести повышаются, причем предел текучести приближается к пределу прочности.
При весьма низкой температуре сталь теряет пластические свойства, переходит в хрупкое состояние и становится хладно-
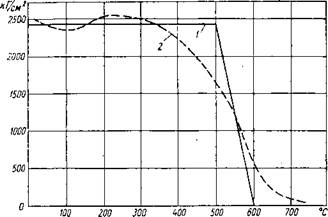
Фиг. 10. Зависимость предела текучести аг стали
1 — схематизированная диаграмма; 2 — действительная диаграмма.
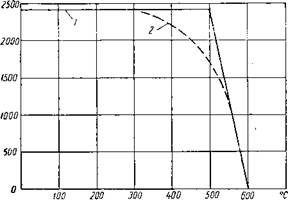
Фиг. 11. Условная зависимость предела текучести стали от температуры:
1 — схематизированная диаграмма; 2 — условная диаграмма.
ломкой. Для каждого металла существует своя критическая температура, выше которой металл способен пластически деформироваться, а при температурах ниже критических металл теряет способность к образованию пластических деформаций и разрушается в виде хрупкого излома. Для стали критическая температура, ниже которой происходит хрупкое разрушение, находится в области — 65—160° С.
Помимо низких температур, на хрупкое разрушение стали большое влияние оказывает концентрация напряжений, вызванная
Фиг. 12. Работа излома стали при разных температурах; а — ненадрезанные образцы; б — надрезанные образцы.
надрезами и неровностями. Хрупкое состояние стали может быть вызвано объемным напряженным состоянием, при котором весьма затруднено образование пластических деформаций.
На фиг. 12 приведены кривые ударной вязкости котельной стали в зависимости от температуры [3]. Кривые А соответствуют результатам испытаний стали, подвергавшейся предварительно нормализации для измельчения зерна, а кривые В соответствуют результатам испытаний крупно-зернистой стали.
Критическая температура ненадрезанных образцов для стали А— 160°С, а для стали В—90°С. При наличии надрезов критическая температура хрупкого разрушения значительно выше и для стали А равна +5° С, а для стали В +45° С (см. фиг. 12).
ИЗМЕНЕНИЕ СВОЙСТВ МЕТАЛЛОВ ПРИ НАГРЕВЕ
Как уже отмечалось, процесс электродуговой сварки связан с высокотемпературным локальным нагревом, Диапазон температур для металлов шва и околошовных зон значительный - от отрицательных температур, например «при сварке на морозе», до температур, превышающих температуру плавления металла. Известно, что в таком широком интервале температур существенно изменяются теплофизичес - кне и механические свойства металлов, В тоже время для качественной п количественной оценки деформаций и напряжений, возникающих при сварке, необходимо располагать экспериментальными данными о характере изменения указанных свойств металлов в большом интервале температур.
Из теплофизпческнх свойств металлов важными являются те, которые определяют объемные изменения металлов при нагреве, К ним относятся коэффициент линейного теплового расширения (сжатия) а [I / °С] и объемная теплоемкость ср [Дж/см' • °С].
Если в кубик, длина ребер которого равна я, ввести некоторое количество теплоты Q, то температура кубика повысится на величину Г[со - гласно формуле (13,5)]:
Повышение температуры кубика приведет к увеличению длины его ребер и соответственно объема. Длина ребер кубика после нагрева а' - =«( 1 + а'/), а объем
Vі =(я')! = я'!(1 + «7’)'! =а11 + ЗаТ + 3(аТ)2 +(аТ)
Поскольку величина коэффициента теплового расширения для металлов порядка 10 '„.10 ' 1/ 'С, можно пренебречь слагаемыми, содержащими а в степени выше первой, как членами более высокого порядка малости:
Отсюда увеличение объема кубика при нагреве
Подставляя вместо Тсс .шаченпе на (1.1.1), получим
Следовательно, относительное изменение объема кубика при его нагреве
Таким образом, объемные изменения в металле при нагреве пропорциональны удельному теиловложенню [Дж/см ’]. а коэффициентом
пропорциональности является обобщенная характеристика теплофнзи-
ческих свойств металла |см’/Дж].
Па рис, 15,1 представлены зависимости температуры для некоторых материалов (значения а, г и р как функции температуры взяты из соответствующих справочников). Анализируя эти зависимое! и, видим, что обобщенная характеристика в широком диапазоне температур для многих материалов изменяется незначительно и может быть принята постоянной величиной, например, для малоуглеродистых и
низколегированных сталей — = 3.5 ■ 10’*’ ем!/Дж.
Из механических свойств металлов важными являются предел текучести [МПа] и модуль нормальной упругости Е [МПа]. 11а рис. 15.2, а представлена общеизвестная из сопротивления материалов диаграмма растяжения образца из малоуглеродистой или низколегированной стали (диаграмма g-е). На диаграмме наблюдается ярко выраженная площадка текучести, кроме того, известно, что для этих сталей кривые деформирования при растяжении и сжатии имеют одинаковый вид, и их можно с достаточной для инженерной практики точностью идеализировать диаграммой Прандтля. т. е. считаї ь малоуглеродистые и низколегированные конструкционные стали идеально упругонластическими материалами. Для этих сталей по
экспериментальным данным общая тенденция изменения предела текучести Gs и модуля нормальной упругости Е от температуры представлена на рис. 15.2, б. Анализируя кривые изменения gs и Е от температуры, следует отметить, что предел текучести as с повышением температуры до 500 °С снижается очень медленно, а при температурах выше 600 °С значения очень малы. Снижение модуля нормальной упругости Е с повышением температуры еще менее резкое, а при температурах выше 600 °С эта величина теряет физический смысл. На основании этого анализа можно допустить:
Рис. 15.1. Зависимостьобобшсшюй характеристики
їсіі. іофи. иічсскнх ситісмі маїсриолов — оі температуры:
1 - м. ілоуїмсродисіьіс и ми іко. іепфоиаиіи. іе пали;
2 цьіижодсі провинная сити. ОХ18ІИОТ:
'j - алюмиииеио-маї пневый сн. тав ДМі -(>;
4 - титановый єн іак ІІТ-Й
a - диаграмма растяжения ( a-z ). характерная для малоуглеродистых и 11 наколе ги ринді н і мх ста. іеіі; б - изменение предела текучести су и модуля нормальной ynpvrocru /т'от температуры для малоуглеродистых и ни. жо. тегнронаннмх емлем:
Рис. 15.2. Изменение механических енойеі» металлом нри пагрене:
« - то же для гтпаиовых сплавов
- при температурах Т> Т* (рис. 15.3, 6)
где Т* - температура, при которой металл теряет упругие свойства (температура полного разупрочнения металла). Для малоуглеродистых и низколегированных конструкционных сталей эта температура условно принята 600 °С.
Рис. 15.3. См-мііі н шровшшыс, ш;іі ]>aiiu рас іяжеінія-еланія (ст-с)
Л-ія идеальных мір> і (иі. іастн'ісскіїч міма і. іои (літі раммм ІІраиді.'ія)' а - при ісішсраїра І < Г*.о - при іечшр. п р. іх І г Є*
Подобная идеализация неприемлема, например, для титанового сплава ВТ-5 (рис. 1.5.2, в).
Указанная выше идсалішция свойств мета, па значительно упрощает рассмотрение процесса образования деформации и напряжении it выполнение требуемых расчетов. Вместе с тем она обеспечивает достаточную для практических целен точность при рассмотрении деформаций и напряжений. возникающих при сварке малоуглеродистых н низколегированных конструкционных сталей.
Примечание: введем понятие действительной или полной деформации. Эта деформация определяет действительное положение нагружаемой ючкн. например точки А на диаграмме о-е:
• если металл работает в упругой области (рис. 15.4, а), то имеет место однозначная зависимость между деформациями и напряжениями: а = е£ в атом случае действительная деформация є (положение точки /1 на диаграмме о-е) равна упругой є”:
• если металл работает в упругопласгнческой области (рис. 15.4, б). го уже нет однозначной зависимости между деформациями и напряжениями, в. почт случае действительная деформация е (положение точки,4 на диаграмме о-е) равна сумме упругой е и пластической £' деформаций:
• если металл работает в упругапластнческон области н подвержен тепловому нагружению, то действительная деформация є будет равна сумме упругой, пластической н температурной деформации:
Рис, 15,4. .Заипспмос и> мгжл> леформлцппмп и напряжениями:
а ' мгіа. і.і ряГноап в upviuii оо мені: о меи >. і рабочим и прч і он ик і пчіч кои об. їж і и
Введение понятия действительно!"! или полной деформации будет востребовано для оценки действительного состояния при сложном нагружении н потребуется при рассмотрен. истории іеплового нагружения металла при сварке.
Влияние нагрева на структуру и свойства деформированного металла
Около 10…15 % всей энергии, затраченной на пластическую деформацию, поглощается металлом и накапливается в нем. Остальная часть энергии идет на нагрев металла.
Деформированный металл находится в неравновесном, неустойчивом состоянии, и в нем могут протекать процессы, направленные на достижение устойчивого состояния. Этот переход связан с уменьшением искажений в кристаллической решетке и снятием напряжений, что в свою очередь определяется возможностью перемещения атомов.
С повышением температуры подвижность атомов увеличивается и начинают развиваться процессы, приводящие металл к равновесному состоянию. По мере нагрева деформированный металл проходит стадии возврата и рекристаллизации, в результате чего изменяются его структура и свойства (рисунок 20).
В области возврата (при нагреве до 0,3 Тпл) происходит повышение структурного совершенства металла в результате уменьшения плотности дефектов строения. При этом не наблюдается заметных изменений структуры, видимой в оптический микроскоп. Механические свойства металла изменяются незначительно, порядка на 5…7 %.
При низких температурах (ниже 0,2 Тпл) протекает первая стадия возврата — отдых, когда происходит уменьшение точечных дефектов (вакансий) и перераспределение дислокаций без образования субграниц. При нагреве вакансии поглощаются дислокациями, которые двигаются к границам зерен. Часть дислокаций противоположного знака уничтожается.
Вторая стадия возврата — полигонизация, под которой понимают дробление (фрагментацию) кристаллов на субзерна (полигоны). При нагреве беспорядочно распределенные дислокации одного знака выстраиваются в дислокационные стенки, что приводит к образованию в монокристалле или в зерне поликристалла субзерен (полигонов), свободных от дислокаций и отделенных дислокационными границами (рисунок 21).
Этот процесс протекает обычно при небольших деформациях при температуре (0,25…0.3)Тпл, и им создаются условия для образования в структуре металла зародышей новых зерен.
Рисунок 21 — Схема процесса полигонизации
Стадия первичной рекристаллизации в деформированном металле происходит при его нагреве выше 0,3Тпл. При высоких температурах подвижность атомов возрастает и образуются новые равноосные зерна.
Образование новых, равноосных зерен вместо ориентированной волокнистой структуры деформированного металла называется первичной рекристаллизацией.
В деформированном металле на участках с повышенной плотностью дислокаций образуются и растут зародыши. Образуется совершенно новое зерно, по размерам отличающееся от исходного до деформации. Наклеп практически полностью снимается, и свойства приближаются к их исходным значениям.
Температура, при которой начинается процесс рекристаллизации называется температурным порогом рекристаллизации.
Температурный порог рекристаллизации (Тр) связан с температурой плавления металла зависимостью А.А.Бочвара:
где Тпл — абсолютная температура плавления, К;
а — коэффициент, зависящий от чистоты металла.
Для металлов высокой чистоты а = 0,1…0,2; для технически чистых металлов а=0,4; для сплавов твердых растворов а = 0,5…0,6.
Для некоторых металлов значение температурного порога рекристаллизации приведено в таблице 2.
Рекристаллизационный отжиг малоуглеродистых сталей проводят при 600…700 0 С, латуней и бронз при 560…700 0 С, алюминиевых сплавов при 350…450 0 С, титановых сплавов при 550…750 0 С.
Собирательная рекристаллизация проходит после завершения первичной рекристаллизации в процессе дальнейшего нагрева. Она заключается в росте образовавшихся новых зерен. Движущей силой собирательной рекристаллизации является поверхностная энергия зерен. При укрупнении зерен общая протяженность их границ становится меньше, что соответствует переходу металла в более равновесное состояние.
Таблица 2 — Температура начала рекристаллизации технически чистых металлов
| Металл | Температура плавления, 0 С | Температура рекристаллизации, 0 С |
| Вольфрам | 3400 | 1200 |
| Молибден | 2625 | 900 |
| Железо | 1539 | 450 |
| Медь | 1083 | 200 |
| Алюминий | 660 | 100 |
Особенность собирательной рекристаллизации состоит в том, что рост происходит не в результате слияния нескольких мелких зерен в одно более крупное зерно, а одни зерна растут за счет других зерен, ”поедая” их вследствие перехода атомов через границы раздела. Зерна с вогнутыми границами растут за счет зерен с выпуклыми границами (рисунок 22). Атом на вогнутой поверхности имеет большее число соседей и, следовательно, меньшую энергию, по сравнению с атомами на выпуклой поверхности. Малые зерна постепенно исчезают. Собирательная рекристаллизация, вызывающая образование крупного зерна и разнозернистости, способствует снижению механических свойств металлов и поэтому чаще всего недопустима для наклепанного металла.
Рисунок 22 — Схема роста зерен при собирательной рекристаллизации
На свойства металла большое влияние оказывает размер зерен, получившихся при рекристаллизации. Основными факторами, определяющими величину зерен металла при рекристаллизации, являются температура, продолжительность выдержки при нагреве и степень производительной пластической деформации (рисунок 23).
Величина зерна возрастает с повышением температуры нагрева и времени выдержки. При температурах Т1 и Т2 (выше Тр) образование рекристаллизованного зерна происходит не сразу, а через некоторый отрезок времени t1 и t2, который называется инкубационным.
Рисунок 23 — Влияние температуры (а), продолжительности нагрева (б) и степени деформации (в) на величину рекристаллизованного зерна
Наиболее крупные зерна образуются после незначительной предварительной деформации, обычно порядка 3…15 %, такую степень деформации называют критической.
Критической называют такую минимальную степень деформации, выше которой при нагреве становится возможной первичная рекристаллизации.
Процессы, происходящие в металлах и сплавах при нагревании. Динамика изменения механических и теплофизических свойств.
Известно, что все металлы
при нагревании
расширяются,
а при охлаждении
сжимаются.
Степень увеличения или уменьшения первоначального размера металла при изменении температуры на один градус характеризуется
коэффициентом линейного расширения.
Таким образом, длина l какой-то детали после нагрева на температуруt°
— коэффициент линейного расширения.
При наблюдении за изменением объема детали используют коэффициент объемного расширения,
который определяется как утроенный коэффициент линейного расширения.
Материалы, имеющие большой коэффициент расширения, применяются в приборостроении для деталей автоматически действующих механизмов. При определенной температуре такие детали, удлиняясь, могут включать либо размыкать электрическую цепь.
Минимальный коэффициент линейного расширения имеет сплав Fe — Ni, называемый инваром.
Его коэффициент расширения в 8 раз меньше железа.
Теплопроводность металлов
Различные детали теплотехнической аппаратуры — радиаторы автомобилей и самолетов, внутренние стенки рабочих камер холодильных установок, стенки котлов и т.д. — должны обладать способностью хорошо проводить тепло.
Детали и инструменты, подвергающиеся в процессе работы местным разогревай, также должны быстро отдавать это тепло, чтобы не (наступало оплавление.
Способность проводить тепло называется теплопроводностью.
Лучшей теплопроводностью обладают чистые металлы, такие, как:
При какой температуре сужается металл
При охлаждении металл сжимается, его объем уменьшается, но удерживается расположенным вокруг металлом, длина и ширина которого не изменялась. Необходимо, чтобы дополнительное утолщение, полученное при растяжении металла, было восстановлено после охлаждения. Но так как металл имеет температуру, не соответствующую максимальной пластичности, то, сжимаясь, он поглощает небольшую часть удлинения окружающего металла.
Усиление осаживания металла осуществляется различными способами:
уменьшением скорости распространения теплоты путем создания кольца вокруг нагретой части металла из мокрой ветоши;
противодействием деформации путем нажатия на металл ручкой молотка или другим предметом около нагретой точки;
выстукиванием границ точки металла, нагретого докрасна, а затем и самой нагретой точки киянкой или рихтовочным молотком.
Наибольшее применение имеет последний способ.
Рассмотрим порядок выполнения технологических операций рихтовки различными способами.
При рихтовке нагреванием и выстукиванием горелку быстро подводят к центру пузыря, прогревают его и горелку отводят, когда разогретое докрасна пятно достигнет диаметра, равного максимум 12 мм.
При нагреве необходимо следить, чтобы металл не начал плавиться. Если нагретое пятно будет большего диаметра, это вызовет гораздо большую усадку, чем надо. Если работа выполняется в одиночку, то горелку откладывают, под лист (почти под дефект) помещают наковаленку. Быстро выстукивают не покрасневший металл вокруг нагретой точки, а затем и нагретую точку, пока металл еще остается темно-красным.
Обработку предпочтительнее вести деревянной киянкой. При рихтовке молотком-гладилкой сила удара должна быть небольшой, чтобы не создать растяжения металла вместо усаживания.
Если пузырь небольшой, то достаточно провести обработку одной точки.
Работу можно считать завершенной только тогда, когда металл остынет до температуры окружающей среды. Для ускорения охлаждения применяют мокрую ветошь или пропитанную водой губку. Если необходимы дополнительные точечные нагревы, то их делают не более двух-трех между каждым охлаждением. Их располагают вокруг центральной точки.
После охлаждения нагретого листа проводят легкую рихтовку прогретого сектора, чтобы выровнять поверхность металла, которая имела до этого деформацию.
Расположение точек усадки зависит от формы пузыря. Если пузырь круглый, то точки располагаются по радиусу. Если пузырь длинный и узкий, то точки нагрева располагают узкими рядами.
Коэффициенты температурного расширения металлов
В таблице представлены значения коэффициента температурного расширения металлов (коэффициент линейного расширения металлов) в зависимости от температуры.
Значения коэффициента температурного расширения металлов даны для следующих металлов: алюминий Al, бериллий Be, висмут Bi, вольфрам W, галлий Ga, железо Fe, золото Au, иридий Ir, кадмий Cd, кобальт Co, магний Mg, марганец Mn, медь Cu, молибден Mo, никель Ni, олово Sn, платина Pt, родий Rh, свинец Pb, серебро Ag, сурьма Sb, титан Ti, хром Cr, цинк Zn.
Коэффициент линейного теплового расширения металлов в таблице приведен со множителем 10 6 . Например, значение коэффициента температурного расширения металлов в таблице для алюминия при 0°С указано 22,8, а с учетом множителя 10 6 , это значение составляет 22,8·10 -6 1/град.
Следует отметить, что к металлам с низким коэффициентом расширения относятся такие металлы, как вольфрам, молибден, сурьма, титан и хром. Наименьшее линейное удлинение при нагревании испытывает вольфрам — коэффициент линейного расширения этого металла составляет величину от 4,3·10 -6 при 0°С до 5,8·10 -6 1/град при температуре 2100°С.
Металлом, который максимально хорошо расширяется при нагреве, является цинк — его коэффициент температурного расширения имеет значение от 22·10 -6 до 34·10 -6 1/град. Также хорошо расширяются при нагревании такие металлы, как алюминий, кадмий и магний.

Примечание: температурные коэффициенты линейного расширения сталей (более 300 марок) представлены в этой статье.
Учебные материалы
В области возврата (при нагреве до 0,3 Тпл) происходит повышение структурного совершенства металла в результате уменьшения плотности дефектов строения. При этом не наблюдается заметных изменений структуры, видимой в оптический микроскоп. Механические свойства металла изменяются незначительно, порядка на 5…7 %.
При низких температурах (ниже 0,2 Тпл) протекает первая стадия возврата — отдых, когда происходит уменьшение точечных дефектов (вакансий) и перераспределение дислокаций без образования субграниц. При нагреве вакансии поглощаются дислокациями, которые двигаются к границам зерен. Часть дислокаций противоположного знака уничтожается.
Рисунок 20 — Изменение структуры и свойств деформированного металла при нагреве
Этот процесс протекает обычно при небольших деформациях при температуре (0,25…0.3)Тпл, и им создаются условия для образования в структуре металла зародышей новых зерен.
Стадия первичной рекристаллизации в деформированном металле происходит при его нагреве выше 0,3Тпл. При высоких температурах подвижность атомов возрастает и образуются новые равноосные зерна.
Температурный порог рекристаллизации (Тр) связан с температурой плавления металла зависимостью А.А.Бочвара:
где Тпл — абсолютная температура плавления, К;
Рекристаллизационный отжиг малоуглеродистых сталей проводят при 600…700 0С, латуней и бронз при 560…700 0С, алюминиевых сплавов при 350…450 0С, титановых сплавов при 550…750 0С.
| Металл | Температура плавления, 0С | Температура рекристаллизации, 0С |
| Вольфрам | 3400 | 1200 |
| Молибден | 2625 | 900 |
| Железо | 1539 | 450 |
| Медь | 1083 | 200 |
| Алюминий | 660 | 100 |
Величина зерна возрастает с повышением температуры нагрева и времени выдержки. При температурах Т1 и Т2 (выше Тр) образование рекристаллизованного зерна происходит не сразу, а через некоторый отрезок времени t1 и t2, который называется инкубационным.
Читайте также: