Сверление листового металла коронкой

Большое отверстие в листовом металле можно просверлить (именно просверлить, а не сделать) тремя способами. Ну я во всяком случае больше не знаю. Сверлом большого диаметра, ступенчатыми или коническим сверлом, и корончатым сверлом (коронкой). Вот о коронках и пойдёт речь в этом небольшом обзоре. Посмотрим на коронку которую я покупал около 12 лет назад, и на почти такую же заказанную на Али около года назад. Ну и посверлим конечно же…
Всё что сейчас будет ниже написано, может содержать неточности. Автор «криворукий мастер» и дилетант. В чём-то может и заблуждаться. Спасибо за понимание.
Коронка — она же корончатое сверло, а если уж быть совсем правильным и по ГОСТу, то кольцевое сверло, бывает нескольких видов. Если особо не углубляться, и не пытаться показаться чересчур умным, то коронки бывают биметаллические, из быстрорежущей стали и с твёрдосплавными зубьями. Далее, в свою очередь, они ещё различаются по форме «чаши» и наличию спиральных канавок для отведения стружки. Ну да ладно, это опустим. Это я сейчас про коронки для ручного инструмента. Не для магнитных дрелей и станков.
Биметаллические коронки у меня дома есть, их я вам показать могу


Обычно они продаются без хвостовика с центральным сверлом. И эта штуковина докупается отдельно. В связи с чем суммарная их стоимость бывает довольно приличной. Биметаллические они потому что материал, из которого они сделаны — это соединение быстрорежущей стали и кобальта.
Коронки с твёрдосплавными резцами у меня нет, но можно было бы и заказать ради интереса. Выглядят они так

Ну а коронки из быстрорежущей стали с толстыми зубьями у меня есть. О них и пойдёт речь в обзоре.
Когда я покупал себе такую коронку, то до этого имел опыт сверления только биметаллическими. Почему купил тогда собственно такую?
А потому что других не было. Дело было, как я уже говорил 12 лет назад. Мне понадобилось пару коронок определённого диаметра, и я без задней мысли направился в ближайший строительный гипермаркет. И увидел там большую дулю, а не коронки по металлу. Не было никаких. Вообще. Я изначально подумал, что меня возможно заслепило, или они продаются в каком-то другом отделе. С этими наивными вопросами я и обратился к ближайшему работнику магазина. Но нет, не заслепило. Их просто не был в продаже. И не только в этом магазине. Размышляя о том что на страну напал «коронковый кризис», я зашёл в государственный универмаг, и увидел там коронки, доселе мною не виданные. Без упаковок и блистеров, не исключено что местного «разлива». Цену не помню, на радостях купил и забыл, потому что уже собирался было впадать в отчаяние. Коронка с тех времён у меня сохранилась только одна. Вот она




Центральное сверло разумеется уже менялось и не раз (там вообще короткое должно стоять). А вместо стокового зажимного винта под шестигранник был вкручен обычный под РН-отвёртку. Коронка цельнометаллическая, и съёмное у неё только центровочное сверло.
Жизнь не пощадила зубья этой коронки и местами они имеют сколы


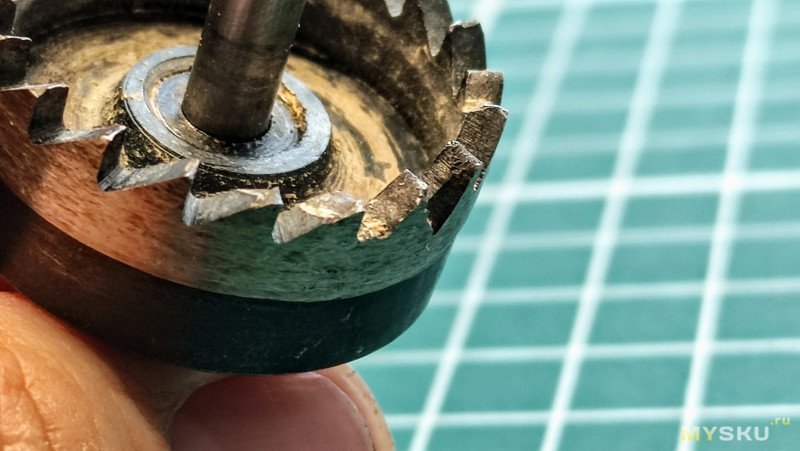
Но должен вам сказать не критичные. Коронка отлично режет и по сей день. Хотя отверстий ей проделано немало. Данная коронка имеет диаметр 30 мм и толщину зуба 2.4 мм. Как я где-то читал, подобные коронки позиционируется для сверления толстого листового металла. Я правда не знаю в чём проблема сверлить подобный металл биметаллическими коронками. Я пробовал и проблем у меня не было. Тем более, что высота чашки с зубьями у обозреваемых коронок обычно 6-8 мм. А значит этим размером и ограничено толщина «толстого металла».
Но по опыту использования могу сказать, что коронки с толстыми зубьями подобного типа, более агрессивно врезаются в металл и быстрее его прорезают. Стенку прибора или металлического ящика (а это обычно 1.5 мм) такая коронка проходит за несколько секунд. А я таких отверстий насверлил миллион, и сейчас в обзоре буду сверлить миллион первое.
Вот например фоточки с работы, когда была задействована эта коронка

А вот ответное отверстие в ящике

Конечно подобные отверстия можно сверлить и ступенчатым сверлом (ёлочкой) или коническим. Но поверьте, разница во времени будет не в пользу ступенчатого сверла. Время затраченное на прохождение одной ступени такого сверла, уже будет превышать время сверления коронкой.
Единственный и несомненный плюс ступенчатого сверла — это его универсальность по диаметру. Сколько вам нужно миллиметров, столько и можно им просверлить. Коронок же нужно для таких целей иметь набор.
Но, чаще всего на монтаже достаточно одной-двух. Отверстия эти делаются обычно для прохода кабелей и высокая точность там не нужна. По сути коронка 25-30 мм чаще всего закроет этот вопрос без проблем.
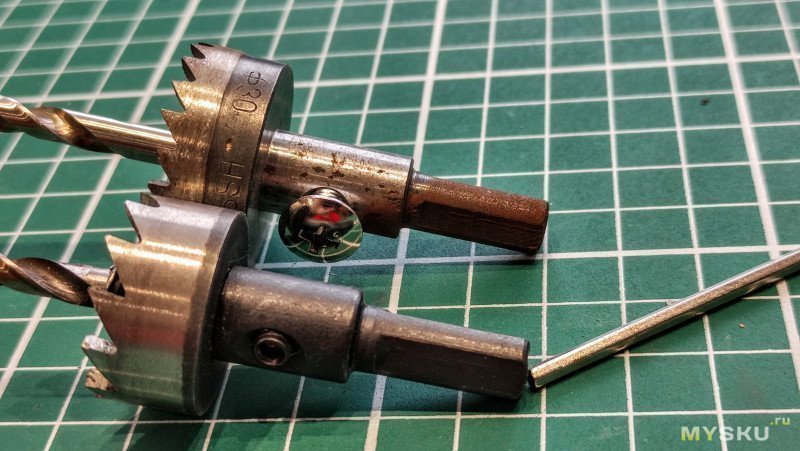
Получив таким образом довольно положительный опыт от использования такой коронки и увидев подобную в предложке Али, я конечно же заказал её на пробу. Диаметр решил взять 25 мм (взамен некогда утраченной). И вот она у меня


Пришла в тубусе. В комплекте шестигранник для стопорного винта. Коронка в отличие от моей старой более разборная. Плюс имеет пружину для более лёгкого удаления вырезанной «шайбы»

По конструктиву коронка более схожа на биметаллическую. Так же имеет съёмный хвостовик, на который собственно при желании и можно навесить биметаллическую коронку.
Кстати детали подогнаны на столько хорошо, что я даже не сразу сообразил, что хвостовик съёмный. Толщина зуба кстати у китайской чуть меньше — 2.1 мм. В остальном же коронка очень похожа на купленную много лет назад в оффлайне.
Диаметр честный, штангенциркуль выдаёт ровно 25 мм. Но стоит учитывать, что при сверлении отверстия обычно получаются чуть больше. Но как я уже выше говорил, точность до миллиметров в этом деле не особо нужна.
Коронка по сути сразу же отправилась на работу. А там, есть у меня периодически необходимость делать отверстия в тонком металле. Иногда и в толстом. Иногда и в алюминиевых профилях

Коронки трудились уже в паре. И выбор падал на ту или другую, в зависимости от ситуации
Посмотрим на коронку спустя почти год использования



Пружина немного износилась. Появилось и пару сколов на зубьях
Но, посмотрим как она сверлит на данный момент. Возьмём вот такую металлическую коробочку, которую я сверлил коническим сверлом в недавнем обзоре

Зафиксируем её струбциной и просверлим отверстие
Это было очень быстро. Я не засекал, но что-то типа 5-7 секунд.
В результате получаем вот такое отверстие, и кучу металлической стружки

Вид с обратной стороны

И образовавшаяся в итоге «шайба»

Лучше их не выбрасывать. Могут пригодиться на монтаже.
Как видим сверлит коронка превосходно. Но это тонкий металл. Давайте попробуем что-нибудь потолще. Например стальную пластину, толщиною 6 мм

Поскольку коронка имеет центровочное сверло, то пластину лучше расположить в «подвешенном» состоянии, чтобы не сверлить ещё и ДСП дополнительно

Обратите внимание, как центровочное сверло выбирает металл. Довольно быстро и крупной стружкой. Я понимаю, что металл пластины мягкий, но и сверло уже далеко не новое. Тем не менее сверлит отлично. Продолжаем
Тут конечно ни о каких секундах речи быть не может. Сверлить мне пришлось долго. Опять же, время я не засекал. Тем более, что постоянно прерывался на то чтобы снять фото или видео. И с каждым фото я всё ближе приближался к цели
Но не обошлось без маленького косяка. В какой-то момент я понял, что коронка крутится, но не сверлит. Поначалу я не понял в чём дело. Толщина пластины 6 мм, а высота юбки с венцом зубьев 7 мм. Поэтому проблем быть не должно. А потом до меня дошло. Дошло, что я тупой.
Я не снял пружину, а металл толстый и коронка упиралась пружиной в поверхность пластины. Причём настолько, что даже рассверлила центральное отверстие. Ну и сама пружина при этом тоже пострадала


Но когда я снял пружину, дело пошло веселее и пластина пала


В результате мы получаем вот такую вот шайбу


И вот такое вот отверстие в пластине

Как видите коронка отлично сверлит, несмотря на то что уже далеко не новая. Конечно я ей не сверлил 24х7. Но поработать ей пришлось. Так что данное произведение китайских подвалов считаю вполне достойным. Для подобных целей брать можно. Но ежели вы сверлите трубы, например под отводы в системе пожаротушения и пр, то не уверен. Труба имеет изогнутую поверхность, и соответственно у коронки не хватит высоты юбки что бы высверлить в трубе отверстие. Но это не точно.
Коронки для сверления отверстий. Комплект 5 шт.

Представляю обзор неплохого комплекта из пяти коронок для сверления отверстий в различных материалах, с хвостовиками, центрирующими сверлами и выталкивающими пружинами. Под катом ГИФКИ.
Укладывая ламинат или работая с вагонкой, периодически, сталкиваюсь с необходимостью вырезания круглых отверстий под коммуникации различного диаметра. Часто пользуюсь перьевыми сверлами, но ими не всегда удается получить отверстия с краями без «задраной» кромки. Поэтому считаю, естественно никому не навязывая своего мнения, что в данном случае коронки с центрирующими сверлами являются более подходящим видом расходки. Помимо этого, их можно использовать и для сверления пластика, листового металла, текстолита и других материалов, а также предметов с закругленной поверхностью, например, пластиковые трубы, где перьевые сверла уже, часто просто выламывают куски, или даже нержавейку…
Приехали сверла каждое в своей пластиковой коробочке:
Размеры коронок:
Внешний диаметр: 16 мм / 0,62''; 18,5 мм / 0,72''; 20 мм / 0,78''; 25 мм / 0,98''; 30 мм / 1,18''
Длина: 65 мм / 2,55''
Диаметр стержня: 9 мм / 0,35''
В каждой коробочке помимо самой коронки лежит еще ключик для установочного винта удерживающего сверло:
В разобранном состоянии:
На каждой коронке выбита маркировка:
Поясню что такое HSS
В первых продаваемых партиях коронок Bosch Progressor, у них пошли
возвраты. Обломанные зубья, потеря качества реза и т.д. Когда стали разбираться,
выяснилось, что люди сверлят металл:
«за один проход», т.е., при полностью установленной, с центровочным сверлом,
коронке, не меняя подачи и скорости сверления при начале касания зубьями
поверхности металла;
часто не используя СОЖ – смазочно-охлаждающую жидкость.
Резюме:
При сверлении листового металла ОБЯЗАТЕЛЬНО использовать СОЖ.
Во избежание удара зубьями коронки о поверхность металла после прохода
центровочного сверла (что является нештатной ударной нагрузкой, на к-рую
коронки не рассчитаны) лучше:
сначала – отдельно – сделать центровочным сверлом отверстие в листе металла,
а затем уже – одеть коронку и при готовом центр.отверстии аккуратно, без нажима
в момент касания, начать сверлить «периметр».
Обязательно соблюдать рекомендуемые обороты, в основном, конечно, для
металла. Какими бы непривычно низкими они ни казались (100…600 об/мин).
На высокой скорости перегреете коронку, отпустите металл, сожжете в конечном
итоге изделие.
В общем «погуглив», для себя понял — использовать расходку из быстрорежущей стали можно для резки практически любых материалов в быту, но надо соблюдать определенные условия — не подвергать ударным воздействиям и не превышать определенные обороты (хоть она и быстрорежущая).
Размер:
Вес:
Все коронки имеют одинаковую толщину стенок и достаточно высокий зуб:
Глубина коронок совсем небольшая, меньше сантиметра:
Длина центровочных сверл хоть и невелика, но достаточна для уверенного просверливания центровочных отверстий:
Заточка вполне приемлема, засверловка проходит быстро:
Сделаны правильно, с проточкой в нужном месте для фиксации установочного винта держателя:
А вот выталкивающие пружинки, могли бы быть изготовлены из более упругой стали, достаточно быстро ни становятся похожими на пружинки от раскладушек (т.е. виток к витку), кроме этого в сжатом состоянии они забирают почти половину глубины коронок, поэтому, в большинстве случаев, нужно делать засверловку с обеих сторон:
Хвостовик имеет треугольную форму, хорошо держится и в патроне шуруповерта и дрели:
Испытания
Как я уже сказал брал их для сверления ламината, а он очень любит «быстро кушать» любую расходку, но коронки весьма неплохо делают в нем отверстия без видимых следов износа:
Как я уже сказал из-за невеликой «глубины» коронок засверливать приходится с двух сторон. В итоге получаются аккуратные отверсия без малейший следов сколов:
Тоже самое могу сказать про деревянную вагонку. Но тут нюанс, вагонка может быть чуть-чуть толще, чем получается просверлить даже с двух сторон, поэтому просто снимаем пружинку и сверлим без нее:
Получаются такие забавные «втулки»:
И пластик:
Видео резки ламината, вагонки и пластика:

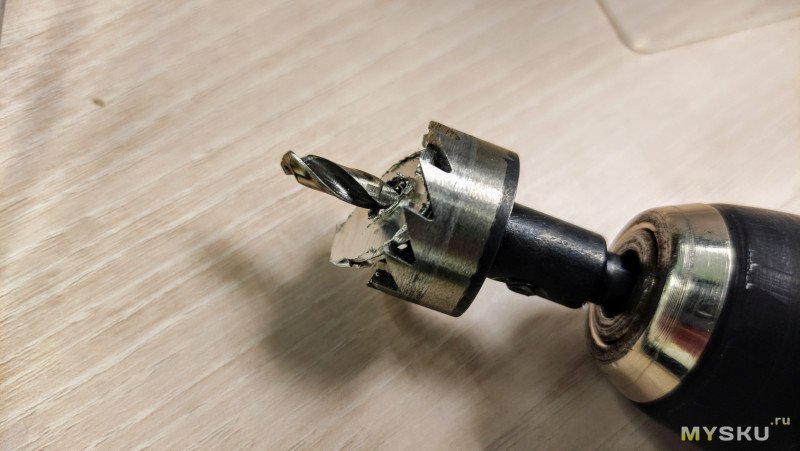
А вот металл, коронками HSS, как я написал вначале, нужно сверлить аккуратно, особенно толстый. Я же, как обычно, сначала сломаю, потом начинаю разбираться, поэтому, со всей дури, на полных оборотах и посильнее надавив на дрель начал сверлить трубу прямоугольного сечения (примерно 1.5мм толщиной) и в итоге потерял одну из коронок, обломав ей зубы:
После этого пошел «курить» просторы Интернета и форумы, в итоге таки смог нормально начать сверлить отверстия:
Насверлил:
После сверления коронка не показала каких либо следов износа:
В общем металл, сверлим аккуратно, желательно с отдельной предварительной засверловкой, на средних для дрели оборотах и очень желательно с использованием СОЖ (смазочно-охлаждающей жидкости), хотя я не знаю, как ее подавать к месту сверления в бытовых условиях.
Нержавейка для коронок не составила никакой проблемы:

Видео резки металла:
ИТОГ

Коронки годные, но надо соблюдать определенные правила работы с ними. Сломанная мной коронка, результат неправильного использования (с дурной головой можно и… лом сломать). Вырезаемые отверстия получаются очень аккуратными без заусенцев и рваных краев, режут практически всё, особенно листовые не толстые материалы… Минусы: малая глубина коронок (около 7мм), толстоваты стенки.
«Пять негритят судейство учинили,
Засудили одного, осталось их четыре.» :)
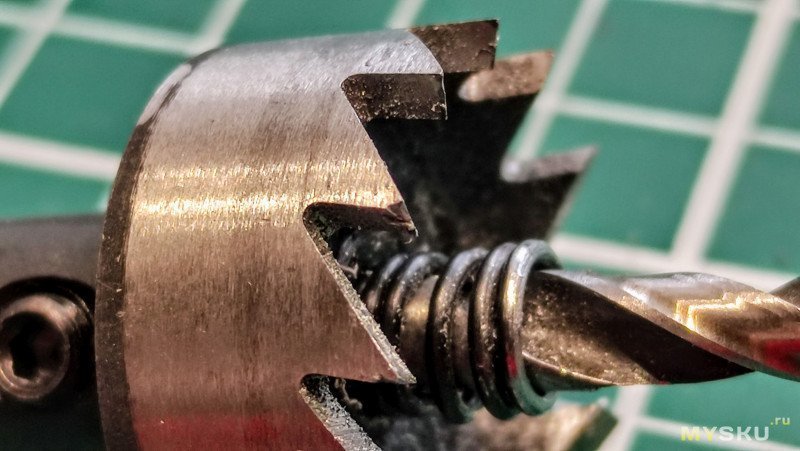
Чудо коронка по металлу с твердосплавными напайками



Коронка на 23 мм состоит из 6 твердосплавных победитовых зубов, центрирующие спиральное сверло оказалось очень острым! Сверлит металл как масло, так же оно съёмное, держится на болтике

Просверлил 4 отверстия в пластине толщиной 1 см без каких либо проблем, коронка просто грызет металл отлично, сверлил перфоратором в режиме сверления без удара, обороты минимальные, в районе 400-500 об.мин, периодически коронку погружал в воду для охлаждения, после сверления остаются такие вот шайбочки

Метки: коронка, сверление металла
Комментарии 83
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Есть биметаллические коронки, без тверосплава грызут металл как нефиг делать. Стоят с держаком чуть дороже, примерно на 2$, но коронки сменные (на резьбе).

Чото я им как то меньше доверяю, а так видел отзывы ;)

adrian-shephard
Т.е, изготовлены целиком из легированной стали?
Разве что в месте крепления к держателю что-то другое, а так да. Я ими и дерево сверлю, и тонколистовой металл, и из листа 10мм вырезал лишнее, и в швеллерах/профтрубе сверлил отверстия. Толстое сверлю с подачей самопальной СОЖ, но можно и без неё.
Самые ходовые уже раз пришлось подточить, пару раз ломалось центрующее сверло, но сами коронки ходят.
Где брали, ссылка есть? 10 мм сталь резать оч интересно. У меня есть набор коронок, но металл ещё не пробовал
Первые 4 штуки покупал на фирме, торгующей инструментом, лет 5 назад. Фирму не помню. Пару свежих брал в строймаге, фирма matrix. Держаки идут 2х размеров: один до 35мм коронки, второй всё что больше. Лучше брать с хвостовиком под шестигранник.
Наоборот с хвостовиком под 6 гранник я бы не советовал, они ломучие
Те, в которых сверло насквозь идёт и за его хвостовик зажимается в патрон часто проворачивает. У меня в дрелях патроны цепкие, так со сверел регулярно стружку снимает.
На моей коронке спилы с 3 сторон на хвостовике, никак не провернется

перфом давно пользуешься? как по качеству? тоже смотрю на метабо
Перфу больше 10 лет но я им редко пользуюсь, застал ещё время когда метабо был весь сделан в Германии. Мое мнение такое, если намерены использовать профессионально то тут Макита выигрывает в плане ремонта, запчастей и цены на них ! А Метабо так, скорее для души ! ;)))

Был такой.
Покупал году в 2008.
Отработал штук 5 хороших объектов и кончился на сверлении монолита буром ф12
ну меня для себя, для дома, пока … ) а так странно конечно, что так плохо с ним(
Почему плохо ? 5 хороших объектов понятие растяжимое и он по надёжности точно не хуже боша и макиты
Не спорю .
Но официалы метабоевразия с ценами на запчасти отбили желание его ремонтировать.

А что вы в них ремонтировали?
Конкретно по перфу-разбило посадочное (пластик)под подшипник ротора, как следствие мгновенный износ щеток.
Заказывал аналог, который заливал эбоксидкой, но не на долго.
При таком поломке ремонтировать дороче чем новый купить.
Не плохо.
Он для дома норм.
Но я бы домой макиту купил бы.
Хотя у самого бош 2-28)
Для дома любой за 2к подойдет.
Дом и задачи у всех разные.)

В идеале б видео процесса…)
Не снимал я да и не любят тут многие ссылки на Ютуб ;)))
Не любят когда просто ссыль без описания.)
А тут прям интересно.)
Увы и ах ;) видос не снимал, хотя если честно в планах было на экшнкамеру записать …;(
Было бы прикольно, часть в замедленной съёмке. Отлетающие части металла, вращение коронки, небольшая вибрация металла…
Вообще по фен-шую сверлить коронкой такой надо хорошим сверлильным станком, нет боязни что центрирующие сверло заклинит от кривых рук ;)) особенно если металл полтора или 2 сантиметра толщиной, да и видос получился бы тогда из разряда "техно порн"))))
А шо и 2 см можно пройти им?!
Легко, с двух сторон пройти и усе!



А хренли нет то?
Времени смотреть нет! Возможности увеличить и рассмотреть внимательно нет. Лучше хорошие фотографии, чем нудятина с гнусным голосом (или вообще мычанием) на видео!
Тогда уж лучше хороший видос с отличным голосом и хорошим ракурсом.
Всё рано нудно выходит. Все эти вступления, никому не нужная болтовня, дёрганое изображение… Эффективность от видео мала. Да и разрешение 1920х1080, вкупе со сжатием — это далеко не фотография даже средненькой камеры.
bucefals , нормальное видео скинул…
В итоге, до 7:30 промотал, и на 8:45 закончил. И зачем всё остальное?
Хм, … вы попробуйте снимите, а мы оценим.😉
Зачем снимать на видео то, что луше на фотографиях видно? Это не фудожественная гимнастика, и не балет!
Тут не фестиваль кино и как снято по хрену, смысл в другом. О возможностях инструмента, кому что надо, тот увидел. А если долго, промотайте, в чем проблема.
Тут кино не нужно…
Фотографий и текста достаточно…
В данном случае не достаточно. Можно много писать, говорить и выкладывать фотографии, но это не покажет реальные возможности коронки.
Что не покажет? Просверленное им отверстие не покажет его возможности? Ерунду говорите.
Это вы ерунду говорите. Мне не интерестно видеть на фото просто результат и чем то просверленное отверстие, я смотрю сам процесс. Как представленная коронка "режет" сталь и с какой скоростью она это делает.
Ну на видео же хорошо видно как сверлят коронки, я посмотрел ну начало конечно пррмоиал, перешёл по ссылке на Али, бррсил в корзину коронки.
Увидел фотографию просверленных отверстий и прочитал под ней "Просверлил 4 отверстия в пластине толщиной 1 см без каких либо проблем, коронка просто грызет металл". Мне фразы "коронка просто грызет металл" достаточно, чтобы поверить. Всё!

Хорошая вещь, тоже был удивлен качеством её работы. Отверстие на 23 просверлил обычным шуруповертом вообще без напряга. Режет как по маслу. Не так уж и много мне нужно отверстий в быту, чтобы переживать что когда то это сверло затупиться.

У нас в городе такие продают.Только наклейка на русском.Тоже порадовало как она грызет метал.
Все ничего по ссылке, только вот из 15 проданых один положительный отзыв ваш. Одному ни то прислали, второй вообще не получил. Видимо продавец неответственный.
В Али в принципе нет риска, не получите просто деньги вернут вам, можете заказать у другого продавца только я не знаю какое там будет качество ;) я с этого ничего не имею это не реклама а просто поделился опытом
Это я знаю. Вот посылки этого продавца иногда долго идут, судя по отзывам. Ну о том, что показали качество коронки, спасибо.
Мне шла посылка полтора месяца, до этого пытался заказать у другого продавца другую коронку, там выпало на китайский новый год, он 2 недели не хотел отправлять товар, я отменил заказ и заказал у этого продавца, итог меня обрадовал
А когда отменил заказ долго деньги возвращали?
Я заказывал солнечную панель, а на следующий день она стала на 400 дешевле, тоже отменил, так заказ три дня висел в статусе возобновить заказ, так и не отменялся, пришлось возобновить, панель стала стоить в два раза дороже, пока заказ не отменялся.
За курсом следите.
Не курсе дело, после покупки панели мне дали купонов на 11$ вот я их и хотел применить.
А, хотели применить купон к товару за покупку которого получили купон.)) Если так, то вы хитрец. Но там тоже простачков нет.
Да хитрить приходится, уболтал потом продавца он мне скидку 10$ сделал на панель.
Сейчас недорогие товары, почти 90% идут с большими задержками. У меня из трех одновременных покупок светодиодных балок у одного продавца, две пришли за 5 дней домой курьером, а одна уже 25 дней по Китаю елозит, если верить треку. Но это для этого продавца редкость. А есть те, кто получил заказ и тянут с отправлением до последнего, то таких в черный список отправляю и соответствующий отзыв.
Способы сверления металла: свёрла и приспособления

Для проделывания отверстий в металле используют свёрла — механические стержни из сплава, который твёрже, чем обрабатываемая деталь. Свёрла по металлу изготавливают из быстрорежущей стали марок Р6М5, Р9, Р18 под общим обозначением HSS, либо из твёрдых сплавов: ВК, Т5К10, предназначенных для обработки закалённых и твёрдосплавных заготовок.
Сверло состоит из трёх элементов:
- Кромки врезаются в дно отверстия и снимают с него тонкую стружку.
- Спиральная нарезка выталкивает стружку из отверстия.
- Хвостовик предназначен для крепления сверла в патроне инструмента.

Конструкция спирального сверла по металлу
О режущих кромках стоит рассказать более подробно. Это два скоса на остром конце сверла, которые сходятся в вершине — самой выступающей точке передней части, образуя перемычку. Угол, под которым сходятся кромки, называют главным углом при вершине, его величина стандартизирована для различных материалов и режимов обработки:
- Твёрдая сталь и нержавейка: 135–140°
- Конструкционная сталь: 135°
- Алюминий, бронза, латунь: 115–120°
- Медь: 100°
- Чугун: 120° задний угол и 90° угол заточки кромки

Рекомендуемые углы заточки сверла по металлу
Каждая кромка также имеет собственный угол заточки порядка 20–35°, определяющий её остроту. Этот угол, называемый задним, обеспечивает касание сверла к металлу только по линии кромок, при этом за ними остаётся свободное пространство. Такая форма необходима для более лёгкого снятия и выброса стружки. У некоторых свёрл кромка заточена под более тупым углом, вплоть до прямого. Такие режущие кромки хорошо справляются с обработкой хрупких металлов, например, чугуна, латуни и бронзы.

Шаблон для проверки угла заточки свёрл
Спиральная часть включает несколько канавок для отвода стружки, на вершине которых расположены дополнительные кромки, плоскость которых параллельна оси сверла. Это так называемая ленточка, которая при погружении сверла подчищает стенки отверстия и способствует более качественной центровке.
Виды свёрл по металлу и техника их заточки
Выше мы рассмотрели базовую разновидность свёрл. Чтобы понять, как формируются углы при заточке, нужно лишь немного знаний и практики. Точить свёрла лучше всего на шлифовальном станке с подручником, в худшем случае можно воспользоваться универсальной заточной машинкой. На УШМ свёрла точить нельзя: во-первых, это противоречит технике безопасности при работе с этим электроинструментом, а во-вторых, из-за большой скорости вращения металл сильно перегревается и отпускается, становясь мягким.

При заточке сверло устанавливается на подручник так, чтобы его режущая часть была немного приподнята. Проворачивая сверло и сдвигая хвостовик влево, нужно добиться, чтобы режущая кромка расположилась строго горизонтально и параллельно торцу круга. Затачивать левую и правую кромку нужно поочерёдно, снимая тонкий слой металла и периодически охлаждая сверло в воде.

Если просто зафиксировать сверло в требуемом положении и подвести его к наждаку, правильно обточить заднюю поверхность не удастся. Из-за того что точильный камень круглый, затылочная часть кромки получается вогнутой. Это приводит к быстрому затуплению кромки и проблемам с отводом стружки. Чтобы избежать такого явления, переднюю часть сверла после касания о камень нужно немного приподымать, подавая вперёд и не снимая нажима. Так формируется выпуклая задняя поверхность, которая намного лучше воспринимает нагрузку при резании.

Правильное движение при заточке сверла
Обточка кромок должна выполняться до выведения острых граней без сколов и заусенцев. При этом съём с обеих сторон должен быть равномерным, о чём можно судить по форме и положению остающейся перемычки, а также по длине самих кромок. Если перемычка будет смещена, сверло будет вращаться эксцентрично, что приведёт к увеличению диаметра отверстия. Этот эффект можно использовать, если в наличии нет сверла нужного диаметра.

Когда основные кромки выведены, выполняется стачивание перемычки. Для этого сверло нужно поставить на подручник под углом около 45° и прижать задней частью к ребру круга, не задевая режущую кромку. На перемычке образуются две небольшие насечки длиной до 1/10 диаметра сверла, которые выполняют роль заходных и центрирующих кромок.

Стачивание перемычки сверла
Более специфическая разновидность свёрл используется для сверления тонколистового металла. При изготовлении глубокого отверстия сверло сначала центрируется вершиной, а на выходе удерживается ленточками спиральной части. Однако в тонком металле вершина проходит насквозь до того, как ленточки упираются в края, из-за чего отверстие получается рваным, смещённым или овальным.

Заточка сверла для тонкого листового металла
В таких ситуациях лучше использовать сверло перьевого типа, имеющее центрирующий носик. Изготовить такое можно из обычного сверла по металлу, переточив его определённым образом. Всё делается так же и с теми же углами, но при этом кромки не развёрнуты от вершины к краям, а сведены навстречу друг другу. Перьевое сверло нужно затачивать о край камня, оставляя перемычку нетронутой. Стачивание кромок выполняется до тех пор, пока перемычка не образует носик, выступающий над вершинами режущей части на 1–2 мм.

Ступенчатое сверло по металлу
Третий вид свёрл по металлу — конусные ступенчатые. У них есть несколько режущих кромок различного диаметра, что позволяет проделывать разные по размеру отверстия всего одним инструментом. Однако, несмотря на кажущуюся универсальность, найти действительно хорошее ступенчатое сверло довольно сложно, а его стоимость составит не менее $25. Другой минус — заточку таких свёрл можно выполнить только на специализированном станке.
Для сверления твёрдых сплавов и закалённой стали лучше использовать победитовые свёрла по бетону. Их заточка изначально рассчитана на дробящее действие, однако если вывести кромки под углом при вершине около 135° и заточить их под углом 20°, даже в очень твёрдой детали можно без усилий проделать аккуратное отверстие.
Как правильно сверлить металл
Вне зависимости от того, выполняется сверление дрелью или на станке, главное — правильно выбрать скорость вращения. В большинстве случаев оптимальная скорость находится в диапазоне 1800–2500 об/мин, однако на практике могут выбираться совершенно разные значения в зависимости от точности заточки и свойств материала.
Для эффективного и быстрого сверления не обойтись без умения правильно соотносить скорость вращения и усилие подачи. Легко почувствовать, как сверло врезается в металл, непрерывно выделяя стружку, и само начинает заглубляться в дно отверстия без существенного усилия. Обороты при этом, как правило, довольно низкие — порядка 300–500 об/мин.

Лучший показатель, что процесс сверления проходит технологически верно, а сверло заточено правильно — равномерный выход стружки с обеих спиральных канавок. Качество стружки — тоже значимый показатель:
- при сверлении стали выделяется цельная стружка в виде длинных спиралей;
- чугун, закалённая сталь и прочие хрупкие материалы образуют россыпь иголок;
- алюминий сверлится с образованием коротких завитков;
- при сверлении нержавейки могут получаться пыль и мелкие хлопья.

Правильная стружка при сверлении металла
Обязательно соблюдение техники безопасности! Сверлить следует без перчаток, защитив глаза слесарными очками.
Перед началом сверления необходимо разметить все отверстия, которые нужно проделать в детали. Центр каждого отверстия следует наметить кернером. Сначала сверлится небольшая лунка глубиной 2–3 мм, в неё вносится несколько капель машинного масла. Нужно научиться позволять сверлу самому выполнять свою работу: сначала сильно прижать инструмент, а когда произойдёт врезание кромок в металл — ослабить нажим и просто слегка придавливать, удерживая равномерную скорость вращения.

Вместо масла могут использоваться и другие охлаждающие жидкости. Так, при сверлении нержавейки сверло нужно смачивать олеиновой кислотой. Её испарения вредны, поэтому работать необходимо в респираторе. Для охлаждения также хорошо подходит керосин и мыльная вода — брусок хозяйственного на литр.
Особое внимание требуется в момент выхода сверла при сверлении сквозных отверстий. Достаточно часто в таких случаях тонкое дно прорывается с образованием крупных заусенцев, которые попадают в спиральные канавки и затягивают сверло вперёд. На выходе из детали требуется ослабить нажим и немного увеличить обороты.

Сверление металла коронкой
Сверлить отверстия большого диаметра лучше в несколько этапов, постепенно увеличивая диаметр сверла. Это не только снизит нагрузку на инструмент, но также продлит срок жизни заточки и обеспечит чистоту обработки. Отверстия диаметром свыше 13 мм лучше сверлить с помощью коронок. Вместо масла рекомендуется использовать консистентную смазку, так будет меньше брызг. Коронке нужно периодически давать время остыть, а во время работы тщательно следить за тем, чтобы зубья погружались равномерно, иными словами — держать шпиндель строго перпендикулярно поверхности детали.
Завершающий этап сверления — снятие фасок с обеих сторон отверстия. Для этого можно использовать зенковку, а при её отсутствии — сверло вдвое большего диаметра, которое подаётся с минимальным усилием на больших оборотах. Для снятия заусенцев с больших отверстий разумно воспользоваться круглым напильником и наждачной бумагой.
Читайте также: