Сварка тонколистового металла полуавтоматом
Полуавтоматическая сварка металлов обычно происходит в защитной газовой среде. Благодаря этому получается прочный шов, не имеющий пор и устойчивый к коррозии. Такой метод подойдет для соединения деталей любой толщины, однако сварка тонкого металла полуавтоматом имеет ряд нюансов. Прежде чем приступить к работе, ознакомьтесь с полезной информацией.
Сварочный полуавтомат: конструкция и технология
- Источник питания.
- Система управления, соединенная электрической цепью с источником питания.
- Механизм для подачи присадочной проволоки. Он включает в себя редуктор, электродвигатель и подающие ролики, может доставлять проволоку тянущим,толкающим либо комбинированным методом.
- Держатель, оснащенный каналом для перемещения проволоки.
- Газовый баллон. В нем нет необходимости, если сварка производится при помощи порошковой проволоки: защитный газ образуется при сгорании флюса, которым наполнена ее внешняя оболочка.
- Шланги, кабеля с держателем и зажимом.
Технология сварки включает в себя использование защитных газов. Ацетилен, водород, пиролизный, коксовый, природные газы вытесняют собой те компоненты окружающей среды, которые могут значительно ухудшить качество соединения.
Перед началом работы выставляется сила тока, которая зависит от толщины свариваемых поверхностей, а также скорость подачи электрода и расхода защитного газа. Проверяется количество газа в баллоне, подлежащие соединению металлы очищаются от грязи, лака, краски и т.д. Затем, открутив вентиль подачи газа, можно зажигать дугу и начинать сваривание. Чтобы проволока поступила в зону сварки, достаточно нажать кнопку «пуск». В процессе расходный материал должен располагаться перпендикулярно к детали.
Что и какими методами можно сваривать полуавтоматом

сварка алюминия полуавтоматом
Наиболее часто полуавтоматическая сварка применяется для сваривания листового металла – нержавеющей стали, алюминия, цветных металлов. Сварке подлежат изделия и из чугуна. Зная, как правильно варить черные металлы, можно приступать и к сварке цветных.
Без использования полуавтомата при соединении тонких металлов трудно представить услуги СТО, сборку и ремонт бытовых приборов, установку всевозможных ограждений, емкостей для сбора и нагрева воды на даче и т.д. В промышленных условиях (например, в автомобильной промышленности) полуавтоматическую сварку используют тогда, когда необходимо получить высокое качество шва.
Варить полуавтоматом машину или заменять участки поврежденных деталей можно стыковым методом, однако он требует некоторого опыта сварки. Соединение по готовым отверстиям стоит произвести там, где ставится заранее выкроенная заплатка. Сварка внахлест, при которой происходит точечное соединение поверхностей, доступна даже для новичков.
Плюсы и минусы сварки металла полуавтоматом
Полуавтоматическая сварка имеет ряд преимуществ:
- Подойдет для начинающих сварщиков.
- Нет необходимости постоянно удалять шлак из области сварного шва.
- Не требуется постоянно менять электроды.
- Металл при работе не разбрызгивается.
К минусам можно отнести:
- Невозможность использования аппарата в ветреных условиях: произойдет выдувание защитных газов из-под горелки.
- Газовый баллон делает конструкцию аппарата несколько громоздкой.
Подготовка прибора к сварке

зарядка полуавтомата проволокой
Перед началом работ аппарат заправляется катушкой сварочной проволоки. С помощью механизма протяжки регулируется ее натяжение. Если посадочный диаметр катушки не соответствует, воспользуйтесь адаптером. Сняв сопло и наконечник, выведите проволоку из механизма примерно на 15 см, затем, установив детали на место, обрежьте лишнюю длину.
Установите и зафиксируйте баллон с защитным газом. Удостоверьтесь, что сеть снабжена предохранителями, режим сварки выбран правильный, тип газа соответствует типу металла, в запасе имеются контактные наконечники и подающие ролики для проволоки. Механизм готов к работе.
Как самому настроить сварочный полуавтомат, можно узнать здесь.
Как варить тонкий металл полуавтоматической сваркой
Зная, как правильно варить тонкие металлы, можно использовать сварку полуавтоматическим инвертором при ремонте автомобилей, изготовлении труб небольшого диаметра, емкостей для воды и т.д. Толщина свариваемого металла находится в пределах 0,2-4 миллиметров. Прежде всего, нужно выбрать правильную толщину электродов, поскольку электроды с толщиной более 4 мм будут гасить сварочную дугу. Чтобы она горела непрерывно, металл до 1 мм варят электродами 0,5 – 2 мм. При толщине деталей 1,5 – 2 мм электрод будет иметь диаметр 2 – 2,5 мм. Профессионалы рекомендуют варить полуавтоматом с электродами 2-3 мм.

сварочный шов, полученный при помощи полуавтомата
Произвести сварку металла толщиной 1 мм и тоньше – довольно сложная задача, так как есть большая вероятность сквозного прожога шва. Чтобы избежать дефектов, нужно соединить металл электросваркой при помощи прихваток. Расстояние между ними должно быть 1,5 – 2 см. Затем производятся короткие швы. После каждого из них нужно выдерживать небольшую паузу, чтобы металл успел остыть. Длинное сварочное соединение можно получить, поочередно сваривая металлические поверхности. Кроме того, для охлаждения деталей используется медный или латунный лист, расположенный непосредственно за ними, а также обычный увлажненный текстиль, которым протирают поверхность между швов.
Как правильно варить металл, если вы новичок в сварке? Полуавтомат значительно упрощает работу, однако некоторые нюансы стоит все же учесть:
- необходимо правильно подобрать режим сварки.
- Соединение поверхностей происходит на пониженных токах (10-75 А).
- Скорость подачи проволоки гораздо ниже, чем при сварке толстых металлов.
- Движения горелкой должны быть равномерными, иначе не избежать наплыва сварочного валика или прожога детали.
- При точечной сварке соединять начинают с центра заготовки, расположенной снизу. Это позволяет избежать заливания металлом отверстия.
- Очистив поверхности от ржавчины, загрязнений, следов краски и обезжирив их, вы не только получите более прочный шов, но и избежите токсичных испарений. При очистке не стоит снимать большой слой металла.
- Угол между горелкой и зоной сварки должен составлять 45 градусов.
- Для получения полного провара сваривать рекомендуют с зазором.
- Присадочная проволока должна иметь продолжительный период плавления.
- Обязательно используйте защитную одежду.
- Предварительно почитайте рекомендации опытных сварщиков о том, как сварить тонкий металл.
С охраной труда при сварке можно ознакомиться здесь.

точечный сварной шов полуавтоматом
Тонкий металл можно варить полуавтоматом в горизонтальном, вертикальном, потолочном, нижнем положениях. Последний способ пользуется большой популярностью. Многие начинающие сварщики задаются вопросом — как варить тонкий металл в вертикальном положении? Чтобы получить вертикальный шов, учитывают толщину свариваемого металла:
- До 3 мм. Варить полуавтоматом стоит сверху вниз.
- Более 3 мм. Сварка производится по направлению снизу вверх.
Как варить толстый металл при помощи полуавтомата
Предварительно осведомившись, какой толщины металл подлежит сварке, можно подготовить его к этому процессу по всем правилам. Сваривать толстый металл – детали с толщиной стенок более 4 мм – нужно, сняв фаску в предполагаемых местах соединения. Учтите, что можно это сделать с помощью газовой резки, но применяются также ручное и пневматическое зубила. Металлические листы с толщиной 5 – 15 мм оснащаются V-образными скосами, для деталей толщиной более 15 мм предполагается X-образный скос.

сваренный полуавтоматом толстый металл
Шов при соединении толстых поверхностей, особенно при тавровых соединениях, необходимо упрочнять при помощи еще двух, расположенных на верхней и нижней его кромках. Дугой необходимо не вести вдоль прямой линии, но совершать зигзагообразные или возвратно-поступательные движения. Металл шва должен заходить на поверхность изделия на ширину, равную толщине этой детали. Для получения надежного соединения чаще всего используют сварку каскадом или горкой.
При сварке толстого металла есть высокая вероятность, что повредится антикоррозийное покрытие детали. Поэтому после сварки деталь нужно обработать специальными составами. Если же она изготовлена из низколегированной стали, то не помешает предварительный подогрев. Термическая обработка размягчит изделие, подготовив его к дальнейшим работам.
Как варить толстый металл, сохранив первоначальные качества детали? Чтобы уменьшить деформацию или полностью предотвратить ее, изделия из толстого металла перед сваркой надежно фиксируются при помощи струбцин. Сделать это можно на верстаке, сборочном столе или плите из стали.
Территория сварки — сварка тонкого металла

Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Встык варили тонкие листы полуавтоматом (подкладывали графитовые пластины у тройлебусников брали), это так, для общего развития Сварщика))

Можно еще медную подкладку использовать . Или если в нижнем положении — флюсовую подушку
медь приваривается иногда(

интересно и познавательно! Ждем следующих роликов. Думаю многим интересно будет узнать о проволках и их особенностях

Буду ждать с нетерпением следующий видеоролик!
В этом ролике показано то, что я понял на практике в первый день испытания своего новенького полуавтомата.
Перед покупкой много видео пересмотрел но, на практике сразу становится ясно без всяких видеороликов.
Изначально для меня была проблема с флюсовой проволкой (знакомый посоветовал), потом приобрел баллон с Аргон+углекислота и все пошло ка по маслу))))
Очень хотелось бы увидеть ролик о разных проволках (какая фирма лучше, какой диаметр подбирать а также о газе (какой для чего и чем он лучше).

УВАЖАЕМЫЙ АЛЕКСАНДР.Огромное спасибо Вам за очередной расказ.И не слушейте пожалуйста дерьмометов.Есть очень много людей, которые с огромным удовольствием смотрят Ваши уроки.Для многих это огромное подспорье, а коменты помогут .

А чего же тогда его в сообществе Сварной не видно?

Что-то я в машине такого толстого металла не видел

Добавлю свои пять копеек — в общем-то, всё верно, но я не услышал даже и напоминания про подачу. Бог с ней, с "силой тока", но вот скорость подачи — тоже важное значение. ИМХО если уж варить тонкоту, то подачу нельзя делать низкой — будет дырка с большей вероятностью.
И ещё ИМХО — эфемерные значения тока действительно лучше бы перевести в вольты, а ещё лучше в вольты/подачу (не спорю, у разных аппаратов подача может обозначаться и регулироваться по-разному, но всё же) Я лично для себя приловчился и знаю, что для металла (к примеру) 1.5-2 мм ставлю напряжение от 15 до 20в (в зависимости нужно заварить дырку или большое пространство или шов встык)
гаражные новечки варят бытовыми сварочными аппаратами, и на некоторых вообще значения силы тока регулируется ступенями . о каких точных значениях может идти речь — когда в сет сегодня 200 вольт а завтра 170 .
Аппарат, на котором не регулируются выходные параметры — это не СА, а дерьмо, простите за выражение. А уважающий себя человек не должен пользоваться дерьмовым инструментом
если б все наши мастера — пользовались тем что хочется — то наверное б и жилось лучше . тогда и напряжение в сети должно быть и не 165 а 220 . как нибудь покажу как варит трансформаторный аппарат для РДЗ, который намотал мне дедушка, где ток регулируется вообще нихромовой спиралью .
Ну зачем же обижаться? Я тоже начинал с трансформатора, потом был ПДГ нашенский. Сейчас имею ростовчанина Контур 180-ый. Если их сравнивать (пдг и контур), то варить можно и тем и тем, а вот ХОРОШО варить — только последним :) Он и дугу держит, и выход мощнее даёт, и напряжение ему побоку (на 21 вольте спокойно варит при 170-180 в сети). Да, он стоит денег. бОльших, по сравнению с пдг, но оно стОит того. Тем более, если речь идёт о работе "для кого-то", а не только "турничок раз в год для себя сварить"
вот пожалуйста вам режимы
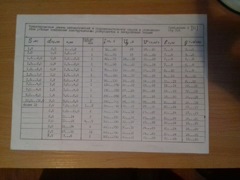
Открою Вам и всем остальным небольшой секрет. В полуавтоматической сварке существует две, подчеркиваю две регулировки: это вольтаж или напряжение, и регулировка скорости подачи проволоки т.е. по-другому все обзывают током. Что для чего предназначено я эмпирическим путём для себя сформулировал так. Регулируя напряжение задаём ширину шва. Регулируем ток или скорость подачи тем самым воздействуем на глубину провара. В последнее время в инверторные п. автоматы стали добавлять регулировку жёсткости дуги, но как я не экспериментировал в том числе изучал различные источники, в итоге четкого определения так и не нашёл. По большому счёту забил на неё. Вообще п. автоматическая сварка проста как кирзовый сапог. Если человек не смог освоить даже её, то думаю остальные способы и методы сварки не для него.
А про данные ролики думаю чел просто нарабатывает себе подписчиков на своем канале. Можно так растянуть данную тему что на полгода хватит, но это бредт. И ещё почему его не видно в профильном сообществе Сварной, думаю там его не раз бы «поправили».
Сварка тонкого металла электродом

Как у профессионалов, так и у новичков часто возникает вопрос, как правильно осуществляется сварка тонкого металла электродом. Вся проблема в том, что сварка жести вызывает некоторые трудности, связанные с ее толщиной (0,1-0,3 мм), из-за которой может возникать деформация в процессе работы. Рассмотрим основные требования правила работы и технологию сварки на листовой стали и выбор самых тонких электродов для работы.
Особенности сварки тонкого металла электродом
Сварка жести с помощью проводника процесс хоть и востребованный, но достаточно сложный и требует особого подхода. Все дело в том, что одно неловкое движение проводником и металл можно испортить, то есть насквозь прожечь, так как он толщиной меньше 0,4 миллиметра. В то же время, недостаточно плотное прилегание электрода может привести к некачественному соединению свариваемого материала.
Сварка тонкого металла электродом ведется на низком токе, поэтому необходимо четко придерживаться расстояния между изделием и проводником, чтобы не утратить дугу. Одним словом, нужно долго учиться и тренироваться, как варить тонкий металл, чтобы полноценно прочувствовать весь процесс и научиться удерживать дугу.
Одной из особенностей является специальная подготовка для тонкого металла, для лучшего сцепления. То есть, детали необходимо максимально качественно очистить от масла, краски, грязи и пыли для лучшего скрепления. Следует учитывать, что не все виды швов и не каждая технология подойдет для сварки стальных листов.
Требования и технология сварки жести
Сварка тонколистового металла имеет ряд требований, которые рекомендуется выполнять для получения качественного результата:
- электроды для сварки тонкого металла следует подбирать в соответствии с толщиной рабочего изделия. При толщине детали, не более 3 мм и проводник нужно применять диаметром 3-4 миллиметра. Для этого нужен самый тонкий электрод для сварки;
- во избежание деформации деталей, необходимо выбирать соответствующую силу тока, для сварки стальных листов небольшого диаметра;
- сварка тонколистовой стали должна производиться электродами с особым покрытием, которые будут медленно плавиться, позволят легко возбудить и удержать дугу, без разбрызгивания капель металла.

Особое внимание необходимо уделить выбору электрода. Для сварки жести нужно выбрать специальные проводники, которые обеспечивают медленное плавление и позволяют лучше удержать дугу. Использовать для работы можно как переменный, так и постоянный ток. Электроды для сварки инвертором тонкого металла лучше всего выбирать универсальные. Специалисты рекомендуют отдать предпочтение «троечке».
Касаемо технологии работы, то сваривать тонкие изделия лучше внахлест, так меньше вероятности прожечь металл.
Если необходимо произвести сварку листового металла встык, тогда его перед обработкой надо зафиксировать таким образом, чтобы они не двигались во время работы. При нагревании и остывании, металл имеет свойство расширяться и сужаться. В связи с этим могут возникнуть трудности, особенно у сварщика-новичка.
Основные способы соединения тонколистового металла
Сварка жести может осуществляться как ручной дуговой сваркой, так и полуавтоматом. Эти обе методики широко применяются для соединения мелких деталей, толщина металла которых не более 3 миллиметров.
Специалисты рекомендуют совершать сварку тонкого металла полуавтоматом, так как оборудование лучше справляется с этой задачей при работе на маленьком токе. Таким образом, можно избежать деформации изделия.
Сварка стальных листов может осуществляться несколькими способами:
- прерывистый метод или точечный, при котором можно варить тонкий металл инвертором без риска. На изделии просто ставятся точки и таким образом скрепляются две части. Этот метод требует некоторых навыков, так как мастер должен очень быстро перемещать проводник, пока металл не успел остыть.
- непрерывная сварка жести на протяжении всего шва. Сварочный аппарат для такого способа лучше выставлять на маленький ток, не более 60А. Кроме этого, нужно выбрать определенную скорость ведения электрода, так как при быстром перемещении изделие не успеет сплавиться, а при медленном, в нем могут образоваться дыры.
Существует два основных способа для сварки жести:
- Работа плавящимися электродами. Для этого лучше использовать проводники, диаметром не более 2 миллиметров. Оптимальным размером считается 1,6 мм. Основной задачей мастера при этом является контроль недопущения перевара, чтобы не прожечь деталь. Проводник нужно вести с умеренной скоростью, чтобы и сплав получился качественным, и при этом в металле не образовалась дырка. В момент сцепления материалов необходимо обеспечить полный провар кромок стали, но не прожечь его. Здесь сварка тонколистовой стали заключается в мгновенном расплавлении кромок и невозможности вести полноценный контроль над созданием сварочной ванны. То есть, при таком способе важно внимательно вести электрод, чтобы не прожечь материал. Для этого необходимо долго тренироваться.
- Сварка инвертором тонкого металла с применением нерасплавляющегося электрода. Такой метод, в свою очередь, тоже делится на два типа:
- метод оплавления и соединения кромок деталей;
- метод с использованием присадочной проволоки.

Этот способ подразумевает соединение деталей без примеси дополнительного материала. То есть, электрод не плавиться, а только расплавляет края деталей и соединяет их между собой. Такая методика дает возможность работать с самыми тонкими стальными листами.
Особенности работы с оцинкованной сталью
Оцинкованная сталь – это тонкий металл, который покрыт цинковым напылением. При работе с ним необходимо учесть несколько особенностей. Во-первых, детали нужно тщательно подготовить, расчищая напыление до чистой стали. Если этого не сделать, тогда соединение не получится. Так как цинк имеет совершенно другую температуру плавления, в сравнении со сталью.
Оцинкованный слой можно снять металлической щеткой или наждачной бумагой. Некоторые для этого используют абразивный круг. Все работы с цинком запрещено производить в закрытом помещении, так как его испарение очень вредно для организма.
Когда материал полноценно очищен до чистой стали, можно начинать процесс соединения деталей. При работе с оцинкованными трубами для получения качественного и надежного шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием, например, МР-3, АНО-4, ОЗС-4. При этом движения нужно совершать плавные и небольшие. Верхний шов — облицовочный стоит делать шире. Его ширина приблизительно равна трем диаметрам проводника. Тут важно не спешить и хорошо проваривать. Для этого используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
В завершение стоит отметить, что сварка жести – дело тонкое и кропотливое, требующее от сварщика определенных навыков в работе. Может осуществляться сварка тонкого металла полуавтоматом и вручную. Первым способом немного легче, потому что сварка тонким электродом вручную требует выполнения ряда условий, чтобы шов получился прочным и качественным.
Немаловажным моментом является тип спаивания. Сварка листового металла встык может быть реализована только в случае, если сварщик настоящий профессионал и правильно рассчитает силу тока, чтобы правильно соединить делали. В ином случае необходимо выбирать пайку внахлест. При этом уменьшается риск сквозного проплавления изделий. При инверторной методике важно правильно выставить силу тока. Тогда получится ровный и правильный шов.
Сварка тонколистового металла полуавтоматом
Стандартные аппараты для работы с тонколистовыми металлами можно использовать не всегда. Они могут прожигать заготовки и не обеспечивать требуемое качество сварных швов. В этом случае требуется другая технология, позволяющая выполнять аналогичные работы с минимальным тепловложением.
Почему ограничивается применение классической сварки короткой дугой малой мощности
В стандартных полуавтоматах для сварки тонколистового металла используются низкие значения напряжения и сварочного тока. При этом процесс перехода электродного материала в шов происходит с определенной цикличностью, как это изображено на рисунке ниже.
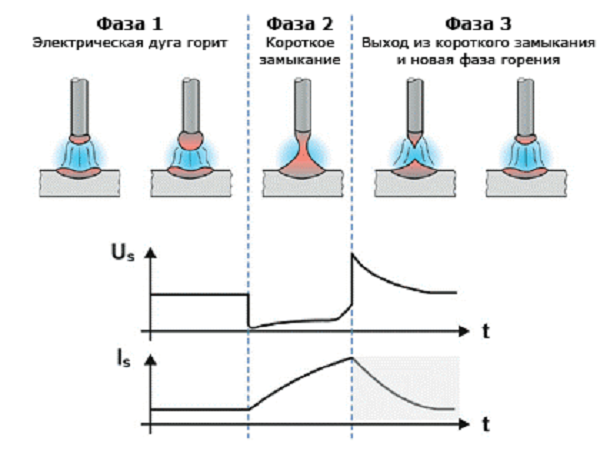
Изменение параметров сварочной дуги
Происходит чередование фаз горения дуги и коротких замыканий. Процесс выглядит следующим образом:
- 1. После зажигания дуги на конце электрода формируется капля расплавленного металла.
- 2. При короткой дуге она через короткий промежуток времени вступает в контакт с металлом, находящимся в сварочной ванне.
- 3. Электрическая дуга гаснет.
- 4. Под действием силы поверхностного натяжения капля отрывается от электрода и втягивается в сварочную ванну.
- 5. Электрическая дуга вновь зажигается.
Сила сварочного тока и напряжение также меняются:
- 1. В момент, когда капля на конце электрода вступает в контакт с металлом в сварочной ванне, возникает короткое замыкание. Сопротивление в образовавшейся цепи резко падает, а с ним скачкообразно уменьшается напряжение и начинает расти сила тока.
- 2. Перед отрывом капли металла от электрода сопротивление, а с ним и напряжение, начинают быстро расти. Сварочный ток при этом падает сравнительно медленно по причине индуктивности цепи источника питания.
- 3. Зажигание дуги выполняется после отрыва капли с конца электрода при высоком напряжении. Из-за этого часть жидкого металла разорвавшейся перемычки испаряется взрывообразно, не успев попасть в сварочную ванну. Это и есть причина образования брызг. Предотвратить этот процесс можно только противодействуя росту тока.
Сварка короткой дугой – отличный инструмент для работы с тонколистовыми металлами, но она не позволяет получать качественные швы при соединении деталей из материалов, чувствительных к теплу (оцинкованная или высокопрочная сталь). В первом случае из-за температурного воздействия возможно испарение защитного цинкового покрытия, во втором – потеря сталью своих прочностных качеств.
Варианты усовершенствования сварки короткой дугой
Главной проблемой сварки на короткой дуге является ее высокое тепловложение при повторном зажигании после короткого замыкания. Попытки изменить эту ситуацию предпринимались. В 80-е годы предлагалось снижать ток перед разрывом перемычки из расплавленного металла, возникающего при переходе капли с электрода в сварочную ванну, а после этого подавать высокий импульс напряжения для облегчения зажигания дуги. В результате действительно снижалось разбрызгивание, но существенно повлиять на тепловложение не удавалось.
Еще одной попыткой стало использование модифицированной короткой дуги с адаптивной системой регулирования. В этом случае была реализована технология прерывистой подачи проволоки. В момент короткого замыкания она оттягивалась назад и перемычка расплавленного металла разрывалась. Такой подход позволял уменьшить длительность короткого замыкания и разбрызгивание металла.
Недостаток — сложность самого процесса. Для воплощения на практике понадобился двухтактный привод с двумя двигателями подачи проволоки. В результате подобная технология стала возможной только для роботизированной или автоматической сварки.
Технология EWM coldArc – оптимальное решение для сварки тонколистовых металлов
В технологии coldArc определяющим фактором является цикличное изменение напряжения в процессе сварки короткой дугой. В зависимости от его значения корректируется сила тока.
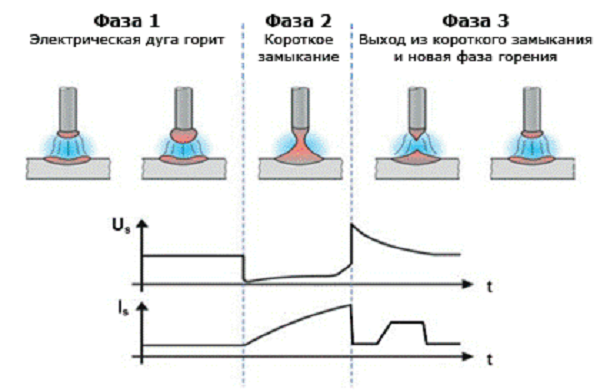
Схема процесса сварки модифицированной короткой дугой
Своевременное реагирование на изменение напряжения выполняется с помощью высокодинамичной регулировки мгновенных значений. Мягкое зажигание без разбрызгивания возможно благодаря цифровому процессу обработки сигналов, который применяется в технике EWM. Он позволяет снизить силу тока и энергию дуги всего за одну микросекунду до ее зажигания.
Изменения силы сварочного тока, изображенные на рисунке выше, наглядно демонстрируют эффективность технологии coldArc. Очевидно, что после повторного зажигания дуги этот параметр кратковременно увеличивается. На схематичном изображении видна характерная ступенька в зоне третьей фазы, которая называется импульсом расплавления.
На конце электрода формируется расплавленный купол после каждого короткого замыкания, а сам процесс перехода электродного металла в сварочную ванну осуществляется равномерно. В результате появляется возможность использовать низкую силу тока в фазах между короткими замыканиями.
Технология coldArc подразумевает регулирование модифицированной короткой дуги только в источнике энергии без вмешательства в механическую часть устройства для подачи проволоки. Соответственно, можно использовать обычные сварочные горелки, а всю работу выполнять вручную.
При применении технологии coldArc существенно снижается пик мощности при повторном зажигании дуги и уменьшается тепловложение на этапе расплавления электродного металла. Благодаря таким особенностям она может использоваться там, где невозможно применение обычной сварки короткой дугой.
Так, уже сегодня в автомобилестроении востребованы металлы толщиной до 0,2 мм. При использовании стандартной MIG/MAG сварки в этом случае уже не получить качественные швы. Для таких условий полуавтоматы EWM с технологией coldArc незаменимы.
Заключение
При сварке заготовок из тонколистового металла многое зависит от используемого оборудования. Технология coldArc позволяют качественно выполнять работы такого вида.
Технология и способы работы с тонким металлом сварочным полуавтоматом
Сварка тонкого металла полуавтоматом – ответственный процесс, который требует от исполнителя полной отдачи и внимания к деталям.
Несмотря на то, что с помощью данного оборудования можно соединять детали различной толщины, особую популярность полуавтомат получил благодаря качественному шву при сварке тонких деталей.
Что такое: виды

Квалифицированный сварщик обязан знать, чем отличаются автоматы от полуавтоматов. Автоматический процесс контролируется оператором, который задает рабочие параметры. При этом весь процесс соединения выполняется без непосредственного вмешательства человека. Полуавтоматическая сварка характеризуется механизированной подачей присадочного материала, роль которой выполняет проволока, а направление движение дуги контролирует сварщик, обладающий необходимыми навыками.
Аппарат для выполнения полуавтоматической сварки состоит из двух основных элементов:
- Сварочный выпрямитель. Источник энергии. При отсутствии механизма для подачи проволоки им можно воспользоваться для сварки в режиме ММА. Существует множество моделей, тип и мощность которых зависит от их назначения. Промышленные сварочные полуавтоматы работают от сети с напряжением 380 Вольт, тогда как агрегаты домашнего типа имеют одно- или двухфазный характер исполнения, работающий с домашней сетью 220 В.
[stextbox подключении устройства к сети, которая не соответствует модели, дуга будет нестабильна, что не позволит рассчитывать на качественный результат.[/stextbox]
- Механизм подачи проволоки. Отвечает за скорость подачи электродной проволоки. Существует два варианта исполнения. В первом случае данный узел и выпрямитель представляют единый агрегат в одном корпусе. Во втором случае механизм подачи представляет собой отдельное устройство, работающее в тандеме с выпрямителем.

Роль рабочего инструмента выполняет сварочная горелка, которую необходимо держать в руках при выполнении соединения. Как правило, она оснащена лишь кнопкой запуска. Все рабочие параметры выставляют заблаговременно.
Функции полуавтомата будут полезны как дома, так для гаражных работ или на даче. Благодаря универсальности он одинаково хорошо справится как с ремонтом электрического чайника или другого электроприбора, так и монтажом тяжелых гаражных ворот. Опытные специалисты знают, что качество сварки толстого металла полуавтоматом гораздо выше чем к аппарата инверторного типа.
Техника сварки
Перед тем как решить, какой полуавтомат выбрать, необходимо ознакомиться с основными режимами выполнения работ.
В среде защитного газа

Классическая электродная проволока не имеет защитного покрытия, поэтому для защиты зоны расплава от контакта с кислородом, содержащимся в атмосферном воздухе, используют технические инертные газы. Наиболее употребительными являются:
Для работы с тонкими металлическими элементами специалисты рекомендуют использовать импульсный сварочный полуавтомат, который характеризуется точечным воздействием на поверхность. Такой режим препятствует деформации металла за счет незначительного температурного воздействия.
[stextbox устройства позволяют работать не только в импульсном, а также ручном и синергетическом режимах. Агрегаты относят к категории профессиональных, а их цена стартует от 1500 $.[/stextbox]
На качество результата влияет грамотный подбор проволоки. Ответственные производители указывают перечень металлов и сплавов, с которыми совместима их продукция. Существуют расходные материалы универсального назначения, однако их не рекомендуют использовать при ответственных работах, по причине более низкого качества, по сравнению с проволокой выборочного действия.
Алюминия
Алюминий – металл, требующий особого подхода. Это связано с наличие тонкой оксидной пленки на его поверхности, которая обеспечивает защиту от дальнейшего окисления. При этом температура плавления оксида в три раза выше, чем у чистого металла. Поэтому необходимо знать, как настроить полуавтомат для сварки с данным металлом. В качестве защитного газа предпочитают использовать аргон.
Существует несколько особенностей рабочего цикла:
- Работы ведутся током обратной полярности, что обеспечивает постепенное плавление свариваемой детали.
- Некоторые сварщики предпочитают произвести предварительную подготовку поверхности, которая включает в себя удаление оксидной пленки с целью облегчить дальнейшие работы.
- Ввиду низкой температуры плавления и высокой текучести необходимо использовать подложки, во избежание утечек расплавленного металла.
С проволокой

Информация в данном разделе будет особенно полезна тем, кто задается вопросом «Как научиться варить полуавтоматами с нуля?».
Электродная проволока бывает двух типов:
- Обычная. Изготавливается из определенного вида металла с добавлением элементов, улучшающих качество соединения. Поскольку проволока не имеет флюсового покрытия, для защиты сварочной области используют защитный газ. Его преимущество заключается в низкой стоимости и возможности соединения даже очень тонких элементов. К недостаткам относят зависимость от погодных условий – при сильном ветре поток будет сбиваться и плохо справляться со своими функциями.
- Порошковая. Особенностью данного материала является наличие порошкового флюса, который находится внутри проволоки. Под действием температуры флюс расплавляется, образуя облако испарений, защищающее горячий металл. В этом случае необходимость в защитном газе отсутствует. Данный тип проволоки имеет большую стоимость, по сравнению с обычной. Кроме того, ею нельзя варить тонкие детали, ввиду высокой вероятности образования горячих трещин.
Основные и вспомогательные материалы
К основным сварочным материалам относят электродную проволоку, которая отличается по типу металла и диаметру сечения. Важно, чтобы материал изготовления соответствовал базовой поверхности заготовки – это гарантия качества будущего соединения.
К вспомогательным расходным материалам относят сварочные газы, перечень которых был указан выше, а также сварочный флюс, применяемый для работы с тугоплавкими элементами.
Правила при проведении работ
Полуавтоматы – это сложные устройства, которые требуют аккуратности в обращении. Мы не рекомендуем заниматься самостоятельным обучением работы с данным оборудованием, ввиду риска упустить некоторые базовые моменты. В специализированных центрах в кратчайшие сроки способные дать основные знания обо всех требованиях государственных стандартах, которые предъявляются к данному типу работ.
Особенности подготовительных процедур и основы техники безопасности будут рассмотрены ниже.
Подготовка поверхности
Перечень выполняемых работ в качестве подготовки к сварке зависит от типа металла и технологии соединения. Например, при сварке встык зона контакта требует дополнительной доработки, в виде подготовки кромок.
Общие рекомендации по подготовки заключаются в очистки поверхности от всех посторонних элементов, включая краску и ржавчину, с последующим обезжириванием поверхности.
Меры безопасности
Требования к средствам индивидуальной защиты сварщика не отличаются от прочих технологий сварочных работ: органы зрения и дыхания должны быть надежно защищены, а верхняя одежда изготовлена из материалов, защищающих работника от брызг расплавленного металла.
Запрещается использовать баллоны с просроченным сроком поверки. Предохранительные клапаны механического или электромагнитного типа должны быть исправны.
Не зависимо от места выполнения работ, не рекомендуем пользоваться аппаратами, собранными своими руками из инверторов – это может привести к травматизму. Рекомендуем ознакомиться с рейтингом производителей сварочных полуавтоматов. Аппараты российского производства пользуются хорошей репутацией благодаря приемлемой стоимости и надежному исполнению. Многочисленные обзоры подтверждают это.
Полуавтоматический сварочный аппарат – отличный инструмент для сварки тонколистового металла. Для качественного результата рекомендуем использовать режим сварки в среде защитного газа обычной проволокой.
[stextbox 6-го разряда Решетников Сергей Иванович. Опыт работы – 15 лет: «Я занимаюсь кузовным ремонтом автомобилей в частном порядке. В работе использую только полуавтоматическую сварку – это оптимальный способ соединения тонколистового металла кузова автомобилей без чрезмерного температурного воздействия на поверхность. Благодаря этому все случаи гарантийного ремонта были связаны с использованием некачественных лакокрасочных материалов, а не дефектов соединения».[/stextbox]
Читайте также: