Сварка пластика с металлом
В быту может возникнуть множество ситуаций, когда требуется скрепление металлических и пластиковых поверхностей. Это может быть как мелкий ремонт бытовой техники, автомобиля, детских игрушек, так и выполнение строительных работ. При этом далеко не каждый знает, чем и как склеить металл с пластиком. Это твердые материалы, которые не впитывают клеящий состав, что существенно усложняет задачу. Тем не менее на рынке представлен довольно обширный ассортимент средств, которые позволят прочно соединить такие поверхности между собой.
Какие виды клея подойдут
Разберемся детальнее, чем приклеить пластик к металлу и получить отличную прочность соединительного шва. Для этой задачи отлично подойдут контактные, эпоксидные и полиуретановые составы.
Полиуретановые
Данный вариант клеящих смесей активно используется для фиксации металлических и полимерных изделий. Вещества показывают хорошую устойчивость при нагреве и повышенных показателях влажности. В основе не содержаться потенциальные опасные растворители на основе хлора. Клеящие составы данной категории не способны к впитыванию в поверхность, что отлично подходит для твердых материалов. Подобные смеси безопасны для человека, что дает возможность использовать их не только для наружных, но и для внутренних работ.
Эпоксидные
Склеить металл с пластиком можно клеящими составами на основе эпоксидных смол. Вещества так же позволяет осуществить фиксацию дерева, стекла и других материалов. Процесс использования не самый удобный, поскольку клеящие свойства эпоксидных смол активизируются только при условии добавления специального отвердителя. Исходя из этого смеси поставляются в отдельных флаконах, а процесс смешивания выполняют непосредственно перед использованием.
После смешивания отвердителя и смолы, поученный состав необходимо оперативно использовать, пока не остановилась химическая реакция. В конце наступает стадия необратимого затвердения. Максимальная прочность соединения наступает спустя 24 часа после нанесения. Все это время важно, чтобы склеиваемые элементы были плотно прижаты.
В процессе работы с эпоксидным клеем нужно быть крайне аккуратным, поскольку это токсические вещества в жидком состоянии. Нежелательно допускать попадание на кожу и слизистые.
Контактные
Контактный клей для склеивания металла и пластика имеет высокие показатели остаточной адгезии. В силу этого в процессе использования смесь наноситься на обе соединяемые поверхности и немного подсушивается. Далее производят соединение деталей методом прижатия между собой.
При склеивании больших поверхностей, нанесенный слой клея рекомендовано дополнительно урывать пленкой, чтобы сохранить адгезию. Наиболее ярким примером данной категории является клей «Момент», но сейчас созданы более эффективные составы.
Выбирая клей, важно учитывать тип склеиваемого пластика.
- Для жесткого пластика и ПВХ подойдут полиуретановые составы.
- Для HPL лучшим решением станет клей с полихлоропена.
- Для пластикового ламината используют вещества с полихлорпропеном.
ТОП-5 марок клея для метала и пластика
На рынке представлен колоссальный ассортимент клеящих соединений, которые имеют свои особенности и преимущества. Чтобы выбрать лучший клей для металла и пластика можно ориентироваться на наиболее популярные и надежные варианты, описанные ниже.
Poxipol
Это один из наиболее востребованных клеевых составов, который относиться к эпоксидной группе. Клей предназначен для плотной фиксации: пластика, металла, дерева, стекла, фаянса, бетона и других материалов. После полного застывания образуется монолитная масса, которая может подвергаться дополнительной обработке: шлифовка, сверление и даже нарезание резьбы. При этом застывший клей сохраняет объем и не деформируется при нагрузках.
- Высокие показатели устойчивости к агрессивной среде и нагрузкам.
- Не разрушается от влаги и не поддается коррозии.
- Сохраняет целостность при повышении температуры до 120 °C.
- После отвердевания подается механической обработке.
- Можно наносить достаточно толстый слой.
При склеивании деталей детских игрушек запрещено использовать токсические составы.
Момент Супер гель
Это хороший клей для металла и пластика, который относиться к цианоакрильной группе. Отличается отличной устойчивостью к влаге. Средство жидкое, прозрачное и быстро схватывается. Не требует подготовительных работ, достаточно открыть тюбик и нанести на соединяемые детали. Вещество обеспечивает прочное скрепление металла, фарфора, пластика и других изделий. Нежелательно использовать для полипропилена, синтетики и полиэтилена.
- Быстрое схватывание и отвердевание.
- Простата использования.
- Доступная цена.
- Работа с различными материалами.
Felix
Еще один хороший эпоксидный клей, который имеет широкую сферу применения. Один из лучших вариантов для соединения металлических и полимерных изделий. Для работы со смесью так же требуется смешивание смолы и отвердителя. Перед нанесением рекомендовано предварительно зачистить и обезжирить поверхности. Для первичного схватывания необходимо 4 минуты. Полная кристаллизация наступает через сутки. Продается здесь .
- Вещество не расширяется и не дает усадки после отвердевания.
- Поддается механической обработке.
- Устойчив к колебаниям температуры и давления.
- Не вступает в контакт с агрессивными веществами.
Loctite 460
Наиболее мощный цианакрилатный вариант на рынке. Состав Loctite даже внесен в книгу рекордов Гиннесса. Всего девять капель клея смогли выдержать при поднятии автомобиль весом 5 тонн. Это немецкая разработка, которая способна склеивать разные по структуре материалы. Продается здесь .
- Сцепление за несколько секунд.
- Прочное соединение поверхностей.
- Простота в использовании.
- Практически невидимый шов.
- Устойчив к негативным воздействиям.
UHU 46670
Рейтинг завершает отличный клей для склеивания металла и пластика, который пользуется высоким спросом благодаря отменным техническим характеристикам. Обеспечивает надежное сцепление пластика, дерева, стекла, металла и синтетических материалов. Устойчив к существенным температурным перепадам и воздействию солнечных лучей. Продается здесь .
- Отличная эластичность и долговечность.
- Широкий спектр применения.
- Простота использования.
- Обеспечивает прочное сцепление поверхностей.
После работы с клеем важно герметично закрывать тюбик, поскольку контакт с воздухов приведет к засыханию.
Лайфхак
На практике для надежной фиксации металлических и пластиковых деталей с помощью клея, прибегают к различным хитростям. Одни нагревают поверхности, другие зачищают и обрабатывают специальными средствами. Все эти манипуляции позволяют обеспечить повышенные показатели сцепления материалов. Чтобы детальнее разобраться в вопросе, как склеить металл и пластик, предлагаем просмотр тематического видео:
Прежде, чем приступить к процедуре соединения пластиковых и металлических элементов, важно грамотно подобрать клеящее средство. Каждый тип пластика имеет свои особенности, которые следует учитывать перед покупкой клея. В процессе работы рекомендовано тщательно зачищать и обезжиривать поверхности – это обеспечит максимальную силу сцепления. Наведенные советы и рекомендации позволят прочно соединить металл и пластик между собой.
Чем и как приклеить пластик к металлу?
Склеивание пластика с металлом требуется в таких областях, как строительство, компьютерная техника. Пластиковые и металлические поверхности имеют разные физические и химические свойства. Следовательно, найти правильный клей, чтобы соединить их, может быть непросто.


Какие виды клея можно использовать?
Для соединения пластика с металлом используются многие составы. Это и герметик, и двухкомпонентный водостойкий состав, и многие другие. Чтобы обезопасить себя при работе с таким продуктом, необходимо знать технику безопасности и строго соблюдать ее:
- нужно работать в хорошо проветриваемом помещении;
- при использовании промышленных клеев нужно носить респиратор, чтобы предотвратить повреждение легких;
- всегда стоит надевать перчатки, чтобы предотвратить контакт клея и эпоксидных смол с кожей;
- лучше надеть защитные очки;
- следует хранить продукт подальше от домашних животных и детей.


Полиуретановый
Полиуретан – это водостойкий полимер, образованный после объединения органических единиц карбаматными связями. Это так называемый уретан из определенной группы алканов. Он термостойкий, потому и не плавится при нагревании. В настоящее время клей производится с использованием полиуретана и широко используется во многих отраслях. Его можно применять даже с древесиной или бумагой.
Одним из доступных вариантов будет влагостойкий и высокотемпературный Loctite PL. Таким продуктом легко пользоваться благодаря удобной упаковке. Подходит для работ как на холоде, так и в жару. Его можно использовать как для внешних, так и для внутренних работ. Не содержит хлорированных растворителей. Это один из самых высококачественных продуктов на современном рынке.


Эпоксидный
Когда речь заходит о клее для склеивания пластика с металлом, лучше всего использовать различные эпоксидные смолы. Они обычно состоят из двух компонентов: смолы и отвердителя, которые хранятся в отдельных флаконах или отсеках в шприце. Когда указанные компоненты смешиваются, получается термореактивная химическая реакция, которая заставляет смесь затвердевать. Такие продукты, как правило, обладают большой химической стойкостью, водо- и термоустойчивостью.
Лучший современный выбор – клей Gorilla 2 Part. Он создает неразрывную связь двух материалов, обладает необходимой прочностью, а еще идеально подходит для ремонта. Эпоксидный клей Gorilla 2 Part как нельзя лучше подходит для склеивания металла с пластиком, но его можно использовать и для других разнообразных материалов.
Клей затвердевает за 5 минут, но полностью просыхает в течение 24 часов. Шприц оснащен 1 нажимной кнопкой, что позволяет равномерно распределять компоненты сразу во время работы.

Перед нанесением клея на любую поверхность требуется перемешивание. Клей высыхает и становится прозрачным.
Фенолокаучуковый
Этот продукт появился на свет в 1938 году. Первой маркой, которая его выпустила, стала «Сайквелд». Клей использовался для соединения кузова машины и изолирующего материала. Через два года состав было решено модифицировать. С 1941 года клей широко используется в авиации. Любой клеевой состав этого типа можно охарактеризовать как высокопрочный и мощный.
В качестве примера приведем следующие продукты:
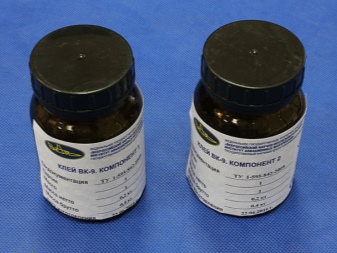
- «ВК-32-20»;
- «ВК-3»;
- «ВК-4»;
- «ВК-13».

Холодная сварка
Это еще один из вариантов того, как можно качественно соединить разные по типу поверхности. Холодная сварка была впервые открыта современным обществом в начале 1940-х годов и рассматривалась как новое явление, но на самом деле этот процесс существует уже тысячи лет. Было выяснено, что два куска материала будут соединяться вместе в вакууме до тех пор, пока не сольются воедино.
Во время процесса происходит деформация, что и позволяет элементам вступать в контакт. Причем сварные швы гораздо прочнее, чем те, которые можно увидеть при использовании других средств. Еще одно преимущество холодной сварки – отсутствие необходимости использования промежуточных материалов.
Принцип работы такого метода не отличается сложностью. Когда две поверхности без промежуточного оксидного слоя сближаются, атомы обеих проникают друг в друга. Исследования показали, что холодная сварка также может быть выполнена без чрезмерной силы. Применяя меньшее давление в течение более длительного времени, можно достичь аналогичного результата. Есть и другой метод, который заключается в повышении температуры поверхности двух соединяемых материалов на короткий промежуток времени для ускорения движения молекул.


Современные способы применения холодной сварки многочисленны. Хоть ее и применяют по ситуации, а не повсеместно, этот метод позволяет работать во многих агрессивных средах, что ранее было невозможно. К примеру, нельзя было сваривать подземные трубопроводы, несущие легковоспламеняющиеся газы. Но есть одна проблема: поскольку сварной шов формируется быстро и считается постоянным, очень трудно проверить его целостность, особенно в более толстых металлах.
Холодная сварка имеет некоторые ограничения. Соединение может выйти из строя в реактивной среде или области с высоким содержанием кислорода. Она подходит для заглубленных труб и компонентов, размещенных в помещениях, где отсутствует риск контакта с кислородом. Чтобы холодная сварка была эффективной, поверхности необходимо тщательно зачистить щеткой и сделать их немного шероховатыми.
Если наружный слой любого из компонентов имеет высокое содержание кислорода, то адгезия маловероятна. Другим важным фактором является пластичность используемых материалов. Как минимум один из двух соединяемых материалов должен быть податливым.


Описываемый метод используются в нано- и микропроцессорных производствах высокотехнологичных областей. Этот способ также используется в ядерной области.
Критерии выбора состава
При выборе подходящего состава обязательно нужно учитывать особенности имеющихся на рынке составов. Лучше выбирать продукт, который не теряет своих положительных свойств на улице, обладает высокой прочностью и имеет доступную стоимость. На упаковке производитель указывает, подходит состав для склеивания металла и пластика или нет.
У таких продуктов обязательные характеристики должны выглядеть следующим образом:
- достаточная прочность;
- не может наблюдаться отслаивания после склеивания поверхностей;
- клей обязательно должен быть термоустойчивым.


Поверхности, которые соединяются при помощи этого средства, можно использовать даже под водой: и пресной, и соленой.
Подготовка поверхностей
Перед тем как производить склеивание поверхностей, их необходимо тщательно подготовить. Металл и пластик обязательно зачищаются наждачной бумагой и обезжириваются. Только так можно увеличить адгезивную способность клея. Более того, именно наждачка быстро и просто убирает с металлической поверхности ржавчину.


Как правильно клеить?
Перед тем как приступить к работе, поверхность стола желательно покрыть бумагой, чтобы не запачкать ее. Далее подготавливаются поверхности. Пластик и металл в обязательном порядке зачищаются, иначе склеить их намертво в домашних условиях не получится. Обе поверхности должны получиться слегка шероховатыми.
Далее стоит придерживаться следующей инструкции.
- Смешивают два компонента эпоксидного клея. Необходимая пропорция указана на упаковке производителя.
- Смесь наносится тонким слоем на обе поверхности. Для этого используется кисть.
- Клей отвердевает в течении двух часов, иногда требуется больше времени. Чтобы улучшить результат, можно подержать детали под нагрузкой сутки.
- Лишний клей после полного высыхания удаляется. Нельзя накрывать объект в период схватывания, так как шов требует циркуляции воздуха.


Чем и как приклеить пластик к металлу, смотрите в видео ниже.
Особенности жидкой сварки и правила ее использования
Жидкая сварка — простая и доступная альтернатива горячим способам соединения металлических деталей. О том, что это такое, может ли, действительно, заменить другие способы при ремонте автомобилей, сантехнических работах, стоит поговорить более подробно. При работе с жидкими составами будет полезно заранее выяснить, как пользоваться сваркой для металла, пластика, изучить технику безопасности и правила обращения с химическими веществами.
Что это такое?
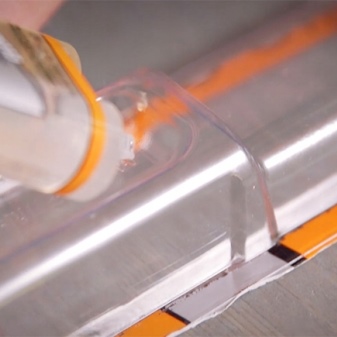
Обычно для прочного соединения металла, пластика применяют горячие способы. Но для выполнения работ в этом случае требуется создание соответствующих условий. Жидкая сварка представляет собой разновидность клеевого соединения, обладающего скрепляющими и герметизирующими свойствами. Средство выпускается в 2-х видах.
- В жидком. Текучий состав в шприцах: в одном содержится основа, в другом – химический реагент для полимеризации. В его основе эпоксидная смола, при соединении с отвердителем приобретающая прочность. Жидкая сварка не имеет резкого неприятного запаха, безопасна для здоровья человека. Такие составы хорошо дополняются армирующими компонентами на тканевой или металлической основе.
- В брусках, в виде пластичного вещества. Внешне оно похоже на оконную замазку или пластилин с 2-компонентным составом. Если брусок один, то он содержит 2 слоя вещества, но чаще комплект представлен в виде 2-х разных фрагментов, которые в ходе применения соединяют, вызывая химическую реакцию.


По своей структуре жидкая сварка бывает монокомпонентной и поликомпонентной. Клеевой состав на полимерной основе обладает высокой степенью адгезии к металлам. Он выдерживает повышение температуры до 1316 градусов, не вступает в реакцию с нефтепродуктами. Для составов холодной жидкой сварки характерно быстрое твердение.
Помимо эпоксидной смолы, в них содержатся заполнитель на металлической основе и упрочняющие химические соединения.
Сферы применения
Использование жидкой сварки, не требующей высокотемпературного разогрева металла, является довольно новым методом соединения материалов. Она подходит для эксплуатации в условиях гаража, экстренного ремонта под открытым небом. Разницы в составах для металла и для пластика нет, но разные виды продукции ориентированы на свои области применения. Наиболее часто жидкая сварка оказывается востребована в нескольких популярных сферах.
- Авторемонт. Она хорошо проявляет себя при починке кузовов, скреплении запчастей. Использовать составы можно как в условиях специализированного сервисного центра или гаража, так и в дороге, в ходе поездок, экспедиций.


- Сантехника. При выполнении работ по восстановлению целостности труб и фитингов, устранению протечек. Жидкая сварка позволяет практически полностью восстановить первоначальную герметичность материала, добиться высокой прочности соединения. Она не нагревается во время химической реакции, хорошо совместима со всеми видами полимеров.

- Монтажные работы. При установке подоконников, окон из ПВХ такие средства обеспечивают превосходную герметизацию, повышают прочность фиксации массивной рамы в проеме.
- Ремонт оборудования газотехнического назначения. Здесь жидкая сварка проявляет себя не менее эффективно, чем в системах трубопроводов с жидкой средой в системах водоснабжения, канализации.


Использование жидкой сварки в виде пластичной массы в основном востребовано в области авторемонта, в мастерских и СТО. При повышенных требованиях к формированию прочного соединения применяют двухкомпонентные составы в шприцах. Они удобны тем, что при выполнении работ на баках, радиаторах не нужно производить слив нефтесодержащих продуктов. При контакте с ними клей не вступает в реакцию, а скорость его твердения позволяет быстро восстановить целостность резервуара. Расход жидкой сварки минимален, она хорошо зарекомендовала себя даже при использовании на самых ответственных участках трубопроводов и систем автомобиля.
Благодаря высокой термостойкости составы этого типа подходят для соединения элементов, подвергающихся значительному нагреву. Это элементы кузова, выхлопные трубы, радиаторы в автомобильной, мотоциклетной, специализированной технике. В быту жидкую сварку можно применять при ремонте печей и котлов, отопительного оборудования, электроприборов различного назначения.
Она подходит и для соединения полимерных, керамических деталей, изделий из многокомпонентных материалов.


Как выбрать?
При выборе составов для холодной жидкой сварки необходимо уделять большое внимание тому, насколько качественным и безопасным будет средство. В первую очередь важно обратить внимание на страну-производителя. Наиболее качественными считаются составы, выпущенные в США, ЕС. Здесь лидируют бренды Permatex, Poxipol, Hi-Gear, Devcon. Российские марки не всегда оправдывают ожидания, из проверенных торговых марок мастера рекомендуют выбирать «Полимет», «Алмаз».



Помимо этого фактора, обращать внимание стоит на ряд важных показателей.
- Особенности поверхностей, подлежащих клеевому соединению. Для правильной работы составов жидкой сварки они должны быть совместимыми с полимеризующимися веществами.
- Температурный диапазон применения. Чем он шире, тем легче будет использовать средства для быстрой холодной сварки в самых экстремальных условиях эксплуатации. Например, при ликвидации локальных коммунальных аварий или в поездке.
- Условия эксплуатации. В инструкции к средству для экспресс-соединения металла и пластика должны быть указаны условия его сушки и твердения. Некоторые варианты требуют довольно тщательной подготовки и наличия мастерской.
Это основные критерии, определяющие, насколько удобным и эффективным будет применение жидких сварочных составов.
Как пользоваться?
При соединении деталей и элементов при помощи специальных клеящих составов и пластичных масс нужно тщательно соблюдать инструкции, рекомендованные производителем. В большинстве случаев порядок действий будет неизменным.
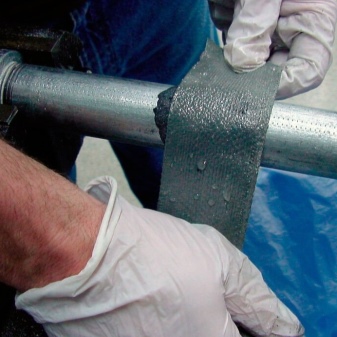
- Подготовка поверхности. Металлические детали тщательно зачищают абразивным способом. Необходимо удалить следы ржавчины, нагара, пайки или сварки. Поверхность должна быть шероховатой – так сцепление будет более надежным. И пластиковые, и металлические детали тщательно обезжириваются.
- Подготовка состава. От пластифицированного бруска отрезают кусочек нужного размера (от каждой части). Жидкий состав выдавливается, в него добавляется отвердитель. Нужно размять или размешать средство, чтобы началось выделение тепла.
- Сварка. Разогретую смесь наносят на соединяемые области, выравнивая их поверхности в районе шва. Важно быстро произвести позиционирование. Качественные составы схватываются и твердеют за короткое время.
- Окончательное закрепление. В зависимости от марки и особенностей состава полная его полимеризация занимает от нескольких часов до суток. В случае экстренного ремонта нужно выждать хотя бы 20-30 минут. Этого хватит, чтобы выполнить первичное скрепление деталей в дороге, а затем доехать до места назначения или СТО.




Существует и ряд правил, касающихся непосредственной работы с жидкой сваркой. Несмотря на ее малую токсичность и высокую эффективность, неправильное обращение может негативно повлиять на прочность соединения или навредить здоровью человека. Следуя простым рекомендациям, все эти факторы риска можно свести к минимуму. Можно выделить несколько полезных практических советов от специалистов.
- Использование средств защиты. Оптимальным выбором станут строительные перчатки с обливным покрытием, частичным или полным, цельные нитриловые изделия. Они не вступают в реакцию с клеем.
- Тщательное дозирование. При склеивании в нескольких точках клей или пластичную массу готовят порционно, небольшими партиями, на 1 раз. Это позволит поддерживать состав в нужном состоянии, избежать его твердения до того, как прочное соединение будет установлено.
- Соблюдение пропорций. Их нельзя нарушать, менять и увеличивать, рассчитывая на повышение прочности крепления при более обильном нанесении. Изменение рекомендованного количества жидких или пластифицированных компонентов приводит к тому, что состав хуже застывает или меняет свои характеристики.
- Предварительное смешивание. При использовании жидких двухкомпонентных вариантов сварки производитель допускает их соединение сразу в месте образования шва. Но опытные мастера советуют сначала соединять их в стеклянной емкости, смешивать, а затем наносить на место крепления. Такой шов будет прочнее.
- Этап обезжиривания и зачистки. Его можно пропустить, адгезионных свойств материала хватит для того, чтобы выполнить склеивание. Это можно использовать в ситуации, когда приходится применять сварку вне мастерской.
- Период склеивания. Важно учесть, что во время первичного соединения категорически запрещается подвергать соединяемые элементы механическим нагрузкам. Это создаст дополнительное напряжение, ухудшит прочность сварки. Обычно это правило распространяется только на первые 30-60 минут после нанесения составов.
Важно помнить о том, что жидкая сварка имеет вполне конкретное назначение. Применяя ее на материалах, которые не указаны производителем, нельзя рассчитывать на достаточную надежность соединения.
О особенностях сварки смотрите в следующем видео.
Методы и технология сварки пластика
Сварка пластика — один из самых надежных способов соединения материалов на полимерной основе. Применяя различные способы в домашних условиях, можно добиться надежного скрепления многослойных конструкций, сделать шов на трубчатых деталях. Правда, переходить к практической работе лучше после того, как будут освоены сварочный пистолет и другие инструменты, найден подходящий пруток для пластмасс.


Особенности
Сварка пластика — процесс, при котором края деталей из пластмассы соединяются путем нагрева или в результате химического воздействия. Для этих процессов тоже существуют свои регламенты, в частности ГОСТ Р ИСО 17659-2009. Сварка пластика предусматривает формирование соединений неразъемного типа за счет активации диффузионных процессов. Молекулы соединяемых материалов смешиваются, проникают друг в друга под воздействием химической реакции или нагрева. Граница между материалами становится нераздельной.
Наиболее эффективно сварочные процессы в пластмассах протекают в условиях, когда сам полимер находится в текучем или размягченном состоянии.


Именно на достижение такого результата и направлены все методы воздействия. Если диффузионная сварка невозможна, пластик растворяется и приводится в нужное состояние химическим путем либо для его связывания применяются присадочные материалы с нужными характеристиками.
У пластмасс способность к свариванию не является однородным понятием. Все их виды делятся на основные подгруппы согласно своим характеристикам.
- Хорошо поддающиеся сварке. Сюда входят термопласты и полимеры, соединять которые можно плавлением или другими методами, позволяющими нагревать изделия до жидкого агрегатного состояния или сильно размягчать их.
- Плохо свариваемые. Это термопласты, имеющие узкий температурный коридор плавления (менее 50 градусов) и небольшую вязкость расплава. Чаще всего такими свойствами обладают фторопласты и полуфабрикаты различных материалов с термопластичными свойствами. Для соединения таких пластиков приходится тщательно подбирать оптимальный способ сварки.
- Не плавящиеся. Эта группа термопластов обладает характеристиками, не позволяющими приводить их в состояние вязкости и текучести. Соединение возможно только при помощи химических реагентов на границе раздела материалов. Процесс сваривания таких пластиков требует значительных затрат времени.
- Не поддающиеся диффузионному воздействию. Сюда входят реактопласты и вулканизирующие полимеры. Для них используют методы сварки, при которых сочетается сразу несколько видов воздействия, в том числе с использованием давления или дополнительных агентов, образующих шов на границе материалов.
Именно исходя из особенностей пластика и его принадлежности к конкретной группе веществ определяется метод воздействия.
Способы сварки
В зависимости от того, к какой группе полимеров относятся скрепляемые материалы, их можно соединять разными способами. Существует множество технологий, позволяющих выполнить сварку пластиков в промышленных условиях или на дому. Стоит рассмотреть самые популярные из них более подробно.


Горячая
Метод сварки нагретым воздухом с направленным воздействием на материал. При помощи потока газообразной среды, генерируемого тепловой пушкой, происходит размягчение соединяемых полимеров. Посредством этого способа осуществляется изготовление пластиковых емкостей для воды и химикатов, водопроводной арматуры, теплообменников. Метод подходит для работы с тканями и пленками, поскольку не требует применения присадочных компонентов. Процесс сварки протекает быстро, может быть непрерывным.


Термосваривание
Комбинированный метод сварки, предусматривающий сочетание термического воздействия и давления на материал.
Способ довольно широко распространен, но предъявляет строгие требования к адгезионным свойствам пластиков.
Они должны совпадать по составу не менее чем на 80%. Для проверки на совместимость сверяется маркировка, проводятся специальные тесты.


Экструзионная
Способ, хорошо работающий при создании длинных сварных швов в материале толщиной более 6 мм, используется при соединении слоев линолеума и других плоских покрытий. Сварочный стержень помещается в корпус ручного экструдера, подается в место соединения с одновременным нагревом поверхности строительным феном или другим источником тепла. Все компоненты сплавляются, образуя неразрывный шов.


Высокочастотная
Метод, подходящий для сваривания некоторых полимеров: ацетатов, полиамидов, поливинилхлорида. При воздействии электромагнитных волн в ВЧ-диапазоне происходит локальный нагрев места соединения. Пластмасса размягчается, происходит смешивание слоев материала. Метод известен и используется более 70 лет. Также может встречаться определение «радиочастотная сварка».
Индукционная
Способ, разработанный специально для сварки пластмасс, обладающих низкими показателями электропроводности. Предусматривает создание соединения с использованием дополнительных компонентов — волокон углерода, металлических прокладок. Индукционная катушка в сварочном аппарате взаимодействует с ними, вызывая нагрев и сплавление деталей. Этот метод распространен в авиакосмической отрасли.


Ультразвуковая
Способ сварки, предусматривающий создание колебаний при помощи УЗ-волн на высоких частотах (15-40 кГц) и с низкой амплитудой.
В результате такого воздействия полимерный материал размягчается, происходит его оплавление и спаивание в месте соединения.
Метод хорош тем, что позволяет скреплять практически все существующие полимеры без ограничений.


Лазерная
Метод, при котором одновременно используются давление на область соединительного шва и спаивание при помощи лазерного луча. В результате воздействия происходит нагрев скрепляемых элементов, пластмассы размягчаются и прилипают друг к другу. Технология предусматривает использование лазерных полупроводниковых диодов с различной длиной волны и мощностью, подходящие параметры определяются свойствами конкретного материала.
Трением
Способ, при котором на пластик производится круговое или амплитудное механическое воздействие. Части свариваемых полимеров колеблются с низкой частотой и высокой амплитудой до тех пор, пока не произойдет их достаточный разогрев. По своему действию этот способ похож на ультразвуковой, с той лишь разницей, что источник термической реакции не требует применения волновых источников тепла. При оплавлении контактные зоны провоцируют деформацию слоев, их проникновение друг в друга. После остывания на границе формируется сварной шов.
Растворением
Способ сварки пластиков с применением химических реагентов. Полимерный материал в месте нанесения состава становится податливым для соединения. Все химические реакции протекают без использования специальных тепловых режимов, при комнатной температуре.
Благодаря растворению полимерные частицы равномерно перемешиваются на границе шва, а после отвердения образуют прочную связь, монолитное соединение.
Таким способом скрепляют полотна ПВХ при изготовлении натяжных потолков, пластиковые трубы при сантехнических работах в быту.
Что понадобится?
Для успешной самостоятельной сварки пластиков в домашних условиях необходимо заранее приобрести набор необходимых инструментов и расходных материалов. Самое простое устройство — сварочный аппарат, выпускаемый в модификациях для труб и объемных деталей, стыковки в раструб или внахлест. Оборудование должно иметь регулятор нагрева в диапазоне до 260 градусов по Цельсию.
Сварочный пистолет или строительный фен со специальной подающей пруток насадкой предусматривают работу с присадочными материалами. К ним необходимо дополнительно приобретать стержни из материала, образующего шов. Вариант со строительным феном удобнее и практичнее, поскольку позволяет занимать при работе только одну руку. При выборе прибора важно обратить внимание на мощность — оптимальный диапазон варьируется от 1,5 до 2 кВт.


На таких инструментах тоже имеется терморегулятор.
Экструдер — аппарат, при помощи которого в зону сварки подается расплавленная пластмасса. Такое оборудование не самое дешевое, зато оно надежно, формирует ровный шов. Инструмент может быть контактного типа или бесконтактный, с дополнительным валиком для разравнивания нагретой массы. Первый вариант более безопасный в работе. В качестве соединительного материала чаще всего выступает все тот же присадочный пруток.
Технология
В домашних условиях сварка пластмассовых изделий может производиться несколькими способами. Для листов полимерных материалов с соединением встык применяется нагрев при помощи специальных инструментов. Чаще всего это термопистолет или фен с насадкой, в который вставляются прутки. Таблица разогрева веществ с разной температурой плавления обычно прилагается в инструкции к устройству. Температуру регулируют исходя из типа соединяемых поверхностей. Также можно применять обычный паяльник, если стыковка выполняется внахлест.
Метод экструзии позволяет вести работу бесконтактно — с использованием прижимного ролика, а также контактно – с касанием материала непосредственно наконечником. Таким способом можно соединять различные пластиковые детали, запаивать пустоты между слоями плоских материалов.
Сварочный аппарат может оказывать прямое или косвенное термическое воздействие. Этот инструмент ориентирован на монтаж неразрывных трубопроводов без винтовых соединений, в том числе с разным торцевым сечением деталей.
После разогрева места стыковки до температуры плавления шов остужается.
Не менее популярна для использования в домашних условиях и горячая сварка пластиков. Она подразумевает подачу разогретой газообразной среды на поверхность материала. Чаще всего это делается с применением строительного фена или газовой горелки. В зависимости от условий работы в качестве теплоносителя выступает обычный воздух или азот, аргон. При подборе среды следует учесть характеристики сплавляемых деталей.
При горячей сварке пластиков отсутствуют ограничения по форме и размеру изделий. Можно создавать соединения любой длины. Кроме того, горячим воздухом можно ремонтировать изделия из полимеров с тонкими стенками, различные емкости. Производить воздействие можно напрямую или при помощи специальных присадок (прутков, планок) по диаметру обрабатываемой детали.


Обязательным условием успешного соединения материалов является предварительное обезжиривание места соединения. При наплавлении прутка он может крепиться в зазор или поверх материалов. Излишки впоследствии срезаются. Важно избегать деформации краев изделия, тщательно следить за соблюдением температуры нагрева.
О том, как паять пластик, смотрите далее.
Герметизация корпусов для электроники. Часть 2: сварка полимеров и металлов

Продолжаем разбираться с технологиями производства герметичных корпусов для электроники. В этот раз сфокусируемся на склейке и сварке, которая используется для производства блоков питания, наушников, USB-флешек и других неразборных устройств с защитой от пыли и воды.
Рассмотрим пять типов сварки: горячей плитой, электромагнитной индукцией, вибрацией, ультразвуком и лазером. Это будет интересно не только инженерам и технологам. :-)
Напомним, что в первой части мы на примере своих инженерных разработок объясняли, как работают самые популярные методы герметизации: уплотнители и литье — многокомпонентное и переформовка (overmolding). А в этот раз в конце будет сводная таблица всех методов — в помощь читателям, которые хотят выбрать оптимальную технологию производства для своего hardware-проекта.
Disclaimer. В нашей серии статей мы делимся опытом разработки и производства электроники. Мы не занимаемся продажей оборудования. Конкретные примеры сварочных аппаратов показаны не для рекламы, а исключительно в образовательных целях.
Естественно, сварка отлично подходит для производства герметичных корпусов из металла, но мы остановимся в основном на различных типах термопластов — специальных полимеров, которые плавятся при нагреве, а потом снова переходят в твердое состояние.
1. Сварка горячей плитой: соединяем корпус тефлоновой пластиной

Оборудование для пластинчатой сварки и образцы изготовленных изделий
Горячая пластинчатая сварка используется для быстрой сборки прочных, постоянных и герметичных полимерных корпусов для электроники.
Как это работает: два литых компонента корпуса соединяются с помощью нагретой пластины.
Схема процесса дана ниже:
Фиксируем две части изделия — компоненты корпуса — на расстоянии друг от друга.
Вставляем между ними горячую плиту определенной температуры. Компоненты корпуса нагреваются в месте будущего соединения — за счет контакта или близкого расположения к поверхности горячей плиты.
Ограничители на вставке и элементы конструкции, которые удерживают компоненты, определяют глубину первоначального расплава. Время выдержки определяет глубину вторичного размягчения полимера.
Когда площади соединения достигают необходимой температуры, фиксаторы открываются.
Убираем горячую плиту.
Фиксаторы прижимают компоненты друг к другу. Ограничители на держателях определяют количество материала швов, смещенных во время спаривания.
В таком состоянии части корпуса удерживаются под небольшим давлением в течение короткого времени, пока расплавленный слой не остынет, создавая сварной шов между двумя поверхностями соединений.
Когда охлаждение завершено, механизм захвата в одном из удерживающих фиксаторов освобождает готовый корпус.

Образцы изделий, произведенных по методу сварки горячей плитой
Корпуса зачастую «выпекаются» на тефлоне, потому что в качестве горячей пластины используется алюминиевая плита с тонким слоем Teflon и термостатическим переключателем. Такая технология позволяет поддерживать равномерную температуру по всей плите, а Teflon предотвращает прилипание расплавленного материала к плите.
2. Электромагнитная сварка корпуса
Электромагнитная сварка — простой, быстрый и надежный метод сборки конструкционных и герметичных уплотнений. Подходит для большинства термопластичных материалов, уплотнений высокого давления и позволяет сваривать разнородные термопласты, бумагу и алюминий с термопластами (армированными и неармированными).

Как это работает:
В сварочном аппарате установлена индукционная катушка, которая запитывается от радиочастотного электрического тока.
Высокочастотное электромагнитное поле воздействует на ферромагнитный закладной элемент, повышая его температуру и вызывая плавление.
Расплавленный закладной элемент сваривает компоненты корпуса за счет термопластичного электромагнитного межслойного соединения.
Закладной элемент для такого метода сварки состоит из дисперсии металлических порошков размером в микрон — железо, графит из нержавеющей стали или феррит — поэтому он и разогревается под действием электромагнитного поля.
Вот примеры соединений деталей при индукционной сварке:
Плоскость-плоскость хорошо подходит для длинных сварных швов. Используется в панелях солнечных батарей.
Плоскость-канавка. Используется в автомобильных панелях.
Шип в паз — очень прочное соединение, метод отлично подходит для предельных нагрузок и герметичных соединений.
Ступенчатое соединение. Используется для соединения пластиковых деталей, которые должны выдерживать вибрационные нагрузки.
Шип в паз с максимальной прочностью. Используется для уплотнений высокого давления.
Остановимся на преимуществах и недостатках этого метода:
Преимущества электромагнитной сварки:
Годятся все термопластичные материалы, как кристаллические, так и аморфные.
Сохраняется толщина изделия, а сварные швы можно скрыть, т.к. плавление развивается изнутри в месте соединения.
Минимальное контактное давление и быстрые сварочные циклы.
Можно автоматизировать для крупносерийного производства.
Простая реализация конструктивных, герметичных уплотнений и уплотнений высокого давления.
Физические и химические свойства сварного участка аналогичны соединительным материалам.
Любые размеры сварного участка: от небольшого пятна до 3 м.
Срок хранения электромагнитного связующего материала.
Предварительная обработка для зон стыков не требуется.
Чистая и бесшумная работа при сборке.
Недостатки электромагнитной сварки:
Не годится для сварки электрических устройств, заключённых в термопласты: обмоточных катушек, магнитов, печатных плат, датчиков и т.д.
Требуется прототипная сварка для сборки новых изделий, так как электромагнитный шов зависит от сварочной катушки и способности рассчитать сложную геометрию поверхности стыка деталей.
Высокая стоимость оборудования для сварки.
Электромагнитные сварочные катушки имеют тенденцию к перегрузке и перегреву.
3. Вибрационная сварка
Вибросварка для соединения термопластичных материалов основана на принципе сварки трением: тепло для плавления термопластика вырабатывается путем прижимания одной детали к другой и её вибрации за счет небольшого относительного смещения в плоскости стыка. Тепло расплавляет термопластик на границе раздела фаз. Когда вибрация останавливается, детали автоматически выравниваются.

Аппарат для вибросварки и образец продукции
Время расплава материала при вибросварке обычно составляет 2—3 секунды. Общее время цикла — в среднем от 6 до 15 секунд, включая загрузку и разгрузку.
Сварка за счет вибрации широко используется для изготовления деталей в автомобильной промышленности.
4. Ультразвуковой метод сварки
Ультразвуковая сварка — быстрый, чистый и эффективный методом сборки жестких термопластичных компонентов, отлитых под давлением. Используются во всех сегментах промышленности для соединения двух пластмасс или пластмассы с непластичными материалами.

Аппарат для сварки ультразвуком
Детали, которые можно сварить ультразвуковой или вибрационной сваркой, более экономичны. При УЗ-сварке готовое изделие получается за 0,1—3 секунды, также затраты на оборудование довольно низкие. Так, аппарат на фото выше можно купить за 2—3 тыс. долларов США в то время как цены на другое оборудование, показанное в этой статье, начинаются от 15—18 тыс. долларов. Однако при вибрационной сварке можно сваривать более крупные и сложные детали.

Типичные примеры устройств, изготовленных с помощью УЗ-сварки
Сварка ультразвуком — отличная альтернатива склейке, растворителям и механическим крепежам для производства герметичных неразборных корпусов: блоков питания, наушников, зарядных устройств.
Преимущества сварки ультразвуком:
Энергоэффективность и высокая производительность при более низкой стоимости, чем многие другие методы сборки.
Не требует сложных систем вентиляции для удаления дыма или тепла.
Удобно встроить в автоматизированную сборочную производственную линию.
Немедленный запуск и остановка без остаточного тепла.
5. Лазерная сварка
Технология лазерной сварки аналогична сварки ИК-излучением, она также бесконтактная. Необходимая тепловая энергия направлено вводится в материал заготовки лучом лазера, который мы фокусируем на свариваемых поверхностях деталей.

Принцип действия сварки лазером
В некоторых случаях центр зоны соединения может нагреваться сильнее, чем краевые зоны — так при сварке происходит интенсивное смешение расплава в зоне стыка, что способствует чрезвычайной прочности сварного шва. Тепловое расширение расплава обеспечивает усилие сваривания, необходимое для соединения предварительно зафиксированных деталей.

Аппарат Intouch для сварки лазером и образцы продукции
Лазерная сварка — популярный метод герметичного крепления самых разных разъемов для электроники.
6. Метод клеевого соединения
Клеевое соединение — один из наиболее удобных методов сборки термопластичного изделия с аналогичными или различными материалами, включая металлы. Клей распределяет напряжение по всей площади склеиваемой поверхности и при необходимости может обеспечить герметичность.
Гибкие клеи позволяют некоторое движение между сопрягаемыми поверхностями и так могут компенсировать различия в коэффициентах линейного теплового расширения материалов. Также клеи относительно недороги и не требуют специализированного дорогого оборудования.

Автоматический дозатор клея с системой позиционирования
Преимущества склейки при производстве корпусов:
Незначительные затраты на оборудование. Простото применять с автоматическим оборудованием.
Можно соединять разнородные материалы.
Эластичность и герметичность.
Низкая стоимость и простота ремонта.
ВЫВОДЫ
Как вы уже знаете из первой части статьи про литье и уплотнители, на выбор идеального метода герметизации корпуса для конкретного устройства влияет сразу несколько факторов: требования к конструкции, возможности производства, размер партии, бюджет, условия эксплуатации и другие.
Вот сводная таблица с обзором всех технологий, которые мы разобрали в обеих частях:
Литье и уплотнители из части 1
Метод герметизации
Оборудование
Преимущества
Недостатки
ТПА с двумя узлами впрыска и дорогостоящая оснастка
Низкая стоимость при массовом производстве, нет доп. затрат на герметизацию
Неэффективно при малых сериях. Нужно дорогое оборудование, оснастка и персонал высокой квалификации
ТПА и несколько комплектов оснастки
Альтернатива многокомпонентному литью. За счет более простого оборудования технология доступней по цене на мелких партиях
Затраты на манипулятор или ручной труд
Низкая стоимость, не нужно оборудование
Дополнительная операция при сборке (установка уплотнений), нужен крепеж в зоне уплотнения
Методы герметизации
Сварка горячей плитой
Нагреваемая плита с тонким слоем Teflon, фиксаторы
Простота, прочное соединение почти для всех термопластов
Доп. обработка сварочных швов, длинный цикл, работает на плоской поверхности
Оборудование для индукционной сварки
Соединение разнородных материалов. Швы незаметны. Сварка по сложному профилю. Короткий цикл. Можно автоматизировать. Легко реализовать уплотнения высокого давления
Дорогое оборудование, нужна прототипная сварка. Не годится для сварки электрических устройств, заключенных в термопласты (обмоточные катушки, магниты, печатные плиты, датчики)
Установка для вибросварки
Плоская поверхность сварки. Риск повредить эл. компоненты при вибрации. Только для совместимых термопластов. Возможно смещение деталей
Машины для УЗ сварки, переносные установки и ручные пистолеты
Короткий цикл, энергоэффективность, высокая производительность. Работает в автоматическом сборочном цикле. Незаметный шов. Экологична. Соединение разнородных материалов
Не годится для соединения толстостенных деталей. Чувствительна к влажности
Короткий цикл, хороший внешний вид. Min температурные поводки. Экологична. Соединение разнородных материалов
Простота, низкая стоимость. Равномерное распределение напряжений: можно соединять разнородные материалы, даже те, которые разрушаются при сварке
Нужна подготовка поверхностей, длительное время отверждения. Токсичность. Низкая прочность по сравнению со сварными соединениями
Надеемся, наш опыт разработки и производства герметичных корпусов будет для вас полезен. Будем рады увидеть отклики в голосах за статью и комментариях — с вопросами и вашими личными историями из практики. Всегда рады пообщаться. Подписывайтесь, чтобы не пропустить наши новые инженерные истории.
Читайте также: