Сварка нержавейки с черным металлом полуавтоматом
Можно ли варить нержавейку полуавтоматом и что это такое?
Сварка нержавейки полуавтоматом представляет собой соединение заготовок между собой в среде защитного газа. Выделяют две технологии: MIG (сварка металла инертным газом) и MAG (сварка активным газом). Для проведения данного типа сварки необходимы защитный газ и сварочная проволока, которая автоматически непрерывно подается в зону сварки. Таким образом, присадочный материал плавится вместе со сталью заготовок, образуя сварной шов. Защитный газ, поступающий из баллона, нужен для того, чтобы кислород не смог проникнуть в зону сварки и окислить металл.
Достоинства и недостатки сварки полуавтоматом
Достоинства:
- высокая производительность без потери качества сварного шва;
- отсутствие сильной задымленности, что облегчает сварку в помещении;
- небольшое количество брызг металла (благодаря постепенной подаче сварочной проволоки);
- возможность сваривать тонкие и толстые заготовки;
- уменьшенное количество расхода сварочного материала.
Недостатки:
- необходимость использования газового баллона
В этом недостатке кроется сложность транспортировки баллона к месту сварки. Но если учесть все перечисленные достоинства, то на этот недостаток с легкостью можно закрыть глаза.
Видео о сварке нержавейки полуавтоматом
Особенности сварки нержавеющей стали полуавтоматом
Как и любой другой способ, сварка полуавтоматом имеет свои особенности. Рассмотрим самые важные из них:
- газовая смесь для сварки должна включать в себя 70% углекислого газа и 30% аргона
- угол сварки должен составлять от 5 до 10 градусов по отношению к детали для лучшего проплавления шва. Это особенно актуально для сваривания толстых деталей
- обратная полярность
- видимая длина присадочного материала должна составлять от 6 до 12 мм. При формировании шва расстояние от сопла до металла должно быть минимальным
Обычно выделяют 3 способа соединения заготовок методом сварки полуавтоматом:
1. Струйным переносом
Его используют при необходимости сварить толстостенные детали между собой. Для этого применяют порошковую проволоку и специальные головки.
2. Короткой дугой сваривают тонкую нержавейку для исключения прожига металла
3. В среде защитного газа
Наиболее традиционный метод сварки, где в качестве защитного газа используется аргон, углекислота или их смесь. Более подробно поговорим об этом ниже.
Использование газа в сварке нержавеющей стали
Когда мы используем полуавтомат для сварки нержавейки, возникает следующий вопрос: “Какой газ использовать?”
Существует 3 варианта газа, которые можно использовать:
Аргон
Сварка нержавейки полуавтоматом в среде аргона широко используется из-за эстетичности получаемых швов, но имеет недостатки в виде обилия брызг, нестабильности дуги и высокой стоимости.
Углекислый газ
Сварка полуавтоматом нержавейки в среде углекислого газа - самый дешевый вариант, но из-за ещё большего количества брызг, чем при аргоне, швы получаются очень грубыми.
Cмесь аргона и углекислого газа
В основном эти смеси содержат 98% аргона и 2% углекислого газа, либо 95% и 5% соответственно. Это самый оптимальный вариант, т.к. он объединяет в себе и доступную стоимость, и хорошее качество шва. При отсутствии высоких требований к виду шва процент углекислого газа возможно увеличить до 30.
Но всегда ли необходим защитный газ?
Ответ - нет. Защитную среду можно обеспечить и без использования газа. В этом случае применяют аналог сплошной проволоке - порошковую проволоку. Она представляет собой тонкостенную трубку, которая внутри заполняется флюсом и газом. Сверху покрывается металлическим защитным слоем, который при плавлении высвобождает флюс, который в свою очередь перекрывает доступ кислорода к месту сварки.
При этом порошковую проволоку применяют не так часто в силу неспособности обеспечить нужную защиту зоны сварки. Это в свою очередь занижает качество шва - он становится менее долговечным и прочным.
Как приварить нержавейку к чермету

Сварка нержавейки
Процесс сварки нержавейки с черным металлом вызывает затруднения даже у опытных мастеров. Это объясняется физическими и химическими свойствами материалов.

Для создания прочного сварного шва требуется правильный выбор параметров функционирования аппарата, марки электродов, присадочной проволоки.
Общие проблемы свариваемости нержавайки в домашних условиях
При сварке нержавеющих сталей могут возникать сложности:
- Низкая теплопроводность материала. По сравнению с черным металлом у нержавейки этот параметр в 2 раза меньше. При нагревании детали не отдают тепло в окружающую среду, а накапливают в себе. Резкое повышение температуры обрабатываемого участка способствует появлению сквозных дефектов. Снижение силы подаваемого тока решает эту проблему.
- Увеличенное линейное расширение. При остывании сварочного шва наблюдается усадка, способная разорвать соединение и привести к появлению трещин. Устранить этот недостаток помогает увеличение расстояния между заготовками.
- Электрическое сопротивление. Этот параметр у нержавеющей стали также высок. Сопротивление воздействует на электрод, способствуя его перегреву. Длину расходного материала уменьшают до 35 см.
- Изменение физических характеристик при высокотемпературном воздействии. При перегреве нержавейка утрачивает антикоррозионные свойства, превращаясь в простую сталь. Решить проблему можно разными способами, например, ведя сварочный процесс в газовой среде или охлаждая соединяемые элементы водой.
Особенности сварки разнородных сталей
Черный металл и нержавейка обладают разными химическими составами, физическими свойствами. Процесс сварки деталей из разнородных материалов сопряжен со следующими трудностями:
- Сварной шов является самым слабым местом металлоконструкции. Это объясняется разницей в коэффициентах линейного расширения. После затвердевания расплава сохраняется внутреннее напряжение, снижающее устойчивость соединения к нагрузкам.
- Стык проплавляется неравномерно, что связано с разницей в показателях теплопроводности. Это отрицательно отражается на прочности сварного шва.
- Атомы углерода мигрируют, ухудшая антикоррозионные свойства металла. Шов быстро покрывается ржавчиной и разрушается.

Технология и правила работы
Правильный выбор метода сварки черного металла с нержавейкой помогает получить прочное долговечное соединение.
Подходящие режимы
Для соединения деталей из разнородных материалов чаще всего применяют следующие технологии:
- электродуговую сварку с плавкими электродами;
- работу в аргоновой среде с неплавкими вольфрамовыми стержнями и присадочной проволокой или без таковой.
Для получения качественного шва электродуговым способом применяют электроды для сварки нержавейки.
Аргонодуговой метод подразумевает использование проволоки из стали с легирующими добавками: никелем, хромом, марганцем. Шовный материал должен содержать больше нержавейки, рекомендуемая концентрация этого металла – 40-60%.
Электроды для сварки нержавейки и их классификация
От правильности выбора стержней зависит стабильность сварочной дуги, качество получаемого шва. Для работы с черметом и нержавейкой применяют переходные электроды следующих марок:
- ОЗЛ-25Б, используемые для сварки деталей из жаропрочных сталей;
- НИАТ-5, применяемые для работы с аустенитными материалами;
- ЦТ-28, предназначенные для сварки содержащих никель сплавов;
- Э50Ф, применяемые для работы с термостойкими металлами.

При силе тока до 60 А используют стержни толщиной 2 мм. Если значение достигает 80 А, диаметр электрода должен составлять 3 мм.
Методы сварки чермета и нержавеющей стали
Для соединения деталей из разных металлов применяют ручные и полуавтоматические аппараты. Процесс ведется как с подачей защитного газа, так и без таковой.
Полуавтоматический автомат
При использовании такой технологии соединяемые элементы требуют подготовки. Перед сваркой выполняют следующие действия:
- примыкающие к будущему шву участки зачищают железной щеткой до металлического блеска;
- с кромок толстых заготовок снимают фаски;
- обезжиривают поверхности ацетоном, спиртом или бензином;
- просушивают кромки, прогревая их горелкой;
- для устранения внутреннего напряжения детали нагревают до 200 °С.
Для ведения сварки в домашних условиях достаточно полуавтоматического аппарата мощностью до 10 кВт. Такие приборы предназначены для соединения заготовок толщиной до 3 мм. При настройке агрегата выставляют напряжение в 19-25 В. Рекомендованная скорость подачи расходного материала – 300-400 м/ч. Силу тока подбирают в зависимости от толщины металла. Увеличением или уменьшением этого параметра регулируют степень провара, длину электрической дуги, форму шва.

При работе соблюдают следующие правила:
- Процесс ведут с током обратной полярности.
- Горелку устанавливают под наклоном, обеспечивающим нужную глубину проплавления и ширину сварочной ванны. Проволока должна выступать не более, чем на 12 мм.
- Расход газа должен составлять 6-12 м³/час. Для устранения лишней влаги вещество пропускают через осушитель.
- Электрод перед применением прокаливают при +200 °С.
- Для защиты прилегающих участков от брызг расплава их обрабатывают водным раствором мела.
- Сварку начинают, отступая 5 мм от кромок деталей. Это препятствует появлению холодных трещин.
- Электрод ведут вдоль соединения плавно. Совершение поперечных движений недопустимо. Расплав не должен покидать пределы защитной среды.
Как варить электродом
Для соединения заготовок из нержавеющей стали и черного металла в бытовых условиях используют инверторы. Аппараты питают от сети 220 В, компактные размеры позволяют легко перемещать их. Процесс сварки ведут так:
- Очищают обрабатываемые поверхности от ржавчины, жира, пыли. Зачищают металл до блеска.
- Кромки толстых заготовок разделывают болгаркой или напильником. Это обеспечивает высокую степень проплавления, заполнение сварочной ванны.
- Тонкостенные детали сопоставляют, приваривают их в нескольких местах. Изделия толщиной более 5 мм прогревают до 150 °С. В бытовых условиях для этого используют паяльную лампу.
- Возбуждают электрическую дугу. Для этого подводят электрод к поверхности, несколько раз касаются ее. Сварку ведут с короткой дугой.
- Завершают сварку, формируя замок, исключающий появление трещин и прожогов.
- Дожидаются естественного остывания шва. Принудительные методы применять нельзя.
- Очищают соединение от шлака, используя молоток. Полируют и шлифуют шов.

В газовой среде
Процесс ведется с использованием неплавких электродов из вольфрама. Из-за высокой стоимости работ метод редко применяется в домашних мастерских. Однако он помогает получить наиболее качественное, в сравнении с другими технологиями, сварное соединение. Аргонный метод применяют для устранения повреждений в газо- и водопроводах. Сварка черного металла с нержавейкой ведется с постоянным током.
Газ начинают подавать за 5-10 секунд до появления электрической дуги. Попадание воздуха в сварочную ванну приводит к окислению, ухудшению антикоррозионных свойств стали. При работе недопустимы зигзагообразные движения электрода. Они способны нарушать газовое пространство.
Для защиты изнаночной стороны шва используют поддув. После завершения сварки газ продолжают подавать в течение 15 секунд. Это повышает прочность шва.
Какую технологию сварки лучше выбрать
Решая, как приварить нержавейку к черному металлу в домашней мастерской, сварщики отдают предпочтение дешевым методам. Однако наиболее прочный шов получается при использовании дорогостоящей аргонодуговой технологии. Такое оборудование редко присутствует в домашней мастерской. Покупка аппарата нецелесообразна.
Инверторы отличаются более низкой стоимостью. Стабильность работы и высокая прочность образующегося шва делают это оборудование предпочтительным для домашнего мастера.
.jpg)
Ручная дуговая технология подходит только для формирования горизонтальных соединений. При высокотемпературном воздействии сталь плавится, сварочная ванна смещается.
Необходимые меры предосторожности
При выборе любой технологии сварки соблюдают следующие правила безопасности:
- Нельзя применять неисправные аппараты. Основные блоки оборудования проверяют перед началом работы. Провода не должны иметь повреждений. При необходимости кабели заменяют.
- Для работы подходят только новые электроды с неповрежденным покрытием. Использование треснутых стержней недопустимо.
- Рабочее место обустраивают заранее. Из зоны сварки убирают легковоспламеняющиеся жидкости и материалы, посторонние предметы, способные затруднять процесс.
- При работе применяют сварочную маску, специальный костюм, перчатки, кирзовые сапоги. Возле оборудования стелют диэлектрический коврик, исключающий вероятность поражения человека током.
- Помещение снабжают мощной вентиляционной системой.
- Работу ведут на специальном столе. Не рекомендуется держать детали на весу.
- При использовании инертного газа или кислорода на сварочном столе не должно быть следов масел.
Популярные производители электродов и выбор прочего оборудования
Многие компании предлагают сварщикам широкий ассортимент электродов, применяемых при сварке разнородных металлов. Ведущими производителями стержней считаются:
- ESAB;
- «Лосиноостровский завод электродов»;
- «Кировская электродная фабрика»;
- Quattro Elementi;
- «Спецэлектрод»;
- Lincoln Electric.
.jpg)
Особенности работы с тонкой нержавейкой
При сварке тонкостенных материалов требуется наличие соответствующих навыков. Рекомендуется выбирать один из 2 способов:
- Сварка со специальными электродами. Сила тока должна быть меньше, чем при работе с обычной сталью. Преимущество метода – отсутствие необходимости использования газовых баллонов, приобретения вспомогательных инструментов. Недостаток – низкое качество получаемого шва. . Метод считают более безопасным и эффективным. Газ защищает обрабатываемые участки от кислорода, что исключает образование сквозных дефектов, делает шов равномерным.
Сварка трубопровода
Для соединения труб из разных материалов используют электроды с рутиловым или основным покрытием. С плавким расходным материалом работу ведут с током обратной полярности. Сварка труб с постоянными параметрами имеет следующие преимущества:
- возможность применения при работе с тонкостенными трубами;
- высокое качество шва;
- простота в исполнении;
- минимальное количество образующихся в процессе работы брызг.

При использовании неплавких вольфрамовых электродов устанавливают прямую полярность. Такой способ сварки труб отличается следующими положительными характеристиками:
- надежной защитой сварочной ванны кислорода;
- стабильностью электрической дуги;
- коррозионной устойчивостью шва.
Контроль за сварными соединениями
Для оценки прочности соединения между железом и нержавеющей сталью применяют следующие способы:
- Обработка шва керосином. Если жидкость проступает с обратной стороны, соединение является некачественным.
- Использование ацетона. Его наносят также, как керосин. Появляющиеся на изнаночной стороне капли свидетельствуют о наличии сквозных дефектов.
- Гидравлический метод. Применяется в промышленных условиях. После подачи воды под давлением осматривают соединение.
- Ультразвуковые методы. Применяются при предъявлении высоких требований к качеству металлоконструкций.
Полезные рекомендации
Опытные сварщики дают начинающим мастерам следующие советы:
- При сварке разнородных металлов желательно применять расходники, содержащие никель. Перед началом работы стержни прокаливают в течение часа.
- Сварочный аппарат должен выдавать постоянный ток.
- Нельзя пропускать этап предварительной обработки деталей. При наличии грязи или ржавчины шов становится хрупким.
- При газовой сварке нельзя использовать принудительные методы охлаждения. Деталь должна остывать естественным путем.
- Нанесение флюса способствует повышению прочности соединения.
- Наконечники неплавких электродов нужно регулярно затачивать.
- При сварке стараются захватывать как можно больше черного металла. Это помогает установить прочную молекулярную связь.
- Электрод нужно вести медленно и аккуратно.
Соблюдение рекомендаций помогает быстро освоить методы сварки деталей из разнородных металлов.
Как варить нержавейку полуавтоматом

Сварку нержавейки полуавтоматом способны выполнить только опытные мастера. В этом случае нужно не только правильно подобрать расходные элементы, рабочий режим аппарата, но и учитывать характеристики самого материала. При этом качество соединения в первую очередь зависит от используемого оборудования.

Сложности сварки нержавеющей стали
Нержавеющая сталь отличается повышенной стойкостью к воздействию кислот, образованию коррозии благодаря наличию в ее сплаве легирующих компонентов. Но из-за этих добавок материал является плохо свариваемым. Его теплопроводность в 2 раза меньше чистого металла.
При сварке деталей отвод тепла от места соединения затрудняется, что способствует перегреванию поверхностей, выгоранию хрома, сквозному прожиганию материала. Чтобы этого не допускать, сварочные работы выполняются током с меньшим на 15-20% значением от стандартной сварки. При этом заготовки дополнительно охлаждают принудительным способом.
Коэффициент теплового расширения нержавеющего металла достаточно высокий. Это способствует растрескиванию сварного шва и рядом расположенной стали. Для предупреждения этого процесса между деталями делают большой зазор.
Электроды при сваривании нержавеющих конструкций перегреваются из-за сильного электрического сопротивления материала. Это негативно отражается на качестве работ. Опытные мастера обрезают электроды до минимально возможной длины, чтобы они не успевали раскаляться.
Особенности использования полуавтомата
Применение полуавтомата имеет свои особенности.
Существует 3 варианта выполнения сварочных работ таким агрегатом:
- по импульсной технологии;
- с применением короткой дуги;
- с выполнением струйного переноса.
При импульсной сварке создается защитная среда. Для этого применяют аргон, смешанный с углекислотой.
Технику короткой дуги используют для сваривания тонких листов стали. В этом случае риски прожигания материала минимальны.
Методика струнного переноса предназначена для сваривания толстых элементов конструкции. Она применяется на производстве. Для соединения заготовок используют специальные головки и порошковую проволоку.
Преимущества и недостатки
Спайка деталей полуавтоматом имеет множество преимуществ, например:
- Высокую производительность, при этом с формированием качественных швов.
- При выполнении сварки нет существенного задымления. Это позволяет работать в помещении.
Необходимость защитного газа в работе
Газ часто заменяют порошковой проволокой.
Она состоит из следующих компонентов:
- верхнего металлического слоя;
- сердцевины;
- флюса.
Флюс находится во внутренней сердцевине. Он высвобождается при плавлении верхнего стального слоя и обеспечивает зоне сварки защиту от окисления.
В применении этого элемента есть свои недостатки. Швы получаются не такими надежными, как при защите сварочной ванны газом.
Поэтому такая технология используется только для спайки заготовок на труднодоступных участках, куда нельзя доставить газовый баллон с самым минимальным объемом.
Во всех остальных ситуациях работы осуществляются только с применением газа и электрода.

Выбор материалов для сварки
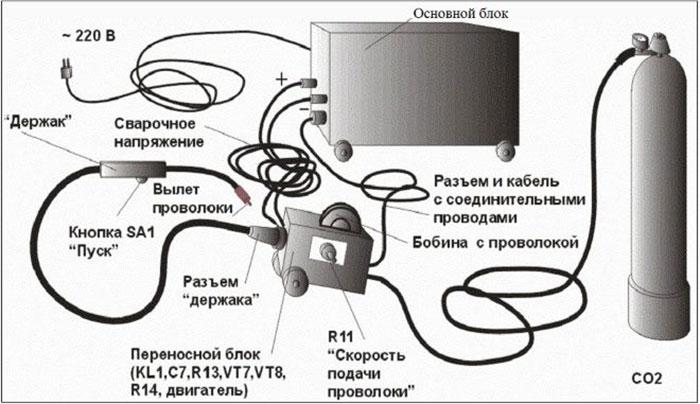
Для соединения элементов конструкций применяют следующее оборудование и расходные материалы:
- полуавтомат, являющийся источником электрического тока;
- газовый баллон;
- редуктор, предназначенный для регулировки давления защитного газа, подаваемого из баллона;
- электроды, изготовленные из того же материала, что и соединяемые детали.
Если сварочные работы осуществляются без газа, тогда используется только специальная порошковая проволока. При этом надо помнить, что качество сварного соединения будет хуже, чем при использовании газовой защиты.
Сварочная проволока
На российском рынке электроды предлагают отечественные и иностранные производители. Изделия делятся на 2 категории: сплошного сечения и порошковые.
Диаметр этого элемента варьируется в пределах 0,13-6 мм. Крупные производители применяют сварочную проволоку диаметром 1 мм и более, в бытовых условиях – 0,6-0,8 мм.
Расходный материал сплошного типа применяется для выполнения сварки нержавейки полуавтоматом в среде углекислого газа под флюсом. В этом случае попадание в зону соединения деталей воздуха исключается. Это способствует формированию качественных швов.
Порошковые расходники представляют собой металлическую тонкостенную трубку, заполненную газом и флюсом. Поэтому при их использовании газовый баллон не требуется.
Электроды для полуавтоматических сварочных агрегатов изготавливают 2 способами: холоднотянутым и с термообработкой. Она может быть светлой (ТС) и оксидированной (Т). Изделия производятся 2 классов точности: стандартной и повышенной (П). Второй вариант предназначен для повышения качества сварного шва.
.jpg)
Другие элементы
При работе со сварочным оборудованием операторы обязательно используют защитные средства: спецодежду, маски, краги.
Сварщики используют плотную одежду, способную перекрыть все тело, чтобы исключить попадание расплавленных брызг металла на открытые участки кожи.
Для защиты лица и глаз используются специальные маски. Бюджетный вариант отличается небольшой площадью покрытия лица. Более дорогие модели оснащены поднимающимися светофильтрами и полностью защищают голову, в т.ч. волосы и шею.
Для защиты рук используются специальные рукавицы – краги. Для их производства применяются брезент, спилка. Разные модели отличаются количеством отделений для пальцев.

Какая защита лучше
При выполнении полуавтоматической сварки можно использовать 3 варианта защиты: аргоновую среду, углекислый газ, состав аргона с углекислым газом.
Аргоновая среда
При использовании такой защиты сварочные швы получаются более эстетичными. Но в процессе работы наблюдается интенсивный вылет расплавленного металла, дуга нестабильная. При этом аргонодуговая сварка достаточно дорогая.
Углекислый газ
Это самый экономичный вариант сварки нержавеющего металла полуавтоматом. Но брызг еще больше, чем при аргоновой защите. Из-за этого получаются грубые швы.
Оптимальный вариант – смесь этих компонентов в пропорции 95%/5% или 98%/2%, соответственно аргона и углекислого газа. Это позволяет удешевить сварные работы без ухудшения качества соединения. А если ко шву не предъявляются высокие требования, можно увеличить процентное содержание углекислого газа до 30%.
Подготовка к сварочным работам
Перед началом сварки заготовки нужно подготовить:
- поверхности деталей возле стыков зачищают щеткой по металлу;
- при толщине соединяемых изделий больше 4 мм убирают фаски с кромок;
- после зачистки поверхности обезжиривают растворителем, ацетоном, спиртом;
- кромки заготовок прогревают до 100ºC горелкой, чтобы удалить влагу.
Также перед свариванием элементов конструкции следует прогревать их до 200ºC. Это поможет снять напряжение металла.

Настройка полуавтомата
Чтобы получить прочное соединение деталей, нужно правильно настроить режим работы сварочного оборудования.
При выборе параметров учитывают следующие сведения:
- толщину заготовок (чем толще изделие, тем выше выставляют значения сварочного напряжения, тока);
- метод соединения (вертикальное, стыковочное, угловое);
- сечение проволоки (выбор этого параметра зависит от установленных значений напряжения, тока);
- величину зазора между свариваемыми элементами конструкции.
Например, при плотном стыковом соединении заготовок толщиной 0,8 мм используют электроды 0,8 мм, напряжение – до 16 В, ток – 50-80 А.

Технология полуавтоматической сварки для нержавеющей стали
В бытовых условиях чаще всего приходится варить детали максимального диаметра 3 мм. Поэтому для выполнения сварных работ можно использовать оборудование с максимальной мощностью 10 кВт.
А для выполнения работ на агрегате выставляют следующие параметры:
- напряжение – 19-25 В;
- ток – 95-300 А;
- скорость подачи проволочного электрода – 290-490 м/ч.
Длина электрической дуги, глубина проплава и форма шва регулируются изменением токового значения. С увеличением тока уменьшается глубина проплава, а валик на стыке получается шире.
Перед выполнением сварочных работ в газовой среде осуществляются подготовительные мероприятия:
- рабочие поверхности соединяемых элементов металлической конструкции зачищаются болгаркой (используется специальный наждачный диск);
- при соединении заготовок толщиной больше 4 мм подготавливают канавки для направления расплавленной стали;
- соединяемые изделия стыкуют щипцами-зажимами между собой так, чтобы между ними оставался зазор не меньше 1,5 мм;
- на агрегате устанавливают нужные параметры для выполнения сварочных работ.
Варить нержавейку полуавтоматом надо под углом 20-60º от себя или к себе короткими прихватками, т.е. периодически нажимая и отпуская курок, постепенно заполняя расплавленным металлом нарезанные фаски. При этом между соплом и сварочной ванной нужно постоянно держать дистанцию от 10 до 20 мм.
При выполнении соединения внахлест фаски не нарезают, только тщательно зачищают рабочие поверхности. Изделия накладывают друг на друга, осуществляя их сваривание.
В процессе спайки элементов полуавтоматическим оборудованием в газовой среде рекомендуется периодически менять скорость подачи проволоки. Это поможет добиться более прочной стыковки заготовок. А перед началом каждого нового шва нужно откусывать плоскогубцами наплавление, образовавшееся на конце электрода.

Без защиты
Соединение деталей полуавтоматом выполняют и без использования защитной газовой среды с помощью порошковой проволоки. Ее специальное покрытие после расплавления формирует защитную оболочку.
Но готовые конструкции, соединенные таким способом, не отличаются высокой коррозионной стойкостью. В местах сварных швов может появляться ржавчина. Поэтому для получения шва, более устойчивого к коррозии, рекомендуется использовать дополнительные присадки с защитным газом.
Как варить с другими типами металлов
Современные технологии сварки предоставляют возможность сваривать нержавеющую сталь с другими материалами, например, с алюминием, низко- и высоколегированными металлическими сплавами.
Для сваривания с алюминиевыми заготовками используют импульсный режим аппарата, аргон и медные порошковые электроды. Такой способ позволяет улучшить качество спайки, повысить коррозионную стойкость готового шва.
Для соединения с медными элементами используют флюс, легкоплавкие припои.
При спайке с Ст40 используют проволоку 08Г2С. Она предотвращает разрыв сварных швов после охлаждения.

Финальная обработка
После сваривания металлических деталей на их поверхности могут образовываться дефекты в виде пузырьков. Это происходит в результате воздействия на металл высоких температур.
Избавиться от подобных деформаций можно легкими постукиваниями молотка по материалу через гладилку. Удары надо начинать наносить от края изделия, перемещая их постепенно к центру. Если процедура не помогла, тогда сталь предварительно разогревается, а простукивание повторяется.
Застывшие на поверхности конструкции брызги от сварки удаляют щеткой по металлу. Образовавшиеся на сварных соединениях окалины убирают с помощью специальных растворяющих составов. После зачистки швы обрабатывают антикоррозионными средствами, формирующими защитную хромовую пленку.
Рекомендации мастеров
Некоторые рекомендации специалистов по свариванию изделий из нержавеющей стали полуавтоматом:
- ток обратной полярности нужно использовать при сварных работах в газовой среде, прямой ток – при сварке под флюсом;
- чтобы не закрывать шов, горелку лучше перемещать слева направо, держать ее под углом от себя;
- оптимальная дистанция конца электрода от стыка – 5-15 мм;
- при соединении тонких деталей горелку надо наклонять вперед, чтобы уменьшить глубину проплава и риск прожигания материала;
- для увеличения глубины провара при соединении изделий большого сечения нужно держать электрод под углом 5-10º.
Несмотря на сложность сварки конструкций из нержавеющего металла, технологию способен изучить каждый желающий. Но одних теоретических знаний недостаточно. Рекомендуется перед соединением изделий потренироваться на ненужном материале, чтобы получить практический опыт.
МОЖНО ЛИ ПРИВАРИТЬ НЕРЖАВЕЙКУ К ЧЕРНОМУ МЕТАЛЛУ
В процессе обработки металлов и изготовления деталей из них, неизбежно присутствует ряд нюансов, которые следует учитывать. В противном случае существует значительный риск выбраковки изделий и появления множества технологических трудностей.
Можно ли приварить нержавейку к черному металлу и как приварить нержавейку к черному металлу - одни из наиболее часто возникающих вопросов, когда речь заходит о процессе обработки металлов. В нашей статье мы постараемся ответить на них.
СОДЕРЖАНИЕ СТАТЬИ
ВОЗМОЖНО ЛИ ВООБЩЕ ПРИВАРИТЬ НЕРЖАВЕЙКУ К ЧЕРНОМУ МЕТАЛЛУ
Рассматривая возможность сварки нержавеющей стали и черного металла, основная сложность возникает в том, что несмотря на то, что данные материалы принадлежат к сталям, они являются совершенно разнородными, а следовательно, они различаются из-за определенных технических свойств и характеристик. Однако, приварить нержавейку к черному металлу все же возможно, но надо учитывать множество нюансов, к примеру, корректный выбор электродов, силу тока, различные физические коэффициенты и т.д.
ЧТО ТАКОЕ НЕРЖАВЕЮЩАЯ СТАЛЬ
По своей сути, нержавейка является сталью, усовершенствованной путем добавления примесей, делающих образование коррозии невозможным. Перечень таких добавок достаточно широк: медь, никель, хром, марганец, титан, сера, молибден, кремний и некоторые другие. В связи с объединением, сталь значительно меняет свои изначальные свойства и внешний вид.
Преимущества нержавейки очевидны:
- Высокая прочность;
- Хорошая устойчивость к высоким температурам;
- Высокая устойчивость к коррозии и воздействиям окружающей среды;
- Эстетически привлекательный внешний вид.
ВИДЫ НЕРЖАВЕЙКИ

Аустенитные стали. Они содержат не менее 20% хрома и 4,5% никеля.

Дуплексные стали. В них содержание хрома достигает 25%, 1,5%никеля и незначительной примеси азота.

Ферритные стали. В их составе допускается до 29% хрома.

Мартенситные стали. В них содержание хрома незначительное, не более 13%, а никеля максимум 4%.

Многокомпонентные стали. Минимальное количество хрома и никеля и включают широкий спектр прочих примесей-усилителей.
В данном случае хром является усиливающим компонентом, благодаря которому в значительной степени возрастают: прочность, устойчивость к коррозии. Упрощается холодная деформация и улучшаются сварочные возможности, внешний вид и устойчивость к изнашиванию.
Маркировка нержавеющей стали:
- Число указывающее на процентное содержание углерода;
- Буквенные обозначения, дающие представление о том, какая именно примесь содержится в данном сплаве:Х-хром, Н-никель и т.д. После них идут цифровые обозначения процентного содержания примеси.
ЧТО СОБОЙ ПРЕДСТАВЛЯЮТ ЧЕРНЫЕ МЕТАЛЛЫ
По праву считаются самыми востребованными. На долю их приходится более 90% от всех металлов используемых в производстве. По сути это железо и его разнообразные сплавы, обогащенные углеродом. Именно от процентного содержания углерода, зависит конечный вариант приобретенных свойств: чугуна, или сталей. Чугун содержит 1,7% и более углерода, в сталях содержание углерода варьирует от 0,2 до 1,7 процента. Для качественного совершенствования, принято использовать легирующие(от латинского"связывать")добавки, которыми являются другие сплавы, металлы и химические элементы. Самыми распространенными легиратами являются:хром, кремний, медь и никель.

Соответственно названию, черные металлы имеют темно-серый, практически черный цвет. К основным свойствам относят: достаточно высокие температуры плавления, высокую прочность и твердость.
- Железные металлы: железо, кобальт, никель, марганец;
- Тугоплавкие металлы с температурным режимом плавления от 1539 градусов.
ОСНОВНЫЕ СВОЙСТВА ЧЕРНЫХ МЕТАЛЛОВ
- Прочность;
- Твердость (способность металла к сопротивлению в отношении более твердого внедряемого образца);
- Упругость (возможность обратного принятия изначального вида);
- Вязкость (поглощение ударного воздействия);
- Пластичность (способность видоизменяться, не разрушаясь).
Рассмотрев основные характеристики нержавеющей стали и черных металлов, можно перейти к рассмотрению вопроса: можно ли сварить нержавейку с черным металлом. Основная сложность кроется в чужеродности этих сталей. Для того, чтобы сварить нержавейку с черным металлом, потребуется тщательно подобранный режим сварки, хорошее техническое оснащение и профессионализм специалиста производящего процесс.
КАКИЕ ТРУДНОСТИ МОГУТ ВОЗНИКНУТЬ В СВАРКЕ НЕРЖАВЕЙКИ С ЧЕРНЫМ МЕТАЛЛОМ
В процессе сварки черного металла с нержавеющей сталью могут возникнуть некоторые проблемы из-за разницы в технических свойствах и химическом составе свариваемых материалов. Перечислим данные проблемы:
- После сварки могут остаться некоторые внутренние напряжения в местах стыков, связанные с тем, что у нержавейки и черного металла разные коэффициенты линейного расширения.
- Разница в проплавке получается в результате различия в показателях теплопроводности, что ухудшает прочность швов.
- Сварные швы могут быстро покрыться ржавчиной из-за "перемещения" углерода возможно снижение антикоррозийных свойств итоговой продукции.
ОБОРУДОВАНИЕ И ИНСТРУМЕНТЫ ДЛЯ СВАРКИ НЕРЖАВЕЙКИ С ЧЕРНЫМ МЕТАЛЛОМ
Как сварить нержавейку с черным металлом? Прежде всего для этого необходим комплект оборудования:

Сварочный инверторный аппарат
Конечно же, для сварки нержавейки и черного металла необходим сварочный инверторный аппарат, работающий от постоянного тока. Режимы сварки выбираются в зависимости от толщины детали. ПРИ СВАРКЕ НЕРЖАВЕЙКИ С ЧЕРНЫМ МЕТАЛЛОМ
- Большой коэффициент расширения нержавеющей стали. В связи с этим, важным моментом будет расчет размера зазоров, который должен быть достаточным для качественного шва без нахлестов;
- Необходимость охлаждения. Соблюдение этого режима позволит не утратить антикоррозийных и прочностных свойств изделия;
- Оптимальная длина электродов. Лучше выбирать электроды не превышающие 35 сантиметров. Это позволит создать наиболее подходящий температурный режим;
- Понижение тока. Понижение рабочих токов происходит с учетом низкой теплопроводимости нержавейки. В связи с этим понижение не должно превышать 20%.
Для того, чтобы получить максимально качественное соединение, необходимо знать, как сварить нержавейку с черным металлом инвертором. Основным критерием выбора будет являться толщина заготовки.
КРИТЕРИИ ВЫБОРА ИНВЕНТОРА
- При работе с изделиями толщиной менее 1 мм, оптимальным выбором станут электроды с диаметром не более 2 мм. При силе тока не более 60 ампер.
- Заготовки от 2 до 3 миллиметров, подвергают свариванию электродами на 3 мм., при силе тока равной пределам 80 ампер.
- Металлы толщиной свыше 4 мм, сваривают электродами 4 мм., и силе тока выставляется от 100 до 130 ампер.
Перед началом работ электроды рекомендовано подвергать прокаливанию в жаровых шкафах при температурном режиме не менее 200 градусов и с временем выдерживания экспозиции не менее 1 часа. Все работы проводятся при использовании постоянного тока и при помощи электродов с никелевым покрытием. Основной стержень изготавливается из высоколегированной стали. Сваривание проводится по методу наплавления кромок, причем захват идет именно с большим запасом черного металла. Перед началом обработки, все поверхности тщательно обрабатываются от ржавчины и загряезнений. Качество соединения улучшается при помощи использования флюса в зоне рабочей поверхности.
КАК ПРИВАРИТЬ НЕРЖАВЕЙКУ К ЧЕРНОМУ МЕТАЛЛУ: СПОСОБЫ И ПОРЯДОК ДЕЙСТВИЙ
Существуют три способа, чем приварить нержавейку к черному металлу:
- Единичными электродами с никелевым покрытием в системе мма.
- Электродами из вольфрама. В этом случае необходима регулярная подточка наконечника стержня.
- В аргоновой среде, где газ выполняет защитную функцию. Применение газа делает соединение более надежным, помогает избежать окисления, и, как следствие, хрупкости шва. Однако данный метод подразумевает использование специализированного сварочного аппарата, способного выполнять операции в подобном режиме.
Вне зависимости от типа проводящихся сварочных работ для получения наилучшего результата стержень располагается строго перпендикулярно относительно поверхности и все движения производятся максимально плавно.
Перед сваркой нержавейки с черным металлом необходимо сделать следующее:
- Приготовить расходные материалы, произведенные на основе из никеля;
- Электроды должны быть прокалены. Самая подходящая температура должна быть в диапазоне от 200 до 205 градусов в течение 60 минут;
- Постоянный ток должен быть подключен;
- Поверхность нержавеющей стали и черного металла должна быть очищена от пыли, пятен, грязи, ржавчины.
РЕКОМЕНДАЦИИ ПО СВАРКЕ
- В случае использования газового типа сварки запрещено быстро охлаждать свежие сварочные швы. Необходимо, чтобы изделие остыло без внешнего вмешательства.
- Если применяется стержни из вольфрама, обязательно надо помнить о правильной заточке наконечников.
- В процессе сварки не стоит спешить: двигаться нужно плавно и неспеша во избежание брака.
- При сваривании нержавейки и черного металла лучше больше захватить черного металла, так как это создаст очень хорошие плотные швы.
- Для повышения качества сварочных швов зачастую используют сварочный флюс, который помогает обезопасить процесс сварки и сделать его удобнее.
ПРОВЕРКА КАЧЕСТВА СВАРКИ
Имеется несколько способов, как проверить качество швов в процессе сварки нержавейки и черного металла:
- Первый вариант - плотность образовавшегося шва проверяют при помощи керосина. Его протекание с обратной стороны говорит об образовавшихся зазорах и, соответственно, не качественности сварки;
- Второй способ - использование ацетона. Процесс аналогичен: сварной шов покрывается ацетоном. ОЕсли он вышел с обратной стороны - это знак о наличии отверстий или трещин.
- Последний вариант - гидравлический. После него деталь необходимо осмотреть.
РЕКОМЕНДУЕМЫЕ МЕРЫ БЕЗОПАСНОСТИ
Сварка - достаточно опасный процесс, поэтому необходимо придерживаться определенных мер безопасности:
- Исправность сварочного оборудования необходимо всегда проверять до начала выполнения работ.
- Старые электроды с поврежденными стержнями ни в коем случае нельзя применять.
- Необходима правильная подготовка рабочего места для сварочных работ, а именно: очистка стола от всех ненужных вещей, и, конечно, пожарная безопасность - огнеопасные жидкости и смеси необходимо убрать в безопасное место.
- Обеспечение защиты сварщика: специальная маска, перчатки, спец. комбинезон и устойчивая, плотная хорошая обувь.
- Система вентиляции в рабочем помещении должна соответствовать всем необходимым нормам.
- Для исключения возможности удара током сварщик должен стоять на коврике из резины.
ВИДЕО: КАК ПРИВАРИТЬ НЕРЖАВЕЙКУ К ЧЕРНОМУ МЕТАЛЛУ
ИТОГ: ЧТО НУЖНО УЧИТЫВАТЬ ПРИ СВАРКЕ НЕРЖАВЕЙКИ И ЧЕРНОГО МЕТАЛЛА
Таким образом, отвечая на вопрос: можно ли приварить нержавейку к черному металлу, стоит отметить, что несмотря на сложность процесса, он вполне осуществим. Но требуется неукоснительно придерживаться основных правил:
- Верное определение всех примесей и типа металла;
- Грамотный подбор электродов;
- Выбор оптимального необходимого режима сварки, в зависимости от толщины заготовки и типа стали.
- Все сварочные работы проводятся только при подаче постоянного тока;
- Для получения качественного соединения, поверхности принято закреплять горизонтально;
- Необходимо учитывать разницу в температурах плавления и текучести металлов. Так, нержавейка обладает более скоростной плавкостью, нежели черные металлы;
- Разные показатели линейного расширения, меняющиеся в процессе остывания требуют пристального внимания. В противном случае изменившийся после охлаждения размер двух соединяемых частей, способен привести к порче соединения;
- Не допускать перегрева электрода.
Учитывая все перечисленные нюансы и подробно изучив свойства и состав обрабатываемых поверхностей, можно добиться надежного, высококачественного соединения, сохраняющего все основные положительные свойства сталей.

Основой работы в случае сваривания разнородных металлов, является установление четкой границы допустимости и оптимизации. Единственным, что можно добавить ко всему перечисленному выше - необходимость соблюдения мер безопасности и всех технологических критериев.
Сварка нержавейки с черным металлом
Электродуговая сварка является, пожалуй, одним из самых распространённых методов соединения металлических деталей. Технологически процесс сваривания металла выглядит таким образом: под действием электрической дуги, металл в зоне варки плавится и, смешиваясь, соединяет детали. Фактически получается одна целая деталь, поэтому сварочное соединение по характеристикам равно цельнометаллической детали.

Сварка нержавейки с черным металлом
Разные сплавы имеют разную температуру плавления и текучесть, поэтому иногда появляются сложности, когда требуется сварить два разных вида металла. Например, нержавейку и чёрный металл.
Можно ли сварить чёрный металл с нержавейкой
Ещё на заре зарождения электродуговой сварки, изобретатель Николай Гаврилович Славянов представил публике небезызвестный «Стакан Славянова». Этот стакан примечателен тем, что он состоит из семи металлов, которые нельзя сплавить естественными методами. Несмотря на различные характеристики чёрного металла и нержавейки, сварить их, тем не менее можно. О том, как происходит сварка нержавейки с простым чёрным металлом, основных трудностях процесса и способах их решения будет рассказано ниже.

Схема сварки нержавейки с черным металлом
Трудности в сварке разнородных сталей
Как говорилось выше, при варке сплавов разных сортов, а также во время сваривания сталей разных марок, могут возникнуть некоторые сложности. Основные трудности, которые могут возникнуть:
- Разная теплопроводность. Может служить причиной прожога деталей во время сварочного процесса. Чем хуже металл отводит тепло от сварочной ванны, тем выше её температура. Уменьшение сварочного тока снижает температуру, но может привести к непровару в соединении.
- Разное линейное расширение. При нагреве все тела увеличиваются в размерах, при остывании, соответственно принимают прежние размеры. Таким образом, изменение размера в процессе остывания могут послужить причиной разрыва сварочного шва или образованием в нём трещин.
- Разница в электрическом сопротивлении. Влияет на перегрев электрода во время сварочного процесса. Это также сказывается на прочности шва.

Разнородные слои при сварке
Перегрев некоторых видов металлов ведёт к печальным последствиям. Нержавейка, например, при температуре свыше 500 градусов теряет свои свойства. То есть из нержавейки она превращается в обычный чёрный металл. Сварка приводит к перегреву стали в месте шва, поэтому на месте сварочного шва часто выступает ржавчина. Несмотря на кажущиеся трудности, сварка нержавейки и чёрного металла возможна при соблюдении ряда определённых правил.
Технологии сварки нержавейки и чёрного металла
Перед тем как ответить на вопрос «как сварить нержавейку с обычным чёрным металлом», следует рассмотреть существующие способы получения сварного соединения. Наиболее распространены следующие способы:
- MMA. Ручная электродуговая сварка при помощи электрода в специальной обмазке.
- MIG. Полуавтоматическая сварка в среде защитного газа с применением специальной проволоки.
- TIG. Сварка в среде инертного газа неплавящимся вольфрамовым электродом.

Практически все виды металлов, в том числе и нержавейку с чёрным можно сваривать электродом, однако, потребуется подобрать электрод, обладающий определёнными характеристиками. В принципе, при этом получается неплохое соединение, однако, в промышленных условиях сварка разнородных сталей нержавеющей обычной производится в среде защитного газа. Это обусловлено тем, что сварной шов, при контакте с воздухом, насыщается азотом и становится довольно хрупким. Что является недопустимым при создании ответственных или несущих конструкций, поэтому, например, способы сварки швеллеров между собой предусматривают исключение попадания воздуха к остывающему сварному шву. При сварке большинства изделий, изготовленных из нержавейки, в качестве защитного газа используется аргон. Он обладает большой инертностью и не вступает в реакцию с расплавленным металлом в зоне шва. Также аргон имеет молекулярную массу выше, чем у воздуха, поэтому полностью вытесняет его из зоны сварки.

Технология сварки нержавейки с черным металлом
В процессе сваривания, плавится больше нержавеющая сталь, а чёрный только-только становится вязким. Для равномерного распределения расплавленного металла и получения прочного и красивого шва, свариваемые детали необходимо расположить строго горизонтально. В принципе, этого требуют все методы сварки нержавейки.
Дополнительно стоит упомянуть, что во время процесса сваривания, электрод должен находиться строго перпендикулярно свариваемой поверхности.
Сварку всегда ведут только при постоянном токе, переменка при варке нержавейки и чёрной стали – недопустима. Всё это позволит достичь высокого качества и прочности сварных швов. Помимо техники, немаловажным фактором, играющим большую роль в получении прочного шва, является правильный выбор присадочной проволоки или электрода.
Применяемые электроды
Разобравшись с технологией сварки, можно переходить к вопросу какими электродами и присадочной проволокой следует воспользоваться для сварки чёрного металла и нержавейки. Проволока, применяемая в процессе сваривания двух различных сталей должна содержать не менее 30% основного материала. Степень его легирования должна быть такой же или выше, как у свариваемых металлов. В случае с нержавейкой и чёрным – основным материалом является нержавеющая сталь (как имеющая наиболее высокую степень легирования). Остальную долю в присадочном материале занимает никель и марганец.

Электроды для сварки
В принципе, хорошее сварное соединение для не сильно ответственных конструкций, можно получить и без применения специальных расходных материалов. Чаще всего применяются для соединения нержавеющей и обычной стали нержавеющий электрод или нержавеющая присадочная проволока. Такие электроды содержат повышенное количество легирующих компонентов, позволяющих компенсировать их выгорание в процессе нагрева.
Если необходимо сварить какую-либо ответственную конструкцию, следует обратить внимание на специальные переходные электроды для варки разнородных или трудно свариваемых сталей. При их использовании наплавляется специальный промежуточный (или буферный) слой, который и позволяет соединить детали. Наиболее часто используются электроды ОЗЛ-312 (в случае, когда химический состав сталей вообще неизвестен) и НИИ-48Г.
Как проконтролировать качество соединения
Проверку полученного шва проводят после полного его остывания. В первую очередь производят визуальный осмотр поверхности на наличие трещин или прожига деталей. Если требуется герметичность соединения, то проверку продолжают с применением керосина или аммиака. С помощью керосина проверяются микротрещины, которые могли возникнуть в процессе сваривания. Для этого с одной стороны проверяемого шва наносят меловой раствор, а с другой стороны — керосин, подкрашенный красителем. Если меловой раствор изменил цвет – герметичность шва отсутствует. В том месте, где произошло окрашивание и отсутствует герметичность. Эффект окрашивания основан на капиллярном проникновении керосина по микротрещинам. Именно керосин также выбран неслучайно, эта жидкость имеет очень большую текучесть. Проверка аммиаком не отличается от проверки с помощью керосина, только в этом случае меловой раствор заменяют специальными индикаторами, меняющими цвет.

Качество соединения шва
Ответственные замкнутые конструкции можно также проверить и на герметичность, и на прочность одновременно. Для этого используется искусственно создаваемое гидравлическое давление.
Важно помнить, что если есть подозрение в заведомо слабом сварном шве, то применять этот способ категорически запрещено.
Проверка качества шва позволит быть уверенным, что удалось качественно сварить детали.
Правила безопасности
При проведении любых сварочных работ всегда необходимо соблюдать правила техники безопасности. Особенно это касается процесса сваривания нержавейки и чёрной стали.

Нержавейка очень текуча в расплавленном состоянии и может сильно разбрызгиваться, поэтому всегда необходимо надевать защитный костюм сварщика и рукавицы.
Читайте также: