Сварка не прилипает к металлу
Добрый день. Приобрёл сварочный инвертор, пробую варить. Столкнулся с такой проблемой. Например, сварил два куска железного профиля толщиной 2мм. При любом усилии сварка разлетается и всё отваливается. Стал изучать. Сварил и прошёлся по месту сварки молотком. Вся сварка отлетела, вместо расплавленного металла там. какая-то чёрная окалина и расплавленный металл свариваемых деталей.
Можно предположить, что на инверторе выставлен повышенный ток и металл усиленно испаряется в месте сварки. Но я выставил такой ток, чтобы электрод не лип, то есть минимально возможный для сварки. Регулировка тока не принесла результата, всё равно сварка трескается по шву, сам шов представляет собой не металл, а хрупкий шлак.
Инвертор варит постоянкой, электроды пробовал 3 мм и 2мм, последними варит особенно плохо, сплошной шлак. Металл в месте сварки пробовал зачищать металлической щёткой и напильником, ничего не изменилось
Прошу подсказать, какая может быть ошибка.
Ошибка так начинать. Начинать нужно с того что бы сесть на хвост сварщику, брать маску и смотреть как он работает, а еще лучше поискать курсы. Если очень хочется самому, то начинайте со сварки двух листов толщиной не менее 5 мм, их сложно прожечь и проще потом понять где металл, а где шлак.
Типичная ошибка новичка, конец электрода далеко от детали, в итоге дуга горит, но до детали долетает только шлак.
Варить то научат? Сейчас не Союз. Даже мастера, который согласится чему-то учить за подмастерье найти трудно.
midav написал :
а, конец электрода далеко от детали
+++++++++++++++++++++++++++++++++++++++++++++++++++++++++++
Угол электрода и поверхности, не более 40-45град..А, вообще, дай град 25 наклона, и прижми к поверхности..Тащи на себя медленно( чтобы "валик" шва выходил за границы диам. электрода)
sergius1 написал :
Приобрёл сварочный инвертор, пробую варить
Можно и самому научиться . На сайте есть целый раздел посвещеный сварке. С хорошими видеоматериалами и разъяснениями. Смотрите, читайте, пробуйте и всё получиться!Главное понять как это происходит.
Посмотрите вот здесь
sergius1 написал :
Например, сварил два куска железного профиля толщиной 2мм.
Вопрос: Вы знаете марку стали, к-рую пытались сварить? Напр., сталь 65Г (и ей подобные) практически сварке не поддаются. И совет: берите друга/приятеля/знакомого, к-рый УМЕЕТ варить, ведите его к "объекту" и он практически все Вам покажет. Асом Вы не станете, но первые навыки освоите.
sergius1 , варить нижние швы под силу каждому! это не так сложно освоить. главное понять, как правильно двигать электродом, и соблюдать необходимое расстояние до деталей, чтобы дуга не вытягивалась и не гасла. признак более-менее качественного шва - гладкий равномерный валик шлака.
вместо сваривания двух деталей можно пробовать просто класть шов на ровном месте.
sergius1 написал :
Можно предположить, что на инверторе выставлен повышенный ток и металл усиленно испаряется в месте сварки.
Наоборот, ток маловат, поэтому электрод горит, а свариваемый металл остается твердым и капли от электрода не смешиваются с ним.
Я учился варить сам, без учителя. Это возможно, хотя и долго. Для электрода 3 мм АНО-21 и свариваемой толщине металла 2-3 мм ставьте ток около 70 ампер. Зависимость тут такая - меньше ток - непровар, т.е. отскакивает; больше ток - начинает сильно разбрызгивать металл и прожоги появляются. Вот между ними и оптимальный ток.
И еще - крутые мастера могут варить горячий прокат просто сразу. Пока Вы не научились держать ванночку расплава - не поленитесь перед сваркой зачистить болгаркой свариваемое место до чистого металла. Это поможет. Потом, когда придет навык этого можно будет не делать.
Удачи и настойчивости!
sergius1 написал :
Например, сварил два куска железного профиля толщиной 2мм. При любом усилии сварка разлетается и всё отваливается.
Сначала научитесь варить несложные листовые, уголковые детали толщиной 3-5мм.
Проф. трубы толщиной менее 2мм - сложно сварить качественно даже опытному саврщику, точнее он не возьмется это делать инвертором.
Получится либо прожиг, либо какешки, а не сварка.
P.S. попрообуйте варить точками-прихватками. Ставите ток побольше - потом делаете касание электродом, ловите дугу и не дожидаясь прожога отскакиваете и так много раз.
Потом зачистите, может быть и будет держать, но внешний вид - конечно огого
Samar написал :
P.S. попрообуйте варить точками-прихватками. Ставите ток побольше - потом делаете касание электродом, ловите дугу и не дожидаясь прожога отскакиваете и так много раз.
как-то при мне такой способ сварки один хороший сварщик назвал "дрочкой". имхо, не стоит привыкать варить неправильно. лучше взять детальку потолще
Главное тут понять принцип.Горизонтальный шов лучше варить круговыми движениями электрода,вертикаль,снизу вверх,маятниковыми движениями.Пока не набита рука обязательно отрывать электрод.А вообще целиком согласен с советом выше:начинать надо с надевания второй маски и смотреть,как зто делается.
taels , для начала надо нижний шов освоить. горизонтальные, вертикальные и самые сложные потолочные - можно про них даже не заикаться пока что
Думаю надо просто осознать то-что делаешь. и зачем. Правильно говорят и советуют-легче научица на толстом металле..для начала просто вести шов и постараца понять и увидеть сварочную ванну и где шлак,а где расплавленный металл. А может и теорию нада чуть почитать,которая доступным языком изложена. и видео очень полезно посмотреть. тут кстати есть в оглавлении тема по сварочному видео. В общем-дерзайте. и удачиЧё если непонячтно -то на форуме могут объяснить и подсказать. так шты.
andrewkhv ,это конечно.А для автора темы ссылочка
Для начинающих самое то.
Может быть это одна из причин.Я никогда не варил постоянкой на инвертере-только переменкой,например АНО-21.
taels Ну если варили..тада вам как говорица и флаг в руки. Принципы почти одни..Ньюансы разные. Попрактикуетесь и всё будет нормуль..
ribakow.fthj написал :
Ну если варили..тада вам как говорица и флаг в руки
Извините,не очень понял. Что значит попрактикуетесь?Постоянкой на инверторе варить не собираюсь.
taels написал :
Постоянкой на инверторе варить не собираюсь.
ribakow.fthj Уже писал выше-АНО 21
теперь я вас непойму.
я тоже иногда АНО21 пользую. и на постоянке..
sergius1 написал :
Прошу подсказать, какая может быть ошибка.
Привет Всем!С Праздником Благовещения!А металл случайно не высокоуглеродистая сталь и не пружинная, проверить надо, на наждаке на искру.
lipilo написал :
А металл случайно не высокоуглеродистая сталь и не пружинная
Да скорее всего в электродах дело.Обычный профиль,двадцатка. Да ещё держак с массой можно при подключении перепутать.Но это после усиленного причащения
Попробуйте детали слегка наклонить от себя чтобы шлак стекал,и не попадал в сварочную ванну.(её там ещё разглядеть надо умудриться у рутиловых электродов)
taels написал :
Постоянкой на инверторе варить не собираюсь.ribakow.fthj написал :
А чем же?taels написал :
Уже писал выше-АНО 21ribakow.fthj написал :
теперь я вас непойму.
Andrei ,а что конкретно не понятно?АНО 21 предназначены для электродуговой сварки при переменном или постоянном токе.Проще говоря-это универсальные электроды,подходящие и для стационарных сварочных аппаратов,и для сварочных аппаратов инверторного типа.А вот,например,УОНИ подходят только для сварки постоянным током и на инверторах совершенно не пригодны.Если вы когда-нибудь занимались сваркой,то должны понимать о чём речь.
taels написал :
А вот,например,УОНИ подходят только для сварки постоянным током и на инверторах совершенно не пригодны
Странно. Тут многие их очень хвалят. на инвертере ведь тоже плюс и минус.
taels написал :
Andrei ,а что конкретно не понятно?АНО 21 предназначены для электродуговой сварки при переменном или постоянном токе.Проще говоря-это универсальные электроды,подходящие и для стационарных сварочных аппаратов,и для сварочных аппаратов инверторного типа.А вот,например,УОНИ подходят только для сварки постоянным током и на инверторах совершенно не пригодны.Если вы когда-нибудь занимались сваркой,то должны понимать о чём речь.
а можно поинтересоваться если инвертор постоянного тока то уони как? я ими много варил труб и мет.конструкций и для меня единственный минус это то что сушить их надо а оцеривают и плохо начинают зажигаться
sergius1 , я тоже добавлю от себя. Вы должны понять, что должен плавиться не только электрод, но и основной (свариваемый металл). Если поверхность металла детали не прогреется до состояния плавления, то налепленный сверху металл электрода с нею не стечется. Так что Ваша главная задача - добиться сплавления.
Сытый конному не пеший!
ribakow.fthj написал :
Тут многие их очень хвалят
Шов ими я на инвертере сделаю,и он будет нормальный с виду,а нормального провара всё равно не получится.
taels написал :
А вот,например,УОНИ подходят только для сварки постоянным током и на инверторах совершенно не пригодны.
Вам для инфы - инверторные сварочники, за исключением весьма дорогих, дают на выходе только постоянный ток и, если аппарат не совсем "галимый", то нормально им работать электродами УОНИ, электродами для нержавейки и прочими электродами для постоянного тока
taels написал :
Шов ими я на инвертере сделаю,и он будет нормальный с виду,а нормального провара всё равно не получится.
Так это же не инверторник виноват, а сварщик, не умеющий варить электродами с кальциевым покрытием, то есть неквалифифированный сварщик
7351 написал :
Так это же не инверторник виноват, а сварщик, не умеющий варить электродами с кальциевым покрытием, то есть неквалифифированный сварщик
Сварочный инвертор - это устройство, в котором питающее напряжение сначала выпрямляется, потом преобразуется в высокочастотное (до 200 kHz) переменное напряжение, которое подается на понижающий трансформатор и далее на выпрямитель. Благодаря высокой частоте переменного тока уменьшаются индуктивные потери при понижении напряжения, что повышает КПД устройства, но главное - становится возможным использовать трансформаторы существенно меньших габаритов и массы. Управление преобразованием тока обычно осуществляется сложным микропроцессорным устройством, в котором заложены подпрограммы контроля параметров сварочного тока, температурный контроль и обратная связь со сварочной дугой. На выходе мы получаем стабильный сварочный ток, не зависящий от скачков входного напряжения, с идеальными для сварки вольт-амперными характеристиками, которые можно регулировать в соответствии с выбранным видом сварки.
Высокая частота переменного тока по вашему является постоянным током?Да и сварщик я никудышный
taels написал :
Высокая частота переменного тока по вашему является постоянным током?
Это не по моему - это импульсы тока одной полярности - то есть постоянный ток.
Когда к сварочному трансформатору подключают выпрямитель, то тоже на выходе получают импульсы тока одной полярности, но с несравнимо меньшей частотой, чем в инверторнике
Ток от трансформаторного выпрямителя Вы как называете?
7351 написал :
Это не по моему - это импульсы тока одной полярности - то есть постоянный ток.
Инве́ртор — устройство для преобразования постоянного в переменный ток[1] с изменением величины частоты и/или напряжения. Обычно представляет собой генератор периодического напряжения, по форме приближённого к синусоиде, или дискретного сигнала.
Почитайте Википедию.Только без обид,истина рождается в споре
Вопрос (без обид ) у Вас "инвертор" или "инверторный источник сварочного тока"?
А по простому - дочитайте до конца об устройстве инверторного сварочника и узнаете, что на выходе стоит выпрямитель, а потом и нам расскажете
Это только у нас тут так заведено с самова начала. -что инверторы-постоянка с + и с -
7351 написал :
А по простому - дочитайте до конца об устройстве инверторного сварочника и узнаете, что на выходе стоит выпрямитель, а потом и нам расскажете
Ладно,это всё лирика.Вы сами варили когда-нибудь?И если да,то какой у вас стаж?Мне просто интересно понять практик вы или теоретик?
taels написал :
Мне просто интересно понять практик вы или теоретик?
А сверху с селёдочкой и зелёным лучком-вообще красота.Сорри за офтоп.
Посмотрите на ТИГ аппараты AC\DC. чем варют чернушку ,а чем люминий.
Если так интересно - откройте новую тему на форуме, типа, "сварка - теория или практика?" - там и поговорим
Заодно спросите у "чистых" практиков кем они называют отвечающего вопросом на вопрос?
7351 написал :
Когда к сварочному трансформатору подключают выпрямитель, то тоже на выходе получают импульсы тока одной полярности, но с несравнимо меньшей частотой, чем в инверторнике
Если под словом "выпрямитель" Вы имеете в виду диодный мост , то никаких импульсов там и в помине нет , за исключением "шумов" диодов с частотой 50 гц , которые сглаживают конденсатором 0,1 мкф . Если посте трансформатора установить в цепь один диод , в любом положении , то на выходе получим половину переменного напряжения - диод срезает один полупериод и на выходе будет ПУЛЬСИРУЮЩИЙ постоянный ток
vagin написал :
Если посте трансформатора установить в цепь один диод , в любом положении , то на выходе получим половину переменного напряжения - диод срезает один полупериод и на выходе будет ПУЛЬСИРУЮЩИЙ постоянный ток
Если дома простейшая "цешка" и диод есть, то измерьте напряжение до диода и после - вы удивитесь
ribakow.fthj написал :
Посмотрите на ТИГ аппараты AC\DC. чем варют чернушку ,а чем люминий..
Спасибо за совет,но у нас на заводе это всё есть.Работаю а одном смешном НИИ,мужики варят,правда сам не пробовал,врать не буду.
7351 написал :
Если дома простейшая "цешка" и диод есть, то измерьте напряжение до диода и после - вы удивитесь
У меня дома 5 цешек , не считая цифровика и осцилографа . Цешка , это инерционный механический прибор , стрелка которого не может дёргаться с частотой 25 Гц . Это наподобие , как ваш глаз так же не видит мерцание лампы накаливания и экрана телевизора 50 Гц . А Вы померяйте осцилографом и поймёте про что я говорю , хотя к сварочнику это отношение и не имеет .
taels написал :
Высокая частота переменного тока по вашему является постоянным током?Да и сварщик я никудышный
наверно поэтому на клеммах многих иверторов +- нарисовано?
taels написал :
Инве́ртор — устройство для преобразования постоянного в переменный ток[1] с изменением величины частоты и/или напряжения. Обычно представляет собой генератор периодического напряжения, по форме приближённого к синусоиде, или дискретного сигнала.
Почитайте Википедию.Только без обид,истина рождается в споре
читать надо, но не все подряд. ваша копипаста - про инвертор как составную часть комповых ИБП при питании нагрузки от батареи, и как просто элемент конструкции тех же сварочников. надеюсь, понятно, что к инверторным сварочным аппаратам или инверторным кондиционерам как устройствам в целом это не имеет отношения?
написал :
Сварочный инвертор представляет собой силовой трансформатор для понижения напряжения сети до необходимого напряжения холостого хода источника,блок силовых электрических схем, в основу которых заложены транзисторы MOSFET или IGBT и стабилизирующего дросселя для уменьшения пульсаций выпрямленного тока. Принцип действия инверторного источника сварочной дуги следующий. Сетевое напряжение переменного тока подается на выпрямитель, после которого силовой модуль преобразует постоянный ток в переменный с повышенной частотой, который подается на высокочастотный сварочный трансформатор, имеющий существенно меньшую массу, чем сетевой, напряжение которого после выпрямления подается на сварочную дугу.Дуга на постоянном токе более устойчива.
Попробую провести аналогию. Лазерный принтер, ДВД-привод, лазерный дальномер, уровень и эпилятор объединены названием технологии "Лазерный", но применяют ее по-разному. Вас же это не удивляет?
Отваливается сварка — что делать?

Почему отваливается сварка — что делать при непроварах металла?
Многие сталкиваются с тем, что при покупке сварочного инвертора возникают различные проблемы при сварке. Самые распространенные из них, это прожоги и непровары металла.
О первой проблеме уже рассказывалось ранее. Поэтому остановимся на второй, которая связана с непроварами. Непровар — это такой дефект, при котором металлические части заготовки недостаточно провариваются.
Вроде бы на вид всё нормально и металл проварился. Однако если приложить усилие на сварное соединение, то оно тот час же разваливается. Из-за чего отваливается сварка и как с этим бороться — читайте в этом обзоре.
Отваливается сварка — причины, что делать?
Отваливаться сварка может по разным причинам. Не исключением этому являются и ошибки сварщика в момент выполнения работ. Например, самая распространенная ошибка заключается в том, что сварщик держит конец электрода далеко от поверхности свариваемых металлов.

В результате этого сварочная дуга вроде бы и горит, но не оказывает должного воздействия на металл. До него долетает только шлак, в результате чего сварка и разваливается на части, после постукивания молотком по сварному соединению.
Также причинами возникновения непроваров могут быть:
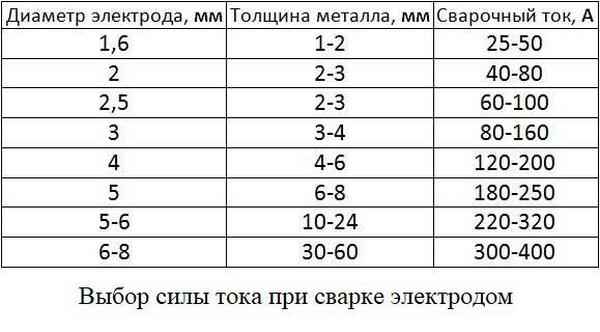
- Недостаточный сварочный ток. Ток сварки подбирается таким образом, чтобы хорошо проварить металл. Изначально сварщик должен определиться с тем, какой по толщине соединяется металл, затем выбрать подходящий диаметр электрода, и только после этого определяться с правильным значением сварочного тока.

Чтобы упростить данную задачу, начинающим сварщикам можно использовать готовые таблицы подбора сварочного тока. Таким образом, можно более точно подобрать значения тока для сварки, не имея должного опыта в этом.
- Недостаточная подготовка металла. Причины, по которым отваливается сварка, могут заключаться и в недостаточной подготовке металла перед сваркой. Если металл ржавый и грязный, то это приведёт к появлению пор в сварочном шве. Не нужно наверно быть специалистом, чтобы догадаться о том, что высокая пористость сварочного шва делает его менее прочным.
Также на пористость влияет и качество расходных материалов для сварки. В данном случае — электродов с покрытием. Сырые и некачественные электроды могут повлиять на пористость и уменьшать механическую прочность сварного соединения.

По этой причине рекомендуется выбирать только качественные сварочные электроды и не забывать о том, что после долгого хранения, электроды требуют прокалки при температуре 200-250 градусов (время и температура может отличаться для разных электродов).
Правила сварки металлов
Причины, по которым отваливается сварка, часто происходят и по вине самих сварщиков. Конечно же, здесь важную роль играет опыт, который отсутствует у начинающих сварщиков или любителей.
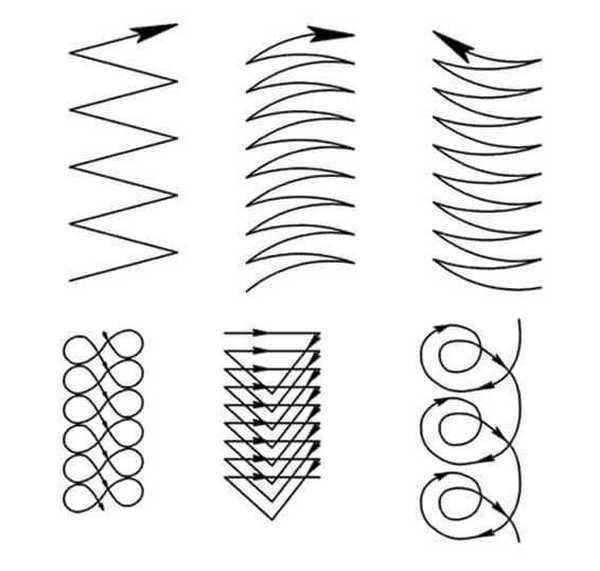
Итак, перемещать электрод лучше всего «змейкой», постепенно подплавляя то одну, то другую кромку металла. При этом капли расплавленного металла должны равномерно переноситься на обе заготовки.
Важным моментом является и удержание минимальной дуги от поверхности металла. Длина сварочной дуги должна составлять 2-3 мм, что будет гарантировать хороший провар даже самого толстого металла.

Ну и, конечно же, не следует забывать о том, что варить толстый металл лучше всего на прямой полярности. Для этого к металлу подводится плюс от сварочного аппарата, а к электроду минус.
Не проваривается металл

Не проваривается металл при сварке: причины, что делать
Очень часто после приобретения сварочного инвертора многие сталкиваются с тем, что, казалось бы, хорошо проваренная деталь разваливается даже при малейшем ударе. В таком случае сварщик приходит в недоумение и сразу же начинает грешить, либо на инвертор, мол, китайского производства, либо на электроды, купленные недавно на крытом рынке.
Однако на самом деле причина того, что сварка разваливается на части, кроется совсем в другом. Чаще всего причина банальная, а заключается она в ошибках при сварке, которые были допущены, как на подготовительном этапе, так и при осуществлении самого сварочного процесса.
Из-за чего сварка разваливается на части
Допустим, вы купили сварочный инвертор и электроды к нему, изучили основы сварки и готовы приступить к выполнению работ. Выставив нужный ток на инверторе и, сварив пару заготовок, вы понимаете, что шов далёк от идеала, а прочность соединения оставляет желать лучшего.

Выбор сварочного тока
Основная проблема заключается в допущенных ошибках при выборе сварочного тока. Многие привыкли использовать готовые таблицы данных, которые дают лишь поверхностное представление, как именно нужно настраивать сварочный ток на инверторе.

На самом же деле нюансов множество, начиная от использования удлинителей и заканчивая напряжением в сети. Итак, принято за правило подбирать сварочный ток, отталкиваясь от диаметра электрода. Чтобы варить электродом, диаметр которого составляет 1 мм, понадобится сварочный ток не менее чем 30 Ампер.

Соответственно для сварки электродом 3 мм, сварочный ток нужен не менее 90 Ампер, а то и больше, если:
- Используется удлинитель для сварки, длина которого превышает 25 метров;
- Рабочее напряжение в сети менее 200 Вольт.
В таком случае силу тока на инверторе нужно увеличивать с небольшими поправками.

Например, при использовании чрезмерных удлинителей, напряжение на конце может упасть. То же самое касается и низкого напряжения в сети. Инвертор в таком случае не способен будет выдать требуемый ток сварки.
Подготовка металла — это обязательная процедура
Кроме того, заготовки после сварки могут разваливаться и в том случае, если металл для сварки не был должным образом подготовлен. В таком случае соединение металла на молекулярном уровне, коим и является сварка, будет затруднительным. В результате ржавчины и загрязнений на поверхности, металл не проварится, как надо, и, может развалиться на части.

Что же касается остальных ошибок, то они все относятся к недостаточному опыту у того, кто варит. Например, часто боясь прожечь металл, многие слишком быстро отводят электрод от его поверхности, что влечёт за собой образование непроваров. Здесь нужно потренироваться, чтобы понимать, сколько именно нужно задерживать электрод и насколько быстро его перемещать вдоль сварного соединения.
Теперь электроды не прилипают к металлу

Теперь электроды не прилипают к металлу — что нужно сделать
Наверняка многие сталкивались с такой проблемой как прилипание электродов к металлу. Чтобы ты не делал, как не изощрялся, но электрод всё равно не хочет нормально гореть. В итоге поверхность металла испорчена брызгами. Их приходится счёсывать болгаркой. Проблема весьма и весьма распространённая.
Прилипание электрода происходит по разным причинам. Однако чаще всего — это наличие влаги в обмазке. Сырые электроды имеют плохое поджигание, они все время прилипают к металлу, и совсем не горят. О важности прокаливания электродов знают опытные сварщики, которые хранят электроды дома, в теплом и сухом месте.
И если у вас возникла такая проблема как прилипание электродов к металлу, то не спешите во всем обвинять сварочный аппарат. Просто вспомните, как давно лежали электроды без дела, а также, где именно они хранились. Возможно, именно прокалка электродов поможет им загореться как бенгальские огни.
Почему электроды требуют прокалки
Сварщики-профессионалы всегда строго следят за тем, чтобы электроды у них были сухие. Для этого они прибегают к разным хитростям, например, хранят электроды не в гараже, а дома, в сухом и теплом месте. Это помогает сохранить электроды сухими и не дать им отсыреть со временем.

Электродная обмазка, которая состоит из многих компонентов, способна обильно впитывать влагу из окружающей среды. Поэтому при длительном хранении даже сухие на вид электроды не оказываются таковыми. В результате возникают проблемы с их розжигом и дальнейшим использованием.

Прокалка электродов осуществляется строго по инструкции производителя. Здесь очень важно, как время, так и температура прокаливания. Если не соблюсти хотя бы один из этих пунктов, можно навсегда испортить электроды, и они станут непригодными для сваривания.
Как осуществлять прокалку электродов
Если вам неизвестны рекомендации производителя, то, рекомендуется придерживаться следующих правил при прокаливании электродов с обмазкой:
- Использовать для прокалки электродов температуру от 200 до 250 градусов;
- Время прокалки должно составлять не менее 1 часа, но не более 2 часов.
Для прокаливания электродов также важно выбрать подходящее оборудование. Если такового под рукой нет, то можно прокалить электроды в обычной электрической духовке. При этом очень важно чтобы духовка была именно электрической, а не газовой.

Не рекомендуется прокаливать электроды на открытом огне или в газовой духовке, поскольку газ содержит некоторое количество влаги. Сам же процесс прокаливания электродов в электрической духовке выглядит так:
- Сварочные электроды помещают в духовку;
- Духовка разогревается до температуры 200-250 градусов;
- Электроды прокаливаются в течение 1-2 часа.
После того, как электроды прокалились, важно дать им остыть не сразу, а постепенно. Для этого электрическая духовка отключается, и электроды остывают прямо в ней.

Каждому сварщику важно знать, как прокалить электроды в домашних условиях. Варить сухими электродами намного легче, поскольку при сварке не возникает серьезных проблем.
Почему прилипает электрод при сварке

Почему прилипает электрод при сварке
Прилипание электрода при сварке к поверхности металла — очень частая проблема, особенно у начинающих сварщиков. Вследствие залипания электрода, портится не только внешний вид свариваемой заготовки, но и быстро осыпается электродная обмазка. Благо сварочные инверторы не создают при залипании электрода к металлу чрезмерной нагрузки на электросеть, однако для них, это все равно вредно.
Почему прилипает электрод при сварке? Как избежать данной проблемы и что нужно знать, чтобы электрод не залипал? На самом деле прилипание электрода не происходит само собой. Разумеется, к этому приводят некоторые ошибки при сварке или же данное явление обусловлено низким качеством расходных материалов. В данном случае речь идет про электроды, они могут быть подобраны не в соответствии с требованиями сварочного инвертора или быть попросту отсыревшими.
Рассмотрим в данной статье, из-за чего именно залипает электрод и как этого избежать.
Почему прилипает электрод при сварке инвертором
Чаще всего причина залипания электрода связана с тем, что используются отсыревшие и не прокаленные электроды, которые лежали без дела долгое время. Если вы уже далеко не начинающий сварщик, то просто прокалите электроды в электрической духовке, около 1-2 часов при температуре 100-300 градусов. Как правило, этого хватает для того, чтобы электроды достаточно просохли и стали варить хорошо.

Низкое качество электродов, также может стать причиной их прилипания при сварке. Стоит отдавать предпочтение только проверенным временем производителям, которые выпускают качественные электроды для сварки, уже не один год. Также, неправильно подобранные электроды для инвертора могут привести к проявлению данной проблемы. Сварочный инвертор выдаёт постоянный ток, поэтому и электроды должны быть подходящими.

Неочищенная и ржавая поверхность металла, вот еще одна из причин, которая приводит к залипанию электродов при сварке инвертором. Не забывайте о том, что нужно чистить заготовки для сварки от ржавчины, краски, битума и т. д. Тогда и проблем с залипанием электрода будет на одну меньше.
Ну и последняя причина, из-за которой может прилипать электрод, это неправильные регулировки инвертора. В данном случае речь идет о параметрах тока для сварки. Если ток выбран слишком маленького значения, то электрод станет липнуть к поверхности металла.

Чтобы избежать данной проблемы, нужно изначально оценивать толщину свариваемого металла, а уж затем подбирать электроды соответствующего диаметра и выставлять ток на инверторе, исходя от данного значения.
Как не допустить залипание электрода
Итак, следует подвести итоги и выделить основные моменты, чтобы не столкнуться с такой проблемой, как прилипание электрода при сварке.

Что мы, в конце концов, имеем:
- Электроды должны подходить для сварки инвертором, быть подобраны в соответствии с толщиной свариваемого металла и абсолютно сухими;
- Сварочный ток на инверторе должен быть выставлен в соответствии с диаметром применяемых для сварки электродов;
- Поверхность свариваемого металла не должна быть грязной и ржавой;
- Напряжение в электросети (о чем не было сказано выше) должно быть нормальных показателей. Часто отклонение напряжения в меньшую сторону, приводит к тому, что инвертор попросту не вытягивает и не выдаёт нужные параметры тока;
- В процессе сварки металлов крайне важно исключить такие ошибки, как неправильный розжиг или слишком короткая дуга.
Все вышеперечисленные советы должны помочь начинающим электросварщикам в их непростом деле.
Читайте также: