Сварка или варка металла
Сварка – это сложный процесс соединения металлов через высокотемпературный нагрев. Здесь сочетаются законы электричества, теплопроводности, металлургии и химических состояний веществ. Без понимания этих законов могут возникнуть осложнения, которые приведут к разрушению сварного шва.
Чтобы снизить возможные риски, важно знать особенности сварки различных типов металлов. Это сэкономит время при сваривании и пост-обработке изделий, например полировке и шлифовании.
Особенности сваривания углеродистых сталей
Углеродистая сталь состоит из нескольких элементов, различающихся по химическому составу. Ключевым из них является углерод с незначительным добавлением примесей –кремния, фосфора или серы. Именно количество углерода оказывает большое влияние на свариваемость.
По содержанию углерода, которое колеблется в диапазоне от 0,1 до 2,1 %, различают 3 типа углеродистых сталей:
- Низкоуглеродистые – содержат менее 0,30 % углерода.
- Среднеуглеродистые – содержат около 0,30 %–0,60 % углерода.
- Высокоуглеродистые – 0,61%–2,1% углерода.
Низкоуглеродистая высокопластичная сталь обычно является наиболее легко свариваемой при комнатной температуре. Среднеуглеродистая сталь требует предварительного прогрева и последующей термообработки, чтобы не растрескался сварной шов. Для сварки высокоуглеродистой стали потребуется тщательный предварительный нагрев и последующая температурная обработка.
Следует учитывать и скорость охлаждения сварного шва. Углеродистая сталь с большим количеством углерода и другими элементами охлаждается медленнее, чем низкоуглеродистая.
Чтобы в сварной шов не попал водород, из-за которого в металле образуются поры, область сварки необходимо очистить от масел, краски, ржавчины или окалины.
Сварка низкоуглеродистых сталей
При газовой сварке низкоуглеродистых сталей в аргоне используют присадку в виде металлической низкоуглеродистой проволоки, чтобы в сварном шве не было пор
Стали с низким содержанием углерода свариваются лучше всего, причем без применения флюса. Для соединения деталей чаще всего используют ручную дуговую сварку электродами с различными типами покрытия или газовую сварку. Первый метод подходит для деталей толщиной более 5 мм, второй – для небольших тонких деталей менее 5 мм.
Как правило, для дуговой сварки низкоуглеродистых сталей используют электроды с рутиловым или кальциево-фтористорутиловым покрытием с добавлением небольшого количества железного порошка.
В таблице можно посмотреть марки электродов для сваривания рядовых и ответственных конструкций:
Рядовые конструкции
Ответственные конструкции
АНО-6, АНО-3, АНО-4, АНО-5, АНО-6, ОЗС-3, ОММ-5, ЦМ-7
АН-7, АНО-1, ВСП-1, ВСЦ-2, ДСК-50, К-5А, КПЗ-32Р, МР-1, МР-3, ОЗС-2, ОЗС-4, ОЗС-6, ОМА-2, РБУ-5, СМ-5, СМ-11, УОНИ-13/45, УОНИ-13/55, УП-1/45, УП-2/45, УП-1/55, УП-2/55, Э-138/45Н, Э-138/50Н, ЭРС-1, ЭРС-2
Альтернативными методами сварки низкоуглеродистых сталей являются:
- электрошлаковая сварка с использованием флюсов;
- автоматическая и полуавтоматическая сварка;
- сваривание с использованием порошковой проволоки.
После соединения деталей структуру конструкции нужно сделать равномерной. Для этого изделие нагревают до 400 °С и остужают на воздухе.
Сварка среднеуглеродистых сталей
Среднеуглеродистые стали используют в машиностроении для изготовления рельсов, осей и колес вагонов, несущих деталей. Сплавы металлов со средним содержанием углерода хорошо поддаются ковке.
Процесс сварки таких сталей проходит сложнее из-за разницы в прочности сварного шва и соединяемых деталей. Кроме того, вдоль шва могут образовываться трещины и поры. Чтобы стабилизировать баланс прочности, при сварке применяют электроды с низким содержанием углерода:
- АНО-7;
- АНО-8;
- АНО-9;
- ОЗС-2;
- УОНИ-13/55;
- УОНИ-13/65;
- ОЗС-2;
- К-5а.
Перед сваркой детали предварительно прогревают до 400 °С. Величина температуры зависит от толщины деталей и количества углерода в них. Кроме того, в процессе сварки детали постоянно подогревают для ровного распределения температуры. При толщине деталей более 4 мм необходимо предварительно обработать кромки в зависимости от типа соединения.
Детали соединяют сваркой минимум в два прохода. При этом шов нужно вести равномерно, без разрывов. После сварки изделие медленно охлаждают в термостате или с помощью теплоизоляционных материалов.
Для среднеуглеродистых сталей применяют такие типы сварки, как:
Сварка высокоуглеродистых сталей
Самые сложные стали для сварки – с высоким содержанием углерода. При соединении деталей образуется высокая концентрация мартенсита – твердого раствора, перенасыщенного углеродом. Мартенсит делает металл хрупким, что приводит к разрыву сварного шва после остывания.
При сварке высокоуглеродистых сталей следует использовать низковольтный электрод. Кроме того, предварительный нагрев металла до 300 °C замедляет процесс охлаждения и предотвращает концентрацию мартенсита. Последующий нагрев также уменьшит напряжение и усилит сварку.
Важно! Не допускается сваривать высокоуглеродистую сталь, если внешняя температура воздуха опустилась ниже 5 °C или на месте сварочных работ «гуляют» сквозняки.
Если все условия соблюдены, высокоуглеродистую сталь сваривают теми же способами, что и среднеуглеродистую. Для сварки можно применять и ацетиленовую горелку с расходом газа от 75 до 90 дм³/ч на 1 миллиметр толщины сварного шва.
Особенности сваривания легированных сталей
В легированной стали содержится хром, марганец, молибден, вольфрам, никель и другие элементы, которые повышают устойчивость к коррозиям, износам и твердость деталей.
По содержанию элементов легированные стали делят на 3 типа:
- Низколегированные, содержащие не более 2,5 % легирующих элементов.
- Среднелегированные, содержащие 2,5 %–10 %.
- Высоколегированные – более 10 % элементов.
Сталь называется по тому элементу, который входит в ее состав, например молибденовая, хромистая или ванадиевая. В зависимости от объема содержания легирующих элементов для каждого типа стали используют определенные особенности сварки.
Сварка низколегированных сталей
Главный показатель свариваемости таких сталей – это сопротивляемость к появлению трещин после остывания металла. Низколегированные стали содержат небольшое количество углерода, никеля, кремния, серы и фосфора, что исключает появление разрывов в процессе сварки.
Для них используют следующие методы:
- Дуговую сварку с электродами типа Э-70 с фтористо-кальциевым покрытием с низким содержанием водорода. Величину сварочного тока выбирают в зависимости от диаметра электрода, его марки, толщины сварных деталей и типа соединения. Сваривают в один проход без разрывов с постоянным подогревом более 200 °С.
- Сварку под флюсом при постоянном токе обратной полярности с силой не более 800 А и напряжением дуги не более 40 В. Детали толщиной до 8 мм сваривают в один проход, для деталей с толщиной до 20 мм используют двухстороннюю сварку. Чаще всего для соединений без обработки кромок используют проволоку Св-08ХН2М.
- Газовую сварку в углекислом газе – характеризуется повышенным выгоранием легирующих элементов. Если для сварки используют углекислый газ, сварщик должен брать проволоку Св-08Г2С, Св-10ХГ2СМА, Св-08ХН2Г2СМЮ или порошковую проволоку. Если используют аргоновую смесь, оптимальным вариантом будет проволока Св-08ХН2ГМЮ.
Сварка среднелегированных сталей
Среднелегированные стали содержат никель, молибден, хром, ванадий и вольфрам и отличаются хорошим сочетанием прочности и пластичности за счет очистки от неметаллических элементов.
Прочность соединения сварных частей зависит от химического состава сварного шва. Баланс достигается за счет уменьшения доли легирующих элементов в сварном материале по сравнению с основным металлом. Крепкий на разрыв шов образуется, когда в него переходят легирующие элементы основного металла.
Для сварки используют низколегированные электроды, не содержащие органических элементов. Во время сварки важно не допустить воздействия на металл влаги или ржавчины, так как содержащийся в них водород снижает прочность сварного шва.
Для сварки среднелегированных сталей чаще всего применяют проволоки:
- Св-08Х20Н9Г7Т;
- Св-08Х21Н10Г6;
- Э-13Х25Н18;
- Э-08Х21Н10Г6;
- ЭА-1Г6.
Основными методами сварки являются:
- Аргонодуговая сварка. Эффективна для соединения деталей толщиной 3–5 мм с применением неплавящегося электрода для достижения равномерной глубины проплавки.
- Газовая сварка ацетиленокислородом, которая позволяет добиться качественного и ровного шва.
Сварка высоколегированных сталей
При нагревании выше 500 °С в высоколегированной стали происходит выпадение карбидов хрома, из-за чего теряются антикоррозийные свойства. Чтобы восстановить их, деталь нагревают до 1000–1150 °С и быстро охлаждают
Ключевые характеристики таких сталей, которые влияют на качество сварки, – низкая степень теплопроводности и высокий коэффициент линейного расширения. Первая характеристика влияет на увеличение тепловой концентрации в месте соединения и проплавления металла. Высокое линейное расширение приводит к деформациям деталей и появлению трещин.
При этом высоколегированные стали считаются жаропрочными, хладостойкими и устойчивыми к коррозиям. Одну и ту же марку стали не используют для различных изделий, а значит и подход к сварке будет индивидуальным.
Надежнее всего для сварки использовать электроды с покрытием из молибдена, марганца или вольфрама, это повысит пластические свойства металла и снизит вероятность появления трещин. Перед сваркой металл необходимо подогреть до 200–300 °С и выше для сбалансированного распределения температур. После сварки металл также нужно термически обработать.
Для сварки высоколегированных сталей применяют:
- Газовую сварку с пламенем мощностью 70–75 дм 3 ацетилена/ч на 1 мм толщины металла. Ее используют для тонких деталей в пределах 1–2 мм. Здесь применяют низкоуглеродистую сварочную проволоку Св-02Х19Н9Т или Св-08Х19Н10Б с диаметром близким к толщине сварной детали.
- Ручную дуговую сварку – больше вариантов в выборе электродов. Чаще всего используют проволоку с фтористокальциевой обмазкой для получения шва нужного химического состава.
- Сварку под флюсом – для деталей толщиной 3–50 мм. Флюс замешивают на жидком стекле и наносят на кромки деталей. Сваривают после того, как флюс засохнет.
Особенности сваривания меди и медных сплавов
Медь и ее сплавы отличаются высокой теплопроводностью, что затрудняет получение прочного сварного шва. Поэтому такие металлы сваривают с помощью методик высокотемпературного плавления. Чаще всего применяют:
- дуговую сварку в защитных газах;
- ручную дуговую сварку покрытыми электродами;
- механизированную дуговую сварку под флюсом;
- газовую сварку;
- электронно-лучевую сварку.
Сварка в защитных газах
При таком типе сварки с минимальным содержанием примесей получается прочный сварной шов. Чаще всего применяют азот, аргон, гелий и их смеси. В качестве электрода используют неплавящийся вольфрамовый стержень, а для присадки – медную проволоку. Для азотной сварки на присадочную проволоку наносят борный флюс.
Ручная дуговая сварка
Выполняют на постоянном токе обратной полярности. Для медных листов толщиной до 4 мм не требуется разделка кромок, для листов до 10 мм применяют одностороннюю разделку с углом скоса 60–70° и притуплением 1,5–3 мм, для листов более 10 мм – Х-образная разделка.
При дуговой сварке используют электроды «Комсомолец-100», АНЦ/ОЗМ-2, АНЦ/ОЗМ-3, ЗТ и АНЦ-3. Сварку ведут по короткой дуге. Для металла толщиной в 5–8 мм требуется прогрев до 300 °С, при толщине 24 мм – до 800 °С. Для сплавов меди с никелем, бронзой и латунью применяют электроды ММЗ-2, Бр1/ЛИВТ, ЦБ-1 и МН-4.
Механизированная дуговая сварка под флюсом
Машина равномерно подает флюс, так что по окончании сварки получается идеально ровный сварной шов
Металл сваривают с помощью угольного или плавящегося электрода. Для угольного электрода применяют постоянный ток прямой полярности и флюсы АН-348А, ОСЦ-45, АН-20. Кромки металла собирают на графитовой подкладке, а поверх стыка кладут присадочный материал, как правило латунь. Таким способом удобно сваривать детали толщиной до 10 мм.
Для сварки с плавящимся электродом используют постоянный ток обратной полярности и флюсы АН-200, АН-348А, ОСЦ-45 и АН-M1. Если при сварке применяют неплавящийся керамический флюс ЖМ-1, дугу нужно запускать при переменном токе.
Этот способ удобен, потому что не требует предварительного прогрева металла. Для сварки чистой меди используют проволоку диаметром 1,4–5 мм из меди МБ, M1 или бронзы БрКМц 3-1, БрОЦ 4-3.
Для сварки латуни используют флюсы АН-20, ФЦ-10, МАТИ-53, бронзовые БрКМцЗ-1, БрОЦ4-3 и латунные ЛК80-3 проволоки.
Газовая сварка
Чаще всего применяют ацетиленокислородную сварку, с помощью которой достигается сверхвысокая температура пламени. Для газовой сварки используют флюсы с содержанием бора. Флюс наносят слоем в 10–12 мм на кромки и присадочную медную проволоку М1 или М2. Для сварки латуни рекомендуется брать проволоку ЛК80-3 из кремнистой латуни.
Электронно-лучевая сварка
Такой тип сварки эффективен в производстве медных изделий высокой чистоты, так как не допускается выпадение и осадок примесей. Альтернативным типом соединения деталей является плазменная сварка, которой «сшивают» металл толщиной до 60 мм. При сварке используют слой флюса или порошковую проволоку.
Особенности сваривания алюминия и алюминиевых сплавов
Главная особенность сварки алюминия и его сплавов – активная реакция металла с кислородом, при которой образуется оксид алюминия Al2O3 с повышенной температурой плавления в 2050 °С. При этом температура плавления чистого алюминия – всего 658 °С. Оксид остается в сварном шве и разрушает его структуру.
Второй ключевой момент – разрушаемость алюминия при температуре в пределах 600 °С. Важно учесть, что у алюминия нет переходного состояния и при сильном нагреве он становится жидким.
Эти проблемы решаются следующими путями:
- При сварке применяют флюсы и электроды со специальными покрытиями, которые растворяют Al2O3. После сварки остатки электродов и флюсов необходимо тщательно удалить с деталей.
- Для присадки используют проволоку из алюминия с 5-процентным содержанием кремния.
- Детали толщиной в 6–7 мм сваривают одним проходом без обработки кромок. Для сварки деталей толщиной более 7 мм на кромках делают скос до 60 градусов.
- Для сварки используют стальные подкладки, которые удерживают тепло в нужных точках.
- Алюминиевые детали толщиной более 20 мм предварительно прогревают до 400 °С.
- Начинают сварку при сильном постоянном токе обратной полярности, постепенно снижая его на 15 %.
Как правило, алюминий и его сплавы соединяют аргонно-дуговой сваркой. Для деталей толщиной до 10 мм используют неплавящиеся вольфрамовые или углеродные электроды, а для более толстых – плавящиеся стержни.
Алюминиевые сплавы представлены в 4 категориях:
- алюминиево-марганцевые;
- алюминиево-магниевые;
- алюминиево-медные;
- алюминиево-кремниевые.
Первый тип отличается повышенной прочностью и устойчивостью к коррозиям. Эти характеристики улучшаются, если использовать сплав алюминия и 5–6 % магния. Прочность дюралюминиевых сплавов повышается при закалке.
Алюминиевые детали толщиной до 4 мм сваривают через прямой стык без скоса кромок. При соединении необходимо оставить зазор не более 0,5 мм. Для более толстых деталей на кромках делают V-образный скос под 35 градусов.
Внахлест детали лучше не сваривать, так как между кромками будет затекать флюс, который вызовет коррозию металла. Перед сваркой кромки нужно обезжирить и очистить от оксида алюминия металлической щеткой или ортофосфорной кислотой.
Можно ли сваривать алюминий со сталью при изготовлении металлических изделий? Да, но нужно учитывать, что при сварке образуются хрупкие соединения, которые разрушают структуру стального шва. Проблему решают двумя путями:
- Используют биметаллические переходные вставки из алюминия и других металлов. При этом применяют сварку взрывом, прокатку, давление подогревом. Таким образом каждый тип металла приваривается к себе подобному.
- Используют алюминиевое покрытие стали с помощью погружения в расплавленный металл или припайку алюминия на стальную деталь. Кроме того, сталь можно покрыть припоем из серебра, а при сваривании использовать присадки из алюминиевых сплавов.
Особенности сваривания титана и титановых сплавов
Титан и его сплавы сваривают по специальным технологиям, так как данный металл ведет себя весьма специфично при различных температурах
Титан – металл с высокой температурой плавления – около 1600 °С. Считается одним из самых сложных металлов для сварки, так как в чистом виде активно реагирует с кислородом и азотом при нагревании до 400 °С. Поэтому зону сварки необходимо изолировать от воздействия атмосферного воздуха.
Для соединения титановых деталей нужна очень быстрая сварка без постепенного повышения температуры. Поэтому самым распространенным способом соединения титана и его сплавов является аргонная сварка на постоянном токе малой величины. Для нее не нужны электроды и флюсы, что исключает попадание в сварной шов посторонних соединений.
Титан и титановые сплавы сваривают в 2 этапа:
- Подготовка. Сварщик зачищает поверхность титановых деталей, удаляет различные оксиды. Детали обрабатывает соляной кислотой или фтором при температуре 60 °С. От попадания воздуха детали защищают медными или стальными прокладками.
- Сварка. В аргонную горелку вставляют вольфрамовый электрод. При появлении дуги образуется сварочная ванна с температурой до 6000 °С. Аргон обеспечивает дополнительную защиту от кислорода и азота.
При соблюдении всех требований у сварщика получается ровный и аккуратный сварной шов, который не требует дополнительной обработки.
В заключение стоит отметить, что для сваривания различных типов сталей требуется соответствующая квалификация сварщика. Например, начинающий сварщик легко справится со сваркой алюминия или низкоуглеродистых сталей. А вот сварить титан и его сплавы под силу опытному мастеру, который досконально знает все особенности процесса.
Как выбрать способ сваривания металла
, полуавтоматическую, аргонодуговую и контактную. Расскажем, на какие особенности каждой из них нужно ориентироваться, выбирая сферу применения.
Особенности электродуговой сварки
Ручная электродуговая сварка (РДС) по-другому обозначается ММА. Это один из самых простых способов соединения металлов, поэтому он часто используется в бытовых целях. Ручная сварка выполняется на постоянном или переменном токе. С использованием прямой полярности – к положительному полюсу подключают деталь, а к отрицательному – держатель электрода – или обратной полярности, когда деталь подключают к отрицательному полюсу, а электрод – к положительному. Для ее реализации важен правильный выбор источника питания и плавящихся электродов.
Источники питания для электродуговой сварки
Источник питания необходим для изменения параметров сетевого напряжения и силы тока. По этой характеристике сварочные аппараты делятся на два вида:
- Трансформаторные – преобразуют стандартные параметры электрического тока (понижают напряжение и повышают силу тока) с помощью трансформатора. В таких аппаратах сила сварочного тока регулируется механически. Она зависит от количества витков во вторичной обмотке трансформатора. Эти аппараты надежные, но большие, тяжелые и потребляют много электроэнергии. С их помощью сложно обеспечить хорошее качество швов.
- Инверторные сварочные аппараты – электронные устройства, в которых используются управляющие блоки на основе микропроцессоров. Они компактные, легкие. Позволяют использовать любой тип электродов, обеспечивают низкое разбрызгивание металла и отличаются широким диапазоном регулирования сварочного тока. Но инверторные аппараты чувствительны к влаге и строительной пыли.
Электроды для электродуговой сварки
При электродуговой сварке используют плавящиеся электроды, состоящие из металлического сердечника и специального покрытия (обмазки). Сердечник необходим для легирования металла шва и его формирования. Покрытие нужно, чтобы поддерживать горение дуги, создавая защитное газовое облако. В зависимости от состава покрытие может быть рутиловым, целлюлозным, основным, кислым или смешанным.
Более подробная информация об электродах представлена на видео ниже:
Преимущества и недостатки электродуговой сварки
- можно использовать в труднодоступных местах ;
- мобильное оборудование;
- простота технологического процесса.
- невысокая производительность;
- прямая зависимость качества швов от квалификации сварщика.
Применение электродуговой сварки
Ручная дуговая сварка подходит для работы с углеродистыми, легированными, высоколегированными, нержавеющими и жаростойкими сталями, а также чугуном. Для каждого из этих материалов нужно использовать разные типы электродов, отличающиеся химическим составом сердечника.
Как выполняется электродуговая сварка, можно увидеть на видео ниже:
Особенности полуавтоматической сварки
Полуавтоматическая сварка обозначается MIG/MAG. MIG – аббревиатура, образованная от Metal Inert Gas – сварка, которая выполняется в среде инертного газа: гелия, аргона или его смеси с углекислым газом. MAG – сокращенная аббревиатура Metal Active Gas, с применением активного газа, чаще всего – углекислого. Основное отличие полуавтоматической сварки – механизация процесса подачи плавящегося электрода.
Источники питания для полуавтоматической сварки
Используют трансформаторные и инверторные источники питания. У них такие же плюсы и минусы, как у аппаратов для электродуговой сварки.
Электроды для полуавтоматической сварки
Для полуавтоматической сварки используют плавящиеся электроды в виде проволоки, уложенной в катушки или кассеты. Она может быть с медным покрытием или без него. Покрытие обеспечивает равномерную подачу проволоки и снижает ее контактное сопротивление, а это приводит к стабильному горению дуги и малому разбрызгиванию электродного металла.
Еще одно преимущество таких электродов – минимальное количество вредных для сварочного шва примесей. Дело в том, что неомедненная проволока покрывается технической смазкой, содержащей жирные кислоты, щелочь и воду. Они становятся поставщиками водорода в металл шва и вызывают его пористость.

Комплект оборудования для полуавтоматической сварки
Преимущества и недостатки полуавтоматической сварки
- малая зона термического влияния, позволяющая без прожогов варить металл толщиной до 0,5 мм;
- высокая производительность;
- возможность варить элементы разной толщины;
- высокое качество швов;
- возможность проведения работ в любом пространственном положении;
- отсутствие шлаковой корки и необходимости механической доработки швов.
- сварочные работы проводятся только в закрытых помещениях, поскольку на отрытом воздухе газовая защита сдувается;
- обязательное наличие качественной вентиляции для удаления углекислого газа.
Применение полуавтоматической сварки
Сфера применения полуавтоматической сварки такая же, как и электродуговой.
Особенности аргонодуговой сварки
Аргонодуговая сварка обозначается аббревиатурой TIG. Это сокращение от Tungstren Inert Gas. Она выполняется в среде защитного газа – аргона. Он на 35 % тяжелее воздуха и легко вытесняет его из зоны сварки. При этом аргон не вступает в реакции с другими веществами, содержащимися в воздухе или металлах. В результате количество дефектов в швах минимально. Аргон можно заменить гелием или смесью аргона с кислородом.
При аргонодуговой сварке электрод не касается поверхности металла. Для зажигания дуги используется осциллятор. Он подает на электрод высокочастотные высоковольтные импульсы, которые ионизируют воздух в небольшом промежутке между электродом и поверхностью металла, и дуга зажигается при подаче тока на электрод.
Источники питания для аргонодуговой сварки
Для аргонодуговой сварки используют и трансформаторные, и инверторные источники питания. По типу питающей сети они делятся на однои трехфазные. По поддерживаемым режимам работы аппараты TIG бывают двух видов:
- DC – работают только на постоянном токе;
- AC/DC – на постоянном и переменном.
Электроды для аргонодуговой сварки
Аргонодуговую сварку выполняют неплавящимися вольфрамовыми электродами. Швы образуются за счет расплавления кромок соединяемых элементов. Для сварки толстостенных деталей дополнительно используют присадочную проволоку. Для работы на постоянном и переменном токе используют разные вольфрамовые электроды. Они выпускаются в чистом виде или легированные специальными добавками для разных условий работы.

На фото – схема выполнения аргонодуговой сварки
Преимущества и недостатки аргонодуговой сварки
- отсутствие шлаковой корки и необходимости ручной доработки швов;
- минимальное количество дефектов в сварных швах;
- отсутствие разбрызгивания металла;
- возможность соединения разнородных металлов.
- невысокая производительность;
- сложная настройка оборудования и высокая квалификации сварщиков.
Применение аргонодуговой сварки
Оптимальна для тонкостенных изделий и трудносвариваемых металлов. Она подходит для работы с любыми сталями, включая оцинкованные и нержавеющие. С ее помощью можно варить медь, чугун, титан и другие цветные металлы. Для соединения алюминиевых элементов аргонодуговая сварка самый подходящий вариант.
Особенности контактной сварки
Контактная сварка отличается ото всех остальных видов соединения металлов. При ее использовании соединяемые поверхности нагреваются в результате прохождения через место контакта электрического тока, а затем прижимаются друг к другу. Основные особенности контактной сварки – высокие значения сжимающего усилия (до сотен кг) и сварочного тока (до 1 000 А), а также малое время всего процесса – не более нескольких секунд.
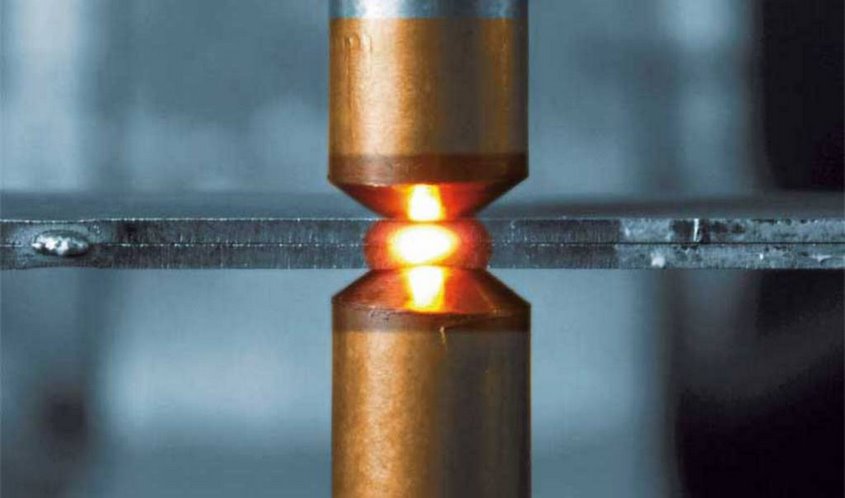
Так формируется сварочный шов при контактной сварке
Типы машин контактной сварки
По форме импульса и роду сварочного тока машины контактной сварки делятся на четыре типа:
- Аппараты переменного тока. Их основные узлы – трансформатор и тиристорный модуль. Трансформатор необходим для изменения стандартных параметров электрического тока, а тиристорный модуль – для подключения первичной обмотки трансформатора к питающему напряжению на время, достаточное для формирования сварочного импульса.
- Аппараты постоянного тока. Выпрямителями тока здесь являются силовые полупроводниковые вентили. Такие машины оптимальны для работы с алюминием и его сплавами.
- Аппараты конденсаторного типа. Их особенность в медленном накоплении электроэнергии в конденсаторе и последующем образовании мощного токового импульса. Сварка выполняется за очень короткое время. Оптимальна для работы с металлами с высокой теплои электропроводностью: серебром, медью или алюминиевыми сплавами.
- Низкочастотные аппараты. В них трехфазный ток промышленной частоты преобразуется в импульсы тока низкой частоты с помощью силовых выпрямителей. Используются для сварки легких сплавов на основе алюминия, магния и титана.
Электроды для контактной сварки
При контактной сварке электроды подводят ток, передают сжимающее усилие и отводят тепло. Они могут быть прямыми или фигурными, с плоской или сферической поверхностью. Последние отличаются большей стойкостью и меньшей чувствительностью к перекосам при установке, поэтому используются чаще. Электроды изготавливаются из медных сплавов, обладающих высокой тепло-, электрои жаропрочностью.
Преимущества и недостатки контактной сварки
- высокая степень автоматизации и производительность;
- стабильное качество сварных швов;
- не нужно использовать защитный газ или присадочную проволоку;
- низкий уровень химической неоднородности швов.
- узкая специализация;
- жесткие допуски на толщину стенок стыкуемых деталей.
Применение контактной сварки
По форме сварных соединений контактная сварка делится на следующие виды:
- Точечную. Используется для соединения тонких деталей толщиной от 0,02 мкм до 20 мм. Применяется при изготовлении электронных приборов, в судо-, самолетои автомобилестроении.
- Шовную. Используются электроды в форме роликов. Такой способ применяется для сварки листов толщиной от 0,2 до 3 мм. Он востребован при изготовлении различных емкостей.
- Стыковую. Детали соединяются сразу по всей плоскости соприкосновения. Такой способ удобен для изготовления трубопроводов, сверл или арматуры.
Контактная сварка подходит для работы с любыми металлами, включая разнотолщинные и разноименные.
Пример выполнения контактной сварки можно увидеть на видео ниже:
Заключение
Выбирая вид сварки, обязательно учитывают:
- толщину металла свариваемых деталей;
- серийность продукции;
- химический состав основного металла.
При этом электродуговая сварка удобна при работе в труднодоступных местах и наложении коротких швов, расположенных на большом расстоянии друг от друга. Она оптимальна для установки прихваток.
Полуавтоматическая сварка больше подходит для швов сложной конфигурации и средней длины, расположенных в различных пространственных положениях. Она обеспечивает высокое качество швов, поэтому применяется для сборки ответственных конструкций.
Аргонодуговая сварка подходит для работы с любыми металлами. Ее используют для соединения тонкостенных изделий и разнородных металлов, но особенно подходит она для сварки алюминия и его сплавов.
Контактная сварка считается самой производительной для работы с тонкостенными деталями. Часто является единственным вариантом соединения валов, стержней или прутов.
Технологии сварки металлоконструкций

Виды сварки
Сварка металлоконструкций – технология соединения деталей из металла различной степени сложности в единое целое при помощи специального оборудования.
Она может активно применяться в промышленном масштабе на крупных производствах опытными специалистами, а также для выполнения бытовых операций сварщиками-любителями. В любом варианте, соединения металлоконструкций характеризуется определенными особенностями, которые важно понимать при работе.
Требования к сварке металлических конструкций
Процесс сварки в технологическом плане должен обеспечить выполненным соединениям требуемые геометрические параметры, размеры и высокое качество. Конструкция должна получиться прочной и долговечной, а риск ее деформации – нулевым.

Сварка металлических конструкций.
Именно поэтому технология сварки металлоконструкций должна реализовываться с учетом некоторых требований, что во многом определит качество созданных сварных швов:
- Если создаются простые соединения без применения кондуктора, а также при создании сложных швов перед включением данного инструмента важно оставить зазор между скрепляемыми деталями.
Тогда при смещении элементов шов не пострадает. Но размеры зазора должны соответствовать допустимой норме, иначе система не будет прочна и долговечна. - При выполнении сварки ответственных металлоконструкций сварщики проверяют строгое соответствие установленной детали своему местоположению, согласно карте.
При поступлении заготовки на стапель стоит подготовить каждую из них к завершающему этапу. - Все детали должны строго соответствовать по виду и размеру, указанным в проекте частям будущей конструкции.
Это позволит сохранить функциональные возможности изделия. - Корневые слои шва при ручном методе выполнения дуговой сварки важно накладывать электродами с диаметром, не превышающим 3-4 мм.
- Металлоконструкции при укреплении потребуется располагать так, дабы можно было накладывать швы преимущественно в нижнем положении.
Это необходимо для обеспечения сварщика безопасными условиями работы. - Важно взять под строгий контроль углы металлоконструкции, для чего стоит воспользоваться специальными инструментами и кондуктором.
Все углы между плоскостями должны быть прямыми, если это предусмотрено проектом. Иначе произойдет перекос деталей, что повлечет за собой нарушение целостности механизма, потере им своей функциональности. - Готовая конструкция должна иметь минимальные усадочные напряжения и деформации, для чего сварные работы нужно осуществлять в стабильном режиме с отклонениями от заданных значений величины тока и напряжения на дуге не более ±5 %.
Описанные рекомендации важно учитывать уже на этапе сборки деталей в целостную конструкцию, а не только перед непосредственным выполнением сварочных работ. Особенно, если выбран автоматический режим, при котором не выйдет откорректировать допущенные ошибки.
В целом же, именно этот вид сварных работ и считается наиболее приемлемым, так как при автоматизировании сварных процессов влияние человеческого фактора на качество выполненных швов сводится к нулю.
На заметку! Если при испытании образца на статическое растяжение предел прочности изготовленного шва оказался меньшим, чем предел прочности основного металла, то изделие браковано.
Также важно заварить технологическую пробу в условиях, которые полностью совпадают с условиями сварки конструкций на месте производства.
Если работать сварочным аппаратом придется при низкой температуре воздуха, стоит сварить стыковые образцы перед началом операций при отрицательном температурном режиме, предусмотренном технологическим процессом. Это позволит в дальнейшем провести их механические испытания.
Если нужно выполнить сварные работы с особо ответственными металлоконструкциями из новых марок сталей или с применением новых сварных расходников, мастеру потребуется изготовить контрольные образцы в таком же пространственном положении и с теми же материалами, оборудованием, что и при сварке монтируемых конструкций.
Это позволит сварщику оценить ситуацию со всех сторон перед началом работы и не допустить ошибок в процессе ее выполнения.
На заметку! Качество созданных соединений металлоконструкций во многом зависит не только от мастерства сварщика, но и от качества сварочного аппарата, примененного в работе. Лучше остановить свой выбор на модели известного бренда, качество которого проверено временем.
Классическая технология сварки конструкций из металла
Сварка – уникальный способ получения неразъемных металлических соединений, открывающих человеку широкие возможности по снижению трудоемкости создания и установки металлоконструкций.
Она позволяет использовать рациональные типы сечений в металлоконструкциях, что приводит к снижению показателей металлоемкости в несколько раз, по сравнению с применением иных технологий.
Сегодня сварные работы выполняются с помощью разных методов, но все они создавались на основе знаний о классической технологии. Она проста и может реализовываться, как для бытовых целей, так и в промышленных масштабах.

Углы сварки металлоконструкций.
Если изготавливать сварочные металлоконструкции по классической технологии, потребуется применить следующие источники энергии:
Оба варианта предполагают три метода выполнения сварных швов:
Автоматический
Не подразумевает человеческое вмешательство в процесс выполнения сварных работ. Сварочный аппарат настраивается на актуальный режим функционирования с учетом конкретного вида выполняемой операции единственный раз перед началом работы.
Поэтому важно понимать основную цель приобретения сварного оборудования при выборе в магазине. Используя автоматический режим, можно применять контактную и электрошлаковую сварку.
Полуавтоматический
При использовании данного метода сварные швы формируются вручную, а электроды подаются в автоматическом режиме. Такое положение дел позволяет повысить производительность работы без ущерба для качества создаваемых металлоизделий.
При полуавтоматической сварке можно применить газовый флюс, неплавкие электроды, сварочную проволоку.
Ручной
Все действия методом ручной дуговой сварки осуществляются сварщиком без применения автоматизированного оборудования: от контроля подачи электрода до формирования самого соединения.
Зачастую при ручном режиме применяют обыкновенную сварку под флюсом, электродуговую сварку или пайку газосварочным устройством. Данный метод рационально использовать в бытовых целях, а не на крупном производстве, потому что он чрезмерно затратный и характеризуется низкой производительностью.
На заметку! Полуавтоматический метод дуговой сварки металлических конструкций наиболее востребован на отечественном рынке. Он активно применяется в строительстве при монтаже железобетонных строений, в машиностроении при конструировании автомобилей, а также в быту.
Инновационные сварочные технологии
Со временем классический метод выполнения сварных работ совершенствовался, опытные специалисты разрабатывали инновационные способы соединения металлических деталей в единую конструкцию: сварка с применением лазерных установок, ультразвука, теплового эффекта и т. п.
Подобные новаторские идеи могут помочь сварщику в работе, облегчив выполнение некоторых задач и ускорив весь процесс сборки металлоконструкций в целом. По этой причине и сегодня в этой области не прекращаются научные разработки и исследования.

Способы сварки металлоконструкций.
Также применение инновационных технологий выполнения сварных работ позволяет сварщику получить ряд преимуществ:
- снизить показатели коробления металла;
- повысить скорость выполнения работы;
- сократить расходы зачистку сварного шва;
- снизить траты на закупку расходных материалов;
- выполнять соединения тонколистового металла.
Особенно интересны, с точки зрения продуктивности, качества полученных швов и экономичности, следующие технологии сварки:
- Электронно-лучевая сварка применяется при работе с глубокими соединениями – до 20 см, но только при условии определенного соотношения ширины шва и глубины погружения инструмента – 20:1.
Процесс формирования шва осуществляется в вакууме, поэтому использовать такую технологию в быту практически невозможно. Она применяется в сфере узкопрофильных производств. - Термитная сварка подразумевает нанесение особой смеси на контуры соединения деталей в процессе горения.
Технологию применяют для ответственных конструкций из металла в готовом виде, когда с помощью наплавки металла надо устранить имеющийся дефект в виде трещины или скола. - Плазменная сварка подразумевает применение ионизированного газа, проходящего сквозь электроды с высокими сварочно-техническими характеристиками и выполняющего функцию дуги.
Технология имеет более широкие возможности применения по сравнению с электронным типом, так как позволяет выполнить сварщику резку и сварку металлической конструкции с любой шириной металла. - Орбитальная аргонодуговая сварка с помощью вольфрамового электрода применяется для работы со сложными деталями из металла.
Например, для неповоротных стыков труб с диаметром 20-1440 мм. В процессе работы активирующий флюс наносится 1 г/м шва. Это позволяет решить ряд важных технологических задач: уменьшить объем и вес сварной ванны за счет ведения операций пониженным током; благодаря давлению дуги на жидкий металл шов получается качественным в любом пространственном положении; сварку можно автоматизировать без разделки кромки. - Щадящие технологии сварки в смесях защитных газов Ar+CO2 и Ar+O2+CO2.
При использовании такого метода выполнения сварочных работ можно получить более качественные соединения при сравнении со сваркой в СО2. При этом актуальный объем расходных материалов сократиться на 20 % за счет резкого снижения набрызгивания электродного материала, а переход к свариваемым частям металлоконструкции станет плавным.
На заметку! Каждая из них имеет ряд недостатков, отличается своеобразными особенностями и принципами осуществления, которыми важно овладеть до начала применения на практике.
Современная наука многогранна и непредсказуема.
Она предоставляет человеку возможности применить на практике достоинства нано-технологий, поэтому ближайшее будущее сварочных операций представляется связанным с совершенствованием схем компьютерного управления сваркой, а также применением новых сварных материалов.
Если соблюдать все требования к сварке металлоконструкций, можно получить высококачественные швы: долговечные, прочные и стойкие к воздействию. Использовать при этом можно как классический вид сварки, так и новые технологии.
Несмотря на то, что они в большей степени касаются профессионального уровня сварки, но при желании развивать свои навыки в этой сфере, ознакомиться с такой информацией будет не лишним и для новичка в подобных вопросах.
Сварка различных металлов: типы и особенности
Читайте также: