Струйный перенос металла при сварке
Струйный перенос особенно характерен для газоэлектрической сварки. Он сопровождается образованием конуса жидкого металла на конце электрода. При этом средний размер капель монотонно уменьшается с увеличением тока примерно по гиперболической кривой. Охват дугой конца электрода способствует струйному переносу с анода. [2]
Струйный перенос особенно характерен для газоэлектрической сварки. Он сопровождается образованием конуса жидкого металла на конце электрода. При этом средний размер капель монотонно уменьшается с увеличением тока примерно по гиперболической кривой. Охват дугой конца электро - - да ( рис. 4.14, б, в) способствует струйному переносу с анода. [3]
Струйный перенос затруднен тем, что столб дуги не охватывает каплю dcda ( рис. 4.14, а) на стержне-катоде. [5]
Струйный перенос в углекислом газе возможен только при сварке проволоками, активированными добавками цезия, рубидия, калия, натрия, бария и некоторых других элементов, при этом используется постоянный ток прямой полярности. [6]
Струйному переносу способствует добавка к аргону 1 - 3 % кислорода, что приводит к уменьшению - величины критического тока вследствие снижения поверхностного натяжения металла. [7]
При струйном переносе жидкий металл на электроде вытянут в виде конуса, с конца которого отрываются мелкие - капли диаметром менее 2 / 3 диаметра электрода. Определяется перенос электродинамической силой силами поверхностного натяжения, давлением плазменных потоков и реакцией испарения. Сила тяжести невелика, поэтому электродный металл переносится в ванну при сварке во всех пространственных положениях. Минимальную силу тока, при которой наступает струйный перенос, называют критической силой тока / кр. С увеличением диаметра электрода / кр возрастает. Разбрызгивание при струйном переносе незначительное. [8]
При переходе к струйному переносу поток газов и металла от электрода в сторону сварочной ванны резко интенсифицируется благодаря сжимающему действию электромагнитных сил. В результате под дугой уменьшается прослойка жидкого металла, в сварочной ванне появляется местное углубление. Повышается теплопередача к основному металлу, и шов приобретает специфическую форму с повышенной глубиной проплавления по его оси. При струйном переносе дуга очень стабильна - колебаний сварочного тока и напряжений не наблюдается. Сварка возможна во всех пространственных положениях. [9]
При переходе к струйному переносу поток газов и металла от электрода в сторону сварочной ванны резко интенсифицируется благодаря сжимающему действию электромагнитных сил. В результате под дугой уменьшается прослойка жидкого металла, в сварочной ванне появляется местное углубление. Повышается теплопередача к основному металлу, и шов приобретает специфическую форму с повышенной глубиной про-плавления по его оси. При струйном переносе дуга очень стабильна - колебаний сварочного тока и напряжений не наблюдается. Сварка возможна во всех пространственных положениях. [10]
При сварке со струйным переносом на больших токах применяют сопла с внутренним диаметром до 25 мм, при этом торец токове-дущего наконечника должен быть утоплен в сопло. [11]
Сварка происходит с капельным и струйным переносом . С увеличением тока капельный перенос металла электрода сменяется струйным и глубина проплавления увеличивается. Критическая величина тока, при которой капельный перенос сменяется струйным, составляет; при сварке сталей - от 60 до 120 А на 1 мм. [12]
С переходом от капельного к струйному переносу обычно в несколько раз увеличивается количество металла, переносимого парами. [14]
Большая Энциклопедия Нефти и Газа
Струйный перенос электродного металла возникает при сварке проволокой малого диаметра с большой плотностью тока. Например, при полуавтоматической сварке в аргоне проволокой диаметром 1 6 мм струйный перенос металла осуществляется при критическом токе 300 А. При сварке на токах ниже критического наблюдается капельный перенос металла. Обычно струйный перенос электродного металла приводит к меньшему выгоранию легирующих примесей в сварочной проволоке и к повышенной чистоте металла капель и шва. Скорость расплавления сварочной проволоки при этом увеличивается. Поэтому струйный перенос электродного металла имеет преимущества перед капельным. [3]
Сварка со струйным переносом электродного металла проводится в смесях газов, содержащих 90 % Аг, металлов толщиной 2 мм. В этом процессе электродный металл переходит через дугу в виде мелких капель диаметром, равным или меньшим диаметра электрода. Поэтому разбрызгивание минимально, а формирование шва плавное, с гладкой поверхностью. Для каждого диаметра проволоки существует критический сварочный ток, при котором процесс из крупнокапельного переходит в струйный. С увеличением сварочного тока диаметр капель уменьшается, а частота переноса возрастает. Глубокое проплавле-ние дугой со струйным переносом дает возможность односторонней сварки листов без скоса кромок толщиной до 5 мм. [4]
При сварке в инертных газах возможен капельный и струйный перенос электродного металла . При струйном переносе дуга имеет наиболее высокую стабильность и значительно улучшается перенос электродного металла в сварочную ванну; практически исключается разбрызгивание металла. Это особенно важно при сварке швов в вертикальном и потолочном положениях. [5]
При сварке в газовых смесях Аг и СО2 можно обеспечить мелкокапельный и даже струйный перенос электродного металла . Струя капель, летящих в осевом направлении, обеспечивает большую глубину про-плавления металла детали по оси шва, при этом ширина валика несколько увеличивается. Данный вид сварки особенно рекомендуется для обеспечения глубокого про-плавления основного металла; обычно он применяется при выполнении швов в нижнем положении, так как удержать металл в сварочной ванне при выполнении швов в других положениях сложнее. [6]
Для сварки металлов толщиной более 5 мм может быть использована сварка плавящимся электродом со струйным переносом электродного металла на повышенных токах. Сварку плавящимся электродом осуществляют от источников постоянного тока на обратной полярности. [7]
Сварку плавящимся электродом коррозионностойких аустенптных сталей и сплавов следует выполнять на токе выше критического, обеспечивающем струйный перенос электродного металла . При этом исключается разбрызгивание расплавленного металла и образование очагов коррозии в местах приварившихся брызг. [8]
При сварочном токе 400 - 420 А и более ( диаметр проволоки 2 мм, обратная полярность) происходит струйный перенос электродного металла . Проволокой Св - 08Г2СНМТ можно успешно производить сварку на ветру, с зазорами и в других условиях, при которых трудно избежать попадания воздуха в зону дуги. Сварка этой проволокой позволяет также применять форсированные режимы, без образования в швах пор. [9]
Сварку потолочных швов ведут углом назад непрерывной или импульсной дутой с применением тонкой проволоки на режимах с частыми короткими замыканиями или струйным переносом электродного металла при пониженных напряжениях. Металл толщиной до 4 мм сваривают без поперечных колебаний электрода, а толщиной более 6 мм - с колебаниями. В последнем случае шов выполняют за несколько проходов. [10]
Сварку потолочных швов ведут углом назад непрерывной или импульсной дугой с применением тонкой проволоки на режимах с частыми короткими замыканиями или струйным переносом электродного металла при пониженных напряжениях. Металл толщиной до 4 мм сваривают без поперечных колебаний электрода, а толщиной более 6 мм - с колебаниями. В последнем случае шов выполняют за несколько проходов. [11]
При сварке сталей широко используется смесь, содержащая 80 % аргона и 20 % углекислого газа. Она обеспечивает мелкокапельный и струйный перенос электродного металла . Применение многокомпонентных смесей, в состав которых входят аргон, углекислый газ, оксид азота, водород и другие газы, позволяет повысить производительность расплавления и наплавки более чем в два раза при благоприятной форме проплавления и высококачественной наружной поверхности шва. [12]
Такие смеси рекомендуется применять при сварке плавящимся электродом легированных сталей, когда требуется струйный перенос электродного металла . При сварке низкоуглеродистых и низколегированных сталей плавящимся электродом применяют смесь С02 20 % 02, обеспечивающую глубокое проплавление и хорошее формирование шва, минимальное разбрызгивание, высокую плотность металла шва. [13]
При сварке плавящимся электродом, так же как и при сварке неплавящимся электродолг, внешние магнитные поля отклоняют дугу. Однако эффект от использования внешнего магнитного поля наблюдается при сварке длинной дугой и наиболее заметен при струйном переносе электродного металла . В этом случае расплавленный торец электрода колеблется синхронно с частотой внешнего магнитного поля. При поперечных колебаниях увеличивается ширина шва и уменьшается глубина проплавления. В результате образующийся шов не имеет повышенной глубины проплавления по его оси. [14]
При сварке плавящимся электродом, так же как и при сварке неплавящимся электродом, внешние магнитные поля отклоняют дугу. Однако эффект от использования внешнего магнитного поля наблюдается при сварке длинной дугой и наиболее заметен при струйном переносе электродного металла . В этом случае расплавленный торец электрода колеблется синхронно с частотой внешнего магнитного поля. При поперечных колебаниях увеличивается ширина шва и уменьшается глубина проплав-ления. В результате образующийся шов не имеет повышенной глубины проплавления по его оси. [15]
Гелий инертный газ; при сварке в гелии также применяются неплавящиеся ( вольфрамовые) и плавящиеся электроды, но процесс сварки имеет некоторые особенности: при сварке могут осуществляться процессы крупнокапельного и струйного переноса электродного металла и импульсно-дуговой, как при аргонодуговой сварке, но критическая сила тока и величины импульсов больше. Значительно больше также напряжение и проплавляющая способность дуги. Вследствие этого сварку в гелии или в смеси гелия и аргона применяют для металла большой толщины. Однако стоимость гелия высока, поэтому его применение ограничено. [16]
Изменение состава защитного газа также влияет на значение силы критического тока. Например, добавка в аргон до 5 % кислорода снижает значение критического тока. При сварке в углекислом газе на токе обратной полярности без применения специальных мер получить струйный перенос электродного металла невозможно. При использовании тока прямой полярности струйный перенос также не получен. [18]
Для сварки аустенитных сталей плавящимся электродом рекомендуется применять аргон с добавкой 1 об. % кислорода. Такая газовая смесь обеспечивает устойчивый процесс сварки и вместе с тем слабо окисляет металл сварочной ванны. Смесь аргона с 2 или 5 об. % кислорода целесообразно применять при сварке ферритных сталей, когда требуется струйный перенос электродного металла . При сварке в таких газовых смесях качество формирования швов высокое, а разбрызгивание электродного металла очень невелико. Недостатками упомянутых смесей аргона с кислородом являются интенсивное излучение дуги и характерное для аргона пальцевидное проплавление основного металла. [20]
При сварке плавящимся электродом значительное влияние на характер переноса электродного металла, производительность расплавления электрода, разбрызгивание, и форму проплавления оказывает состав защитного газа, в котором горит дуга. Хорошие перспективы по улучшению этих показателей дает применение смесей газов. Широко применяется при сварке сталей двойная смесь, состоящая из 80 % аргона и 20 % углекислого газа, позволяющая реализовать мелкокапельный и струйный перенос электродного металла . Применение многокомпонентных смесей, состоящих из аргона, углекислого газа, окиси азота, водорода и др. газов позволяет увеличить производительность расплавления и наплавки более чем в 2 раза при благоприятной форме проплавления и наружной поверхности шва. [21]
Струйный перенос электродного металла возникает при сварке проволокой малого диаметра с большой плотностью тока. Например, при полуавтоматической сварке в аргоне проволокой диаметром 1 6 мм струйный перенос металла осуществляется при критическом токе 300 А. При сварке на токах ниже критического наблюдается капельный перенос металла. Обычно струйный перенос электродного металла приводит к меньшему выгоранию легирующих примесей в сварочной проволоке и к повышенной чистоте металла капель и шва. Скорость расплавления сварочной проволоки при этом увеличивается. Поэтому струйный перенос электродного металла имеет преимущества перед капельным. [23]
Величина критического тока уменьшается при активировании электрода ( нанесении на его поверхность тем или иным способом некоторых легкоионизирующих веществ), увеличении вылета электрода. Изменение состава защитного газа также влияет на величину критического тока. Например, добавка в аргон до 5 % кислорода снижает значение критического тока. При сварке в углекислом газе без применения специальных мер получить струйный перенос электродного металла невозможно. Он не получен и при использовании тока прямой полярности. [24]
Значение критического тока уменьшается при активировании электрода ( нанесении на его поверхность тем или иным способом некоторых легкоионизирующих веществ), увеличении вылета электрода. Изменение состава защитного газа также влияет на значение критического тока. Например, добавка в аргон до 5 % кислорода снижает значение критического тока. При сварке в углекислом газе без применения специальных мер получить струйный перенос электродного металла невозможно. Он не получен и при использовании тока прямой полярности. [25]
Струйный перенос электродного металла возникает при сварке проволокой малого диаметра с большой плотностью тока. Например, при полуавтоматической сварке в аргоне проволокой диаметром 1 6 мм струйный перенос металла осуществляется при критическом токе 300 А. При сварке на токах ниже критического наблюдается капельный перенос металла. Обычно струйный перенос электродного металла приводит к меньшему выгоранию легирующих примесей в сварочной проволоке и к повышенной чистоте металла капель и шва. Скорость расплавления сварочной проволоки при этом увеличивается. Поэтому струйный перенос электродного металла имеет преимущества перед капельным. [27]
Плавящийся электрод применяют при аргонодуговой сварке алюминиевых сплавов толщиной более 4 мм. Дугу питают от источника постоянного тока с жесткой или пологопадающей характеристикой. Сварку ведут на обратной полярности, что обеспечивает хорошее разрушение окисной пленки на деталях за счет катодного распыления. Возбуждают дугу замыканием под током электродной проволоки на изделие. Автоматическую сварку плавящимся электродом ведут на подкладках с формирующей канавкой. Максимальный сварочный ток, на котором устойчиво горит дуга и обеспечивается струйный перенос электродного металла , 130 А. [28]
Сварка плавящимся электродом в среде защитного газа - инструкция
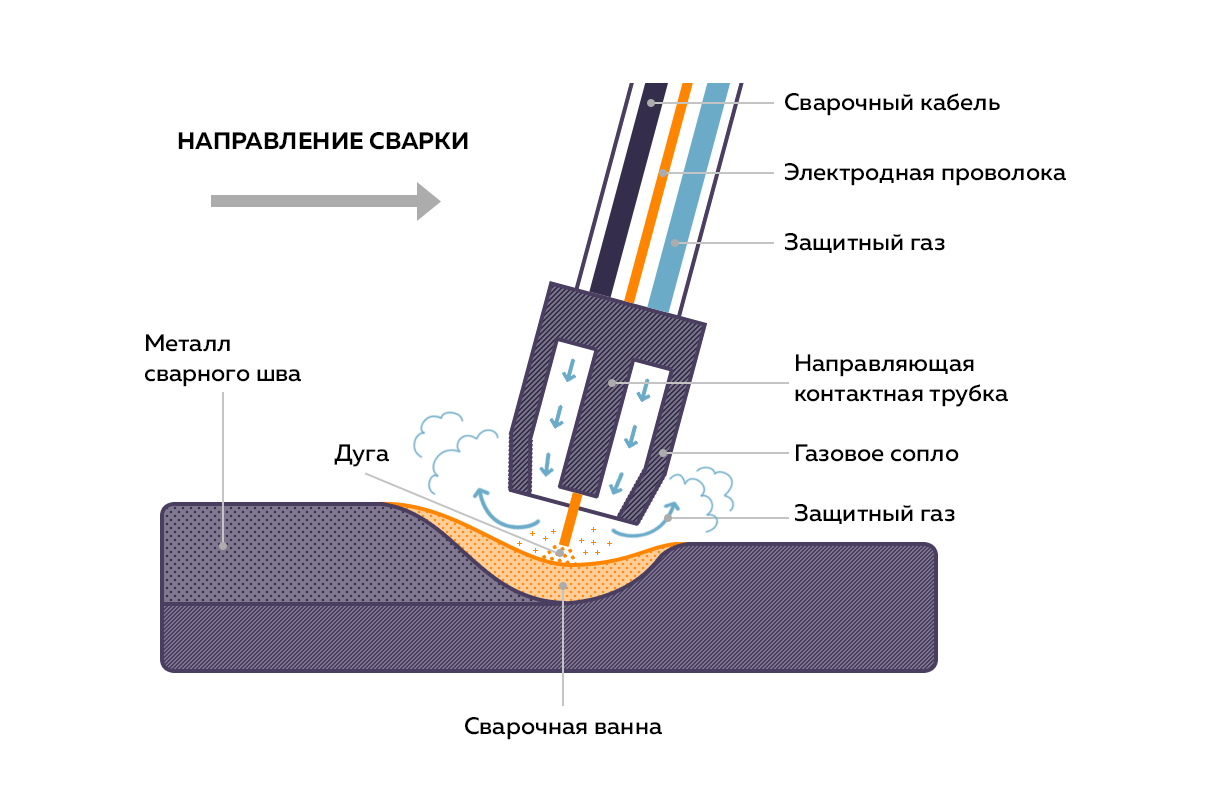
Процесс GMAW-сварки используется для сплавления металлических изделий электрической дугой, которая горит между обрабатываемым изделием и плавящейся, непрерывно подаваемой проволокой. Для защиты зоны сварки подается газ через сварочную горелку, как показано на рисунке ниже.
Кислород оказывает неблагоприятное влияние на сварочный шов (появление шлаковой прослойки, коррозии, снижается механическая прочность и т.д.). Именно для защиты сварочного соединения от влияния атмосферы используется защитный газ.
Защитный газ позволяет также:
- стабилизировать сварочную дугу;
- улучшить перенос сварочной капли;
- улучшить глубину провара шва;
- обеспечить зачистку сварочному соединению;
- повысить производительность сварочного цикла;
- снизить вероятность прожига металла.
Сварка плавящимся электродом в газовой защитной среде
В процессе сварки плавящейся присадочной проволокой формируется шов за счет проплавления электродной проволоки и основного металла. Поэтому размер и форма шва (не считая тип и сечение металла, метод и скорость сварки и т.д.) будут зависеть от переноса присадочной капли и характера расплавления сварочной ванны.
От переноса расплавленной капли зависит качество будущего сварочного соединения. Этим процессом можно управлять, применяя разные сварочные процессы и настройки аппарата.
Доступные режимы сварки
- струйный перенос металла;
- крупнокапельный перенос металла;
- циклическая сварка короткой дугой
- сварка оптимизированной короткой дугой;
- импульсный режим сварки;
- ротационный режим сварки – непрерывно вращающийся перенос капли.
Каждый из вышеописанных методов обладает своими преимуществами и недостатками, о которых мы подробнее поговорим ниже в этой статье.
Циклическая сварка короткой дугой
В режиме циклической сварки короткой дугой (короткими периодическими замыканиями) используется присадочный материал сечением от 0,5 до 1,6 мм, с рабочим током от 100 до 200 Ампер и напряжением от 15 до 22 Вольт.
Рисунок режима циклической сварки короткой дугой
На рисунке выше показан процесс сварки, когда в один из периодов коротких замыканий 8 и 9 расплавленный металл силой поверхностного натяжения стягивается в каплю на торце электрода. В результате создается правильная сфера и правильные условия для сплавления со сварочной ванной. При этом достигается максимальная величина напряжения и длина дуги.
Во время сварочного цикла скорость подачи присадочного материала постоянная, при этом есть изменения в плавлении проволоки в 3 и 4 периодах ниже скорости подач. В результате чего кончик электрода приближается с каплей к сварочному шву до короткого замыкания (период 4 – напряжение и длина дуги уменьшаются). При этом капля расплавленной проволоки переходит в сварочный кратер и процесс повторяется.
Короткое замыкание резко увеличивает ток сварки, в результате происходит разрыв перемычки жидкого металла между основным металлом и электродом (8 период). В этот момент капля отрывается и разрушается, происходит разбрызгивание металла. Высокий ток пытается перейти через узкую перемычку между ванной и каплей, приводя к выплеску металла.
- большая глубина проплавления
- более жидкая сварочная ванна
- гладкий сварной шов
- ровный валик сварного шва
- используется только при сварке открытых участков устойчивой дугой
- более выпуклый валик сварного шва
- усиленное брызгообразование
- температура дуги ниже
Циклическая сварка короткой дугой применяется для тонкостенных металлов, может использоваться для сварки полуавтоматом для любого пространственного положения.
Сварка оптимизированной короткой дугой
Данный режим сочетает сварку циклическую короткой дугой с высокой скоростью подачи присадочной проволоки. В результате достигается мощная короткая дуга (током до 300 Ампер и напряжением до 26 Вольт). Такой режим обеспечивает низкую степень окисления наплавляемого металла с минимальным тепловложением.
Крупнокапельный процесс сварки
Данный метод сварки характеризуется изменением величины сварочной дуги (от 22 до 28 Вольт) и сварочного тока от 200 до 290 Ампер. В результате меняется перенос присадочного металла и характер расплавления, происходит переход от сварки короткими замыканиями короткой дугой к сварке с редким коротким замыканием или без него. Нерегулярный перенос в ванну присадочного металла затрудняет сварку в потолочных положениях, ухудшается характеристика дуги, увеличивается разбрызгивание металла и угар.
Крупнокапельный перенос осуществляется при небольшой плотности тока, с крупной каплей больше самого электрода. Применение защитных газов позволяет исключить разбрызгивание металла, кроме углекислого газа. Конец присадочной проволоки расплавляется в среде углекислого газа энергией дуги, которая передается через расплавленную каплю. При этом увеличивается разбрызгивание металла, шов формируется волнистый и грубый, дуга неустойчива.
Чтобы снизить разбрызгивание, нужно держать кончик электрода ниже поверхности заготовки, ближе к сварочной ванне, в пределах плотности сварочной дуги. При этом достигается быстрый глубокий провар металла.
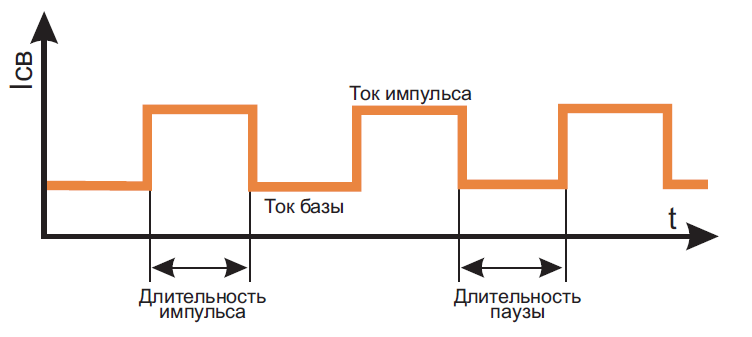
Режим импульсной сварки
Такой метод сварки характеризуется мгновенным изменением мощности сварочной дуги. Теплота, выделяемая дугой, недостаточная для расплавления присадочной проволоки с той скоростью, с которой она подается. В результате этого уменьшается длина дуги.
В период импульса тока осуществляется быстрое расплавление проволоки с формированием сварочной капли. Резкое увеличение электродинамической силы приводит к сужению шейки капли, сбрасывая ее в сварочную ванну в любых пространственных положениях.
В результате формируются качественные швы без разбрызгивания, с контролируемой дугой. При импульсном режиме сварки применяется одиночный импульс или группа импульсов, разными или одинаковыми параметрами. В первом случае первые или первый импульсы ускоряют расплавление проволоки, а сброс капли в сварочный шов обеспечивают последующие импульсы. При этом металл в шов переносится мелкими каплями без разбрызгивания. При импульсной сварке наблюдается электромеханическая вибрация, которая позволяет удалить газовые пузырьки из сварочного шва, обеспечивая ему высокую плотность.
Изменяя ток импульса и дуги, можно управлять размером и формой шва, скоростью расплавления проволоки и другими параметрами. Контролируемое тепловложение обеспечивает качественную сварку тонкостенных цветных и черных металлов. Импульсная сварка алюминия позволяет снизить пористость на поверхности металла за счет применением проволоки большего диаметра. Напряжение дуги в импульсном режиме от 28 до 35 Вольт, а пиковый ток может достигать 300-350 Ампер, гарантируя высокое кратковременное тепловложение в обрабатываемый металл.
Режим струйного переноса
Данный метод сварки характеризуется высокой плотностью постоянного тока (с импульсами или без импульсов) на обратной полярности в среде инертных газов с мелкокапельным переносом присадочного металла. При этом наблюдается непрерывный перенос струей присадочного металла в ванну с конца электрода. Стабильная ровная дуга с направленным потоком капель по оси от кончика электрода в сварочный шов. Гладкая поверхность шва, контролируемая глубина проплавления. Перенос сварочного металла изменяется с капельного на струйный при резком возрастании величины сварочного тока до «критических» величин для данного сечения электрода.
Ротационный перенос металла
Данный метод непрерывно вращающегося переноса сварочного металла формируется при создании длинного столба жидкости на кончике расплавляющегося электрода. В результате высоких токов 450-650 Ампер и напряжения 40-50 Вольт на дуге с большим вылетом электрода, создается высокая температура сварочной капли. В итоге электрод начинает плавиться без воздействия дуги. В этом случае расстояние до токоведущего мундштука всего 25-35 миллиметров. Продольное магнитное поле, конически расширяясь, начинает вращать столб жидкости вокруг своей оси. Сварочные капли начинают переходить по радиальному направлению в свариваемый металл, формируя широкое и плоское проплавление.
Читайте также: