Станок мехпила по металлу
Станки для резки металла (отрезные станки) предназначены для резки листовой стали, металлических труб, прутков, уголков, швеллера, двутавра и проч. Станки применяются в серийном и мелкосерийном производстве.
Абразивно-отрезные станки по металлу
Ленточнопильные станки по металлу
Ножовочно-отрезные станки
Гильотины для рубки металла
Рычажные ножницы по металлу
Пресс-ножницы
Угловысечные станки
Лазерная резка металла
Плазморезы с ЧПУ
Правильно-отрезные станки
Станки продольно-поперечной резки металла
Ø пиления 110 Ø отрезного круга 355 мм Размер заготовки 110 Угол поворота рамы ° 90 Мощность 2.40 кВт Напряжение 220В Масса 16 кг
Ø пиления 100 Ø отрезного круга 400 мм Размер заготовки 75х75 Угол поворота рамы ° 90 Мощность 2.20 кВт Напряжение 380В Масса 60 кг
Ø пиления 135 Ø отрезного круга 400 мм Размер заготовки 126х53 Мощность 3.00 кВт Напряжение 380В Масса 80 кг
Ø пиления 100 Ø отрезного круга 300 мм Размер заготовки 90x90 Угол поворота рамы ° 90 Мощность 2.20 кВт Напряжение 380В Масса 65 кг
Ø пиления 100 Ø отрезного круга 300 мм Размер заготовки 90х90 Угол поворота рамы ° 90 Мощность 2.20 кВт Напряжение 380В Масса 65 кг
Ø пиления 100 Ø отрезного круга 300 мм Размер заготовки 100х100 Угол поворота рамы ° 90 Мощность 3.00 кВт Напряжение 380В Масса 70 кг
Ø пиления 85 Размер заготовки 85х105 Угол поворота рамы ° 90 / 45 Мощность 1.00 кВт Напряжение 220В Масса 19 кг
Ø пиления 115 Размер заготовки 100х150 Угол поворота рамы ° 90 Мощность 0.38 кВт Напряжение 220В Масса 68 кг
Ø пиления 100 Размер заготовки 100х150 Угол поворота рамы ° 90 Мощность 0.55 кВт Напряжение 220В Масса 26 кг
Ø пиления 120 Ø отрезного круга 400 мм Размер заготовки 120х120 Угол поворота рамы ° 90 Мощность 4.00 кВт Напряжение 380В Масса 110 кг
Ø пиления 100 Размер заготовки 100х150 Угол поворота рамы ° 90 / 45 Мощность 0.38 кВт Напряжение 220В Масса 26 кг
Ø пиления 115 Размер заготовки 110х150 Угол поворота рамы ° 90 / 45 Мощность 0.55 кВт Напряжение 220В Масса 80 кг
Ø пиления 120 Ø отрезного круга 400 мм Размер заготовки 120х120 Угол поворота рамы ° 90 Мощность 5.50 кВт Напряжение 380В Масса 120 кг
Ø пиления 115 Размер заготовки 100x150 Угол поворота рамы ° 90 / 45 Мощность 0.25 кВт Напряжение 220В Масса 60 кг
Ø пиления 135 Ø отрезного круга 400 мм Размер заготовки 126х53 Мощность 4.00 кВт Напряжение 380В Масса 130 кг
Ø пиления 300 Ø отрезного круга 400 мм Угол поворота рамы ° 90 Мощность 4.00 кВт Напряжение 380В Масса 113 кг
Ø пиления 120 Ø отрезного круга 400 мм Размер заготовки 120х120 Угол поворота рамы ° 90 Мощность 5.50 кВт Напряжение 380В Масса 115 кг
Ø пиления 120 Ø отрезного круга 400 мм Размер заготовки 120х120 Угол поворота рамы ° 90 Мощность 4.00 кВт Напряжение 380В Масса 105 кг
Ø пиления 128 Размер заготовки 127х150 Угол поворота рамы ° 90 / 45 / 60 Мощность 0.55 кВт Напряжение 220В Масса 90 кг
Ø пиления 100 Ø отрезного круга 400 мм Размер заготовки 100 Мощность 2.20 кВт Напряжение 380В Масса 69 кг
Ø пиления 100 Ø отрезного круга 300 мм Размер заготовки 100х100 Угол поворота рамы ° -45 / 90 / 45 Мощность 3.00 кВт Напряжение 380В Масса 110 кг
Ø пиления 125 Размер заготовки 150x100 Угол поворота рамы ° -45 / 90 / 45 / 60 Мощность 0.55 кВт Напряжение 220В Масса 69 кг
Ø пиления 125 Размер заготовки 150x100 Угол поворота рамы ° -45 / 90 / 45 / 60 Мощность 0.55 кВт Напряжение 380В Масса 90 кг
Ø пиления 100 Ø отрезного круга 300 мм Размер заготовки 100х100 Угол поворота рамы ° -45 / 90 / 45 Мощность 5.50 кВт Напряжение 380В Масса 120 кг
Ø пиления 130 Ø отрезного круга 400 мм Размер заготовки 60х60, 130х30 Угол поворота рамы ° -45 / 90 / 45 Мощность 2.20 кВт Напряжение 380В Масса 120 кг
Видео












Все виды отрезных станков для металла делятся:
- по типу режущего инструмента;
- по количеству режущих головок;
- по углу нарезки.
Также оборудование, с учетом типа подачи режущего материала, разделяются на:
- станки нижней подачи;
- станки фронтальной подачи;
- станки маятниковой подачи.
Выбор оборудования
Специфика каждого станка для резки металла зависит от применения и отражается в его основных технических характеристиках:
- Мощность, кВт
- Вид применяемого режущего инструмента - диск, полотно
- Максимальные размеры обрабатываемой заготовки, мм
- Угол поворота режущего инструмента, град.
- Размеры пропила, мм
- Размеры станка, мм
- Вес
Компания «РуСтан» предлагает к продаже оборудование и оснастку по выгодной цене. Напоминаем, при покупке действует гибкая система скидок!
Н-1 станок ножовочный отрезной
Схемы, описание, характеристики

Сведения о производителе ножовочно-отрезного станка модели Н-1
Производителем ножовочно-отрезного станка модели Н-1 является Каунасский завод шливовальных станков "Нерис" г. Каунас Литва.
Н-1 станок электромеханический ножовочный отрезной. Назначение, область применения
Отрезной станок Н-1 спроектирован на базе станка модели 872М.
Станок ножовочный отрезной Н-1 применяется для резки машинным ножовочным полотном труб, швеллеров, уголков, круглого проката, квадратной и полосовой стали.
Ножовочный отрезной станок предназначен для отрезки круглого и профильного материала из стали, чугуна и цветных металлов машинным ножовочным полотном для металла путем поступательного движения.
Резка производится в плоскости, перпендикулярной к оси заготовки, а также под углами до 45°. Станок применяется в условиях индивидуального и серийного производства.
Принцип работы и особенности конструкции станка
Станок ножовочный отрезной Н-1 имеет гидравлическую систему для механизации основных вспомогательных операций:
- Опускание пильной рамы
- Резание с регулированием давления подачи и отскоком полотна во время холостого хода (резание медленное)
- Резание с регулированием давления подачи без отскока полотна (резание быстрое)
- Подъем пильной рамы после окончания пиления
Особенности конструкции ножовочного станка Н-1:
Резка металла осуществляется перпендикулярно к оси заготовки, закрепленной при помощи специального кронштейна на тисках, либо под углами до 45 градусов, для чего заготовку закрепляют в специальных комбинированных тисках.
При помощи верхнего прижима на тисках в станке Н-1 возможна пакетная резка заготовок.
Диапазон скоростей резания регулируется ступенчато, в зависимости от структуры разрезаемого материала.
Подача СОЖ (смазочно-охлаждающей жидкости) происходит автоматически.
Габаритные размеры рабочего пространства ножовочного станка Н-1

Габаритные размеры рабочего пространства станка Н-1
Общий вид механической ножовки Н-1

Фото ножовочного станка Н-1


Н-1 Расположение основных узлов ножовочного станка для резки металла

Расположение основных узлов ножовочного станка Н-1
Перечень основных узлов станка для резки металла Н-1
- Станина - Н-1А 72101А
- Привод главного движения - Н-1А 72201А
- Гидропривод - Н-1 72302А
- Система охлаждения - Н-1А 72403А
- Тиски - Н-1А 72501, Н-1А 72502А
- Тележка для подачи материала - Н-1 41-001
- Приспособление для подачи материала - Н-1 40-001
- Электрооборудование - Н-1 700А
Н-1 Расположение органов управления ножовочным станком для резки металла
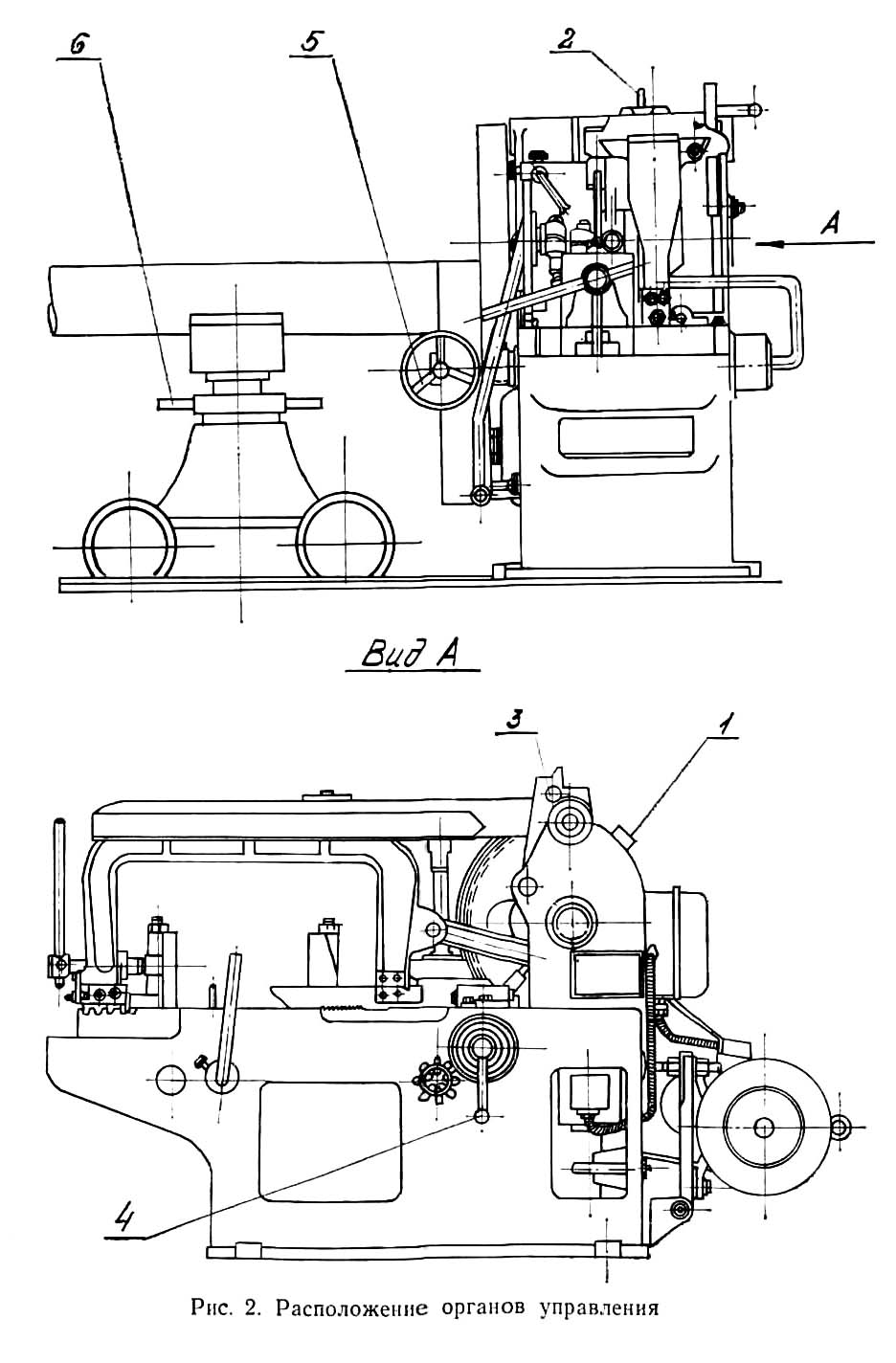
Расположение органов управления ножовочным станком Н-1
Перечень органов управления станком для резки металла Н-1
- Кнопочный пост "Пуск" и "Стоп" привода станка
- Упор автоматического выключения станка при верхнем положении пильной рамы
- Рукоятка фиксации пильной рамы в верхнем положении
- Рукоятка управления гидроприводом
- Маховик для подачи материала
- Рукоятка регулирования поддержки заготовки
Кинематическая схема механической ножовки Н-1
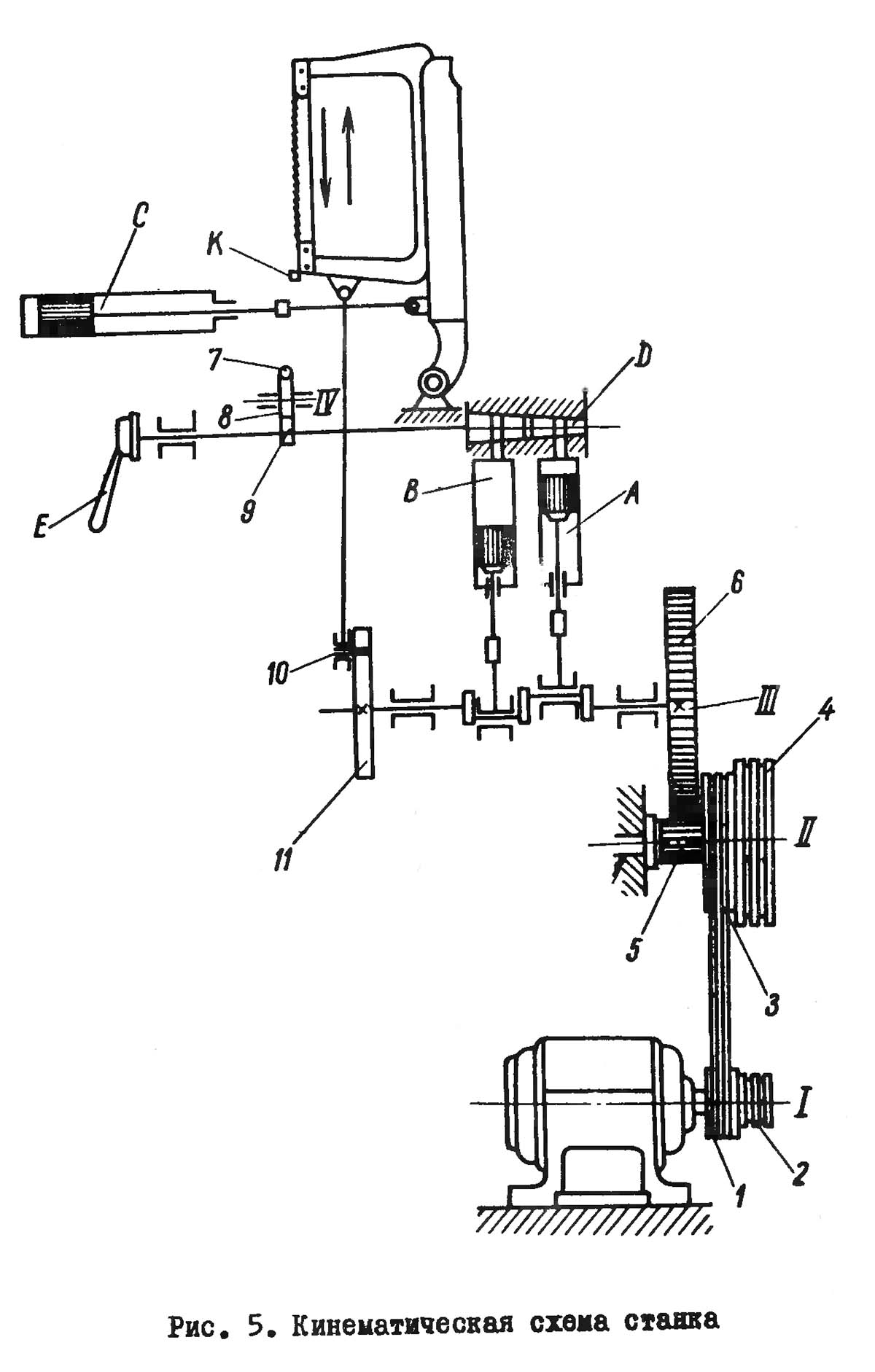
Кинематическая схема механической ножовки Н-1
Движение от электродвигателя 1 передается посредством клиноременной передачи и двухступенчатых шкивов на приводной вал II. Шкив 4 и 5, овободно вращающийся на валу II, сблокирован о шестерней 6. Через зубчатую пару 6 и 7 движение передается валу III, на другом конце которого закреплен кривошипный диск 12 с пальцем кривошипа.
От кривошипного диска посредством шатуна возвратно-поступательное движение получает пильная рама. Число ее двойных ходов в минуту 75 или 120. На валу III между двумя опорами имеются эксцентриковые шейки, от которых движение посредством шатунных тяг передается поршням А и В гидронасоса. Поршни нагнетают масло в распределительный кран Д, оттуда оно поступает в рабочий цилиндр С. Поршень этого цилиндра посредством шарнирных тяг соединен о рукавом.
Таким образом, подъем и опускание пильной раны, а также рабочая подача при резании осуществляется от гидропривода.
Управление гидроприводом производится рукояткой Е, которая может быть зафиксирована в пяти положениях:
- Бездействие
- Опускание пильной рамы
- Подъем пильной рамы
- Резание медленное
- Резание быстрое
По окончании резки заготовки в крайнем нижнем положении пильной рамы планка К, закрепленная на пильной раме, ударяет по рейке 8 и перемещает ее. Рейка через промежуточную шестерню 9 передает движение шестерне 10, жестко соединенной с валом распределительного крана. При этом кран устанавливается в положении подъема пильной рамы.
Пильная рама поднимается до тех пор, пока упор, находящийся на рукаве, не нажмет на конечный выключатель.
При этом размыкается электроцепь и выключается электродвигатель главного движения.
Описание конструкции механической ножовки Н-1
Ролик опорный
Для удобства подачи разрезаемой заготовки станок укомплектован опорным роликом, закрепленным на станине. Опорный ролик позволяет перемещать разрезаемый материал в зону резания в шаговом режиме при помощи вращения рукоятки 5. После подачи разрезаемого материала до упора, настроенного на определенную длину отрезки заготовки, опорный ролик необходимо повернуть, чтобы заготовка легла на опорную плоскость станины.
Привод станка Н-1
Привод станка состоит из следующих частей:
Чугунная стойка, укрепленная на верхней плоскости станины, служит опорой рукава и главного приводного вала.
Рукав в нижней части имеет направляющие типа ласточкин хвост, по которым движется пильная рама.
Рукав соединен со штоком поршня гидроцилиндра, поднимающего и опускающего пильную раму.
Пильная рама соединена шатуном с кривошипным диском и от которого получает возвратно-поступательное движение.
Гидравлическая схема механической ножовки Н-1
Гидропривод служит для быстрого подъема пильной рамы после окончания пиления и для рабочей подачи полотна в процессе резания.
В начале рабочего хода процесса резания на полотно действует минимальное давление, затем оно постепенно повышается и перед окончанием рабочего хода давление плавно падает.
В зависимости от рода материала величина падачи плавно регулируется дросселированием масла. Предельное давление масла в зависимости от прочности ножовочных полотен устанавливается предохранительным клапаном. Установка предохранительного клапана на нужное давление определяет степень сжатия пружины, которое регулируется винтом. Предохранительный клапан должен быть отрегулирован на давление не выше 25 кгс/см 2 . Станок поставляется отрегулированным в пределах 15..25 кгс/см 2
Во время обратного (холостого) хода полотна осуществляется подсечка - отрыв полотна от заготовки чтобы не уменьшать ресурс режущего инструмента.
Канал для подвода масла к контрольному манометру при работе станка должен быть закрыт пробкой I (рис.7). При регулировки вместо пробки ввинчивается контрольный манометр, который заводом не поставляется.
Схема электрическая механической ножовки Н-1

Электрическая схема механической ножовки Н-1
Инструмент отрезных ножовочных станков Н-1

Размеры ножовочных станочных полотен
Разрезание материала на ножовочных станках производится ножовочными полотнами, которые изготавливаются из сталей Р9, Р18 или ШХ 15.
Ножовочные полотна подбираются по длине и шагу зубьев в зависимости от размеров распиливаемой заготовки и материала. Основные размеры ножовочных полотен приведены в табл. 69.
Шаг зубьев ножовочных полотен подбирается в зависимости от толщины разрезаемой заготовки и ее материала. Ножовки с мелкими зубьями применяются для разрезания тонких заготовок и твердых материалов, ножовки с крупными зубьями— для заготовок с крупным сечением и мягких материалов.
Так, при разрезании станочными ножовками стали σвр = 40—60 кГ/мм 2 рекомендуются ножовки с шагом зубьев 3..4 мм, стали σвр = 60 кГ/мм 2 — с шагом 2,5 мм.

Форма зуба ножовочных полотен
Обычно форма зуба ножовочных полотен треугольная (рис. 27).
Для станочных ножовочных полотен принимают передний угол γ = 0—5°, задний угол α = 35—40°, угол заострения β = 50—55°, радиус впадин 0,5—1,5 мм. Всесоюзный научно-исследовательский инструментальный институт рекомендует симметричный зуб с передним углом γ = — 30° и угол заострения β = 60°
Эти ножовочные полотна имеют меньший износ зубьев, повышенную производительность и при затуплении могут дополнительно использоваться путем установки другим концом.
Для уменьшения бокового трения зубья ножовочных полотен имеют развод 0,6—0,8 мм. Разность в высоте вершин смежных зубьев полотна не должна превышать 0,1 мм у полотен с шагом зубьев 1 мм и 0,15 мм у полотен с шагом зубьев свыше 1 мм.
Производительность ножовочных станков зависит от давления на полотно, которое рекомендуется выбирать в зависимости от толщины полотна. Так, при толщине ножовочного полотна 0,8, 1 и 2 мм давление соответственно составляет 5, 10 и 30 кГ
При работе полотно должно быть туго натянуто на раме, после нескольких ходов пилы необходимо затянуть полотно вторично.
872М станок ножовочный отрезной
Схемы, описание, характеристики

Сведения о производителе ножовочно-отрезного станка модели 872М
Станки, выпускаемые Краснодарским экспериментальным заводом им. Калинина
872М станок электромеханический ножовочный отрезной. Назначение, область применения
Станок ножовочный отрезной 872М применяется для резки машинным ножовочным полотном труб, швеллеров, уголков, круглого проката, квадратной и полосовой стали.
Ножовочный отрезной станок 872М предназначен для отрезки круглого и профильного материала из стали, чугуна и цветных металлов машинным ножовочным полотном для металла путем поступательного движения.
Станок ножовочный отрезной 872М имеет гидравлическую систему для механизации основных вспомогательных операций:
Особенности конструкции ножовочного станка 872М:
При помощи верхнего прижима на тисках в станке 872М возможна пакетная резка заготовок.
Габаритные размеры рабочего пространства ножовочного станка 872М
Габаритные размеры рабочего пространства станка 872м
Общий вид механической ножовки 872М

Фото ножовочного станка 872М



872М Расположение основных узлов станка для резки металла

Расположение основных узлов ножовочного станка 872м
Перечень основных узлов станка для резки металла 872М
- Станина
- Рукав с пильной рамой
- Стойка
- Гидропривод
- Ограждение
- Привод
- Электрооборудование
- Система охлаждения
- Тиски
872М Расположение органов управления станком для резки металла

Расположение органов управления ножовочным станком 872м
Перечень органов управления станком для резки металла 872М
- Упор автоматического выключения станка при верхнем положении пильной рамы
- Кнопочный пост "Пуск" и "Стоп" привода станка
- Рукоятка фиксации пильной рамы в верхнем положении
- Выключатель станка
- Рукоятка управления гидроприводом
Кинематическая схема механической ножовки 872М
Кинематическая схема механической ножовки 872м
Описание конструкции механической ножовки 872М
Привод станка 872М
Гидравлическая схема механической ножовки 872М
Схема электрическая механической ножовки 872М
Электрическая схема механической ножовки 872м
Инструмент отрезных ножовочных станков 872М
Для станочных ножовочных полотен принимают передний угол γ = 0..5°, задний угол α = 35..40°, угол заострения β = 50..55°, радиус впадин 0,5..1,5 мм. Всесоюзный научно-исследовательский инструментальный институт рекомендует симметричный зуб с передним углом γ = — 30° и угол заострения β = 60°
Ножовочно-отрезные станки
Отрезные ножовочные станки применяются для отрезки круглого и профильного материала из стали, чугуна и цветных металлов машинным ножовочным полотном для металла в условиях индивидуального и серийного производства.
Ножовочные полотна закрепляются в пильной раме, которая перемещается в горизонтальной, вертикальной или наклонной плоскости. Резка производится перпендикулярно к оси заготовки, а также под углами до 45°.

| Бренд: | DALGAKIRAN | |
| Изготовитель: | Турция |

| Бренд: | SILOMA | |
| Изготовитель: | Болгария |
| Ø пиления | 280 |
| Размер заготовки | 250х250 |
| Угол поворота рамы ° | 90 |
| Мощность , кВт | 2.20 |
| Напряжение | 380В |
| Масса, кг | 570 |

| Ø пиления | 250 |
| Размер заготовки | 220х220 |
| Угол поворота рамы ° | 90 |
| Мощность , кВт | 4.00 |
| Напряжение | 380В |
| Масса, кг | 735 |

| Ø пиления | 250 |
| Размер заготовки | 350мм |
| Угол поворота рамы ° | 90 |
| Мощность , кВт | 1.50 |
| Напряжение | 380В |
| Масса, кг | 1120 |

| Бренд: | Россия |
| Ø пиления | 250 |
| Размер заготовки | 250х250 |
| Угол поворота рамы ° | 90 |
| Мощность , кВт | 2.62 |
| Напряжение | 380В |
| Масса, кг | 500 |

| Ø пиления | 250 |
| Размер заготовки | 250х250 |
| Угол поворота рамы ° | 90 |
| Мощность , кВт | 2.20 |
| Напряжение | 380В |
| Масса, кг | 650 |

| Ø пиления | 250 |
| Размер заготовки | 250х250 |
| Угол поворота рамы ° | 90 |
| Мощность , кВт | 2.20 |
| Напряжение | 380В |
| Масса, кг | 700 |

| Ø пиления | 400 |
| Размер заготовки | 170х250 |
| Угол поворота рамы ° | 90 |
| Мощность , кВт | 4.00 |
| Напряжение | 380В |
| Масса, кг | 800 |
Возвратно-поступательное перемещение рамы с пилой осуществляется при помощи электродвигателя посредством эксцентрика или кривошипного механизма. Движение подачи режущего полотна осуществляется, как правило, качанием рамы вокруг цапфы.
Перед тем, как купить ножовочный отрезной станок, необходимо обратить внимание на его основные характеристики:
- Мощность, кВт
- Максимальные размеры обрабатываемой заготовки, мм
- Угол поворота режущего инструмента, град.
- Размеры пропила, мм
- Размеры станка, мм
- Вес
Читайте также: