Способы защиты металла при сварке
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Электробезопасность — система организационных и технических мероприятий и средств, обеспечивающих защиту людей от вредного и опасного воздействия электрического тока, электрической дуги, электромагнитного поля и статического электричества.
Электротравма— травма, вызванная воздействием электрике ского тока или электрической дуги.
Электротравматизм — явление, характеризующееся совокупностью электротравм.
Электрическое замыкание на корпус — случайное электрическое соединение токоведущей части с металлическими нетоковедущими частями электроустановки.
Электрическое замыкание на землю — случайное электрическое соединение токоведущей части непосредственно с землей или нетоковедущими проводящими конструкциями или предметами, не изолированными от земли.
Основными причинами поражения электрическим током являются воздействие электрического тока, проходящего в сварочной цепи, соприкосновение с открытыми токоведущими частями и проводами (случайное, не вызванное производственной необходимостью, или вследствие ошибочной подачи напряжения во время ремонтов и осмотров); прикосновение к токоведущим частям, изоляция которых повреждена, касание токоведущих частей через предметы с низким сопротивлением изоляции, прикосновение к металлическим частям оборудования, случайно оказавшимся под напряжением (в результате отсутствия или повреждения защитных устройств), соприкосновение со строительными деталями конструкций, случайно оказавшимися под напряжением, и др. Опасность поражения электрическим током создают источники сварочного тока, электрический привод (включая пускорегулирующую аппаратуру), электрооборудование подъемно-транспортных устройств, электрифицированный транспорт, высокочастотные и осветительные установки, электрические ручные машины и т д.
Виды электротравм
Действие электрического тока на организм человека может вызвать различные электрические травмы (электрический ожог, металлизацию кожи, электрический знак) и электрический удар.
Электрический ожог может причинить электрическая дуга (дуговой ожог) или контакт с т0к0ведущей частью (токовый ожог) за счет преобразования энергии электрического тока в тепловую.
Металлизация кожи происходит в результате механического и химического воздействия тока, когда парообразные или расплавленные металлические частицы проникают вглубь кожи и пораженный участок приобретает жесткую поверхность.
Электрический знак — следствие теплового воздействия при протекании тока относительно большой величины через малую поверхность с относительно большим сопротивлением при температуре 50—115°С и хорошем контакте, в результате чего возникают запекшиеся или обуглившиеся участки кожи либо припухлость ее, а также отпечаток от прикосновения токоведущей части.
Электрический удар приводит к возбуждению живых тканей организма и сопровождается непроизвольными судорожными сокращениями мышц при прохождении через тело человека электрического тока.
Электроофтальмия приводит к воспалению наружных оболочек глаз, возникающему в результате воздействия мощного потока ультрафиолетовых лучей электрической дуги.
Электрический ток воздействует на нервную систему. Такое воздействие выражается очень резко, так как при прохождении через организм электрический ток поражает огромное количество чувствительных нервов Существенное влияние оказывает действие электрического тока на скелетную мускулатуру, вызывая судорогу, и особенно на сердце, вызывая фибрилляцию его (отдельные некоординированные «подергивания» волокон сердечной мышцы). При этом насосная функция сердца прекращается и может наступить смерть.
Причиной смерти, кроме фибрилляции, может быть остановка дыхания или ожог.
Степень тяжести поражения человека электрическим током зависит от следующих факторов, сопротивления тела, величины, длительности действия, рода и частоты тока; пути тока в организме, состояния организма и условий внешней среды.
Технические средства защиты
В процессе эксплуатации электросварочных установок требуется применение специальных средств защиты, которые делятся на изолирующие, ограждающие и вспомогательные.
Изолирующие средства защиты делятся на основные и дополнительные.
Основные изолирующие средства способны длительное время выдерживать рабочее напряжение электроустановки, поэтому ими разрешается касаться токоведущих частей, находящихся под напряжением К таким средствам относятся: диэлектрические резиновые перчатки, инструмент с изолированными рукоятками и токоискателями.
Дополнительные изолирующие средства обладают недостаточной электрической прочностью и поэтому не могут самостоятельно защитить человека от напряжения током. К таким средствам относятся: резиновая обувь, коврики и изолирующие подставки.
Резиновую обувь и коврики как дополнительные средства защиты применяют при операциях, выполняемых с помощью основных защитных средств.
Ограждающие средства защиты предназначены: для временного ограждения токоведущих частей (временные переносные ограждения-щиты, ограждения-клетки, изолирующие накладки, изолирующие колпаки); для предупреждения ошибочных операций (предупредительные плакаты); для временного заземления отключенных токоведущих частей с целью устранения опасности поражения работающих током при случайном появлении напряжения (временные защитные заземления).
Вспомогательные средства защиты предназначены для индивидуальной защиты работающего от световых, тепловых и механических воздействий (защитные очки, специальные рукавицы и т. п ).
Защитное заземление, зануление и отключение электросварочных установок и постов. Защитное заземление — преднамеренное электрическое соединение с землей или ее эквивалентом металлических нетоковедущих частей, которые могут оказаться под напряжением (рис. 25.1).
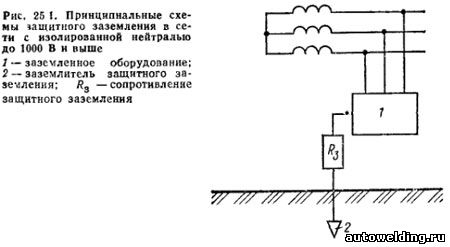
Назначение защитного заземления — устранение опасности поражения электрическим током при появлении напряжения на конструктивных частях электрооборудования, т. е. при замыкании на корпус.
Область применения защитного заземления — трехфазные трехпроводные сети напряжением до 1000 В с изолированной нейтралью.Различают заземлители искусственные, предназначенные исключительно для целей заземления, и естественные — находящиеся в земле металлические предметы.
В качестве искусственных заземлителей применяют обычно вертикальные и горизонтальные электроды. В качестве вертикальных электродов используют стальные трубы диаметром 3—5 см и угловую сталь размером 40x40 до 60x60 мм длиной 2,5— 3 м, стальные прутки диаметром 10—12 мм. Для связи вертикальных электродов и в качестве самостоятельного горизонтального электрода используют полосовую сталь сечением не менее 4х12 мм или сталь круглого сечения диаметром не менее 6 мм.
В качестве естественных заземлителей применяют проложенные в земле металлические трубы, за исключением трубопроводов горючих жидкостей, горючих или взрывоопасных газов, а также трубопроводов, покрытых изоляцией для защиты от коррозии.
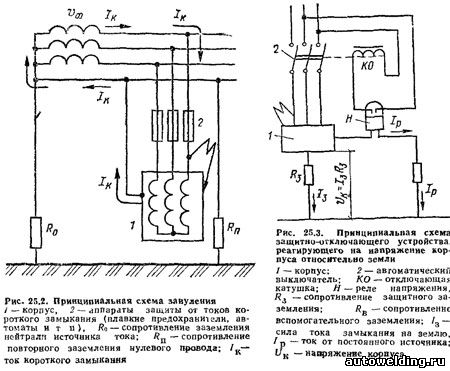
Зануление — преднамеренное электрическое соединение с нулевым защитным проводником металлических нетоковедущих частей, которые могут оказаться под напряжением (рис. 25 2).
Назначение зануления — аналогично с назначением защитного заземления.
Область применения зануления — трехфазные четырехпроводные сети с напряжением до 1000 В с глухозаземленной нейтралью.
>[?Принцип действия зануления — превращение пробоя на корпус в однофазное замыкание (т. е. замыкание между фазным и нулевым проводами) с целью создания большого тока, способного обеспечить срабатывание защиты и тем самым автоматически отключить поврежденную установку от питающей сети. Такой защитой являются: плавкие предохранители и автоматические выключатели, устанавливаемые перед потребителями энергии для защиты от токов короткого замыкания Скорость отключения поврежденной установки, т. е. время с момента появления напряжения на корпусе до момента отключения установки от питающей электросети, составляет 5—7 с при защите установки плавкими предохранителями и 1—2 с при защите автоматами Защитное отключение — быстродействующая защита, обеспечивающая автоматическое отключение электроустановки при возникновении в ней опасности поражения током (рис 25. 3) Основными частями устройства защитного отключения являются прибор защитного отключения и автоматический отключатель.
Прибор защитного отключения — совокупность отдельных элементов, которые реагируют на изменение какого либо параметра электрической сети и дают сигнал на отключение автоматического выключателя Таким элементом является датчик — устройство, воспринимающее изменение параметра и преобразующее его в соответствующий сигнал.
Автоматический выключатель—устройство, служащее для выключения и отключения цепей, находящихся под нагрузкой При коротких замыканиях он должен отключать цепь автоматически при поступлении сигнала от прибора защитного отключения Оказание первой помощи пострадавшему от воздействия электрического тока при сварочных работах. Первая доврачебная помощь при несчастных случаях от поражения электрическим током состоит из освобождения пострадавшего от действия тока и оказания ему медицинской помощи.
Освобождение пострадавшего от действия тока можно осуществить след>ющим образом отключить соответствующие части электроустановки, перерубить провода топором с деревянной рукояткой или оттянуть пострадавшего от токоведущей части, взявшись за его одежду, если она сухая, отбросить от него провод с помощью деревянной палки и т. п.
Если пострадавший в сознании, но до этого был в обмороке или продолжительное время находился под током, ему необходимо обеспечить полный покой до прибытия врача или срочно доставить в лечебное учреждение.
При отсутствии сознания, но сохранившемся дыхании, нужно ровно и удобно уложить пострадавшего на мягкую подстилку, расстегнусь пояс и одежду, обеспечить приток свежего воздуха, давать нюхать нашатырный спирт, обрызгивать водой, растирать и согревать тело.
При отсутствии признаков жизни надо делать искусственное дыхание и массаж сердца.
Искусственное дыхание должно быть начато немедленно, после освобождения пострадавшего от действия тока и выявления его состояния.
Наружный массаж сердца имеет целью искусственно поддержать в организме кровообращение и восстановить самостоятельную деятельность сердца.
О восстановлении деятельности сердца у пострадавшего судят по появлению у него собственного, не поддерживаемого массажем регулярного пульса.
Защита сварных швов от коррозии
Несмотря на то, что сварочное соединение одно из самых прочных, сам процесс сварки закладывает основу для ускоренного разрушения шва от коррозии. Чтобы этому противодействовать, применяют разные способы для предотвращения ржавления металла. Давайте разберемся, что это за способы и какие из них наиболее доступны в бытовых и производственных условиях.
В этой статье:
Причины коррозии сварочных швов
Сварочные швы начинают ржаветь быстрее основного металла. Это можно заметить на следующий день, осмотрев конструкцию, над которой трудились вчера. Коррозия возникает на соединениях, созданных любым методом сварки (MMA, TIG, MIG) и не зависит от аппарата и его цены.
Образование ржавчины на швах обусловлено следующими причинами:
Виды коррозии сварочных швов
После сварки процесс коррозии бывает наружный, внутренний или объединенный, что по-своему влияет на внешний вид соединения и ухудшение его характеристик. По типу коррозии существует:
Методы предотвращения коррозии
Защита сварочного шва от коррозии выполняется при помощи химических, термических и механических процессов. Рассмотрев технологию, необходимые средства для каждого метода, получится выбрать подходящий для своих условий работы.
Отжиг
Чтобы убрать температурные напряжения в конструкции после сварки, изделие отжигают. Это происходит путем нагрева детали до 800 градусов. Затем его помещают в водный раствор натрий-хрома (3%), содержащий ингибиторы коррозии. Благодаря такой обработке напряжения сглаживаются, шов "впитывает" молекулы хрома. Это продлевает срок службы сварочного соединения и защищает от ржавчины.
Но для такого метода нужно оборудование и условия для нагрева изделия до 800 градусов. Это можно сделать при помощи газовой горелки или в крупной печи. Затем требуется большая емкость, куда окунается деталь со сварочными швами. Следовательно, крупные конструкции в бытовых условиях обработать сложно. Процесс по отжигу (нагреву и последующему охлаждению) занимает время, что сказывается на производительности при большой партии одинаковой продукции.
Анодирование
Электрохимический процесс, при котором защита сварных швов от возникновения коррозии достигается путем создания на поверхности особо прочной пленки. Процесс происходит в такой последовательности:
- Швы предварительно травят, обрабатывая азотной кислотой. Остальную поверхность просто обезжиривают растворителями (уайт-спирит, ацетон, бензин).
- В ванну на дно укладывают свинцовые листы. К ним присоединяют контакты с напряжением, чтобы проводник стал катодом.
- Емкость наполняют серной или хромовой кислотой. Чаще используют серную среду, поскольку процесс требует меньшего расхода электроэнергии. Хромовый ангидрид более дорогостоящий.
- К изделию подключают второй полюс, чтобы оно играло роль анода.
- Деталь погружается в ванну и подается напряжение. Происходит анодирование, создается устойчивый особо прочный верхний слой.
- Изделие извлекается и промывается горячей водой для удаления кислоты. Горячая вода содействует уменьшению пор в металле и уплотнению защитной пленки.
- Затем деталь сушат.
Для анодирования необходимо электричество, химические растворы и емкость, способная вместить конструкцию со сварочными швами. Следовательно, создать условия для такого метода защиты можно только на производстве. В быту получится организовать анодирование только для небольших изделий.
Лужение
Лужение сварочного шва — это наплавление на его поверхность другого материала, служащего защитой. Чаще всего используют олово или его сплавы, поскольку у них относительно невысокая температура плавления. Сварочный шов обрабатывают механически до нужного вида, толщины, формы. Затем газовой горелкой или паяльной лампой разогревают поверхность соединения. Второй рукой подают в нагреваемую зону припой — оловянный стержень. Он постепенно плавится и олово растекается по поверхности основного металла. Когда припой остывает, образуется прочная защитная пленка, устойчивая не только к образованию коррозии, но и механическому воздействию.
Метод можно реализовать в домашних условиях, в гараже или мастерской. Понадобится олово и паяльная лампа. Но сам процесс лужения долгий по времени, требует аккуратности и терпения. Работа на вертикальных поверхностях осложняется законами гравитации — расплавленное олово скапывает вниз. Поэтому способ защиты сварочного шва подойдет только как разовый, а для серийного применения нужно искать другой метод.
Шпаклевание, грунтование
Техника защиты часто используется в автомастерских для защиты швов при замене арок, порогов, других частей кузова автомобилей. После сварки швы зачищаются и шпаклюются, чтобы вывести ровную плоскость, скрыть следы сварочных работ. Затем поверхность грунтуют, красят и покрывают лаком. Процесс очень кропотливый, требует большого опыта, навыка, иначе сварочный шов будет виден. Если не качественно удалить ржавчину в околошовной зоне, коррозия продолжится под ЛКП и вскоре краску вспучит, потребуется все переделывать.
Подбор присадки и проволоки
При сварке нержавеющей стали часть легирующих элементов выгорает под действием высоких температур. Чтобы компенсировать потери, выбирают проволоку с увеличенным содержанием хрома, благодаря чему шов остается максимально приближенным по составу к основному металлу. Но такая технология защиты шва от коррозии применима только с легированными металлами. Для малоуглеродистой и углеродистой конструкционной стали аналогов нет.
Возможности сварочной химии
Наиболее простой способ защиты всех видов сварных соединений — применение сварочной химии. Это специальные средства, наносимые на швы после сварки, которые надежно защищают металл от ржавчины. Их можно использовать на любой поверхности (горизонтальной, вертикальной, потолочной). По консистенции сварочная химия бывает в виде пасты или спрея.

Пасты для защиты сварочных швов имеют разный принцип действия, что зависит от состава. Есть травильные пасты, применяющиеся для легированных сталей. Они восстанавливают коррозионностойкие свойства за счет серной, плавиковой и азотной кислот, находящихся в составе.
Другие пасты состоят из смеси синтетических масел. Они образуют на поверхности сварочного шва защитную пленку, устойчивую к:
Еще одни виды паст состоят из алкидной смолы. Они выполнены с металлическим блеском, напоминающим цинковое покрытие. Смола устойчива к солям, температурам от -50 до +240 градусов. Надежно изолирует шов от контакта с воздухом и водой.
Все виды защитных антикоррозионных паст не содержат вредных компонентов, поэтому безопасны для сварщика. Имеют желеобразную консистенцию, легко наносятся на вертикальные и потолочные поверхности, не стекают вниз. Пасты с маслами обеспечивают дополнительную смазку, чтобы контактирующие со швом детали не стачивали верхний слой соединения. Нанесение пасты занимает минимум времени, поэтому не сказывается на производительности.

Спреи для защиты шва от коррозии изготавливаются на основе акриловой смолы, синтетического воска и пигментов нержавеющей стали. Бывают прозрачные, с серебристым или латунным оттенком, придающим изделию красивый вид. По применению они еще проще, чем пасты. После сварки требуется распылить средство по шву и окружающей поверхности.
Спреи и пасты для защиты швов могут наносить даже новички — особых знаний не нужно. Удобство работы во всех пространственных положениях с большими и малыми конструкциями делает их лучшим способом защиты от ржавчины.
Ответы на вопросы: защита сварных швов от коррозии
Это зависит от состава. Срок защиты производитель указывает в характеристиках. Например, спреи на восковой основе, образующие прозрачную пленку, защищают в течение 3 месяцев. Этого достаточно, чтобы полностью собрать крупную конструкцию, транспортировать ее в другое место и там уже окрасить.
Да, перед окрашиванием или необходимостью в дальнейшей сварке пленка стирается очистителями, продающимися в специализированных магазинах.
Большинство спреев выдерживают температуру до 200 градусов. Некоторые товары способны кратковременно переносить до 300 градусов. Пасты на основе синтетических масел сохраняют свои свойства при 1200 градусах.
Необходимо дождаться остывания соединения. Нанесение проводят при комнатной температуре с расстояния 25 см до поверхности. Предварительно шов обрабатывают очистителем.
Большинство спреев на отлип высыхает спустя 10 минут. За деталь уже можно браться, переставлять ее. Полное отвердение наступает спустя 4-6 часов.
Большая Энциклопедия Нефти и Газа
Для защиты зоны сварки используют инертные газы гелий и аргон, а иногда активные газы - азот, водород и углекислый газ. Применяют также смеси отдельных газов в различных пропорциях. Такая газовая защита оттесняет от зоны сварки окружающий воздух. При сварке в монтажных условиях или в условиях, когда возможно сдувание газовой защиты, используют дополнительные защитные устройства. Эффективность газовой защиты зоны сварки зависит от типа свариваемого соединения и скорости сварки. [16]
Для защиты зоны сварки стали применяться инертные газы - аргон и гелий. Был разработан процесс аргоно-дуговой сварки и соответствующее сварочное оборудование для автоматической и механизированной сварки плавящимся и неплавящимся электродами. Для сварки чистой меди оказалось возможным применять азот высокой чистоты, так как медь не дает с ним соединений, устойчивых в условиях дуговой сварки. [17]
Приспособления для защиты зоны сварки от соприкосновения с воздухом закреплены, как правило, на мундштуке, образуя единый узел. На рис. 8 - 24, а показано приспособление для сварки под флюсом, где последний подается через воронку 14, располо. [18]
Этим обеспечивается защита зоны сварки от окисляющего воздействия атмосферного воздуха и замедленное охлаждение сварного шва, что способствует получению швов высокого качества. При левом способе ( рис. 22, б) горелка перемещается вслед за присадочным прутком, а пламя направлено на несваренные еще кромки с целью их предварительного подогрева. Первый способ применяют при сварке деталей толщиной более 5 мм с целью увеличения скорости сварки и меньшего расхода ацетилена и кислорода. При сварке тонких листов, обычно не имеющих разделки кромок, применяют левый способ, при котором сварщик отчетливо видит шов и при котором пламя свободно растекается по поверхности детали, снижая опасность пережога. [19]
По способу защиты зоны сварки от окружающей среды сварочные дуги можно разделить на открытые и закрытые, или погруженные. Применяется также и комбинированная защита шлаком и газом. Закрытая, или погруженная дуга, характерная для способа дуговой сварки под флюсом, невидима для сварщика. [20]
Какие способы защиты зоны сварки используют при сварке в защитных газах. [21]
Наибольшее распространение для защиты зоны сварки получили аргон и углекислый газ. [23]
Ширма служит для защиты зоны сварки от ветра. Каркас ширмы обтягивается брезентом. [24]
Большое влияние на защиту зоны сварки углекислым газом оказывает расстояние сопла горелки до поверхности сварочной ванны. [25]
Какие газы используют для защиты зоны сварки . [26]
В зависимости от способа защиты зоны сварки от окружающей среды сварочная дуга может быть открытой или защищенной от со-прикосновен-ия с воздухом слоем шлака и струей газа - аргона, гелия, углекислого газа. [27]
В зависимости от способа защиты зоны сварки от окружающей среды сварочная дуга может быть открытой или закрытой. [29]
В зависимости от способа защиты зоны сварки от окружающей среды сварочная дуга может быть открытой или защищенной от соприкосновения с воздухом слоем шлака и струей газа - аргона, гелия, углекислого газа. [30]
Техника безопасности и защита при сварке
Сварочные столы и плиты TEMPUS - в наличии на складе!
Большой выбор: Стол стационарный, Стол подъемный, Стол пятисторонний, Комплект оснастки
Доставка по всей России!
Технологические процессы во многих промышленных производствах невозможны без вредных выбросов в окружающую среду. Поэтому вопрос защиты здоровья сотрудников представляется более чем актуальным. Для его решения мы предлагаем использовать мобильные фильтровентиляционные агрегаты – передвижные устройства, позволяющие отбирать загрязненный воздух, тем самым не позволяя ему дальше распространяться, и очищать его от примесей (дыма, пыли и т.д.).
Есть ряд заболеваний, которые характерны именно для профессии сварщиков, они возникают из-за постоянного присутствия сварочного аэрозоля, излучения, большого искрения, брызг металла, шлака, определенного положения тела сварщика во время работы. Если стаж сварщика более 10 лет, то есть основания включить его в группу риска по приобретению профессиональных заболеваний. Допустимая концентрация лишь оттягивает этот рубеж.
Сварочные работы являются одним из видов деятельности, относящейся к категории повышенной опасности. Любые работы, связанные с производством сварки, должны выполняться в условиях обязательного соблюдения техники безопасности. Техника безопасности, как минимум, требует предварительного инструктажа, применения средств индивидуальной защиты и соблюдения технологии процесса сварки.
Существующая аппаратура для сварки пластмасс требует применения сжатого воздуха и других негорючих газов, находящихся под давлением, горючих газов, а также электроэнергии. Поэтому к работе с аппаратурой для сварки изделий допускаются лица, изучившие ее устройство и правила эксплуатации. Кроме того, лица, которых допускают к работе с газовыми горелками, должны знать специальные правила по обращению с газовыми баллонами и с ацетиленовыми генераторами.
Термит необходимо хранить на деревянных стеллажах в отапливаемых складских помещениях, имеющих вытяжную вентиляцию.Все электрические устройства склада (осветительные приборы, моторы и пр.) должны быть взрывобезопасными, а электрические коммуникации — иметь надежную изоляцию. Склады термита должны быть удалены от жилых зданий и производственных помещений на расстояние не менее 30 м.
Для защиты глаз и лица сварщиков и подсобных рабочих используются специальные щитки и маски, изготовляемые в соответствии с требованиями ГОСТ 1361—69. При разработке масок и щитков для защиты лица электросварщика необходимо учитывать антропометрические данные.
В соответствии с ГОСТ 12.3.003—75 средства индивидуальной защиты органов дыхания следует применять при отсутствии местных отсосов. В некоторых случаях местные вытяжные устройства не могут обеспечить требуемых параметров воздушной среды, поэтому также необходимо применение средств индивидуальной защиты органов дыхания.
Кислородно-ацетиленовую сварку рекомендуется проводить на столах, оборудованных типовым укрытием — шкафом с откидными дверцами и козырьком.
Производительность труда электросварщика и повышение качества сварки зависят от условий, в которых производятся сварочные работы, т. е. от правильности организации рабочего места сварщика (сварочного поста).
Рабочее место сварщика должно содержаться в чистоте и порядке, не допуская ничего лишнего, мешающего работе на рабочем месте, а также в проходах и проездах. Детали и заготовки следует держать в устойчивом положении на подкладках и стеллажах, высота штабелей не должна превышать полторы ширины или полтора диаметра основания штабеля и во всех случаях не должна быть более 1 м.
Для защиты глаз и лица электросварщиков (резчиков) от световой радиации и других вредных воздействий технологических процессов применяют защитные ручные или наголовные щитки, например щитки с креплением на каске, с непрозрачным корпусом.
Необходимо надежно заземлять корпуса сварочных машин, аппаратов и установок, зажимы вторичной цепи сварочных трансформаторов, служащие для подключения обратного провода, а также свариваемые изделия и конструкции.
Сварка внутри емкостей характеризуется быстрым образованием высоких концентраций газов и аэрозоля в зоне дыхания, а также неблагоприятными метеорологическими условиями, поэтому требует специальных санитарно-технических мероприятий. Условия работы при сварке внутри резервуаров усугубляются повышенным тепловым облучением и неудобным положением тела сварщика.
Системы вентиляции должны обеспечить в сборочно-сварочных цехах и на участках метеорологические условия (температуру, относительную влажность и скорость движения воздуха), а также содержание вредных веществ в воздухе рабочей зоны в соответствии с «Санитарными нормами проектирования промышленных предприятий» СН 245—71.
Для обеспечения требуемой по санитарным нормам чистоты воздуха в рабочей зоне сборочно-сварочных цехов и участков одной вентиляции, как показывает практический опыт, недостаточно. Необходимо выполнение ряда требований к конструкции сварочного оборудования, применяемым материалам и к организации технологического процесса. При проектировании и сооружении производственного здания должны быть учтены требования к объемно-планировочным решениям, способствующие правильной организации воздухообмена в цехе и обеспечивающие возможность размещения необходимого вентиляционного оборудования.
Как известно, сварочные процессы отличаются интенсивными тепловыделениями (лучистыми и конвективными), пылевыделениями, приводящими к большой запыленности производственных помещений токсичной мелкодисперсной пылью, и газовыделениями, действующими отрицательно на организм работающих. Некоторые процессы, например, плазменно-дуговая резка, сопровождаются, кроме того, интенсивным шумом, также создающим неблагоприятные условия труда.
Наибольшую пожарную опасность представляет дуговая электросварка открытой дугой, при которой от дуги в разные стороны разлетаются раскаленные частицы металла. Известны случаи возгорания от искр электродуговой сварки промасленных или пропитанных бензином тряпок, обтирочной ветоши, бумаги, опилок, находящихся на расстоянии 3—4 м от места сварки: при сварке на высоте искры отлетают от дуги на 5 м в более.
В комплексе мероприятий по профилактике производственного травматизма при сварке наряду с правильном организацией работ главное место занимают мероприятия по автоматизации и механизации основных сварочных процессов. Для механизации сборки вместе с применением универсальных сборочных приспособлений для прихватки деталей широкое применение получают специальные сборочные механизмы с механическими, пневматическими и гидравлическими устройствами. Для механизации ручной сварки в зависимости от типа производства и размеров изделия все большее применение получают поворотные ручные и приводные механизмы, обеспечивающие поворот и наклон изделия в одной плоскости или в нескольких плоскостях. Для механизации установки изделий под автоматическую сварку продольных швов находят применение ручные и приводные поворотные механизмы.
Научная организация труда (НОТ) на предприятии есть совокупность организационных, технологических и санитарно-гигиенических мероприятий, обеспечивающих наиболее целесообразное использование рабочего времени, производственных навыков и творческих способностей каждого члена коллектива, способствующих устранению тяжелого ручного труда, неблагоприятных воздействий окружающей среды на организм работающего, снижение травматизма. Правильная организация рабочего места сварщика способствует не только повышению производительности труда и качества сварки, но и обеспечению безопасных условий работы, снижению травматизма и несчастных случаев.
Читайте также: