Сплав металла на плате
Сплав Розе — это легкоплавкий материал, температура плавления которого около +94 °C. Состав: олово, свинец и висмут. Применяется при низкотемпературной пайке и в некоторых предохранителях. Хранится в небольших гранулах.
Свойства и применение
Относительно припоя ПОС (который кстати тоже считается мягким в общей классификации припоев), сплав Розе в разы хрупче. Поэтому среди радиолюбителей и электронщиков он считается легкоплавким (хотя тот же ПОС тоже относится к легкоплавким, у твердоплавких температура выше +300 °C)
Розе хорошо подходит для выпаивания деталей, разъемов, шлейфов SMD микросхем и демонтажа защитных металлических экранов с плат мобильных телефонов.
Например, можно снять все металлические экраны с платы мобильного телефона при помощи пары гранул сплава Розе.
А еще при помощи него можно легко выпаивать большие разъемы на компьютерных материнских платах. С помощью оплетки для снятия припоя это будет очень долго и дорого (вы потратите почти всю оплетку на какой-нибудь PCI + перегреете контакты, если это донор). Оловоотсос тоже не вариант, так как современные платы практическим не имеют зазоров в отверстиях между контактом и деталью. Да и игла не поможет.
Можно использовать фен и нижний подогрев, но зачем лишний раз нагревать всю плату? Можно просто снизить температуру пайки сплавом Розе. Достаточно парой гранул сплава смешать с припоем контактов, и можно феном без перегрева аккуратно выпаять разъем с платы.
Особенности сплава:
- Низкая температура плавления. Выпаивание разъемов и деталей без перегрева.
- Хрупкость. Паяные соединения получаются ненадежными. Из-за этого лучше им не паять, а только выпаивать компоненты платы.
- Токсичность. Паяльные работы только в проветриваемом помещении.
Сплав Вуда и Розе
Еще один популярный низкотемпературный припой – это сплав Вуда.

Температура плавления около 68 °C. Внешне отличается меньшим размеров гранул. Состав аналогичен, но в нем присутствует еще кадмий. Из-за последнего в своем составе он очень токсичен.
Не рекомендуется паять таким припоем ни при каких обстоятельствах!
Только в крайнем случае и в проветриваем помещении. Не стоит злоупотреблять этим сплавом. Если есть выбор между Розе и Вуда – лучше использовать первый и избегать второй.
Методы паяльных работ
Для выпаивания разъема или детали из платы без перегрева нужно залудить контакты низкоплавким материалом.
Итоговая температура плавления будет выше, чем у Розе в чистом виде так как он смешивается с припоем на плате у которого другой состав и характеристики. (плавление при 270 °C)
Место работ имеет важное значение. Например, плата может быть очень теплоемкой из-за ее толщины. Время и мощность нагрева должны быть больше, чем у более легкой платы.
Материнскую плату от компьютера придется дольше прогревать, чем маленькую плату от мобильного телефона из-за большей многослойности и толщины текстолита.
Сначала наносится флюс на контакты выпаиваемой детали. Добавляется несколько гранул легкоплавкого припоя. Есть несколько техник паяльных работ.
Работа паяльником
Нужны массивные жала: мини волна, топорик.

Температуру паяльника можно оставить в пределах 230 °C, например, 200 °C.


Контакты детали нужно залудить легкоплавким сплавом, предварительно нанеся флюс.
На контактах образуется капля припоя, которую легко разогреть одним паяльником на небольшой мощности.

Результат паяльных работ.

Как выпаять разъем USB одним паяльником и Розе
Быстрая и безопасная пайка одним паяльником и легкоплавким припоем.

Пайка феном
Фен выставляется на температуру примерно 120 — 170 °C со средним потоком воздуха.


Гранулы постепенно расплавляются и смешиваются с контактами. Их лучше поправлять пинцетом по месту пайки, чтобы припой лучше распределился.
Нужно тщательно прогреть место пайки. Постепенно, по мере повышения температуры, деталь начнет выпаиваться. Это будет заметно при появлении блика на припое.

Результат низкотемпературной пайки.
Комбинированный метод
Фен сверху над местом пайки нужен для вспомогательного инструмента, на 100°C, а паяльником паяются детали сплавом Розе на температуре 200 °C.

После пайки детали обязательна очистка от получившейся смеси припоя с помощью оплетки.
А можно ли паять и лудить с помощью Розе
Для выпаивания деталей с платы сплав подходит, но для окончательной пайки уже детали на плату — ни в ком случае из-за хрупкости. Сплав Розе очень хрупкий, соединения получаются ненадежными. Особенно это касается разъемов и проводов. Когда по плате или проводам протекает электрический ток, выделяется тепло.
Из-за этого начинает плавиться низкотемпературный спав. К тому же, он не терпит вибрации или механических ударов. Появляются микротрещины, возникают окислы и потеря соединения.
Лужение сплавом Розе
У радиолюбителей есть популярный «ленивый» способ лужения плат с помощью слава Розе. Для этого в кипящую кастрюлю с щепоткой лимонной кислоты добавляются несколько гранул низкотемпературного сплава и платы, которые нужно залудить. Припой равномерно в считанные секунды распределяется. Основные недостатки данного способа лужения — это токсичность и все та же хрупкость сплава.

Существенный недостаток — хрупкость и токсичность. Именно из-за этого не стоит запаивать таким сплавом детали.
Меры предосторожности

Так как используемые материалы токсичны, то обязательно паять в проветриваемом помещении и средствах защиты.
Во время паяльных работ нужно держать дистанцию и надевать защитные очки. Расплавленные капли металла могут попасть на кожу или слизистые тем самым вызвав ожоги, заражение.
Сами гранулы брать только пинцетом, не допуская контакта. Они не настолько токсичны, но это намного уменьшает его влияние.

Нельзя допускать попадание сплава и его частичек на открытые раны.
Вывод
Сплав Розе справляется при низкотемпературном выпаивании деталей из плат. Его можно использовать только для этих целей. Лудить платы не очень хорошая идея из-за неудовлетворительных характеристик прочности и стойкости к механическим повреждениям или вибрации.
Если выбирать между Розе и Вуда, то выигрывает первый. Между ними не большая разница в температурах. Это не такой важный параметр, чтобы жертвовать своим здоровьем ради меньшей температуры пайки.
Руководство по материалам электротехники для всех. Часть 3
Продолжение руководства по материалам электротехники. В этой части заканчиваем разбирать проводники: Углерод, Нихромы, термостабильные сплавы, припои — олово, прозрачные проводники.
Хочу сказать спасибо всем за дельные комментарии к предыдущим частям, мой список TODO растет. Если тенденция сохранится, то итоговую версию руководства в формате pdf я опубликую не в 11 части, как планировал, а отдельно 12й частью вместе со списком доработок и улучшений. Оставляйте пожелания в комментариях какие места требуют более подробного обьяснения.
Эта часть посвящена «так себе проводникам» — материалам которые проводят ток, но делают это весьма паршиво, и с этим мирятся только благодаря каким-то особым свойствам материала, которого нет у других проводников.
Углерод
С — углерод. Не совсем металл, но тоже проводник. Графит, угольная пыль — не такие хорошие проводники как металлы, но зато очень дешевые, не подвержены коррозии.
Примеры применения
Компонент резисторов. В виде пленок, в виде объемных брусков в диэлектрической оболочке.
Добавка в полимеры для придания электропроводности. Для защиты от образования статического электричества достаточно ввести в состав полимера мелкодисперсный графит, и пластик из диэлектрика становится очень плохим проводником, достаточным, что бы статический заряд с него стекал. При работе с изделиями из такого пластика они не будут прилипать и искрить, что важно при пожароопасности или работе с электроникой.

Токопроводящий лак на базе суспензии графита.
На базе полимеров, заполненных мелкодисперсным графитом, основаны различные нагреватели — пленочные электронагреватели теплых полов, греющие кабели для систем водоснабжения, нагреватели для одежды и т.д. Высокий коэффициент расширения полимеров при нагреве приводит к отрицательной обратной связи, что делает такие нагреватели саморегулирующимися и потому безопасными. При пропускании тока через такой полимер, он нагревается, от нагрева расширяется, контакт между частичками углерода в матрице из полимера ухудшается, от этого увеличивается сопротивление — уменьшается протекаемый ток, уменьшается нагрев. В итоге, устанавливается некоторая температура полимера, стабильно поддерживающаяся этим механизмом обратной связи без каких либо внешних устройств.

Нагреватель от печки лазерного принтера. Основа — фарфор, проводники — серебро. Нагреватель — углеродная композиция, покрыта для защиты слоем глазури.
Аналогично устроены полимерные самовосстанавливающиеся предохранители. Если ток через такой предохранитель превысит номинальный, от нагрева полимер в составе расширяется, и резко увеличившееся сопротивление прерывает ток через предохранитель до некоторого небольшого значения. Такие предохранители обеспечивают медленную защиту, но не требуют замены предохранителя после каждой аварии.
Угольный сварочный электрод — используется для сварки, когда от электрода требуется только поддерживать дугу не плавясь. Уголь значительно дешевле вольфрама, но менее прочен и постепенно сгорает на воздухе.

Электроды от дуговой лампы, использовавшейся для киносъемок. Марка электродов КСБ — Уголь КиноСьемочный Белопламенный неомедненный.
Медно-графитовые материалы. Получают спеканием порошка меди и графита в разных пропорциях. В зависимости от состава могут быть от чёрных как уголь до темно красных с медным блеском. Используется как материал скользящих контактов — щеток электрических приборов. Такие щетки обеспечивают низкое сопротивление вращению — хорошо скользят по контактам коллектора. Кроме того их твёрдость заметно ниже твёрдости металла коллектора, так что в процессе работы истираются и подлежат замене дешевые щетки а не дорогой ротор.

Изношенные щетки от двигателя стиральной машины. Плохой контакт щеток с коллектором — причина повышенного искрения.
Источники
Если вдруг понадобился срочно угольный электрод, например сварить термопару, самый доступный способ — вытащить центральный электрод из солевой батарейки (маркировка которой начинается с R а не LR, щелочные («алкалиновые») не подойдут). Угольный стержень из батарейки содержит в себе следы электролита, поэтому перед применением не лишнем будет промыть и прокипятить его в воде для удаления остатков электролита.
Нихромы
Для изготовления нагревателей, мощных сопротивлений требуются сплавы со следующими требованиями:
- Относительно высокое удельное сопротивление — иначе нагреватель придется делать длинным и тонким, что отрицательно скажется на долговечности.
- Устойчивость к окислению на воздухе. Если в колбу лампы накаливания попадет воздух, то спираль очень быстро сгорит. При высоких температурах скорости химических реакций растут, и кислород воздуха начинает окислять даже стойкие при комнатной температуре металлы.
- Иметь приемлемые механические характеристики. Низкая пластичность и повышенная хрупкость негативно скажется на надежности изделия.
Нихром (55-78% никеля, 15-23% хрома) рабочая температура до 1100 °C хотя нихромы — это целый класс сплавов с небольшой разницей в составе.
Фехраль, название образовано от состава FeCrAl (12-27% Cr, 3.5-5.5% Al, 1% Si, 0.7% Mn, остальное Fe) рабочая температура до 1350 °C (Иногда называют канталом — kanthal, это не марка сплава, а торговая марка, которая стала нарицательной, как например «термос»).
Добавка хрома обеспечивает образование защитной пленки на поверхности сплава, благодаря чему нагреватели из нихрома могут длительное время работать на воздухе с высокой температурой поверхности.
Фехраль после нагрева становится ломким. Нихром после нагрева еще можно как-то гнуть. При этом фехраль дешевле нихрома, в рознице не так заметно, но ощутимо в оптовых партиях.
Нихромовая спиралька с фитилем внутри — испаритель электронной сигареты. Нихромовой струной, подогреваемой электрическим током, режут пенополистирол. Также из нихрома изготавливают термосьемники изоляции — на сегодняшний день самый надежный способ снять изоляцию с провода и не повредить токопроводящую жилу.
На удивление, достаточно трудно купить нихром в виде проволоки в небольших количествах, местные продавцы о количествах менее килограмма даже слышать не хотят. Так что, если понадобится изготовить нагревательный элемент — то проще перемотать нихром с какогонибудь неисправного тепловентилятора.
Концы нагревательных элементов обычно приваривают к тоководам или зажимают механически — винтом или опрессовкой.
Сплавы для изготовления термостабильных сопротивлений
У всех материалов есть ТКС — температурный коэффициент сопротивления, мера того, насколько изменяется сопротивление с изменением температуры. Он может быть положительным — как у металлов, с ростом температуры сопротивление растет, может быть отрицательным, как у полупроводников, с ростом температуры сопротивление падает. При изготовлении точных измерительных приборов необходимо иметь сопротивления с минимальным дрейфом номинала в зависимости от температуры. Для этого изобрели сплавы с минимальным ТКС:
Константан (59% Cu, 39-41% Ni, 1-2% Mn)
Манганин (85% Cu, 11.5-13.5% Mn, 2.5-3.5% Ni)
Таблица, с указанием температурного коэффициента (обозначается как α) для различных
металлов:
| Материал | Температурный коэффициент α |
|---|---|
| Кремний | -0,075 |
| Германий | -0,048 |
| Манганин | 0,00002 |
| Константан | 0,00005 |
| Нихром | 0,0004 |
| Ртуть | 0,0009 |
| Сталь 0,5% С | 0,003 |
| Цинк | 0,0037 |
| Титан | 0,0038 |
| Серебро | 0,0038 |
| Медь | 0,00386 |
| Свинец | 0,0039 |
| Платина | 0,003927 |
| Золото | 0,004 |
| Алюминий | 0,00429 |
| Олово | 0,0045 |
| Вольфрам | 0,0045 |
| Никель | 0,006 |
| Железо | 0,00651 |
Если упростить, то коэффициент α говорит, во сколько раз изменится сопротивление проводника при изменении температуры на один градус Цельсия.
Припои
Пайка — это процесс соединения двух деталей при помощи припоя, материала с температурой плавления меньшей, чем у соединяемых деталей. Например, соединение двух медных проводников при помощи олова. Именно использование припоя — основное отличие от сварки, когда детали соединяются расплавом из самих себя, например стальной крюк к стальной двери приваривается при помощи стального плавящегося сварочного электрода.
Припои чаще классифицируют на две группы — тугоплавкие (температура плавления 400°С и более) и легкоплавкие. Или, иногда, на твёрдые и мягкие. Учитывая, что мягкие припои обычно легкоплавкие, то часто твёрдые припои синоним тугоплавких, а мягкие припои — легкоплавких.
В электронной технике припои используют для создания надежного электрического контакта. Основные припои в электронной технике — мягкие, на базе олова и оловянно-свинцовых сплавов. Все остальные экзотические припои рассматриваться не будут.
Олово
Sn — Олово. Основной компонент мягких припоев. Олово — относительно легкоплавкий металл, что позволяет использовать его для соединения проводников. В чистом виде не используется (см. факты). Из-за дороговизны олова (а также других причин, см. ниже), его в припоях разбавляют свинцом. Припой из 61% олова и 39% свинца образует эвтектику, такой смесью, ПОС-61 (Припой Оловянно-Свинцовый — 61% олова) паяют радиодетали на платах, провода. В менее ответственных узлах (шасси, теплоотводы, экраны и т.п.) олово в припоях разбавляют сильнее, до 30% олова, 70% свинца.
Электронные устройства долгое время паяли оловянно-свинцовыми припоями. Затем набежали экологи и заявили, что свинец — металл тяжелый, токсичный, и проблемы бы не было, если бы все эти ваши айфоны, компьютеры и прочие гаджеты не оказывались на свалке, откуда свинец попадает в окружающую среду. Поэтому придумали серию бессвинцовых припоев, когда олово разбавлено висмутом, или вовсе используется в чистом виде, стабилизированное добавками, например, серебра. Но эти припои дороже, хуже по характеристикам, более тугоплавкие. Поэтому оловянно-свинцовые припои надолго останутся в ответственных изделиях военного, космического, медицинского применения.
Кроме того, бессвинцовые припои склонны к образованию «усов». Оловянные усы — длинные тонкие кристаллы, вырастающие из оловянного припоя — причина отказов и сбоев аппаратуры. К сожалению, присадки в припои не позволяют на 100% прекратить рост «усов», поэтому оловянно-свинцовые припои, как проверенные временем, используются в критичных системах — космос, медицина, военка, атомные применения. Подробнее про усы.
Факты об олове
- Чистое олово подвержено «оловяной чуме», когда при температурах ниже 13,2 °C олово меняет свою кристаллическую решетку, превращаясь из блестящего металла в серый порошок (как при нагревании алмаз превращается в графит). Согласно байкам, оловянная чума — одна из причин поражения Наполеоновской армии в условиях суровых российских городов (представьте, как на морозе ваши пуговицы, ложки, вилки, кружки превращаются в серый порошок). И вполне состоявшийся факт, что оловянная чума стала одной из причин которая погубила экспедицию Скотта — консервные банки, емкости с топливом были пропаяны оловом и на морозе просто развалились. Небольшая добавка висмута практически устраняет оловянную чуму.
- Олово проводит электрический ток в 7 раз хуже меди.
- Олово используется как защитное покрытие консервных банок — луженая жесть при контакте с пищей не делает её опасной. (но так как олово правее железа в ряду напряженности металлов, лужение не защищает железо от коррозии гальванически, как цинк, который левее железа в ряду напряженности. Как работает гальваническая защита можно прочитать по ссылке).
- До широкого распространения алюминия, фольгу делали из олова, её называли «станиоль» (от stannum — латинское навание олова).
- Не пытайтесь отремонтировать ювелирные украшения при помощи мягких оловянных и оловянно-свинцовых припоев. Прочность соединения будет неприемлемой, а наличие легкоплавкого припоя на поверхности осложнит нормальную пайку твёрдыми припоями.
Легкоплавкие припои
На базе сплавов с содержанием олова были разработаны легкоплавкие припои. И даже очень легкоплавкие припои, которые плавятся в горячей воде. Хороший список сплавов есть в Википедии.

Катушки и прутки оловянно-свинцовых припоев. Проволока из припоя содержит центральный канал с флюсом, облегчающим процесс пайки.
Основные припои для радиоаппаратуры
- ПОС-61 — 61% олова, остальное — свинец. Температура плавления (ликвидус) 183 °C. Есть множество сходных по составу и по свойствам импортных припоев, в которых пропорции компонентов отличаются на пару процентов, например Sn60Pb40 или Sn63Pb37.
- ПОС-40 — 40% олова. Остальное — свинец. Температура плавления (ликвидус) 238 °C Менее прочный, более тугоплавкий, неэвтектический (плавится не сразу, есть диапазон температур при котором припой больше походит на кашу). Но благодаря тому, что чуть ли не в два раза дешевле (олово дорогое), применяется для неответственных соединений — пайка экранов, шин. Аналогичны припои ПОС-33 (температура плавления 247С), ПОС-25 (температура плавления 260С), ПОС-15 (температура плавления 280С).
- Бессвинцовые припои. Для пайки медных водопроводных труб горелкой чаще всего используют мягкий припой с 3% меди (Sn97Cu3). Он не содержит свинца, потому пригоден для питьевой воды. По экологическим причинам современную электронику на заводах паяют в основном бессвинцовыми припоями. Хорошая статья.
- Сплав Розе: 25% Sn, 25% Pb, 50% Bi. Температура плавления +94 °C.
- Сплав Вуда: 12,5% Sn, 25% Pb, 50% Bi, 12.5% Cd Температура плавления +68,5 °C.
Если спаять подпружиненные контакты легкоплавким припоем, то получится простой и надежный термопредохранитель, при превышении температуры припой плавится и контакты разрывают цепь. Правда, предохранитель получится одноразовым. Во многих советских телевизорах в блоке строчной развертки была защита из обычной стальной спиральной пружинки, припаянной на легкоплавкий припой. При перегреве, в том числе от большого тока через пружинку, она отпаивалась и отрывалась. Предохранители такого типа очень хороши как защита от пожара.
Прочие проводники
Термопарные сплавы
Для изготовления термопар используют сплавы стойкие к высоким температурам, но при этом обладающие высокой ТермоЭДС. Подробнее про термопары можно прочитать в соответствующей литературе.
Оксид Индия-Олова
Оксид Индия — Oлова (Indium tin oxide или сокращённо ITO) — полупроводник, но обладает невысоким сопротивлением, а самое главное, пленка из оксида индия-олова прозрачна.
Это свойство используется при производстве ЖК дисплеев, сетка электродов на поверхности стекла нанесена именно из оксида индия-олова. Также резистивные touch панели имеют прозрачное проводящее покрытие.
Пленка ITO едва видна в отражении, чтобы хоть как то она была заметна пришлось разобрать ЖК дисплей:

Стекла от ЖК индикатора электронных часов. Индикатор подключался к электронной схеме через токопроводящую резинку, гребенка контактов видна в нижней части стекла.
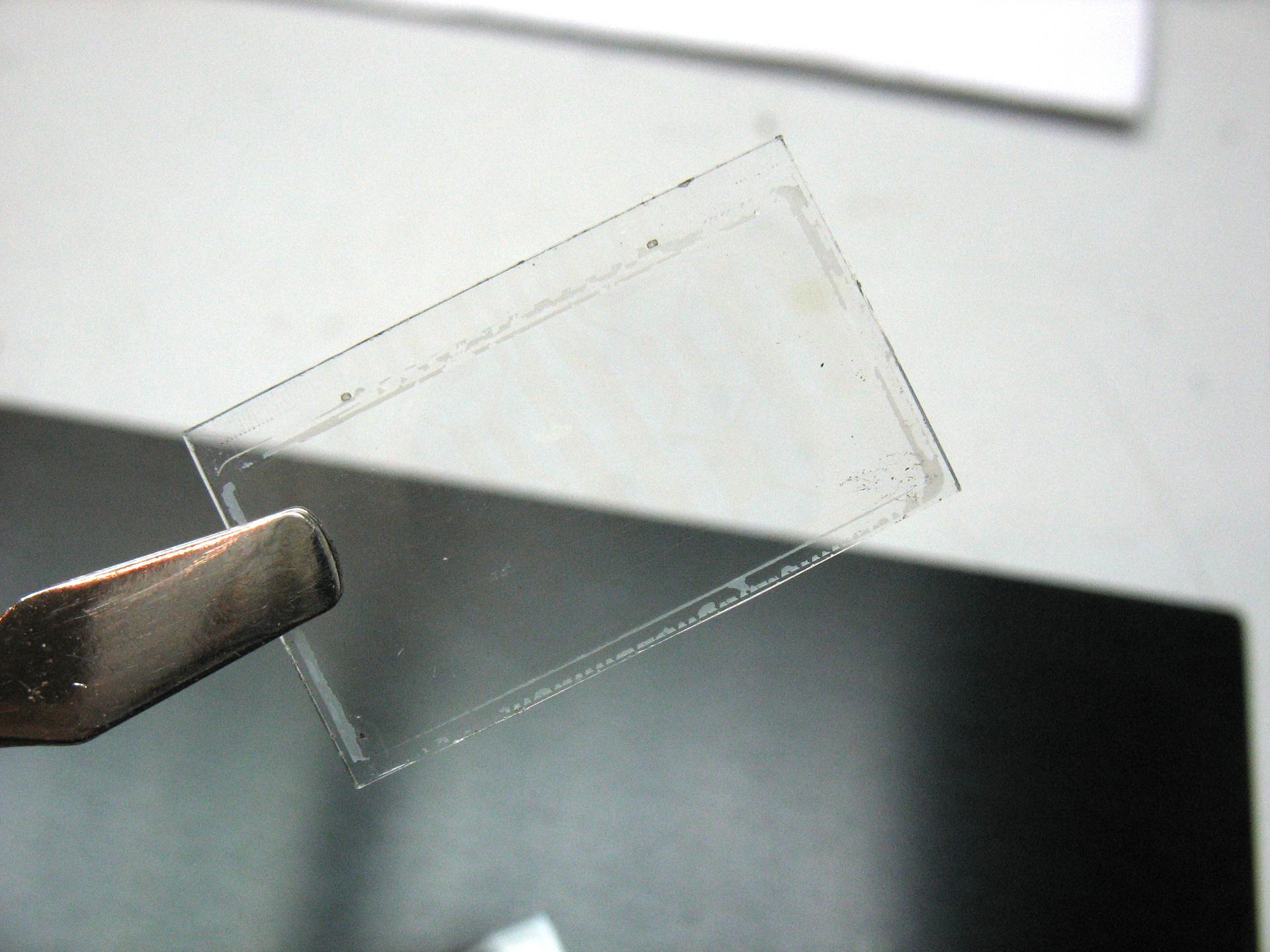
На просвет проводящая пленка не видна

На удивление, сопротивление пленки довольно низкое.
На этом мы закончили проводники. В следующей части начнем обзор диэлектриков
Ссылки на части руководства:
1: Проводники: Серебро, Медь, Алюминий.
2: Проводники: Железо, Золото, Никель, Вольфрам, Ртуть.
3: Проводники: Углерод, нихромы, термостабильные сплавы, припои, прозрачные проводники.
4: Неорганические диэлектрики: Фарфор, стекло, слюда, керамики, асбест, элегаз и вода.
5: Органические полусинтетические диэлектрики: Бумага, щелк, парафин, масло и дерево.
6: Синтетические диэлектрики на базе фенолформальдегидных смол: карболит (бакелит), гетинакс, текстолит.
7: Диэлектрики: Стеклотекстолит (FR-4), лакоткань, резина и эбонит.
8: Пластики: полиэтилен, полипропилен и полистирол.
9: Пластики: политетрафторэтилен, поливинилхлорид, полиэтилентерефталат и силиконы.
10: Пластики: полиамиды, полиимиды, полиметилметакрилат и поликарбонат. История использования пластиков.
11: Изоляционные ленты и трубки.
12: Финальная
Сказ о сплаве Розе и отвалившейся КРЕНке

Давным, давно, когда я был школьником и добывал радиодетали преимущественно из разных выброшенных на свалку плат, заметил я необычное явление в процессе распаивания очередной такой платы: некоторые пайки моментально отваливались от фольги, стоило в них ткнуть паяльником. Контактная площадка оставалась чистой от припоя, гладкой и серебристо облуженной, а капля припоя на выводе детали имела внизу такое же блестящее плоское основание.
Заметил и забыл до поры. А в позапрошлом году, принимая участие в научной экспедиции в Арктику, я неожиданно столкнулся с неожиданным выходом из строя прибора, с которым работал. Прибор был самодельным — делали его другие люди, но к счастью, снабдили меня схемой и всей документацией, взял я с собой на всякий случай и паяльник и необходимые приборы. Долго неисправность искать не пришлось: внутри корпуса валялся интегральный стабилизатор на 5 В в корпусе D-Pak, который просто отвалился от платы. У контактных площадок и «брюха» стабилизатора были такие же красивые блестящие поверхности.
Последний случай был со стареньким ноутбуком, у которого, по словам прежнего его хозяина, в каком-то подвале за тысячу рублей поменяли разъем питания после того, как старый перестал контачить. Со временем с контактом в этом разъеме снова возникли проблемы и я, обнаружив, что разъем просто плохо припаяли и он просто болтался в плате, взял и пропаял разъем, как следует. Но прошло время и неисправность вернулась.
Как вы догадались, причина у всех этих явлений одна и она упомянута в заголовке статьи и показана на КДПВ. Но откуда он взялся на платах и даже в ноутбуке?
В первых двух случаях виной всему чье-то рацпредложение, которое в какой-то момент стало чуть ли не общепринятым способом лужения печатных плат у радиолюбителей, и судя по всему, проникло и в производство. Кинул плату в смесь воды, глицерина и лимонной кислоты, нагретую до ста градусов, бросил туда немного гранул сплава Розе, разогнал расплавившийся сплав резиновым шпателем — вот и готовы красиво облуженные и легко паяющиеся дорожки. А ноутбук, как мы помним, побывал у неофициальных ремонтников, у которых есть один милый приемчик — как отпаять припаянное к массивным полигонам платы, да еще и бессвинцовым припоем, хилым паяльником. Для этого служит все тот же сплав Розе, который, сплавляясь с тугим бессвинцом, быстро его плавит и позволяет легко демонтировать разъем, не «угрев» на плате все вокруг и не отслоив медь от текстолита. И во всех трех случаях сплав Розе, смешавшись с припоем, резко понижал температуру его плавления, что приводило к неприятностям.
Казалось бы, немножко сплава Розе должно не очень сильно изменить свойства припоя. Но это не так. Почему — давайте вспомним, что сплав Розе — это тройная эвтектика в системе олово-свинец-висмут.
Поговорим об эвтектике

Давайте посмотрим на фазовую диаграмму двухкомпонентной системы с неограниченной растворимостью в жидком состоянии и незначительной растворимостью в твердом. По горизонтальной оси здесь отложен состав сплава, а по вертикальной — температура. А линии на ней представляют собой зависимости температур начала плавления (солидус — ADCB) и конца плавления (ликвидус — AEB). Еще есть две ветви, отделяющие области однородного твердого раствора от двухфазной области, но они нас сейчас не будут интересовать. В области между солидусом и ликвидусом мы имеем двухфазную систему из расплава и твердой фазы.
Точка E — особая, в ней солидус и ликвидус касаются друг друга: сплав такого состава наиболее легкоплавкий и плавится он сразу, подобно чистому металлу. Это и есть эвтектика. Хороший припой обычно представляет собой именно эвтектику и именно таким является ПОС-61 или ПОС-63.
А если состав сплава не соответствует эвтектике? Приходилось вам когда-нибудь паять припоем ПОС-40, который обычно продавался в советских хозмагах в виде толстого прутка? Под жалом паяльника он сначала превращается в своеобразную кашу, а потом только плавится окончательно. Затвердевает он в обратном порядке, сначала превратившись в кашу, а затем застыв окончательно.
А если мы возьмем олово и добавим в него всего лишь 5% свинца? Будет абсолютно то же самое, только между солидусом и ликвидусом «каша» будет практически твердая. Но непрочная, так как жидкая фаза будет заполнять тонкие прослойки между кристаллами.
И вот теперь обратите внимание, что линия солидуса горизонтальна. Это означает, что плавление любого сплава олова и свинца (в диапазоне составов 2,6-80,5% свинца) начнется при одинаковой температуре, независимо от его состава. При той же температуре закончится затвердевание, и кстати — состав этих последних капель расплава равен составу эвтектики.
А теперь добавим ножек висмут
А если добавить третий компонент, который также свободно растворяется в жидком состоянии, но не растворяется в твердом… Тут нам нужно уже рассматривать трехкомпонентную систему.
В общем-то, такая система ведет себя аналогично двухкомпонентной. Тут тоже есть состав из трех компонентов, где температуры солидуса и ликвидуса равны. И температура ее плавления еще ниже, чем температуры двойных эвтектик в каждой из трех двойных систем, составляющих тройную.
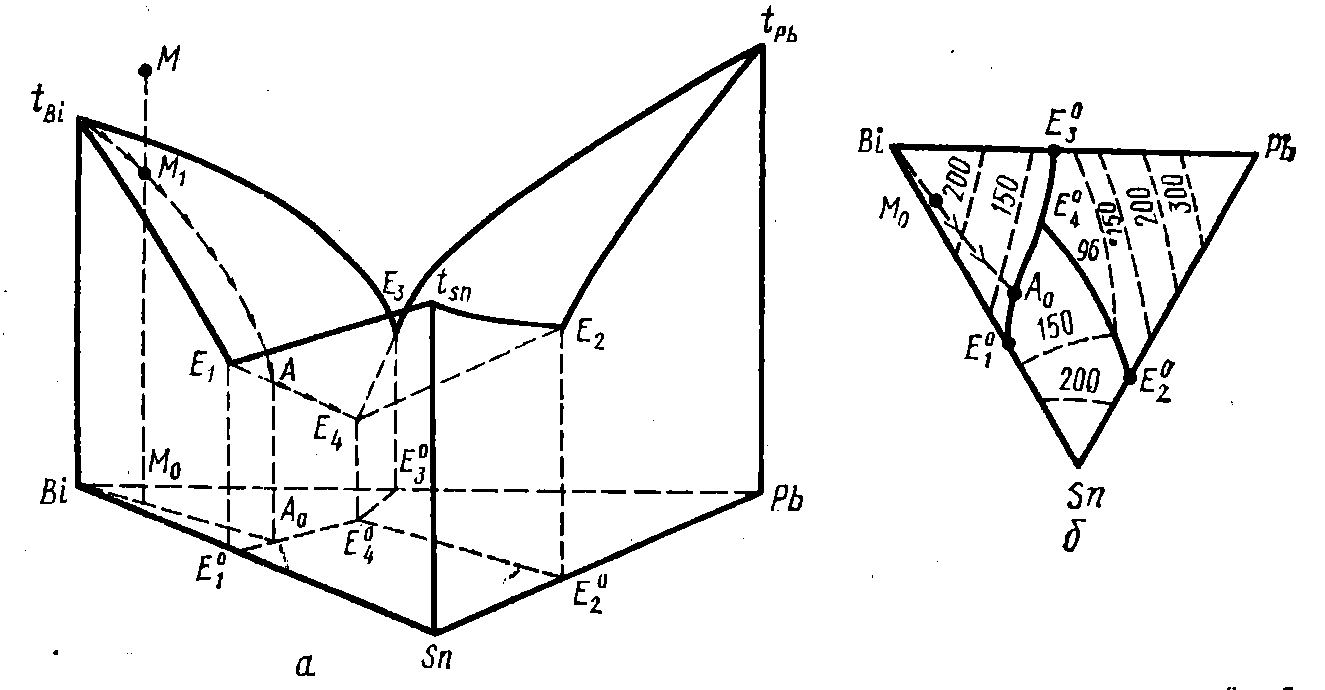
На данном рисунке изображен ликвидус, который из линии превратился в поверхность. А солидус… Солидус — это горизонтальная плоскость почти на весь треугольник (кроме свинцового угла — там интерметаллическая фаза). Для системы свинец-олово-висмут ее положение соответствует постоянной температуре 96°С — температуре плавления сплава Розе.
Так что если мы добавим к сплаву олово-свинец немного висмута, мы получим сплав, который начинает плавиться при 96°С.
Правда, висмут заметно растворяется в олове, а особенно в свинце. Из-за этого плоскость солидуса отодвинута от края треугольника — разреза олово-свинец. Она отстоит примерно на 15% висмута от эвтектики олово-свинец, «загибаясь» вверх при приближении к краю. Поэтому количество сплава Розе, которое приведет к неприятностям — не бесконечно мало, а примерно 10-20%. Но к сожалению, это лишь в идеальных условиях. В реальных и повредит и меньшее количество. Причина этому то, что пайка — процесс быстрый.
Кинетический фактор
Кинетика — это раздел химии, посвященный скорости протекания химических процессов. Пайка — процесс быстрый и кратковременный, точка пайки быстро разогревается до плавления припоя и быстро остывает. К чему это ведет?
Представьте себе контактную площадку на плате, облуженную сплавом Розе (специально или после того, как этим сплавом воспользовались для отпайки неисправной детали). К ней припаяли контактную площадку и убрали паяльник. Припой застыл. Время пайки — секунды. За это время припой и сплав Розе перемешаться не успеют, особенно если паяют SMD-элемент и перемешиванию мешает узкий зазор между контактной площадкой и площадкой вывода. В результате на месте бывшего сплава Розе на контактной площадке получается слой обогащенного висмутом слоя, который начнет плавиться при температуре 96°С, даже если общее количество загрязняющего спай висмута, казалось бы, недостаточно. Именно потому и отваливались детали от легкого касания паяльником, потому и образовывалось «зеркало».
Синим на этом рисунке показан сплав Розе, а серым — припой. Слева — до, а справа — после пайки.
Чем грозит?
Когда припоем со сплавом Розе припаяна греющаяся деталь, результат понятен: деталь просто отвалится. При температуре выше 96°С кристаллические зерна припоя разделены жидкими прослойками и прочность у него — как у мокрого песка. Казалось бы, если деталь не греется, бояться нечего? Но тут вступает в действие тот фактор, что от момента пайки до момента окончательного затвердевания проходит достаточно много времени. И в это время малейшее усилие на спай его разрушит, возникнут трещины. Получается своего рода «ложная пайка»: вроде все припаяно, контакт есть — а надежности нет, со временем этот контакт пропадет, особенно при механических нагрузках, как на разъеме питания ноутбука.
Выводы
Не пользуйтесь сплавом Розе ни для лужения плат, ни для выпаивания деталей. А если нужно припаять сплавом Розе какую-нибудь деликатную и очень боящуюся перегрева деталь, заведите себе для этого отдельный паяльник или отдельное жало. Достойной альтернативой лужению сплавом Розе является химическое лужение. Только обязательно нужно нанести на «химическое» олово флюс и оплавить его.
Когда деталь не нагружена механически и вы ее все же отпаяли сплавом Розе (или это сделал кто-то до вас), не поленитесь и перед пайкой приклейте ее к плате каким-нибудь не особо прочным клеем (чтобы при случае можно было бы и оторвать). Этим вы в некоторой степени застрахуете ее от смещения во время застывания припоя и сделаете пайку более надежной. Также можно пройтись по площадкам со сплавом Розе большой каплей припоя на широком жале паяльника, затем удалить припой оплеткой и повторить эту операцию еще 1-2 раза, но в зависимости от качества платы существует риск, что дорожки не выдержат.
PS:
Подобная же ситуация возникает, если вы вдруг столкнетесь с оловянно-висмутовым припоем. Такой припой, будучи малотоксичным (висмут гораздо менее токсичен, чем свинец) и легкоплавким (Tпл = 139°С), был бы отличным бессвинцовым припоем, если бы не образование тройной эвтектики при попадании свинца. Например, при ремонте платы, паяной таким припоем, с использованием обычного оловянно-свинцового припоя. Тем не менее, такой припой, как указывает Habra_nik, имеет определенный уровень популярности в Японии. Так что нужно быть внимательным при ремонте современной японской электроники.

В начале своей радиолюбительской деятельности многие начинающие радиолюбители редко задаются вопросом о том, какие бывают припои и каковы их свойства.
Для сборки простейших самодельных устройств достаточно самого распространённого ПОС-61 или ему подобного. Как говориться: «Было бы, чем паять…»
Припой можно даже не покупать. Достаточно взять старую печатную плату от какого-нибудь электронного прибора и собрать его разогретым жалом паяльника с паяных контактов.
Особенно такой метод "добычи" актуален для тех, кто живёт вдали от городов и крупных населённых пунктов, где нет возможности побывать в магазине радиотоваров.

Припой, собранный с печатных плат
Но всё же, припой припою рознь. В своей практике человек, имеющий дело с электроникой, должен разбираться в вопросе его выбора. Поэтому рассмотрим подробно, какие бывают припои, для чего они применяются, какой из них лучше использовать для монтажа электронных схем и ремонта бытовой радиоаппаратуры.
Какие бывают припои?
Припои делят на мягкие (легкоплавкие) и твёрдые. Для монтажа радиоаппаратуры применяются как раз легкоплавкие, т.е. такие, температура плавления которых лежит в пределах до 300 – 450°C. Мягкие припои по своей прочности уступают твёрдым, но для сборки электронных приборов применяются именно они.
Припой представляет собой сплав металлов. Для легкоплавких припоев это, как правило, сплав олова и свинца. Именно эти металлы составляют большую часть в сплаве. Также в нём могут присутствовать и легирующие металлы, но их количество в составе невелико. Примеси других металлов вводят в сплав для получения определённых характеристик (температуры плавления, пластичности, прочности, устойчивости к коррозии).
Наибольшее распространение получил припой марки ПОС (Припой Оловянно-Свинцовый). Далее за кратким обозначением его марки следует число, которое показывает процентное содержание в нём олова. Так в ПОС-40 содержится 40% олова, а в ПОС-60, соответственно, 60%.
Бывает, что в пользование попадает припой неизвестной марки. Приблизительно оценить его состав можно по косвенным признакам:
Припои оловянно-свинцовой группы имеют температуру плавления 183 – 265°C.
Если припой имеет яркий металлический блеск, то в нём достаточно большое содержание олова (ПОС-61, ПОС-90).
И, наоборот, если он тёмно-серого цвета, а поверхность матовая, то это указывает на большое содержание свинца. Именно свинец придаёт поверхности своеобразный сероватый оттенок.
Припои, в которых много свинца очень пластичны.
Так, например, пруток припоя диаметром 8 мм. с большим содержанием свинца (ПОС-30, ПОС-40) легко гнётся руками. Олово, в отличие от свинца, придаёт сплаву прочность и жёсткость. Если олова в сплаве много, то легко погнуть такой пруток уже не получится.

ПОС-40 (пруток)
Рассмотрим, в каких целях используются припои оловянно-свинцовой группы (ПОС).
ПОС-90 (Sn 90%, Pb 10%). Применяется при ремонте пищевой посуды и медицинского оборудования. Как видим, в нём небольшое содержание свинца (10%), который достаточно токсичен и его применение в вещах, соприкасающихся с пищей и водой недопустимо.
ПОС-40 (Sn 40%, Pb 60%). В основном служит для пайки электроаппаратуры и деталей из оцинкованного железа, применяется для ремонта радиаторов, латунных и медных трубопроводов.
ПОС-30 (Sn 30%, Pb 70%). Его применяют в кабельной промышленности, а также используют для лужения и пайки листового цинка.
И, наконец, ПОС-61 (Sn 61%, Pb 39%). Тоже, что и ПОС-60. Думаю, между ними особой разницы нет.
ПОС-61 используется для лужения и пайки печатных плат радиоаппаратуры. Именно он в основном служит материалом для сборки электроники. Температура его плавления начинается со 183°C, а полное расплавление достигается при температуре в 190°C.
Производить пайку таким припоем можно с помощью обычного паяльного инструмента не боясь перегрева радиоэлементов, поскольку полное его расплавление достигается уже при 190°C.
ПОС-30,ПОС-40,ПОС-90 полностью расплавляются при температурах в 220 – 265°C. Для многих радиоэлектронных компонентов такая температура является предкритической. Поэтому для сборки самодельных электронных устройств лучше использовать ПОС-61.
Зарубежным аналогом ПОС-61 можно вполне считать припой Sn63Pb37 (олова 63%, свинца 37%). Он также применяется для пайки радиоаппаратуры и для изготовления самодельной электроники. Радиолюбители выбирают именно его, как альтернативу отечественному ПОС-61.

Как правило, любой припой продаётся в катушках или тюбиках по 10 ~ 100 грамм. На упаковке указывается состав сплава, например, так: Alloy 60/40 ("Сплав 60/40" – он же ПОС-60). Имеет форму проволоки разного диаметра (от 0,25 до 3мм).

Также не редкость, что в его состав входит флюс (FLUX), которым заполнена сердцевина проволоки. Содержание флюса указывается в процентах (обычно от 1 до 3,5%). Такой форм-фактор очень удобен. При работе нет необходимости отдельно подавать флюс к месту пайки.
Одной из разновидностей припоев ПОС является припой марки ПОССу. Да, если произнести вслух, то звучит не очень то презентабельно . Но, несмотря на это, оловянно-свинцовый припой c сурьмой (именно так расшифровывается сокращённое обозначение) применяется в автомобилестроении, в холодильном оборудовании, для пайки обмоток электрических машин, элементов электроаппаратуры, моточных деталей и кабельных изделий. Хорошо подходит для пайки оцинкованных деталей. В таком сплаве кроме свинца и олова присутствует от 0,5% до 2% сурьмы.
| Припой | Начальная t° плавления (Солидус) | Полное расплавление (Ликвидус), t° |
| ПОССу-61-0,5 | 183 | 189 |
| ПОССу-40-2 | 185 | 229 |
| ПОССу-40-0,5 | 183 | 235 |
| ПОССу-30-2 | 185 | 250 |
| ПОССу-30-0,5 | 183 | 255 |
Как видим из таблицы, припой ПОССу-61-0,5 наиболее подходит для замены ПОС-61, так как имеет температуру полного расплавления – 189°C.
Стоит отметить, что существует и полностью бессвинцовый оловянно-сурьмянистый припой ПОСу 95-5 (Sn 95%, Sb 5%). Температура его плавления 234 – 240°C.
Низкотемпературные припои.
Среди припоев существуют и такие, которые предназначены специально для пайки компонентов очень чувствительных к перегреву. Самым "высокотемпературным" среди низкотемпературных является ПОСК-50-18. Он имеет температуру плавления 142–145°C. В своём составе ПОСК-50-18 имеет 50% олова и 18% кадмия. Остальные 32% приходится на свинец. Наличие в сплаве кадмия усиливает устойчивость к коррозии, но и придаёт ему токсичность.
Далее по убыванию температуры плавления идёт сплав РОЗЕ (Sn 25%, Pb 25%, Bi 50%). Маркируется как ПОСВ-50. Температура его плавления ниже температуры кипения воды и составляет 90 – 94°C. Он предназначен для пайки меди и латуни. В составе сплава РОЗЕ олово занимает 25%, свинец – 25%, висмут – 50%. Процентное соотношение металлов в сплаве может немного отличаться. Обычно указывается в графе «Состав» на упаковке.

Этот сплав очень популярен у радиомехаников и вообще у всех электронщиков. Применяют его для демонтажа/монтажа чувствительных к перегреву элементов. Кроме всего прочего, данный сплав идеально подходит для лужения медных дорожек только что изготовленной печатной платы.
Находит применение в плавких защитных предохранителях, которые можно обнаружить в любой радиоаппаратуре.
Ещё более низкотемпературным является сплав ВУДА (Sn 10%, Pb 40%, Bi 40%, Cd 10%). Его температура плавления 65 – 72°C. Так как в сплаве ВУДА присутствует кадмий (10%), то он токсичен, в отличие от сплава РОЗЕ.
Стоит отметить, что сплавы РОЗЕ и ВУДА достаточно дороги.
Паяльная паста.
В конце и без того длинного повествования хотелось бы немного рассказать о паяльной пасте. Используется она в основном для пайки поверхностно монтируемых компонентов (SMD'шек) и безвыводных микросхем в корпусах BGA.
На вид представляет собой серого цвета кашицу и состоит из о-о-очень мелких шариков сплава Sn62Pb36Ag2 (состав: 62% олова, 36% свинца и 2% серебра), а также безотмывочного флюса. На упаковке указывается, что флюс безотмывочный двумя буквами в названии – NC (No Clean – без очистки). Флюс, в котором содержаться шарики припоя на воздухе высыхает, поэтому пасту хранят в закрытой упаковке.

Паяльная паста Solder Plus
Применяется паяльная паста при сложном ремонте мобильных телефонов для пайки микросхем в корпусе BGA. Для её использования требуется дополнительное оборудование для ремонта сотовых телефонов, например, специальные трафареты. Стоимость такой пасты довольно высока. Да и не удивительно, ведь в её составе есть серебро.
В настоящее время в производстве электроники стали массово применяться бессвинцовые припои.
Припои и флюсы для пайки паяльником
Хорошо подходит для выпаивания деталей, разъемов, шлейфов SMD микросхем и демонтажа защитных металлических экранов с плат мобильных телефонов.

Особенности:
Недостатки
- Не может выдерживать высокие температурные нагрузки, благодаря чему сфера его применения ограничивается даже в бытовых условиях;
- Во время эксплуатации оказывается очень чувствительным к механическим нагрузкам, так что даже от небольших ударов может треснуть.
Состав сплава Вуда
Уникальность данного материала состоит в его составе. Здесь нужно не только точное наличие тех или иных элементов, но и соотношение их содержания. Точный и наиболее эффективный состав сплава Вуда выглядит следующим образом:
| Химический элемент | Соотношение в составе, % |
| Висмут | 50 |
| Свинец | 20 |
| Кадмий | 12,5 |
| Олово | 12,5 |
Технические характеристики сплава Вуда
Главным свойством материала является его легкоплавкость практически при любых условиях, а также достаточно хорошая пластичность. Он может взаимодействовать практически с любыми металлическими поверхностями. Наплавленный металл имеет достаточно высокую плотность, если сравнивать относительно других припоев с низкой температурой плавления. Точные характеристики материала выглядят следующим образом:
| Параметр | Единицы измерения | Значение |
| Температура плавления | Градусы Цельсия | 72 |
| Плотность | кг/м2 | 9720 |
Особенности пайки
«Важно!
Температура плавления припоя является очень низкой, что ведет за собой много других особенностей.»
Сплав Вуда применяется в узкой технической области и при химических операциях. Но чаще всего используют в качестве припоя. Низкая температура предполагает, что нужно использовать слабые паяльники, чтобы не случилось никакого перегрева и состав сохранял вязкость в расплавленном состоянии, так как именно это состояние является лучшим для спаивания.
При работе с мелкими деталями следует использовать тонкое плоское жало инструмента, чтобы не применять слишком большое количество расходного материала. Используя много припоя не обязательно получится хорошее соединение, так как тут больше важна точность. В ином случае может оказаться, что место спайки расплылось, а лишние капли попали на те части схемы, где они не должны быть. Затем нужно будет искать способ как убрать припой с платы. Таким образом, лучше сразу брать минимальные порции.
Несмотря на низкую температуру плавления, сплав Вуда желательно использовать с флюсами, которые подходят для всех легкоплавких материалов. Это сделает качество соединения лучше и уберет даже минимальный риск возникновения проблем при спаивании. Но иногда и сам материал используется для лужения, когда проводится работа с высокотемпературными припоями. Благодаря ему, улучшается схватывание других материалов, а мощный паяльник быстро превратит сплав в жидкое состояние.
Движения должны быть максимально четкими и быстрыми, так как во время использования материал начинает быстро застывать. После нанесения на поверхность, не стоит подвергать жестким проверкам, так как имеется высокий риск повредить застывший припой, даже если соединение сделано качественно. Сплав Вуда оказывается достаточно хрупок, так что вполне достаточно проводить визуальный контроль качества и не подвергать наплавленный металл большим опасностям.
Еще один популярный материал – это сплав Вуда.

Температура плавления около 68 °C. Внешне отличается меньшим размеров гранул. Состав аналогичен, но в нем присутствует еще кадмий. Из-за последнего в своем составе он очень токсичен.
Не рекомендуется паять таким припоем ни при каких обстоятельствах!
Только в крайнем случае и в проветриваем помещении. Не стоит злоупотреблять этим сплавом. Если есть выбор между Розе и Вуда – лучше использовать первый и избегать второй.
Паять и лудить — сплавом «вудить»
В кругу радиолюбителей и электронщиков сплав Вуду нашел применение для выполнения пайки и лужения, и вот почему. Лужение, как известно, заключается в нанесении тонкого слоя олова на другой металл, защищая при этом металл от окисления и коррозии. А как мы узнали выше, сплав Вуда – это сплав, содержащий в своем составе олово. Кроме легкоплавкости сплав Вуда обладает хорошей текучестью, которая позволяет ему равномерно растекаться по поверхности и заполнять малейшие щели. Для того, чтобы выполнить лужение дорожек на печатной плате необходимы: вода, зерна или стержни самого сплав, лимонная (или паяльная) кислота. Лужение с помощью сплава Вуда происходит следующим образом (см. видео, правда в нем идет речь о сплаве Розе, но для сплава Вуда оно тоже подойдет с небольшим уточнением):
1. В емкость заливаем воду (или глицерин), нагревают ее, замеряя температуру, доводят до температуры точки плавления, т.е. около 68,5 градуса Цельсия.
2. В горячую (очень горячую, но не обязательно кипящую) воду чуть-чуть добавляется лимонная кислота.
3. Затем в емкость укладывают предварительно почищенную плату, которую необходимо лудить и на медные дорожки платы выкладывают несколько кусочков сплава Вуда. Воду нагревают, сплав нагревается и переходит в жидкое состояние.
4. Тампоном, а лучше деревянной или пластиковой лопаткой выполняют лужение дорожек путем растирания капель жидкого сплава по дорожкам платы.
5. После лужения покрывают плату канифолью (флюсом) и моют.
Описанный способ лужения относиться к горячим, с нанесением покрытия растиранием. Другим горячим методом нанесения является погружение. Но в этом случае, понятно используется ванна со сплавом, для которой требуемое количество сырья намного больше, чем для метода с растиранием.
При пайке, вернее выпаивании элементов из плат – процессоров и микросхем, разъемов и других деталей – сплав Вуда хорош тем, что его температура плавления намного меньше температуры плавления пластика корпусов деталей. Следовательно, не нужно опасаться, что при выпаивании (или запаивании) пластиковый корпус будет поврежден. Конечно, все операции пайки в любом случае нужно делать максимально осторожно и внимательно. Паять этим сплавом можно различные металлы и сплавы (медь, и никель, алюминий, бронзу и латунь), а также изделия из драгоценных металлов.
В целом сплав Вуда значительно облегчает процесс лужения, что очень важно для новичков в этом деле.
Место работ имеет важное значение. Например, плата может быть очень теплоемкой из-за ее толщины. Время и мощность нагрева должны быть больше, чем у более легкой платы.










Состав
Сплав Розе представляет собой химическое соединение висмута (50%), олова (25%) и свинца (25%). Внешне сплав похож на серебро. Температура плавления чуть ниже точки кипения воды и составляет 94 градуса.
Сам по себе висмут, являющийся базовым компонентом в данном сплаве, не выделяется высокими пластичными свойствами. По этой причине его редко используют в чистом виде при пайке разного рода металлов. Однако сплав Розе, полученный на его основе, отлично подходит для изготовления легкоплавкого припоя ПОСВ-50.
Для данного припоя свойственно увеличиваться в объеме при переходе жидкой фазы в твердую. Также, аналогичный процесс протекает в сплавах при охлаждении после кристаллизации.
Припой ПОСВ-50 из сплава Розе плохо смачивает такие материалы как конструкционная сталь и другие соединения на основе железа, обладает довольно низкими механическими характеристиками и пониженной электропроводностью. Чтобы увеличить эффективность пайки, стальные сплавы предварительно подвергаются лужению оловянно-свинцовыми припоями и оцинкованию. В результате таких действий смачиваемость поверхности улучшается и, соответственно, сцепление сплавов друг с другом.
Улучшению смачиваемости сплава Розе с медью способствует легирование его состава такими металлами как палладий, платина, кобальт, никель и иридий. Количество данных элементов колеблется от 0,5 до 2%.
Эффект увеличения объёма от перехода между фазами значительно усиливается после введения в сплав германия, кремния и галлия. Повышение содержания германия в сплаве, помимо всего прочего, положительно влияет на его прочностные характеристики.
Предел прочности на разрыв медного соединения, спаянного припоем ПОСВ-50, составляет 14,5 МПа. Это довольно низкое значение, учитывая, что аналогичный показатель для большинства припоев находится на уровне 20-22 МПа. По этой причине паяные соединения сплавом Розе не рекомендуется использовать в условиях ударных нагрузок, т.к. велика вероятность образования трещин.

Существенный недостаток — хрупкость и токсичность. Именно из-за этого не стоит запаивать таким сплавом детали.
Так как используемые материалы токсичны, то обязательно паять в проветриваемом помещении и средствах защиты.
Во время паяльных работ нужно держать дистанцию и надевать защитные очки. Расплавленные капли металла могут попасть на кожу или слизистые тем самым вызвав ожоги, заражение.

Если выбирать между Розе и Вуда, то выигрывает первый. Между ними не большая разница в температурах. Это не такой важный параметр, чтобы жертвовать своим здоровьем ради меньшей температуры пайки.
Читайте также: