Штамповка жалюзи в металле
Ваш запрос успешно отправлен.
В ближайшее время наши менеджеры свяжутся с Вами.
- Высокая точность и скорость штамповки металла;
- Возможность получения любой объемной формы;
- Отличная производительность;
- Безупречная повторяемость деталей;
- Возможность штамповки металла толщиной до 10 мм;
- Снижение затрат при крупносерийном производстве – при сравнении стоимости единицы продукции.
Цена штамповки металла
Цены на штамповку зависят от объема заказа, конструкционной сложности деталей и других факторов. Прежде всего, на стоимость штампования влияют расходы на изготовление оснастки. Поэтому чем больше объем заказа, тем ниже будет стоимость 1 детали.
| Толщина металла, мм | Цена штамповки металла, руб. | |||||
|---|---|---|---|---|---|---|
| Холоднокатаная сталь | Оцинковка | Нержавейка | Алюминий | Медь | Латунь | |
| 0,35 | 5,05 | 5,05 | 5,05 | - | - | - |
| 0,5 | 5,05 | 5,05 | 5,05 | 5,05 | 5,05 | 5,05 |
| 1-2 | 4,80 | 4,80 | 4,80 | 4,80 | 4,80 | 4,80 |
| 2,5 | 5,09 | 5,09 | 5,09 | 5,09 | 5,09 | 5,09 |
| 3 | 5,65 | 5,65 | 5,65 | 5,65 | 5,65 | 5,65 |
Как сделать заказ
Штамповка листового металла происходит при помощи инструмента – это матрица и пуансон, на которые совершается давления управляемого гидромеханического пресса. Такие станки получили название – координатно пробивные. Они оснащены сменными инструментами, матрицами и пуансонами. Инструмент может быть, как стандартный типа: пробивной, вырубной, формообразующий, так специальный.
Процесс штамповки металла
Технология холодной штамповки листового металла разработана очень давно и нашла свое широкое применение в различных отраслях жизнедеятельности человека, но особо распространена в классическом машиностроение, приборостроении, электротехнической промышленности, благодаря универсальности применения используемого инструмента.
Как пример: для получения квадрата в заготовке заданного размера, можно произвести за один удар, так и за несколько, но уже другим инструментом. Вопрос только во времени исполнения заданных операций. Для оптимизации производственного цикла обработки той или иной заготовки, специалистами подбирается наиболее производительный инструмент штамповки, для получения заданных форм с сохранением качества и требований за минимальный промежуток времени.
Изготовление металлических изделий с помощью штамповки
Наше оборудование
Для выполнения заказов по штамповке металла в нашей инструментальной кладовой есть инструмент как типовой, так и специальный. Весь инструмент мы закупаем у известных европейских производителей таких как: Trumpf, Willson. Данный инструмент разработан по особой технологии с применением специальных сплавов как к самому инструменту, так и к покрытию, которое нанесено на него. Этот инструмент в сочетании со специализированным оборудованием показывает превосходную стойкость с сохранением заданной формы, что влияет на скорость выполнения обработки деталей методом штамповки.
| Наименование станков | Рабочая зона, мм | Максимальная толщина листа, мм | Максимальное количество ударов при вырубке, уд./мин | Максимальные размеры детали |
|---|---|---|---|---|
| TRUMPF TRUPUNCH 500 | 2 535х1 280 | 8 | 1 200 | 4 000х1 500 |
| TRUMPF TRUPUNCH 5000 | 2 535х1 280 3 000х1 600 | 8 | 1 200 | 4 000х1 500 |
Видео работы


Для того чтобы понять возможность применения штамповки металла к тем или иным деталям, заказчику нужно предоставить ТЗ (техническое задание), и инженеры нашей компании рассмотрят возможность изготовления данных деталей, беря во внимание технические возможности нашего оборудования.
Штамповка отверстий в металле
Штамповка отверстий в металле на сегодняшний день довольно-таки востребованная процедура. И заказов на подобные работы очень много. Этот процесс может быть автоматическим и ручным. Получаемые изделия таким методом используются в различном производстве, например, таким образом, изготавливаются каркасы для мебели, каркасы для рекламных билбордов и в других сферах производства, где используется металл. В нашем материале мы подробней рассмотрим этот процесс, в чем отличие ручных от автоматических штамповок, их преимущества.
Штамповка отверстий в металле на заказ.
При производстве большого количества деталей в некоторых случаях необходимо проведение такой операции. Такой вид штамповки необходим при производстве однотипных изделий. Когда происходит штамповка отверстий в металле по чертежам заказчика, технолог ориентируется не только на то, какие нужны изделия, но и какой вид металла используется. Например, при проведении данной операции необходим металл толщиной от 0,5 до 4 мм. При работе с тонколистным металлом лучше всего использовать автоматический вид штамповки.
Ручной процесс. Говоря о ручном процессе не стоит думать, что в данном случае не используется специальное оборудование. Это не так. Ручной процесс заключается в непрерывной работе технолога и оборудования. На автоматическом постоянное присутствие оператора не нужно.
К ручным методам относят сверление или пробивку. В качестве инструмента используют ручные дрели, сверла, а также кувалду и молоток. Также к ручным методам относят использование специальных фрезеровочных ножниц, прессы. Все эти способы, к сожалению, не относятся к высокому производству, особенно если речь идет об изготовлении серийной партии или больших изделий.
К автоматической штамповке отверстий относятся прессы координатно-пробивные. В память оборудования вносят программу, в которой представлена информация о расположении и форме необходимых (согласно чертежам) отверстий. Такие прессы позволяют производить до 1500 деталей в минуту. Благодаря этой технологии можно изготавливать сложные формы пробивки. Также автоматическая штамповка имеет не только высокую производительность, но и позволяет получить детали высокой точности.
Услуги по штамповке отверстий в металле в Санкт-Петербурге (СПб).
ТДЦ «Завод металлоизделий» предлагает своим клиентам все виды обработки металла, в том числе и штамповку. Находясь на рынке уже долгое время, мы успели завоевать лидерские позиции. Обратившись к нам, вы получаете:
- возможность выполнения заказа любой сложности согласно вашим эскизам;
- доставку по России;
- быстрое и качественное изготовление изделий;
- серийное и одиночное производство деталей;
- профессиональную консультацию и помощь наших специалистов;
- работа на высокотехнологическом оборудовании;
- выгодные цены на штамповку отверстий в металле.
Связаться с нами вы можете несколькими способами – оставить электронной заявку с эскизами на почте, звонок в компанию, или заказать обратный звонок.
Выштампованные жалюзи и их изготовление
Нужно будет изготавливать выштампованные жалюзи, то есть вентиляционные щели в листовом металле, с надрезкой и формовкой. В связи с чем есть вопросы.
1. Не всякая геометрия, наверное, может быть достижима. Ну там соотношение ширины и высоты формованных элементов, параллельность кромок, разделенных надрезкой, размеры радиусов скруглений и т.п. Должно быть, будет происходить местное утонение материала. Это надо как-то регламентировать. Как можно выяснить, способ определения правильной геометрии выштампованных элементов данной детали (только прошу минимум философии и максимум конкретики).
2. Может быть данные элементы стандартизованы, или хотя бы нормализованы на каких-нибудь известных предприятиях? В таком случае, есть ли возможность познакомиться данными нормативными документами?
3. Может быть есть возможность ознакомиться с общим видом штампа, предназначенного для изготовления такой детали? А еще лучше с геометрией его рабочих частей.
Романовский В.П. - Справочник по холодной штамповке;
Палей М.М. - Технология производства приспособлений, пресс-форм и штампов.
Первый же вопрос который напрашивается при виде вашего чертежа: как вы собираетесь вытягивать металл? в торцах оно понятно - деваться ему будет некуда. А вот непосредственно сами пластины - сколько по ширине пластину вырубили, столько и загнуться должно, либо применять очень хитрые штампы позволяющие эту пластинку "растянуть" (а она скорее всего порвется) насколько я себе это представляю. В общем кромка пластины не может оказаться на том же уровне что и линия реза, собственно можете на любую решетку (не пластиковую) посмотреть.
P.S. набрал в поисковике "решетка вентиляционная металлическая" и меня завалило разными предложениями.
Как можно выяснить, способ определения правильной геометрии выштампованных элементов данной детали (только прошу минимум философии и максимум конкретики).
Самый простой метод -найти контору, которая занимается штамповкой и спросить у них, какие жалюзи они могут делать.
Может быть есть возможность ознакомиться с общим видом штампа, предназначенного для изготовления такой детали?
Это дело. Только немного хлопотно, хотя надежно. Если кто-то сделал, то можно повторить.
У меня в распоряжении совсем другое оборудование и штамп надо мастерить под него. Штамповочный рабочий пост слева.
А зачем так всё усложнять? Это же надо штамп мастерить, затем лист распускать, всё это надо с места на место таскать и по одной детальке шлёпать, уж больно всё накладно получается. Это стандартная работа для панча (координатно -пробивного пресса), я думаю в Минске полно такого оборудования и загружены эти станки не сильно, по причине своей высокой производительности обычно превышающей потребности предприятия.
3D DXF забрасывается в CAM, за пару минут генерируется управляющая программа и подбирается стандартный инструмент, затем бросаем лист на стол и получаем нужное количество деталей через несколько минут. Делов то ))))
3D DXF забрасывается в CAM, за пару минут генерируется управляющая программа и подбирается стандартный инструмент, затем бросаем лист на стол и получаем нужное количество деталей через несколько минут. Делов то ))))
Нет, приступаем к следующей задаче, рабочий день ещё не закончен.
Артиллерист - вертолётчик. Дипломированный инженер-механик. Technologist
Фирме TRUMPF в городке Ditzingen, что недалеко от Штутгарта (это где Мерседесы делают) почти 100 лет. Машины этой фирмы - это и есть "мерседесы" в обработке металлов, в штамповке в частности
Я когда тендеры проводил, был у них 2 раза в гостях, производство отличное, как и продукция выпускаемая компанией. Мне очень понравилось, они меня возили по разным предприятиям германии, показывали своё оборудование в работе, ну и конечно немецкое гостеприимство (слушаем песенку)
Amada, тоже отличное оборудование и часто побеждает в тендерах по соотношению цена/качество, они крупнее и могут себе позволить давить конкурентов ценой. До их производства я не доехал, хотя один раз собирался уже, приглашение в силе и я обязательно им воспользуюсь при случае.
Ну так давайте будем честными (инженерами) - японцы что, не умеют технику делать? (. конкуренты проклятые. ) - И рисовое пиво - тоже ничего, и сакэ тёпленькое.
А, что такого особенного в координатно- позиционных прессах? Им уже лет 40 будет завтра в обед. Тема "выштамповка жалюзи" не раскрыта. Если дойдет до реального проектирования и штампования деталей типа "Жалюзи" обратитесь к Романовскому .
Зачем проектировать штамп, если на панче всего за несколько минут можно подготовить производство этой детали и изготавливать несколько тысяч штук/смена по цене в разы меньше чем штамповкой? Здесь вопрос рационального выбора технологии производства. А если этих деталей не тысячи а всего несколько сотен, то стоимость изготовления этих деталей на штампе, будет в десятки раз дороже чем на панче, я уже не говорю про сроки.
Вот именно! Creator еще деталь не может спроектировать, справедливо задавая вопрос о ее технологичности. До выбора оборудования еще с десяток вопросов потребуется решить, а вы уже конкретные модели прессов подсовываете.
| А если этих деталей не тысячи а всего несколько сотен, то стоимость изготовления этих деталей на штампе, будет в десятки раз дороже чем на панче, я уже не говорю про сроки. |
Это еще бабка надвое сказала. Опыт использования оборудования с УЧПУ показал, что это весьма дорогостоящее мероприятие. Совковая методика увы уже не срабатывает.
А если этих деталей не тысячи а всего несколько сотен, то стоимость изготовления этих деталей на штампе, будет в десятки раз дороже чем на панче, я уже не говорю про сроки.
Это еще бабка надвое сказала. Опыт использования оборудования с УЧПУ показал, что это весьма дорогостоящее мероприятие. Совковая методика увы уже не срабатывает.
Присоединяюсь к мнению такой штамп стоит не более 400евриков. Максимум 600. И при шаговой штамповке универсален.
А зарплата на обслуживание ЧПУ ой каких тугриков стоит
И.
Оснастку то на ЧПУ надо всё равно делать. Программу.
Как то столкнулись с этим.
Проезд спеца к нам 1000зелёных,
командировочные не 40 в сутки а исходя из его дневного заработка на родине 5000/24=208
гостиница не хилая 100в сутки
В общем сами считайте.
А на штампах жалюзи наш слесарюга собаку съел. И заплатили ему 200
Вот и считайте. Если своих спецов не ценим, то чужачки рубашку снимут и не поморщатся
Бубырь-UA, я уже заострял внимание на методе проектирования основанноо на теории дуализма в теме «Преимущества использования принципов интегрированной информационной модели на предприятиях-участниках жизненного цикла строительных металлоконструкций», это как раз тот случай.
Господа, не сочтите за грубость или попытку ущемить, я из добрых побуждений. Вы застряли в прошлом веке! Предлагаю не продолжать в этой теме, а то она уйдёт совсем в другую сторону, а создать новую «рациональный выбор технологии обработки листового проката». У меня материалов по обработки листа, вагон и маленькая тележка и технико-экономических анализов штук 200 на эту тему, первую "жестянку", я кажется запускал ещё в году 2003, точно не помню. А в преддвериях мероприятия в Питере BLECH Russia, такая тема будет как нельзя кстати (настоятельно рекомендую по возможности посетить эту выставку). Как вам эта идея?
Проектировать и организовывать высокотехнологичные автоматизированные производства, разрабатывать технологию металлообработки основываясь на последних достижениях науки и техники - это моя профессия, мой бизнес, это моё хобби, моя наука, я занимаюсь этим с утра до вечера каждый день. Успешным выполнением своих обязанностей, я обеспечил себе работу на всю жизнь, у меня всегда будут заказы и поэтому я не боюсь конкуренции, я готов всё показать и рассказать, приезжайте в гости и я вам покажу действующие предприятия, работающие оборудование, систему проектирования, технологии, экономику и всё подробно расскажу.
Creator,
Я бы сделал следующим образом:
1 - Определение примерной геометрии формовки
2 - Поиск компании с панчем
3 - Консультация с технологом компании, определение точной геометрии
4 - Моделирование детали
5 - Экспресс-тендер, заказ.
На всё про всё, пару часов. Почему в вашем случае дешевле заказать, чем изготавливать самим, я уже сказал в предыдущих постах. Хотите узнать что-то подробно, спрашивайте. К посту атачу архив с инструментальными каталогами, просмотрев их можно получить общее представление о технологии.
Штамповка жалюзи в металле
Штамповка металла – весьма востребованная операция в металлургической отрасли. Благодаря ей изготавливаются самые разные изделия и детали, которые в дальнейшем используются в различном производстве, например, машиностроение, авиастроение, вагоностроение, в гражданской промышленности, быту.
Сегодня мы поговорим о штамповке жалюзи в металле, где применяется, какой вид штамповки задействован при изготовлении подобных изделий.
Штамповка жалюзи в металле на заказ.
Существует несколько видов штампования – это холодный, горячий и объемный. Каждый из этих технологических процессов имеет свои достоинства и недостатки. Для каждого вида деталей и изделий из металла применяется те или иные технологические процессы. Так, например, для штамповки жалюзи в металле используется холодный метод.
К преимуществам данной операции относят:
- возможность получения изделий серийного производства;
- быстрое изготовление деталей любой сложности и размеров;
- изготовление абсолютно точных и идентичных друг другу изделий без погрешностей;
- производство больших и маленьких деталей;
- экономичность расхода металла, а значит и низкая цена на штамповку жалюзи в металле.
Штамповка представляет собой деформацию листа металла на специальных машинах и прессах для получения необходимых изделий. Этот вид операции был открыт еще в XIX веке и с течением времени этот процесс совершенствовался, а сейчас, когда почти везде можно встретить металлические конструкции, этот вид обработки металла стал еще и очень популярным. Сегодня для этих целей используется качественное, автоматизирование оборудование, которые позволяет с высокой точностью достичь желаемых результатов, а значит, есть возможность проводить штамповку жалюзи в металле по чертежам заказчика.
Этот вид обработки металла лучшего всего отдавать в руки надежных технологов и металлургов, которые способны укротить твердый металл и превратить его в желаемое изделие. И такая компания есть – это наш завод ТДЦ «Завод металлоконструкций», который предлагает своим клиентам изготовление деталей любой сложности на качественном оборудовании.
Сфера использования жалюзи в металле:
- перегородки для ванн и отдушников;
- специальные сито и фильтры;
- решетки воздуховодов и вентиляторов;
- навесные фасадные панели;
- защитные оконные экраны;
Услуги по штамповке жалюзи в металле в Санкт-Петербурге (СПб).
Наше предприятие предлагает своим клиентам не только качественное производство желаемых изделий из металла, но и выгодной условия сотрудничества, а именно:
- быстрое изготовление изделий любой сложности;
- низкая цена на продукцию;
- возможность принятия заказов, а в дальнейшем и доставку полученного товара, по всей России;
- консультация и помощь в составлении эскизов.
В нашей команде работают только высококвалифицированные специалист, а значит, вам достаточно только обрисовать картину, что вы хотите, составить эскизы мы поможем.
Звоните нам ежедневно или оставляйте заявку на электронной почте. Все адреса и номера телефонов вы найдете на нашем сайте.
Пробивка металла
Пробивка металла – это эффективный способ металлообработки, при котором в заготовках выполняются отверстия заданной формы, размеров и расположения.
Мы не только пробиваем в листовом металле круглые отверстия, но и делаем вырубку по контурам любой геометрии. Возможна пробивка отверстий и контуров в форме овала, квадрата, ромба, звезды или еще более сложных фигур произвольных размеров.
Цена пробивки металла
Мы удерживаем конкурентные цены и предлагаем максимально выгодные условия сотрудничества. Как нам это удается? Благодаря беспрерывному потоку заказов, четко отлаженному производственному процессу и использованию высокотехнологичного оборудования.
| Толщина, мм | Цена, руб | |||||
|---|---|---|---|---|---|---|
| Холоднокатаная сталь | Оцинкованная сталь | Нержавеющая сталь | Алюминий | Медь | Латунь | |
| 0,35 | 5,05 | 5,05 | 5,05 | - | - | - |
| 0,5 | 5,05 | 5,05 | 5,05 | 5,05 | 5,05 | 5,05 |
| 1 | 4,80 | 4,80 | 4,80 | 4,80 | 4,80 | 4,80 |
| 1,5 | 4,80 | 4,80 | 4,80 | 4,80 | 4,80 | 4,80 |
| 2 | 4,80 | 4,80 | 4,80 | 4,80 | 4,80 | 4,80 |
| 2,5 | 5,09 | 5,09 | 5,09 | 5,09 | 5,09 | 5,09 |
| 3 | 5,65 | 5,65 | 5,65 | 5,65 | 5,65 | 5,65 |
Наши услуги по координатно-пробивным работам
Пробивные работы не ограничиваются выполнением сквозных отверстий. На координатно-пробивных станках выполняются и другие операции:
- Роликовый накат ребер жесткости.
- Вытяжка до 10 мм.
- Формовка.
- Создание бесконечных жалюзи.
- Частичная пробивка.
- Нарезка резьбы с шагом от М3 до М10.
- Отбортовка металлических листов и изделий.
- Гибка полок.
Технология координатной пробивки металла
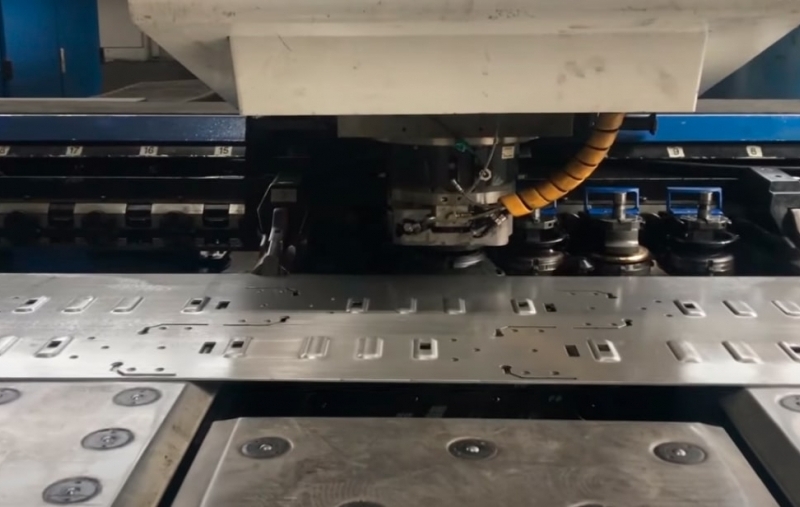
Координатно-пробивные работы – это комплекс услуг по вырубке отверстий и элементов, перфорации металла, приданию металлическим конструкциям заданных размеров и форм. Для выполнения таких работ используются функциональные станки с ЧПУ – координатно-пробивные прессы. Их альтернативные названия – punch press, высечные, штамповочные, пробивные или дыропробивные прессы. С их помощью в любых точках металлического листа или заготовки быстро и точно создаются отверстия заданных размеров и формы.
Пробивные работы высочайшего качества выполняются на координатно-пробивных станках револьверного типа. Револьвером называется система хранения, быстрой смены и точной подачи рабочего инструмента. Кроме револьвера, станки такого типа имеют гидромеханический пресс и софт (ЧПУ), который управляет процессом пробивания отверстий и обеспечивает слаженную работу всех узлов пресса.
Пробивной пресс с инструментальным кластером демонстрирует фантастическую скорость металлообработки с сохранением высокого качества и выполнением строгих требований. По форме кластер бывает стандартным и нестандартным.
Для перфорации пробиваемого металла применяется инструментальный кластер. Он за 1 удар пробивает несколько отверстий, значительно повышая производительность операции.
Пробиваемый лист зажимами прочно фиксируется на рабочем столе пресса. В компьютер оборудования вводится программа обработки. Она задает траекторию перемещения захватов вместе с зафиксированной ими листовой заготовкой. Во время перемещения листа рабочий инструмент производит удары по заготовке и выполняет ее пробивку.
Читайте также: