Школьные токарные станки по металлу ссср
Советские токарные станки по металлу и дереву даже сегодня очень распространены на территории России и СНГ. На многих заводах, мастерских, ремонтных производствах большая часть парка токарного оборудования составляет станки производства СССР, а где-то их доля доходит и до 100%. Существует сегмент покупателей, которые приобретают только б/у оборудование, изготовленное в Советском Союзе, т.к. его всегда можно отремонтировать, провести капитальный ремонт своими руками, а документацию, паспорта, руководства и по эксплуатации, чертежи можно найти в свободном доступе в интернете и на этом сайте. Недостатком б/у станков является их неполная комплектность. Если вам необходимо выполнять довольно специфические операции, то придется искать еще дополнительную оснастку и приспособления.
Токарно-винторезный станок ИТ-1М
Данный агрегат – одна популярнейших марок, которая нашла применение во множестве мастерских. Даже учебные заведения используют токарный станок ИТ-1М для развития навыков у своих учеников. Впервые эта модель появилась на Ивановском станкостроительном предприятии, где сотрудники.
Токарно-винторезный станок ТВ-6
Для качественного проведения токарных работ требуются определенные навыки. Токарный станок ТВ-6 применяется для обучения азам профессии токаря, что определяет его широкое распространение в различных обучающих организациях. Несмотря на то, что оборудование появилось в продаже в.
Токарные станки Универсал 2 и Универсал 3
В продаже можно встретить достаточно большое количество станков, которые устанавливаются в домашних условиях для проведения самых различных работ. На протяжении длительного периода большой популярностью пользовался токарный станок Универсал 2. Конструктивные особенности определяют то, что подобное.
Токарный станок ТШ-3
Токарный станок ТШ-3 позволяет проводить три операции обработки: сверление отверстий, точение инструмента, шлифовку поверхностей. Аббревиатура ТШ, присутствующая в названии станка, свидетельствует о том, что он одновременно является точильным и шлифовальным. Агрегат имеет свои характерные особенности.
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Для получения высокоточных деталей применяется специальное токарное оборудование. Довольно больше распространение получил токарный-винторезный станок 1Е61М и модели 1Е61ПМ, 1Е61Мт. Расшифровка маркировки указывает на то, что рассматриваемые станки относятся к токарно-винторезной группе, при этом высота центров.
Токарно-винторезный станок 1М63Н
Станок токарно-винторезный 1М63Н предназначен для всех видов обработки поверхностей вращения заготовок, включая выполнение конусов и нарезание резьб большинства принятых стандартов с одним или несколькими заходами. В отличие от предшественника марки 1М63, токарно-винторезный станок 1М63Н имеет.
Токарно-револьверный станок 1341
Токарно-револьверный станок 1341 относят к оборудованию токарной группы. Использование токарно-револьверного станка с комплектом инструмента позволяет производить комплекс работ: проточку наружных и внутренних поверхностей, канавок; засверловку; обработку зенкером для получения точных размеров и уступов; при использовании разверток.
Токарно-винторезный станок 1Н65
Ранее был широко распространено оборудование Рязанского завода 1М65 — токарно-винторезный станок. Модель 1Н65 — это следующая модификация с усовершенствованными основными узлами, расширенными возможностями изготовления сложных контуров детали. Согласно данным, указанным в паспорте, диаметр заготовки может.
Токарно-винторезный станок 1М63
Токарно-винторезный станок 1М63 разработали и начали выпускать в середине 50-х годов. Данное оборудование на тот момент имело уникальные технические характеристики, станок 1М63 позволил проводить обработку на высоком качестве заготовок из различных металлов. Область применения Покупателями.
Станок токарно-винторезный 1А616
В середине прошлого века отмечается всплеск разработок моделей металлорежущего оборудования отечественного производства. Эта тенденция направлена на импорт замещение данной категории продукции. Дефицит составляла категория токарных станков. На это сделали упор конструкторские бюро, и появился токарно.
Школьные токарные станки
Школьные токарные станки - учебные универсальные токарно-винторезные станки используются для всевозможных токарных работ в мастерских школ для политехнического обучения, для малого и среднего бизнеса. Малогабаритные токарные станки применяются, также, для оснащения ПАРМ (передвижная автомобильная ремонтная мастерская) военного и гражданского назначения.
По своим возможностям школьные токарные станки находятся между станками класса "Хобби" и производственными. Даже самые первые школьные токарные станки имеют основные узлы промышленного токарного станка: коробку скоростей и коробку подач. Школьные токарные станки можно использовать на несложных работах в ремонтных мастерских, тогда как "хоббийные" станки не предназначены для этого.
Первые школьные токарные станки ТВШ, ТВШ-2, ТВШ-3, как и множество настольных станков класса "Хобби", производились в мастерских технических учебных заведений, в исправительных трудовых учреждених для несовершеннолетних (ТКН) и на нескольких машиностроительных заводах. Со временем выпуск школьных станков на этих предприятиях был прекращен.
Завод МАГСО в составе Компании КомТех-Плюс производит, также, учебные фрезерные станки, сверлильные, заточные и токарные станки с ЧПУ.
ТВШ-2 (ТВ-2) Школьный токарный станок
Универсальный токарно-винторезный малогабаритный станок ТВШ-2, один из первых школьных токарников, выпускался в 50..60-х годах прошлого века. Станок умеет резать три резьбы и имеет три подачи.
Раннего выпуска универсальный токарно-винторезный станок ТВШ-2 (Чугунная крышка передней бабки).
Позднего выпуска токарно-винторезный станок ТВШ-2 (Штампованная крышка передней бабки).
Модернизация школьного токарного станка ТВШ-2
ТВШ-3 (ТВ-3) Школьный токарный станок
Школьный токарный станок ТВШ-3 (ТВ-3) - модернизированный ТВШ-2.
Производители токарно-винторезного станка ТВШ-3 - Техникум г. Энгельс, Исправительные трудовые учреждения для несовершеннолетних (ТКН), Верхнетуринский машиностроительный завод.
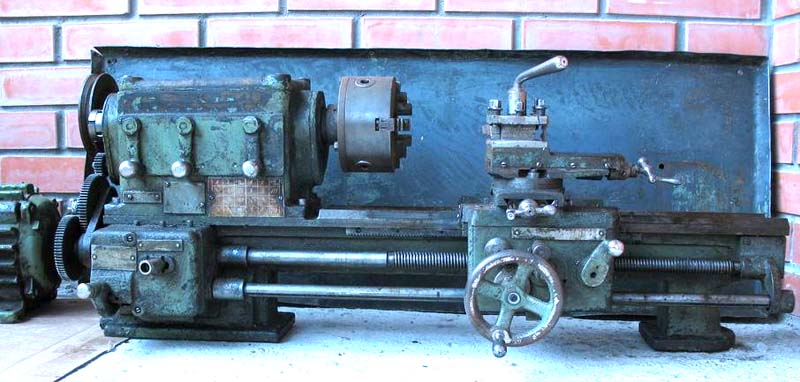
ТВШ-3 (ТВ-3) школьные токарно-винторезные станки, выпускавшиеся в 60-х годах прошлого века. За основу конструкции станка, по всей видимости, был взят станок немецкого производства.
В 70-х годах модель ТВШ-3 заменил более совершенный токарно-винторезный станок - ТВ-4.
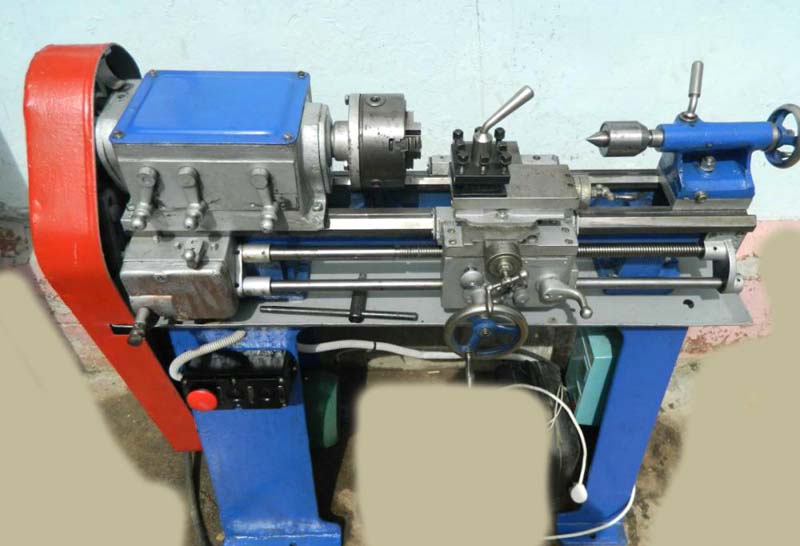
Раннего выпуска универсальный токарно-винторезный станок ТВШ-3

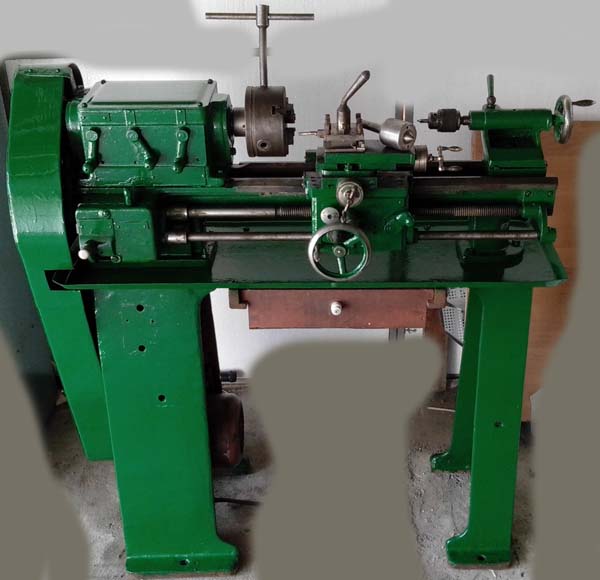
Позднего выпуска универсальный токарно-винторезный станок ТВШ-3
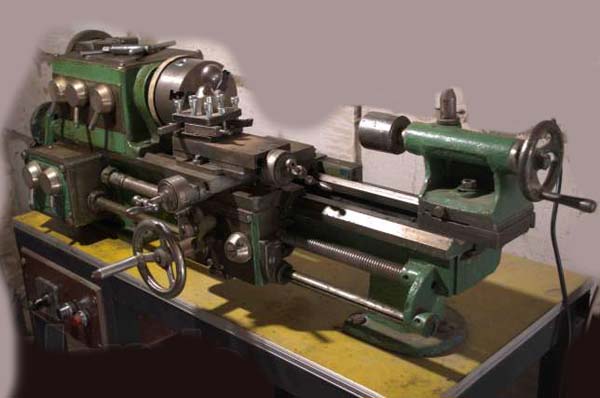
Фото токарно-винторезный станок ТВШ-3
ТВ-4 Школьный токарный станок
Станок ТВ-4 заменил устаревшие первые школьные токарно-винторезные станки ТВШ-2 и ТВШ-3 (ТВ-3) и выпускался в 70-х годах прошлого века.

Фото токарно-винторезного станка ТВ-4
ТВ-6 Школьный токарный станок
Производителем станка ТВ-6М являлся Дубненский литейно-механический завод "Октябрь" - г. Дубно Ровенской области на Украине.

Фото токарно-винторезного станка ТВ-6
Станок ТВ-6 заменил в производстве токарно-винторезный станок ТВ-4.
ТВ-7 Школьный токарный станок
Учебный токарно-винторезный станок ТВ-7 отличается от станка модели ТВ-6 и ТВ-6М конструкцией передней бабки и коробки скоростей. В станке модели ТВ-7 скорости переключаются переброской приводного ремня и при помощи двухскоростной понижающей коробки. Начиная с этой модели станка учебные станки этой серии получили дополнительно три подачи и три метрических резьбы.
Скорость вращения шпинделя переключается переброской ремней, поэтому исчезли две рукоятки на шпиндельной бабке.
Начиная с модели станка ТВ-7, школьные станки получили 8 подач и научились резать целых 6 резьб.

Фото токарно-винторезного станка ТВ-7

ТВ-7М Школьный токарный станок
Модели станков ТВ-7М, ТВ-9, ТВ-11 отличаются только длиной станины и, соответственно, РМЦ. Станки выпускаются без тумб, в настольном варианте.
Межцентровые расстояния токарных станков ТВ-7М, ТВ-9 и ТВ-11:
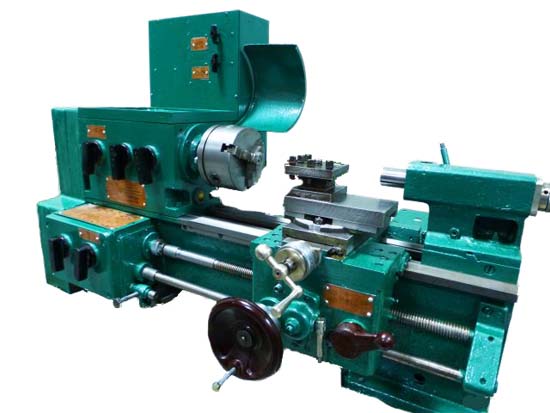
Фото токарно-винторезного станка ТВ-7М
ТВ-9 Школьный токарный станок
Станок ТВ-9 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ при массе детали 10 кг, в том числе:
- проточка и расточка цилиндрических и конических поверхностей
- сверление
- отрезка
- нарезка резьб
- подрезка торцов
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками - он прост в эксплуатации, надежен и долговечен.
Станок ТВ-9 отличается от токарных станков и ТВ-7М и ТВ-11 межцентровым расстоянием, РМЦ:

Фото токарно-винторезного станка ТВ-9
ТВ-11 Школьный токарный станок
Станок ТВ-11 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в том числе точных, в центрах, в патроне, в цанге, для нарезания резьбы при массе детали 5 кг, в том числе:
Станок обеспечивает высокое качество обработанных поверхностей по форме и шероховатости. При обработке материала сталь 45 с использованием алмазных резцов при проведении отделочных операций достигается шероховатость поверхности Ra не более 0,2 мкм.
Улучшенные динамические характеристики станка обеспечивают производительные режимы при черновой обработке.
Рациональная компоновка станка, высокая надежность его узлов, оптимальное расположение органов управления делает станок удобным в эксплуатации и обслуживании. В опорах шпинделя станка установлены прецизионные радиально-упорные шарикоподшипники, что в сочетании с жесткой конструкцией основных узлов обеспечивает высокую точность обработки.
Привод главного движения оснащен частотным преобразователем производства фирмы "MITSUBISHI", позволяющим производить бесступенчатое регулирование частоты вращения шпинделя c высоким моментом.
Станок комплектуется различными принадлежностями и приспособлениями, позволяющими расширить его технологические возможности.
Станок ТВ-11 отличается от токарных станков ТВ-7М и ТВ-9 увеличенным межцентровым расстоянием, РМЦ:
Станок изготавливается класса точности Н.

Фото токарно-винторезного станка ТВ-11
16У03П Школьный токарный станок
Токарно-винторезный станок 16У03П выпускался в СССР предприятием Кироваканский завод прецизионных станков г. Кировакан (Ванадзор) и, в настоящее время, производство их прекращено.
Основным назначением станка было обучение токарному делу в школах, профтехучилищах, техникумах, широко используются в лабораториях, учебных и ремонтных мастерских.
16У04П Школьный токарный станок
Токарно-винторезный станок 16У04П выпускался в СССР предприятием Кироваканский завод прецизионных станков г. Кировакан (Ванадзор) и, в настоящее время, производство их прекращено.

ТВШ-3 (ТВ-3) Станок токарно-винторезный школьный
схемы, описание, характеристики

Сведения о производителе учебного токарно-винторезного станка ТВШ-3 (ТВ-3)
Производители токарно-винторезного станка модели ТВШ-3 - Техникум г. Энгельс, Исправительные трудовые учреждения для несовершеннолетних (ТКН), Верхнетуринский машиностроительный завод.
ТВШ-3 (ТВ-3) первые школьные токарно-винторезные станки, выпускавшиеся в 60-х годах прошлого века. За основу конструкции станка, по всей видимости, был взят станок немецкого производства. В 70-х годах модель ТВШ-3 заменил более совершенный токарно-винторезный станок - ТВ-4.
Школьные станки
ТВШ-3 (ТВ-3) Станок токарно-винторезный учебный. Назначение, область применения
Токарно-винторезный станок ТВШ-3 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Токарный станок ТВШ-3 позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Техническая характеристика станка
- Наибольший диаметр изделия, устанавливаемого над станиной, мм - 100
- Наибольший диаметр точения над нижней частью суппорта, мм - 90
- Высота центров, мм - 100
- Наибольший диаметр обрабатываемого прутка, мм - 14
- Расстояние между центрами, мм - 350
- Наибольшая длина обтачивания, мм - 350
- Пределы чисел оборотов шпинделя в минуту (6 ступеней) - 120. 170
- Пределы продольных подач (3 ступени), мм/об - 0,04; 0,05; 0,06
- Нарезаемые резьбы: метрическая шагом (3 ступени), мм - 0,6; 0,8; 1
- Диаметр отверстия в шпинделе, мм - 15
- Мощность электродвигателя, кВт - 0,6
Общий вид токарно-винторезного станка ТВШ-3
Фото токарно-винторезного станка твш-3
Расположение составных частей и органов управления токарно-винторезным станком ТВШ-3
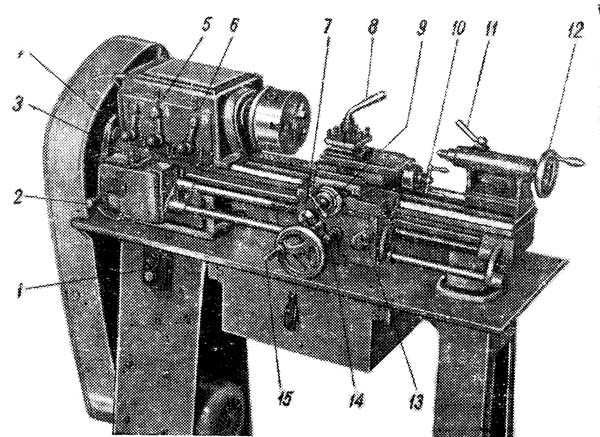
Расположение органов управления токарно-винторезным станком твш-3
Спецификация составных частей и органов управления токарно-винторезного станка ТВШ-3
- включатель подачи электроэнергии
- рукоятка установки величины подачи или шага резьбы
- рукоятка включения ходового винта или ходового валика
- рукоятка изменения направления вращения ходового винта или валика (рукоятка трензеля)
- рукоятки установки чисел оборотов шпинделя (А и В)
- рукоятки установки чисел оборотов шпинделя (А и В)
- рукоятка включения реечной шестерни
- рукоятка закрепления резцедержателя
- рукоятка поперечной подачи суппорта
- рукоятка продольной подачи суппорта
- рукоятка крепления пиноли задней бабки
- маховик перемещения пиноли задней бабки
- рукоятка включения маточной гайки
- рукоятка включения механической подачи каретки
- маховик ручного перемещения каретки
Схема кинематическая токарно-винторезного станка ТВШ-3
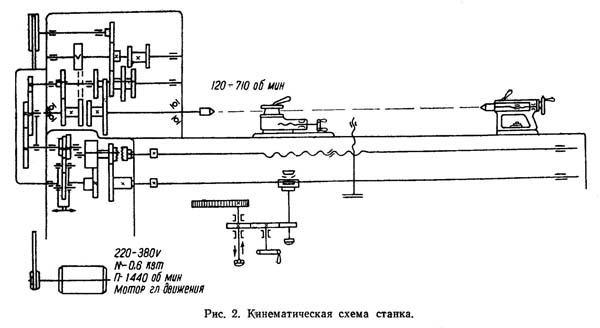
Кинематическая схема токарно-винторезного станка твш-3
Кинематическая схема. Перемещение резца осуществляется через систему шестерен вручную или механически—самоходом.
Станок приводится в движение электродвигателем трехфазного тока мощностью 0,6 кВт с числом оборотов 1440 об/мин.
Натяжение ремней передачи осуществляется специальным приспособлением, позволяющим производить перемещевие электродвигателя при помощи специальных болтов.
Пуск и остановка станка производитея кнопочным переключателем.
Конструкция токарно-винторезного станка ТВШ-3
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, передаточный механизм (гитара), фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
Передняя бабка токарно-винторезного станка ТВШ-3

Передняя бабка токарно-винторезного станка твш-3
От индивидуального электродвигателя через клиноременную-передачу вращение сообщается шкиву, сидящему на валу коробки скоростей.
Внутри коробки движение передается через вал 2 и шестерню 3, сидящую на валу неподвижно; на вал 4, на котором размещены три неподвижные шестерни 5, 23 и 6. Последняя участвует только в работе трензеля. На валу 7 находятся блок шестерен 8, 9 и 10 и блок шестерен 11 и 12, которые перемещаются на валу по шпонке при помощи рукояток А и Б (рис. 1). Тройной блок шестерен 8, 9 и 10 имеет возможность находиться в постоянном зацеплении с одной из шестерен блока 5 и тем самым передавать движение валу. Через блок шестерен // и 12 движение передается неподвижному блоку шестерен 13, находящемуся непосредственно на шпинделе станка 14. Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, • которые наворачиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр.
Кроме этого, в коробке скоростей смонтировано устройство, позволяющее изменять направление вращения ходового винта и ходового валика, т. е. изменять направление перемещения суппорта. Это осуществляется перемещением шестерни 15 в левое или правое крайнее положение рукояткой 4 (рис. 1).
При левом крайнем положении рукоятки шестерня 15 получит прямое вращение непосредственно от блока шестерен 16, расположенного на шпинделе. При правом крайнем положении рукоятки шестерня 15 получит обратное вращение за счет зацепления с паразитной шестерней 16, которая в свою очередь получает вращение от второй ступени блока шестерен 16.
Вращение вала 17 передается шестерне 18, которая находится в постоянном зацеплении с шестернями передаточного механизма и далее с механизмом коробки подач.
При среднем нейтральном положении рукоятки и шестерни 15 вращение от шпинделя не будет передаваться к коробке подач, т. е. ни ходовой винт, ни ходовой валик вращаться не будут.
Вся система шестерен и валов размещается в пустотелой коробке, отлитой из чугуна, сверху коробка закрывается крышкой, которая крепится к ней четырьмя винтами. Шпиндель вращается в двух радиально-упорных подшипниках 19 и 20. Валы опираются на бронзовые подшипники скольжения. Для регулировки натяжения шпинделя на заднюю часть его навинчены две круглые гайки 21.
Фиксация блоков шестерен в нужном положении осуществляется жесткой установкой переключающих рукояток в гнездах на коробке. Для удобства в работе на передней стенке коробки размещена таблица с указанием чисел оборотов в минуту в зависимости От положения рукояток и указатель перемещения суппорта.
На задней стенке коробки имеется пробка для слива масла 22. Коробка скоростей крепится на станине станка четырьмя болтами.
Механизм коробки скоростей позволяет получить шесть скоростей вращения шпинделя и правое и левое перемещение суппорта, а следовательно — нарезать правые и левые резьбы.
Передаточный механизм (гитара) токарно-винторезного станка ТВШ-3

Передаточный механизм (гитара) токарно-винторезного станка твш-3
Передаточный механизм служит для передачи вращения от шпинделя коробки скоростей к коробке подач. Меняя шестерни передаточного механизма, можно изменять величину подачи суппорта на один оборот шпинделя, а также шаг нарезаемых резьб.
Механизм состоит из кронштейна 1 с закрепленными на валике 2 шестерней 3 (число зубьев 72) и шестерней 4 (число зубьев 42). Шестерня 4 зацепляется с шестерней 5 (число зубьев 70), закрепленной на валике коробки подач, а шестерня 3 — с шестерней 18 коробки скоростей.
Передаточный механизм характеризуется передаточным отношением; для станка типа ТВШ-3 оно составляет
i = 24/60 * 40/64 = 1/4 или i = 24/72 * 42/70 = 1/5
Для данного станка это передаточное отношение постоянно, так как сменные шестерни к станку не прилагаются. Для безопасности работы передаточный механизм закрывается кожухом из листового железа.
В зависимости от даты выпуска и производителя станка конструкция передаточного механизма может меняться.
Коробка подач токарно-винторезного станка ТВШ-3. Ранняя версия

Коробка подач токарного станка твш-3. Ранняя версия
Коробка подач (рис. 5) получает движение от коробки скоростей через шестерни передаточного механизма. Механизм коробки подач дает возможность получить метрическую резьбу с шагом 0,6; 0,8 и 1,0 мм и продольную подачу Суппорта в пределах 0,04; 0,05; 0,06 на один оборот шпинделя.
Валик 3 получает вращение от шестерен передаточного механизма. На этом валике жестко посажены три шестерни 4, 5 и 6 с числом зубьев соответственно 24, 32 и 40. Валик 1 имеет длинную шпоночную канавку, в которой скользит шпонка 12 совместно с шестерней 13 (число зубьев 32), расположенной в рычаге 2. Рычаг несет валик 11, на котором свободно вращается шестерня 15, находящаяся постоянно в зацеплении с шестерней 13. Посредством рычага 2 шестерню 13 вместе с шестерней 15 можно перемещать вдоль валика и вводить в зацепление поочередно с шестернями 4, 5 я 6. В каждом из этих положений рычаг удерживается штифтом 16, входящим в одно из отверстий крышки коробки подач 14. На валике 1 закреплена жестко по отношению к валику шестерня 18, которая постоянно находится в зацеплении с блочной шестерней" 7, посаженной на валике 10. Эта шестерня может перемещаться по валику с помощью рычага 8 вправо и влево. При левом положении шестерня 7 входит в зацепление с шестерней 17, которая посажена на ходовой валик. Следовательно, при левом положении шестерни (правом положении рычага 5 по перечню рукояток управления) вращение передается ходовому валику. При перемещении рычага влево шестерня 7, перемещаясь вправо, выходит из зацепления с шестерней 11 и своими торцовыми выступами входит в зацепление с храповой муфтой 9. Таким образом, при левом положении рычага вращение передается ходовому винту. Механизм коробки подач размещен в корпусе, в котором имеются отверстия для заливки масла. Отверстия закрываются пробками. Коробка подач закрывается с лицевой стороны крышкой 14 и крепится на станине четырьмя винтами.
Коробка подач токарно-винторезного станка ТВШ-3. Поздняя версия

Коробка подач токарного станка твш-3. Поздняя версия
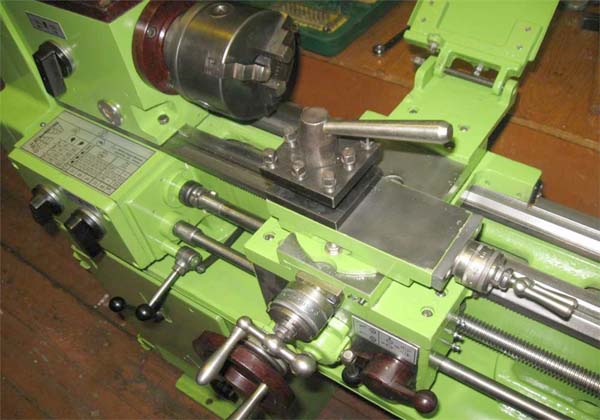
Суппорт токарно-винторезного станка ТВШ-3

Суппорт токарно-винторезного станка твш-3
Суппорт (рис. 6) предназначен для перемещения и закрепления резца, который должен находиться в различных положениях, определяемых формой и размерами обрабатываемого изделия.
Суппорт имеет четыре каретки: нижняя каретка перемещается в продольном направлении по направляющим станинам как от механического привода, так и от руки. Перемещение осуществляется за счет фартука, прикрепленного к нижней каретке. Каретка 2 передвигается по направляющим нижней каретки и служит для поперечного перемещений резца от руки. Каретка, несущая на себе четырехгранную резцовую головку, имеет только продольное перемещение по направляющим средней поворотной части суппорта, которая может поворачиваться на 90° в ту или иную сторону.
Поперечное перемещение каретки 2 по направляющим нижней каретки 1 осуществляется винтом 13 и гайкой 12. Винт 13 приводится во вращение от руки рукояткой 16. Так как винт 13 установлен в опорах на нижней каретке, а гайка 12 закреплена на каретке 2, то при вращении винта гайка будет перемещаться и увлекать за собой каретку 2.
Сверху каретка 2 имеет углубление; куда входит выступ поворотной части суппорта 5. Для закрепления поворотной части имеются 2 болта, головки которых входят в круговой паз каретки 2.
Верхнюю каретку 4 суппорта можно перемещать по направляющим вручную, пользуясь рукояткой 11, которая приводит во вращение винт 10 и гайку 9.
Направляющие и соприкасающиеся с ними поверхности кареток от продолжительной работы изнашиваются на столько, что между ними может появиться недопустимо большой зазор.
В результате этого резец будет вибрировать и снизится точность работы станка. Для устранения вибрации в суппорте предусмотрены регулируемые планки 14 и 15, которые могут быть поджаты винтами. Резцедержатель закрепляется болтом 8 и затягивается рукояткой 7. При отворачивании рукоятки резцедержатель отжимается вверх от верхней каретки пружиной 6. Резцедержатель позволяет закреплять в нем одновременно до четырёх резцов. Резцы крепятся болтами 5.
Фартук токарно-винторезного станка ТВШ-3

Фартук токарно-винторезного станка твш-3
С помощью фартука (рис. 7) можно осуществить продольную подачу суппорта, механическую или ручную, ходовым валиком и продольную подачу, механическую, ходовым винтом.
Ручная подача ходовым валиком осуществляется вращением маховика 1, насаженного на вал 2, на котором находится шестерня 4, зацепляющаяся с шестерней 3, сидящей на конце валика реечной шестерни. Последняя входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача осуществляется червяком 7, сидящим на скользящей шпонке на ходовом валике. Червяк приводит в движение червячную шестерню, и далее через систему шестерен движение передается на реечную шестерню. Для включения механической подачи необходимо повернуть рукоятку 9 по часовой стрелке. При этом включается в работу фрикцион, смонтированный в червячной шестерне. Механическая подача ходовым винтом осуществляется поворотом рукоятки 8, соединяющей разъемную маточную гайку 5 с ходовым винтом 6. Рекомендуется реечную шестерню при работе с ходовым винтом выводить из зацепления с рейкой движением рукоятки «на себя». При механической и ручной подаче ходовым валиком реечную шестерню вводят обязательно в зацепление с зубчатой рейкой движением рукоятки «от себя».
Задняя бабка токарно-винторезного станка ТВШ-3

Задняя бабка токарно-винторезного станка твш-3
Задняя бабка (рис. 8) служит для поддержания второго конца обрабатываемой детали. Корпус 7 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно перемещается пиноль 8. Один конец пиноли имеет коническое отверстие (конус Морзе № 2), в которое в зависимости от выполняемой работы можно вставлять в центр хвостовую часть патрона для зажима сверл и другой инструмент. Перемещение пиноли производится маховиком 11, вращающим винт 13. Для удобства вращения на маховике закреплена рукоятка 12. Чтобы пиноль при вращении маховика не поворачивалась, она имеет шпоночную канавку, в которую входит винт-шпонка 10. Рукоятка 9 служит для зажима пиноли в корпусе бабки. Оси шпинделя и задней бабки должны совпадать; для установки пиноли по оси шпинделя служит винт 3 и гайка 4. Посредством их можно смещать корпус относительно основания в поперечном направлении по призме основания для проточки длинных конусов. Для обточки в центрах деталей разной длины основание перемещают вместе с корпусом задней бабки вдоль станины станка и закрепляют в нужном положении болтом 5 гайкой 6 и плавкой 1.
Токарные станки в СССР: какие использовали при Союзе?
Токарные станки СССР до сих пор находят применение на предприятиях. Новое оборудование найти практически невозможно. Но и старое сохранило все характеристики, достаточно заменить некоторые узлы для получения результата.
- Область применения токарных станков
- История токарного станка в Советском Союзе
- Типы и виды советских токарных станков
- Конструкция токарного станка и фото его отдельных частей
- Краткое описание самых распространённых моделей советских токарных станков
- Токарный школьный станок ТВ-4
- Токарный станок по металлу Школьник ТВ-7
- Школьный токарный станок по металлу ТВ6
- Настольный токарный станок по металлу ТВ-16
- Правила техники безопасности при работе на токарном станке
- Заключение
Область применения токарных станков
Цель создание оборудования – обработка разных деталей, на металлической и деревянной основе. Для этого выполняются различные операции:
Токарные резцы могут похвастаться самым широким функционалом при наличии необходимых инструментов и оборудования:
- Сверление.
- Подрезка, обработка торцов.
- Нарезание резьбы.
- Обработка внутренней поверхности.
- Вытачивание канавок, конусов и других подобных форм.
- Растачивание, обтачивание поверхностей в виде конусов, цилиндров, гладкого фасонного типа.

Машины могут использоваться как на крупносерийном, так и на мелкосерийном производстве. Каждый владелец сам выбирает вариант, который ему подходит. Выбор моделей был широким с самого начала.
История токарного станка в Советском Союзе
Различные машины для поднятия экономики страны и производства использовались Советским Союзом в разное время:
- Пятилетки.
- Великая Отечественная Война.
- После завершения конфликтов.
Создание оружия и транспорта – сферы, актуальность станков для которых сохранялась тогда. Высокого качества придерживались при производстве изначально, чтобы техника не изнашивалась быстро, служила максимально долго.
Типы и виды советских токарных станков
Классификацией, разработанной, пока действовал Советский Союз, пользуются до настоящего времени. Следующие виды металлорежущего оборудования основные:
- Специальные.
- Автоматические, обычные машины специализированного назначения.
- С несколькими резцами, для выполнения полировки.
- Лобовые, винторезные.
- Карусельной разновидности.
- Отрезной группы.
- Револьверные.
- Полуавтомат, автомат с несколькими шпинделями.
- Автомат и полуавтомат с одним шпинделем по металлу.
То, с какой точностью выполняется работа, позволяет отнести станки к одному из таких классов:
- П – повышенная.
- А – особо высокая.
- Н – нормальная.
- В – высокая.
- С – особая.
Информация относительно следующих характеристик заносится в маркировку агрегата:
- Установки имеют определённые размеры, содержащиеся в третьей и четвёртой цифре. Здесь имеют в виду высоту, на которой расположены центры.
- Вторая говорит, какой класс представляет тот или иной агрегат.
- Первой единицей говорят, что оборудование – токарное.

Конструкция токарного станка и фото его отдельных частей
В конструкции этого вида оборудования всегда присутствуют следующие компоненты:
- Электрическая часть. Речь о приводных электрических двигателях. Мощность различается от модели к модели. В группу входят и элементы, отвечающие за управление теми или иными частями станка. Главное – чтобы эти детали отвечали требованиям по безопасности.
- Коробка подач. При наличии такого конструктивного элемента станочный суппорт принимает энергию движения. Ходовые винты и валики выступают источниками этой энергии.
- Суппорт. Крепит режущие элементы конструкции. Обеспечивает подачу приспособлений, поперечную и продольную. Конструкция обязательно дополняется так называемой нижней кареткой, или несколькими. Держатели для токарных инструментов закрепляются на других каретках, вверху.
- Шпиндельная бабка, вмещающая сам шпиндель. Во внутренней части находится коробка скоростей. Станки по дереву тоже не лишены этой части.
- Фартук. Способствует тому, что движение валика преобразуется в перемещение суппорта. Ходовой винт тоже может участвовать в этом процессе.
- Станина. Относится к несущим элементам у токарных агрегатов. На нём монтируют другие элементы станка.

Опорой для остальных элементов служат две специальные тумбы в комплекте. Для оборудования у них несущая функция. Благодаря этой части оператор способен выбрать максимальную высоту заготовки, которая удобнее всего. Тумбы известны массивной конструкцией.
Краткое описание самых распространённых моделей советских токарных станков
Функции в широком наборе прилагались к станкам с самого первого выпуска. Достаточно рассмотреть наиболее популярные марки, чтобы в этом убедиться.
Токарный школьный станок ТВ-4
Создан для обучения основам токарного дела, студентов и школьников разного возраста. Открывает доступ к рабочим операциям в большом количестве, среди которых:
- Резьба с многозаходными показателями.
- Резьбы разных форм, шагов: снаружи и внутри, дюймовая, трапецеидальная, упорная.
- Расточные работы для поверхностей в форме конусов, цилиндров.
- Проведение зенкерования.
- Расточка отверстий.
- Рассверливание.

Заготовки вращаются внутри центров и патронов – это главное движение, характерное для заготовок. От коробок передач энергию получает шпиндель. Сама подача – второстепенный фактор, как и её движение. Благодаря этому даже старый режущий инструмент и деталь подводятся друг к другу.
Способен обрабатывать детали с диаметром от 125 до 200 мм.
0,6 кВт – установка снабжается электродвигателями с такой средней мощностью.
Токарный станок по металлу Школьник ТВ-7
Оборудование с учебным назначением. Создан для обучения, выполнения следующих операций:
- Зенкование.
- Развёртывание.
- Обработка с помощью сверла.
- Нарезание метрической резьбы.
- Обработка торцов с разными параметрами.
- Точение, расточка деталей.
Ремень переходит к другой шкивной паре, если скорость снижена. Главный регулятор – рукоятке на правой тумбе у устройства. Итог – поддержка до четырёх скоростей.

Две пары шестерёнок располагаются внутри коробки скоростей. Рукоятка позволяет вручную настроить агрегат. Переключение муфты увеличивает количество доступных скоростей движения до 8 единиц. Переднюю бабку не дополняют рукоятками, упрощающими регулировку нужных оборотных чисел у шпинделя.
Компоненты электросхемы находятся в правой тумбе. Суппорт с задней бабкой ставят на направляющих станины. Дополнительно присутствуют защитные элементы, чтобы операторы не могли повредиться от стружки.
Размеры заготовки находятся в пределах от 100 до 300 мм.
Школьный токарный станок по металлу ТВ6
Применяя этот вид оборудования, операторы получают доступ к следующим операциям:
- Частично заготовка отрезается.
- Конические, цилиндрические поверхности растачиваются, протачиваются.
- Резьба с метрикой.
- Торцевая корректировка.
- Сверление отверстий.

Станок отличается исходными характеристиками, не допускающими обработку стали с закалённой поверхностью. Приспособление отличается следующими параметрами:
- 350-миллиметровое расстояние между центрами.
- Шпиндель при вращении сохраняет 130-170 оборотов в минуту.
- 108 мм – на такой высоте находятся части по центру.
- 300 миллиметров – длина обтачиваемой поверхности.
- 12 миллиметров – максимум диаметра для обрабатываемой заготовки.
300-киллограммовый вес отличает станок, даже если комплектация минимальна.
Настольный токарный станок по металлу ТВ-16
Оборудование, обрабатывающее металлические детали, отличается небольшими габаритами. Для выполнения элементарных операций, входящих в токарные работы:
- Проделка отверстий.
- Резьба с разными характеристиками.
- Средняя сложность операций.
- Проведение растачивания, точения.

160 мм – максимум ограничений для размера заготовок в обработке, если они над станиной. 90 миллиметрам тот же размер равен для расположения над суппортом. 250 мм – максимальное ограничение по длине в центральной части. Сквозное шпиндельное отверстие имеет увеличенную ширину, если сравнить с моделью ТВ-4 – она составит 18 мм.
Станина литая, выполнена из чугуна. Дополняется тремя продольными пазами, выполняющими функцию направляющих. Стандартные показатели мощности находятся в пределах 0,4-0,5 квт. 1400 оборотов в минуту – показатель для скорости вращения, которая определяет, насколько фрезерный станок будет эффективен.
Если грамотно подобрать распорные втулки – то можно избежать появления различных зазоров. Натяжение ремней у клинноременной передачи должно быть правильным, иначе результата добиться не получится.
Правила техники безопасности при работе на токарном станке
Положения правил безопасности сводится к следующему:
- Соответствие исходным техническим заданиям обязательно при выполнении работ. Для этого предварительно получают чертёж у мастера. Либо другой вид описания технологического процесса, связанного с обработкой.
- Перед тем, как начать работу, обязательно провести технический осмотр. Это нужно, чтобы вовремя обнаруживать, устранять отдельные технические неисправности. При необходимости вызывают техника.
- Специальную одежду застёгивают на все пуговицы.
К работе нельзя приступать, если производится какая-либо наладка оборудования, другие виды обслуживания. Запрещается использовать станки, центры у которых сильно износились. То же самое касается любых инструментов, зажимных материалов – от них стоит отказаться при малейшем признаке неисправности.
Если поломка связана с электрической частью – мастерам запрещают устранять её самостоятельно.
Заключение
Токарные станки были и остаются важной частью современного производственного процесса. Без них невозможно добиться точности, когда обрабатывают детали различной конфигурации. Главное – чтобы оператор заранее ознакомился с конструктивными особенностями станка, получил все разрешающие документы. И даже после этого время от времени надо проводить проверки для оборудования. Иначе не получится провести работу в короткие сроки с максимальным результатом. Из-за этого пострадает всё готовое изделие.
Читайте также: