Щетка металлическая дисковая гост
Текст ГОСТ 28637-90 Изделия щетинно-щеточные. Методы контроля
ГОСТ 28637-90
ИЗДЕЛИЯ ЩЕТИННО-ЩЕТОЧНЫЕ
МЕТОДЫ КОНТРОЛЯ
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ИЗДЕЛИЯ ЩЕТИННО-ЩЕТОЧНЫЕ
Методы контроля
Bristle brush articles.
МКС 59.140.35 ОКСТУ 9677
Дата введения 01.07.91
Настоящий стандарт распространяется на щетинно-щеточные изделия и устанавливает: методы контроля показателей назначения; методы контроля показателей надежности; методы контроля показателей уровня исполнения.
Коды ОКП приведены в приложении.
1. МЕТОДЫ ОТБОРА ОБРАЗЦОВ
Методы отбора образцов — по ОСТ 17—290.
2. МЕТОДЫ КОНТРОЛЯ ПОКАЗАТЕЛЕН НАЗНАЧЕНИЯ
2.1. Для контроля размеров изделия применяют: линейку металлическую по ГОСТ 427; штангенциркуль по ГОСТ 166;
рулетку по ГОСТ 7502; микрометр по ГОСТ 6507; калибры.
2.1.1. Проведение контроля
Контроль линейных размеров проводят средствами измерений, обеспечивающими точность, указанную в конструкторской документации на конкретное изделие.
2.2. Контроль массы проводят на весах по ГОСТ 29329.
2.3. Контроль жесткости зубных щеток проводят на устройстве для определения жесткости зубных щеток (конструкции Рижского политехнического института) (см. чертеж).
Издание официальное Перепечатка воспрещена
© Издательство стандартов, 1990 © Стандартинформ, 2005
Устройство для определения жесткости щеточного поля зубных щеток

1 — индикатор часового типа; 2 — измерительная балка; 3 — каретка; 4 — винт; 5 — линейка
2.3.1. Проведение контроля:
измерить высоту кустов после подстрижки;
установить индикатор 1 над измерительной балкой 2 до легкого касания, циферблат индикатора установить на нулевой отметке;
винтом 4 установить каретку 3 в нижнее положение;
вставить щетку в паз каретки 3;
вращением винта 4 поднять каретку до легкого прикасания щетки с измерительной балкой. Снять показания с линейки 5;
установить шкалу индикатора 1 на ноль;
переместить каретку вверх на */3—*/2 высоты куста (смотреть по линейке);
продвинуть щетку по пазу на всю длину рабочей части между кареткой и измерительной балкой, снять отсчет по индикатору.
2.3.2. Оценка результатов — по ГОСТ 6388.
3. МЕТОДЫ КОНТРОЛЯ ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ
3.1. Для контроля прочности крепления и соединения частей и деталей изделия, а также контроля прочности крепления кустов в рабочей части бытовых, зубных, технических щеток, щеток для клеения применяют:
разрывную машину или динамометр, обеспечивающие приложение необходимой статической нагрузки; скорость перемещения подвижного зажима разрывной машины 50 мм/мин.
Шкала нагрузок разрывной машины должна подбираться так, чтобы прилагаемая нагрузка находилась от 20 % до 80 % максимального значения шкалы;
комплект приспособлений любой конструкции, обеспечивающих необходимое закрепление куста рабочей части, и зажим изделия.
3.1.1. Проведение контроля
Щетку закрепляют в приспособлении.
Отдельно взятый куст подвергают воздействию нагрузки в соответствии с нормативно-технической документацией на изделие.
Контролю должны подвергаться не менее 10 кустов, расположенных в разных рядах щетки.
В щетках ручной кустопосадки контролю подвергают кусты, расположенные с интервалом в два куста друг от друга.
3.1.2. Оценка результатов
За результат контроля одного изделия принимают среднеарифметическое результатов проведенных испытаний.
3.2. Контроль прочности крепления:
волосяной части в кистях: художественных, для клеения, технических, для бритья, ершах; обоймы в кистях: художественных, для клеения, технических; ручки в ершах
3.2.1. Для контроля применяют разрывные машины и приспособления в соответствии с п. 3.1.
3.2.2. Проведение контроля
Изделие зажимают в приспособлении, волосяной пучок, обойму подвергают воздействию нагрузки в соответствии с нормативно-технической документацией на изделие.
При контроле кистей для бритья, флейцевых художественных и ершей волосяной пучок диаметром 5 мм вставляют в отверстие патрона, при помощи подвижного конуса закрепляют в нем и подвергают воздействию нагрузки.
Контроль прочности крепления ручки ерша проводят в следующей последовательности: ерш зажимают в специальном приспособлении и подвергают ручку воздействию нагрузки.
3.3. Контроль прочности зубной щетки на ударный изгиб
3.3.1. Для контроля применяют маятниковый копер типа КМ-0,5 по ГОСТ 10708. Допускается контроль прочности колодки проводить на копрах других типов, обеспечивающих
приложение необходимой нагрузки.
3.3.2. Проведение контроля
Колодку зубной щетки вставляют в паз копра, затем опускают маятник.
3.3.3. Оценка результатов
За результат прочности колодки на ударный изгиб принимают величину затраченной энергии на разрушение колодки щетки в месте наименьшего сечения.
3.4. Методы контроля на водостойкость и термостойкость бытовых щеток, художественных кистей, кистей и щеток для клеения, ершей, кистей для бритья индивидуального пользования, щеток и кистей технических с рабочей частью из щетины, волоса или искусственного волокна
3.4.1. Для контроля применяют:
плитку электрическую по ГОСТ 14919 или другой прибор (устройство, приспособление) с закрытой спиралью, позволяющий поддерживать заданную температуру; сосуд по ГОСТ 25336; термометр по ГОСТ 28498; воду водопроводную;
разрывные машины и приспособления в соответствии си. 3.1.
3.4.2. Проведение контроля
Изделие погружают в воду и испытывают в соответствии с режимами проведения испытаний, указанными в таблице.
Температура воды, °С
для мытья рук с колодкой из древесины
для мытья посуды, бидонов, овощей, бочек, ванн для окраски волос, бровей, ресниц, банная, швабра, поломойная (палубная), столомойная, бельевая, конская, для мытья рук с колодкой из пластмассы
для мытья автомашин, унитазов
Кисти художественные, кисти и щетки для клеения
Продолжительность испытания, ч
Кисти для бритья индивидуального пользования
Щетки и кисти технические
Щетки и кисти технические, используемые в горячей воде
П римечание. Показатели водостойкости и термостойкости установлены для изделий с рабочей частью из щетины, волоса или искусственного волокна.
3.4.3. После проведения контроля стойкости щетинно-щеточных изделий на водостойкость и термостойкость изделие высушивают при температуре (20 + 5) °С, в течение 24 ч, после чего проводят контроль внешнего вида и контроль прочности крепления рабочей части или волосяного пучка.
3.4.4. При проведении контроля на прочность крепления рабочей части щеток с колодками из древесины колодки должны быть высушены до влажности 15 % — 18 %.
3.5. Контроль щетинно-щеточных изделий на стойкость к воздействию агрессивной среды
3.5.1. Контроль на стойкость ершей и бытовых щеток с рабочей частью из синтетической щетины к чистящим (моющим) средствам
3.5.2. Для контроля применяют:
чистящее средство «Жемчуг» по ТУ 6—15—1313;
чистящее средство «Санитарный» по ТУ 6—15—1039;
сосуд по ГОСТ 25336;
разрывные машины и приспособления в соответствии с п. 3.1.
Допускается использовать другие моющие или чистящие средства, создающие агрессивную среду. Не допускается применение концентрированных кислот и щелочей, а также средств, содержащих соляную и муравьиную кислоты.
3.5.3. Контроль ершей
Растворить 20—25 г (около 2 столовых ложек) чистящего средства «Жемчуг» в 2,0—2,5 дм 3 воды температурой (20 + 5) °С. В полученном растворе рабочую часть ерша выдерживают в течение 2 ч. После окончания обработки ерш промывают водой.
Далее проведение испытаний в соответствии с п. 3.3.4.
3.5.4. Контроль бытовых щеток
На загрязненную поверхность наносят чистящее средство «Санитарный» и оставляют на 20 мин, после чего проводят ее обработку щеткой в течение 3 мин. После окончания обработки щетку моют водой температурой 40—45 °С. Испытание повторяют до 2 ч воздействия агрессивной среды.
3.5.5. Допускается при применении других чистящих (моющих) средств условия контроля изменять с учетом инструкции по применению чистящего или моющего средства, указанной на этикетке моющего или чистящего средства. Откорректированная методика должна быть установлена в программе приемочных испытаний.
3.6. Контроль на стойкость к керосину и скипидару художественных кистей
3.6.1. Для контроля применяют:
керосин для технических целей по ОСТ 38.01408;
скипидар живичный по ГОСТ 1571;
разрывные машины и приспособления в соответствии с и. 3.1.
3.6.2. Проведение контроля
Рабочую часть кисти погружают в керосин и выдерживают в течение 8 ч. После извлечения из керосина кисть промывают водой и сушат в течение 24 ч при температуре (20 + 5) °С.
Затем таким же образом рабочую часть кисти в течение 1 ч испытывают на стойкость к воздействию скипидара.
Далее проведение контроля в соответствии с и. 3.3.4.
3.7. Контроль на стойкость к бензину и керосину технических щеток и кистей
3.7.1. Для контроля применяют: бензин по ГОСТ 8505;
керосин для технических целей по ОСТ 38.01408; сосуд по ГОСТ 25336;
3.7.2. Проведение контроля
Щетку или кисть погружают в бензин и выдерживают в течение 8 ч. При испытании рабочая часть изделия должна быть полностью погружена в агрессивную среду. После извлечения из бензина изделие промывают водой, сушат в течение 24 ч при температуре (20 + 5) °С.
Затем таким же образом изделие испытывают на стойкость к воздействию керосина.
3.8. Контроль на стойкость к формалину и соде кистей для бритья массового пользования
3.8.1. Для контроля применяют:
раствор кальцинированной соды массовой долей 2 % по ТУ 6—18—171; раствор формалина массовой долей 4 % по ГОСТ 1625; разрывные машины и приспособления в соответствии си. 3.1.
3.8.2. Проведение контроля
Кисти замачивают на 2 ч в растворе формалина массовой долей 4 %. Затем кисти промывают и проводят мытье в стиральных барабанах в растворе соды массовой долей 2 % температурой (50 + 5) °С в течение 10 мин при постоянном вращении барабана.
После мытья в соде раствор сливают и кисти моют в воде температурой (75 + 5) °С до исчезновения мути. Отсутствие помутнения воды контролируют путем опускания кисти в стакан с чистой горячей водой.
Вымытые кисти подвергают дальнейшей обработке водой температурой (75 + 5) °С в течение 1 ч. Через 30 мин кисти тщательно вращают в барабане.
Допускается испытания кистей для бритья массового пользования проводить в соответствии с Инструкцией по обеззараживанию кистей для бритья массового пользования, утвержденной санитарными органами здравоохранения республики.
3.9. Контроль на стойкость лакокрасочного покрытия бытовых щеток для детей к влажной обработке
3.9.1. Для контроля применяют:
плитку электрическую по ГОСТ 14919 или другой прибор (устройство, приспособление) с закрытой спиралью, позволяющий поддерживать заданную температуру; сосуд по ГОСТ 25336; термометр по ГОСТ 28498; мыльный раствор (3 г/дм 3 ).
3.9.2. Проведение контроля
Щетку погружают на 3 мин в мыльный раствор температурой (60 + 5) °С. После сушки при температуре (20 + 5) °С в течение 24 ч покрытие не должно отслаиваться.
4. МЕТОДЫ КОНТРОЛЯ ПОКАЗАТЕЛЕЙ УРОВНЯ ИСПОЛНЕНИЯ
4.1. Для контроля внешнего вида применяют: стол контроля ОТК; образец-эталон изделия.
4.1.1. Проведение контроля
Контроль проводят осмотром изделий невооруженным глазом в помещении освещенностью не менее 300 лк на расстоянии 25 см от контролируемой поверхности.
Необходимость применения оптических приборов с указанием кратности увеличения должна быть оговорена в технической документации на изделие.
4.2. Контроль наличия черных волосков в рабочей части зубной щетки
Контролю подвергают зубные щетки с рабочей частью из свиной обработанной щетины.
4.2.1. Проведение контроля
Контроль наличия черных волосков в зубной щетке должен проводиться путем подсчета их в рабочей части щетки.
4.3. Контроль качества обработки рабочей части зубной щетки
Контролю подвергают зубные щетки с рабочей частью из синтетического волокна.
4.3.1. Для проведения контроля применяют: лупу среднего увеличения по ГОСТ 25706; стол контроля ОТК;
4.3.2. Проведение контроля
Рабочая часть зубной щетки рассматривается под лупой
4.4. Контроль допуска прямолинейности деревянных ручек художественных кистей и кистей для клсепия
Контроль проводится на ручках, имеющих прямолинейные образующие.
4.4.1. Для проведения контроля применяют:
поверочную плиту по ГОСТ 10905 или линейку по ГОСТ 8026;
щупы по ТУ 2—034—225 или другие средства, обеспечивающие заданную точность измерения.
4.4.2. Проведение контроля
Ручку кисти положить контролируемым участком на поверочную плиту или линейку. Прижимая ручку к плите или линейке прокатить ее на полный оборот, определив наибольший просвет между образующей ручки и плоскостью плиты или линейки. Измерить просвет.
Щетка металлическая дисковая гост
ГОСТ Р 52157-2003
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ЩЕТКИ ЭЛЕКТРИЧЕСКИХ МАШИН
Общие технические условия
Brushes for electrical machines. General specifications
ОКП 34 9500-34 9600
Дата введения 2004-07-01
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием "Научно-исследовательский и проектно-технологический институт электроугольных изделий" (ФГУП "НИИЭИ")
ВНЕСЕН Техническим комитетом по стандартизации ТК 429 "Изделия электроутольные и электрометаллокерамические"
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 17 декабря 2003 г. N 366-ст
3 ВВЕДЕН ВПЕРВЫЕ
1 Область применения
Настоящий стандарт распространяется на щетки электрических машин (далее - щетки).
Настоящий стандарт не распространяется на щетки электрических машин для тяговых двигателей и генераторов подвижного состава железнодорожного транспорта.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 2.105-95 Единая система конструкторской документации. Общие требования к текстовым документам
ГОСТ 12.1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 12232-89 (МЭК 136-86) Щетки электрических машин. Размеры и методы определения переходного электрического сопротивления между щеткой и токоведущим проводом и определения усилия вырывания токоведущего провода
ОСТ 16 0.801.437-87 Изделия электроугольные и электрометаллокерамические, поставляемые на экспорт. Общие технические условия
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 21888, а также следующие термины с соответствующими определениями:
3.1 полуфабрикат: Сформованный материал (блоки, щетки-заготовки и т.п.) из пресс-порошка, прошедший все предусмотренные технологическим процессом операции, обеспечивающие материалу требуемые химические и электрофизические характеристики.
3.2 блок: Полуфабрикат прямоугольной формы.
3.3 щетка-заготовка: Полуфабрикат в виде щетки, полученный индивидуальным прессованием или механической обработкой.
3.4 щетка-образец: Щетка, изготовленная из полуфабриката, или готовая щетка, предназначенная для испытаний.
3.5 комплект щеток для испытаний: Число щеток-образцов, одновременно устанавливаемых или на установку с короткозамкнутым коллектором, или на электрическую машину, или на машину-представитель.
3.6 машина-представитель: Электрическая машина для проведения испытаний щеток конкретной марки.
4 Классификация. Типы и размеры
4.1 Щетки в зависимости от применяемых материалов подразделяют на группы:
- графитные, изготовленные из натурального графита и связующих веществ;
- углеграфитные. изготовленные из натурального и (или) искусственного графита и (или) технического углерода (сажи) и (или) кокса и т.п. и связующих веществ;
- электрографитные, изготовленные из натурального и (или) искусственного графита и (или) технического углерода (сажи) и (или) кокса и т.п. и связующих веществ, прошедшие высокотемпературную обработку - графитацию;
- металлографитные, изготовленные из металлических порошков, натурального графита и связующих веществ или без связующих веществ.
4.2 Типы и размеры щеток должны соответствовать ГОСТ 12232, отраслевым стандартам или (и) чертежам.
Допускается, по согласованию с потребителем, перечни чертежей на щетки указывать в приложении к техническим условиям (далее - ТУ) на щетки конкретных марок.
4.3 Обозначения (условные обозначения) щеток конкретных марок и пример записи их при заказе и в технических документах должны быть приведены в ТУ на щетки конкретных марок.
5 Общие технические требования
5.1 Щетки изготовляют по конструкторским и технологическим документам в соответствии с требованиями настоящего стандарта и ТУ на щетки конкретных марок.
5.2 Требования к внешнему виду
5.2.1 Щетки не должны иметь трещин, расслоений, раковин, вздутий и посторонних включений.
Не допускается более пяти сколов на ребрах щеток с тангенциальным или аксиальным размерами, равными или более 5 мм, и более трех сколов - для щеток с тангенциальным или аксиальным размерами менее 5 мм. Размер сколов не должен превышать размер двойной фаски.
Допускается, по согласованию с потребителем, взамен фасок притуплять острые кромки щеток.
5.2.2 Дополнительные требования к внешнему виду щеток могут быть установлены в ТУ на щетки конкретных марок.
5.3 Требования к физическим и химическим параметрам
5.3.1 Переходное электрическое сопротивление между щеткой и токоведущим проводом
5.3.1.1 Переходное электрическое сопротивление между щеткой и токоведущим проводом при приемке щеток из материала с удельным электрическим сопротивлением до 100 мкОм·м должно соответствовать указанному в таблице 1 и быть установлено в ТУ на щетки конкретных марок и (или) в чертежах.
Площадь сечения провода, мм
Переходное электрическое сопротивление между щеткой и токоведущим проводом, мОм, не более
От 0,25 до 0,35 включ.
1 Значения, указанные в скобках, - для щеток автотракторных электрических машин.
2 Допускается, по согласованию с потребителем, устанавливать в чертежах другие значения переходного электрического сопротивления.
5.3.1.2 Переходное электрическое сопротивление между щеткой и токоведущим проводом при приемке щеток из материала с удельным электрическим сопротивлением более 100 мкОм·м может быть более указанного в таблице 1 и должно быть установлено в ТУ на щетки конкретных марок и (или) в чертежах.
5.3.1.3 Переходное электрическое сопротивление при приемке щеток, токоведущий провод которых закреплен развальцовкой, должно быть не более 10 мОм.
5.3.1.4 Переходное электрическое сопротивление между щеткой и токоведущим проводом по истечении гарантийного срока хранения устанавливают в ТУ на щетки конкретных марок и (или) в согласованных чертежах.
5.3.2 Усилие вырывания токоведущего провода
5.3.2.1 Усилие вырывания токоведущего провода, закрепленного в щетку конопаткой или запрессовкой, должно соответствовать указанному в таблице 2 и быть установлено в ТУ на щетки конкретных марок и (или) в согласованных чертежах.
Плошадь сечения провода, мм
Усилие вырывания токоведущего провода,
(ктс), не менее
ГОСТ Р 53617-2009
ЩЕТКИ ЭЛЕКТРИЧЕСКИХ МАШИН
Конструкция. Типы и размеры
Carbon brushes for electrical machines. Construction. Types and dimensions
ОКП 34 9500 - 34 9600
Дата введения 2011-01-01
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 года N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ 1.0-2004* "Стандартизация в Российской Федерации. Основные положения"
* Вероятно, ошибка оригинала. Следует читать: ГОСТ Р 1.0-2004. - изготовителя базы данных.
Сведения о стандарте
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 429 "Изделия электроугольные и электрометаллокерамические"
3 УТВЕРЖДЕН Приказом Федерального агентства по техническому регулированию и метрологии от 15.12.2009 N 952-ст
4 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1.1 Настоящий стандарт распространяется на щетки, применяемые для подвода и отвода тока на коллекторах и контактных кольцах электрических машин, а также на накладки и наконечники, применяемые для армирования щеток.
1.2 Стандарт устанавливает конструкции, типы и размеры щеток, накладок и наконечников.
1.3 Стандарт не распространяется на щетки, накладки и наконечники, применяемые в электрических машинах военной техники.
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1173-2006 Фольга, ленты, листы и плиты медные. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 15527-2004 Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки
ГОСТ 18620-86 Изделия электротехнические. Маркировка
ГОСТ 19904-90 Прокат листовой холоднокатаный. Сортамент
ГОСТ 21930-76 Припои оловянно-свинцовые в чушках. Технические условия
ГОСТ 21931-76 Припои оловянно-свинцовые в изделиях. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов в информационной системе общего пользования или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
В настоящем стандарте применены термины по ГОСТ 21888 и определения по ГОСТ 12232, а также термин с соответствующим определением:
3.1 наконечник: Токопроводящий элемент щетки, предназначенный для присоединения ее к электрической машине.
4 Обозначения
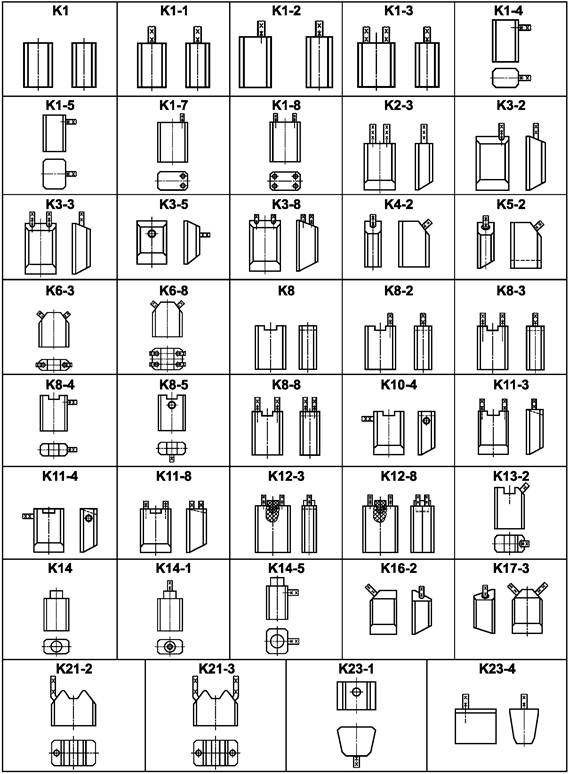
4.1 Стандарт устанавливает обозначения типов щеток в зависимости от их конструктивного исполнения:
К1 - щетка прямоугольная или цилиндрическая неармированная;
К1-1 - щетка прямоугольная с одним проводом на верхней поверхности;
К1-2 - щетка прямоугольная с одним проводом на верхней поверхности, смещенным от оси щетки;
К1-3 - щетка прямоугольная с двумя проводами на верхней поверхности;
К1-4 - щетка прямоугольная с одним проводом на меньшей боковой грани;
К1-5 - щетка прямоугольная с одним проводом на большей боковой грани;
К1-7 - щетка прямоугольная с двумя проводами на верхней поверхности, смещенными от оси щетки;
К1-8 - щетка прямоугольная с четырьмя проводами на верхней поверхности, симметричными относительно оси щетки;
К2-3 - щетка со скошенной контактной поверхностью и двумя проводами на верхней поверхности, симметричными относительно оси щетки;
К3-2 - щетка со скошенными контактной и верхней поверхностями, с одним проводом на верхней поверхности, смещенным от оси щетки;
К3-3 - щетка со скошенными контактной и верхней поверхностями, двумя проводами на верхней поверхности, симметричными относительно оси щетки;
К3-5 - щетка со скошенными контактной и верхней поверхностями, с одним проводом на большей боковой грани;
К5-8 - щетка со скошенными контактной и верхней поверхностями, четырьмя проводами на верхней поверхности, симметричными относительно оси щетки;
К4-2 - щетка прямоугольная со скосом на верхней поверхности и одним проводом на скосе;
К5-2 - щетка со скошенной контактной поверхностью и одним проводом на скосе верхней поверхности;
К6-3 - щетка прямоугольная с двумя скосами на верхней поверхности, симметричными относительно оси щетки, и двумя проводами на скосах;
К6-8 - щетка прямоугольная с двумя скосами на верхней поверхности, симметричными относительно оси щетки, и четырьмя проводами на скосах;
К8 - щетка прямоугольная с пазом на верхней поверхности неармированная;
К10-4 - щетка со скошенной контактной поверхностью, пазом на верхней поверхности и одним проводом на меньшей боковой грани;
К11-3 - щетка со скошенной контактной поверхностью, скошенным пазом и двумя проводами на верхней поверхности, симметричными относительно оси щетки;
К11-4 - щетка со скошенной контактной поверхностью, скошенным пазом на верхней поверхности и одним проводом на меньшей боковой грани;
К11-8 - щетка со скошенной контактной поверхностью, скошенным пазом и четырьмя проводами на верхней поверхности;
К12-3 - щетка прямоугольная с пазом и двумя проводами на верхней поверхности, с резиновой накладкой;
К12-8 - щетка прямоугольная с пазом и четырьмя проводами на верхней поверхности, с резиновой накладкой;
К13-2 - щетка прямоугольная с пазом и скосом на верхней поверхности и одним проводом на скосе;
К14 - щетка прямоугольная с головкой на верхней поверхности;
К14-1 - щетка прямоугольная с головкой на верхней поверхности и одним проводом на головке;
К14-5 - щетка прямоугольная с головкой на верхней поверхности и одним проводом на боковой грани;
К16-2 - щетка со скошенной контактной поверхностью, двумя скосами на верхней поверхности и одним токоведущим проводом на скосе;
К17-3 - щетка со скошенной контактной поверхностью, тремя скосами на верхней поверхности и двумя проводами на боковых скосах;
К21-2 - щетка сложной конструкции с одним проводом;
К21-3 - щетка сложной конструкции с двумя проводами;
К23-1 - щетка трапецеидальная с одним проводом на боковой поверхности;
К23-4 - щетка трапецеидальная с одним проводом на верхней поверхности.
4.2 В стандарте применены обозначения размеров щеток по ГОСТ 12232 и ГОСТ 21888, установлены дополнительные обозначения размеров щеток, накладок и наконечников:
- размер между боковой гранью щетки и осью токоведущего провода в направлении оси коллектора или контактного кольца;
- размер между осями токоведущих проводов в направлении оси коллектора или контактного кольца;
- ширина паза на верхней поверхности щетки или накладки в направлении оси коллектора или контактного кольца;
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов в информационной системе общего пользования или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
К3-8 - щетка со скошенными контактной и верхней поверхностями, четырьмя проводами на верхней поверхности, симметричными относительно оси щетки;
а 1 - размер между боковой гранью щетки и осью токоведущего провода в направлении оси коллектора или контактного кольца;
а 2 - размер между осями токоведущих проводов в направлении оси коллектора или контактного кольца;
а 3 - ширина паза на верхней поверхности щетки или накладки в направлении оси коллектора или контактного кольца;
а 4 - ширина площадки верхней поверхности щетки до скоса на боковой грани;
а 5 - ширина большей скошенной верхней поверхности щетки;
а 7 - размер прилегающей поверхности накладки к аксиальной стороне щетки;
а 8 - размер верхней поверхности накладки по аксиальной стороне щетки;
а 9 - размер между осями отверстий накладки для токоведущих проводов по аксиальной стороне щетки;
В - ширина наконечников П и ПГ;
В 1 - размер заготовки наконечников Д и ДГ до элементов, закрепляющих провод;
В 2 - ширина заготовки наконечников Д и ДГ;
d - диаметр цилиндрической головки щетки;
d 1 - диаметр отверстия наконечника для контактного стержня;
d 2 - диаметр отверстия накладки для крепления к щетке;
d 3 - диаметр упорного отверстия накладки под нажимной палец;
d 4 - диаметр заготовки наконечников Д и ДГ под токоведущий провод;
d 5 - диаметр отверстия для токоведущего провода на верхней поверхности накладки;
d 6 - диаметр отверстия для токоведущего провода на нижней поверхности накладки;
f - ширина площадки при вершине угла скоса щетки;
Н - высота наконечников Ф и ФГ;
h - высота заготовки наконечников Ф и ФГ;
L - длина наконечника;
l 1 - размер до центра отверстия наконечника под винт;
l 2 - размер части наконечника, закрепляющей токоведущий провод;
r 1 - размер от верхней поверхности щетки до оси токоведущего провода;
r 2 - глубина паза на верхней поверхности щетки;
r 3 - высота цилиндрической головки щетки;
r 5 - размер от верхней поверхности накладки до центра отверстия для крепления к щетке;
r 6 - высота накладки;
S - толщина материала накладки и наконечника;
S 1 - толщина наконечников П и ПГ после опрессовки токоведущего провода;
t 1 - размер между осями отверстий в щетке для токоведущих проводов в направлении касательной к рабочей поверхности коллектора или контактного кольца;
t 2 - ширина паза на верхней поверхности щетки в направлении касательной к рабочей поверхности коллектора или контактного кольца;
t 3 - размер прилегающей поверхности накладки по тангенциальной стороне щетки;
t 4 - размер между центром отверстия под нажимной палец в накладке и ее боковой гранью;
t 5 - размер между боковыми сторонами накладки;
t 6 - размер между осями отверстий в накладке для токоведущих проводов по тангенциальной стороне щетки;
t 7 - длина выступа накладки для ограничения износа щетки;
t 8 - размер верхней поверхности накладки по тангенциальной стороне щетки;
α - угол скоса контактной поверхности щетки;
β - угол скоса верхней поверхности щетки;
β 1 - угол скоса накладки;
γ - угол скоса на боковой грани щетки.
4.3 Стандарт устанавливает обозначения типов накладок в зависимости от их конструктивного исполнения:
НК-1 - металлическая, согнутая под прямым углом, с упорным отверстием под нажимной палец или без него;
НК-2 - металлическая, согнутая под прямым углом, с упорным отверстием под нажимной палец или без него и с выступом для ограничения износа щетки;
НК-3 - металлическая, согнутая под острым углом;
НК-4 - металлическая, согнутая под острым углом и с выступом для ограничения износа щетки;
НК-5 - металлическая, согнутая с двух сторон под прямым углом, с упорным отверстием под нажимной палец и двумя выступами для ограничения износа щетки;
HК-6( I ) - усеченная пирамида из резины с прямоугольным основанием и двумя отверстиями под токоведущий провод;
НК-6( II ) - усеченная пирамида из резины с прямоугольным основанием и четырьмя отверстиями под токоведущий провод;
HК-7( I ) - прямоугольный параллелепипед из резины с двумя отверстиями под токоведущий провод и пазом на верхней поверхности;
НК-7( II ) - прямоугольный параллелепипед из резины с четырьмя отверстиями под токоведущий провод и пазом на верхней поверхности;
НК-9 - прямоугольная призма из резины с цилиндрическим выступом для крепления к щетке;
НК-10 - резиновая пластина с двумя отверстиями под токоведущий провод;
НК-11 - текстолитовая пластина с изогнутой верхней поверхностью и двумя отверстиями под токоведущий провод.
4.4 Стандарт устанавливает обозначения типов наконечников в зависимости от их конструктивного исполнения:
В - штампованный вилочный открытый;
ВГ - штампованный вилочный закрытый;
В2С - штампованный вилочный с двумя пазами открытый;
П - штампованный пластинчатый открытый;
ПГ - штампованный пластинчатый закрытый;
Д - штампованный двойной открытый;
ДГ - штампованный двойной закрытый;
Ф - штампованный флажковый открытый;
ФГ - штампованный флажковый закрытый.
4.5 В стандарте применены обозначения допусков, форм и расположения поверхностей по ГОСТ 2.308.
5 Щетки. Конструкция, типы и размеры
5.1 Щетки установленных типов по 4.1 приведены на рисунке 1.
5.3 Рекомендуемые сочетания основных размеров щеток t , а и r указаны в таблице 1.
ИЗДЕЛИЯ ЩЕТИННО-ЩЕТОЧНЫЕ БЫТОВОГО НАЗНАЧЕНИЯ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Общие технические условия
Bristle brush articles for household use. General specifications
ОКП 96 7710, 96 7741, 96 7760, 96 7770
Настоящий стандарт распространяется на щетинно-щеточные изделия бытового назначения (щетки, ерши, кисти для бритья), предназначенные для использования в домашнем обиходе, для личной гигиены, чистки и мытья различных изделий и др. целей.
Стандарт не распространяется на зубные щетки.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Щетинно-щеточные изделия бытового назначения подразделяют:
1) по видам в соответствии с табл. 1.
Обувные и щетки-щиты подножные (щетки-щиты для вытирания обуви): обувные
намазки, глянцевые, для снятия грязи, комбинированные, для чистки замшевых и
Одежные, одежные карманные, одежные шляпные
Туалетные, головные, для укладки волос
Санитарно-бытовые: столомойные, бельевые, для мытья ванн, посуды, бочек, ово-
щей, бидонов, для чистки овощей, посуды
Санитарно-гигиенические (медицинские): банные, банно-массажные, для мытья
рук; косметические: для чистки ногтей, для окраски бровей, ресниц и волос; расчески,
сметки для парикмахерских
Хозяйственные: сметки, для подметания пола, поломойные (палубные), полотерные,
унитазные, швабры, веники, для мытья автомобилей, комбинированные для чистки
грибов, для чистки ковровых изделий, тротуарные, для покраски потолков и стен
Щеточные гарнитуры (наборы)
Кисти для бритья
Ерши галантерейные: одежные, для укладки волос
Ерши хозяйственные: бутылочные, посудные, посудные для мытья носиков чайни-
ков и кофейников, для мытья ванн, автомобилей, унитазные, радиаторные, паутинные
Щетки для скота: конские
Примечание. Допускается изготовлять новые виды изделий по техническим описаниям, при условии соблюдения норм и требований, установленных стандартом.
© Издательство стандартов, 1990 © ИПК Издательство стандартов, 2003
2) по материалу колодки, ручки: из древесины;
из пластмассы; по материалу рабочей части: из натурального волоса (щетины, волокна); из синтетической щетины;
из смеси натурального волоса и синтетической щетины; из проволоки;
3) по способу изготовления: машинной кустопосадки; ручной кустопосадки;
4) по возрастному признаку: для взрослых;
5) по месту эксплуатации:
в домашних условиях (домашняя);
в дорожных условиях (дорожная);
в сфере бытового обслуживания (для парикмахерских).
1.2. Размеры, конфигурация, форма щетинно-щеточных бытовых изделий должны соответствовать указанным в конструкторской документации.
Детали щеток, ершей и кистей для бритья в соответствии с приложением.
1.3. Диаметр отверстия под куст и высота рабочей части бытовых щеток в соответствии с табл. 2.
Диаметр отверстия под куст
Высота рабочей части, не менее
Щетка обувная (глянцевая, для снятия грязи) для взрослых и детей
Щетки-щиты подножные (щетки-щиты для вытирания
Щетка обувная (намазок)
Щетка обувная (комбинированная)
Щетка для чистки замшевых и фетровых изделий
Щетка для подметания пола: для взрослых
3,5; 4,0; 4,5; 5,0; 5,5; 6,0
Щетка поломойная (палубная)
Щетка для мытья автомобилей
Щетка комбинированная для чистки грибов
Щетка для чистки ковровых изделий
Щетка для покраски потолка и стен
Щетка одежная, в т. ч. шляпная: для взрослых
Щетка одежная карманная
Щетка столомойная, бельевая
Щетка для мытья ванн
3,0; 3,5; 4,0; 5,0; 5,5; 6,0
Щетка для мытья и чистки посуды
Щетка для мытья бочек
Продолжение табл. 2
Щетка для мытья и чистки овощей
1,9; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 6,5
Щетка для мытья бидонов
Щетка банная, в т. ч. банно-массажная
Щетка для мытья рук медицинская и бытовая
1,8; 1,9; 2,0; 2,5; 2,7; 3,0; 3,5; 4,0
Щетка косметическая для чистки ногтей
Щетка косметическая для окраски бровей и ресниц
Щетка косметическая для окраски волос
Щетка косметическая — сметка для парикмахерских
Щетка для укладки волос
1.4. Условное обозначение щетинно-щеточных изделий должно состоять из: наименования изделия, артикула, количества, цены и обозначения настоящего стандарта.
Пример условного обозначения:
щетка одежная, арт. 106/98 Лат., 300, 0—65 ГОСТ 28638—90;
ерш хозяйственный унитазный, арт. 1771-Бл, 800, 1—10, ГОСТ 28638—90;
кисть для бритья арт. 910-У, 100, 0—52, ГОСТ 28638—90.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Бытовые изделия должны изготовляться в соответствии с требованиями настоящего стандарта, технических описаний, конструкторской документации, образцами-эталонами по ГОСТ 15.007.
2.1.1. В технических описаниях на конкретный вид или группу щетинно-щеточных изделий указывают дополнительные требования к внешнему виду, диаметру синтетической и капроновой щетины, размерам изделия, упаковке и т. д.
2.1.2. Изделия, поставляемые для экспорта, должны соответствовать требованиям настоящего стандарта.
Требования к качеству продукции, упаковке и маркировке должны соответствовать требованиям договора (контракта) поставщика с внешнеэкономической организацией или иностранным покупателем.
2.2. Характеристики
2.2.1. Детали из древесины должны быть без гнили, червоточин и выпадающих сучков.
2.2.2. Поверхность пластмассовых деталей должна быть без сколов, трещин, вздутий, короблений.
2.2.3. Разнооттеночность одноцветных деталей бытовых изделий, а также цветовое решение многоцветных деталей должны соответствовать утвержденному образцу-эталону.
2.2.4. Поверхность рабочей части щетинно-щеточного бытового изделия должна быть отформована в соответствии с образцом-эталоном.
2.2.5. В рабочей части щетинно-щеточного бытового изделия не должно быть незакрепленного волоса (волокна) или проволоки.
В рабочей части изделия, изготовленной из смесей, распределение компонентов должно быть равномерным.
2.2.6. Поверхность металлических деталей бытовых изделий должна быть гладкой, без вмятин и трещин. Не допускаются острые кромки и заусенцы.
2.2.7. Металлические поверхности бытовых изделий должны иметь защитно-декоративное покрытие (кроме кистей для бритья массового пользования).
Вид и толщина покрытия должны быть указаны в комплекте конструкторской документации и техническом описании.
Качество металлического покрытия по ГОСТ 9.301.
2.2.8. Стержень ершей должен иметь цинковое покрытие или покрытие из полипропилена или полиэтилена.
2.2.9. Качество цинкового покрытия должно соответствовать требованиям ГОСТ 15892, ГОСТ 3282, ГОСТ 792.
2.2.10. Толщина покрытия из полипропилена, полиэтилена должна быть от 0,15 до 0,25 мм.
Пленка должна быть сплошной и без трещин.
2.2.11. Ерши должны быть изготовлены с деревянными или пластмассовыми ручками. Допускается изготовление посудных ершей для мытья носиков чайников или кофейников размером до 110 мм без ручки.
2.2.12. Ручка бутылочных и посудных ершей должна быть любой конструкции или формы, обеспечивающей подвешивание изделия.
2.2.13. Бутылочные ерши должны иметь торцовый пучок, скрепленный зажимом, или загнутую веерообразно торцовую часть ерша.
2.2.14. Стержень ершей не должен выступать за пределы зажимов.
2.2.15. Шаг витков стержня должен быть равномерным по всей длине рабочей части и по всей длине стержня.
2.2.16. Части изделия, состоящие из нескольких деталей, должны плотно прилегать друг к другу.
Соединение и разъединение составных частей в изделии должно быть без перекосов и обеспечивать надежность в эксплуатации. Соединение и разъединение должно быть легким, без заеданий.
2.2.17. Детали щетинно-щеточных бытовых изделий (колодки, ручки), изготовленные из древесины, должны иметь лакокрасочное покрытие или быть пропитаны лаком или олифой.
Марки лакокрасочных материалов, олифы и нормативно-технические документы на них должны быть указаны в технической документации.
2.2.18. Лакокрасочное покрытие должно быть ровным, гладким, блестящим или матовым, прозрачным или непрозрачным, без потеков, включений, пузырей.
Лакокрасочное покрытие детских щеток должно быть стойким к воздействию мыльного раствора температурой 60 °С в течение 3 мин.
2.2.19. Допускается по согласованию с потребителем изготовлять изделия без защитно-декоративного покрытия в соответствии с утвержденным образцом-эталоном.
2.2.20. Пластические массы, применяемые для изготовления колодок дорожных и обувных щеток, должны обеспечивать эксплуатационные свойства изделия в дорожных условиях.
2.2.21. Колодки детских щеток должны быть без острых углов.
2.2.22. Для детских щеток зазор между облицовочными деталями, накладками и колодкой, а также составными частями колодки не допускается.
2.2.23. Щетки могут изготовляться с накладками и облицовочными деталями.
Материал для изготовления накладок и облицовочных деталей должен быть указан в комплекте конструкторской документации и техническом описании.
2.2.24. Облицовочные детали, накладки должны прилегать к колодкам плотно, без перекосов, вздутий и других дефектов, ухудшающих внешний вид изделий.
Зазор между составными частями колодок не должен превышать 0,5 мм, для щеток для подметания пола с пластмассовой накладкой — 1,0 мм.
2.2.25. Допускается изготовлять щетки-швабры и сметки ручной кустопосадки без накладки при поставке внерыночному потребителю.
2.2.26. Прочность крепления рабочей части изделий и прочность крепления ручки ерша в соответствии с табл. 3.
Читайте также: