Резка тепловая металлов типовые технологические процессы
Термическая резка металлов
Резка металлов — отделение частей (заготовок) от полуфабрикатов из сортового, листового или литого металла. Различают механическую резку (ножницами, пилами, резцами), ударную (рубка) и термическую.
Термической резкой называют обработку металла — вырезку заготовок, строжку, создание отверстий — посредством нагрева. Паз, образующийся между частями металла в результате резки, называют резом. По форме и характеру реза резка может быть разделительной и поверхностной, по шероховатости поверхности реза — заготовительной и чистовой. Термическая резка отличается от других ее видов высокой производительностью при относительно малых затратах энергии и возможностью получения заготовок любого контура и большой толщины.
Различают три группы процессов термической резки: окислением, плавлением и плавлением – окислением.
При резке окислением металл в зоне резки нагревают до температуры его воспламенения в кислороде. Затем металл в этой зоне сжигают в струе кислорода, используя образующуюся теплоту для подогрева расположенных рядом с этой зоной участков металла. Продукты сгорания выдувают из реза струей кислорода и газов, образующихся при горении металла. К резке окислением относятся кислородная резка и кислородно-флюсовая.
При резке плавлением металл в месте резки нагревают мощным концентрированным источником тепла до температуры выше температуры плавления. При этом расплавленный металл удаляется из зоны реза под действием сил тяжести, электродинамических и других, либо выдувается специальной струей газа. К способам резки этой группы относятся дуговая резка, воздушно-дуговая, плазменная, лазерная и др.
Резка плавлением – окислением основана на процессах, характерных для двух предыдущих групп способов резки. К способам группы резки плавлением – окислением относятся кислороднодуговая резка, кислородно-плазменная, кислородно-лазерная резка. Кислородная резка — вид термической резки окислением, заключающийся в сжигании металла в струе кислорода и удалении этой струей образующихся оксидов.
Рис. 3.75. Схема кислородной резки: 1 — струя режущего кислорода; 2 — смесь ацетилена и кислорода; 3 — основной металл; 4 — жидкий шлак
Кислородная резка является самым распространенным способом термической резки черных металлов. Он основан на том, что температура воспламенения железа в кислороде ниже температуры его плавления. Это позволяет выжигать железо кислородом без его расплавления. Процесс кислородной резки осуществляют в следующей последовательности (рис. 3.75).
Для начала горения металл 3 подогревают в начальной точке реза ацетиленокислородным пламенем 2 до температуры его воспламенения
в кислороде (например, сталь — до 1 000. 1 200 ° С). Вместо ацетилена можно использовать более дешевые газы (природный газ или пропанобутановую смесь). Затем в зону реза направляют струю режущего кислорода 1, и нагретый металл начинает гореть. В результате горения (окисления) железа образуется жидкий шлак 4:
Жидкий шлак выдувается струей режущего кислорода из зоны реза. Горение металла сопровождается выделением теплоты, которая разогревает соседние с зоной реза участки до температуры их воспламенения в кислороде. Поэтому в дальнейшем процесс протекает без дополнительного подогрева, пока не будет разрезана вся заготовка. При этом перемещение струи кислорода осуществляется в соответствии с заданной формой реза.
Для обеспечения нормального процесса резки разрезаемый металл должен соответствовать следующим требованиям:
1) температура плавления металла должна быть выше температуры его горения в кислороде;
2) температура плавления оксидов металла должна быть ниже температуры его плавления;
3) количество теплоты, выделяющейся при сгорании металла в кислородной струе, должно быть достаточным для поддержания непрерывного процесса резки;
4) теплопроводность разрезаемого металла не должна быть слишком высокой (если теплота отводится слишком интенсивно, то процесс резки прерывается);
5) образующиеся оксиды должны быть достаточно жидкотекучими и легко выдуваться струей режущего кислорода.
Этим условиям полностью удовлетворяют только низкоуглеродистые и низколегированные стали (легированные и высоколегированные стали, чугуны, медные и алюминиевые сплавы кислородной резкой не разделяются).
Резка может быть ручной и машинной. Для ручной резки применяют специальные резаки со сменными мундштуками. Ручная резка из-за неравномерности перемещения резака и вибрации режущей струи не обеспечивает высокого качества поверхности реза и требует последующей механической обработки.
Для получения реза высокого качества применяют машинную резку, которая обеспечивает равномерное перемещение резака по линии реза, строгую перпендикулярность режущей струи по отношению к разрезаемой поверхности и постоянное расстояние мундштука от поверхности металла. При машинной резке используют специальные автоматы и полуавтоматы с одним или несколькими резаками.
Кислородную резку используют для разделения металлов толщиной 5. 300 мм. При резке металла толщиной более 300 мм применяют специальные резаки.
Кислородно-флюсовая резка — вид термической резки окислением, заключающийся в сжигании металла в струе кислорода с одновременной подачей порошкообразного флюса и удалении струей кислорода образующихся оксидов.
Кислородно-флюсовой резкой режут металлы и сплавы, неподдающиеся кислородной резке из-за образования тугоплавкого нежидкотекучего шлака, изолирующего поверхность металла от струи кислорода (например, высокохромистые и хромоникелевые стали, чугуны и медные сплавы). Дополнительная подача флюса в зону реза обеспечивает при окислении флюса образование шлака, который смешивается с тугоплавким шлаком и разжижает его. Кроме того, при сжигании флюса выделяется большое количество теплоты.
Основной составляющей большинства флюсов, применяемых при резке, является железный порошок. Так, хромистые стали режут с применением железного порошка без каких-либо добавок. При резке чугуна в состав флюса дополнительно вводят до 35 % феррофосфора, а при резке меди и ее сплавов (кроме 10. 15 % феррофосфора) — до 20 % порошка алюминия.
Для кислородно-флюсовой резки применяют специальные установки, в комплект которых (кроме резаков особой конструкции) входит флюсопитатель, обеспечивающий подачу флюса в режущую струю кислорода.
Кислородно-флюсовую резку применяют для резки заготовок толщиной до 500 мм из высокохромистых и хромоникелевых сталей, серого чугуна (до 300 мм), меди (до 50 мм) и латуни (до 150 мм).
Дуговая резка — вид термической резки плавлением, заключающийся в том, что металл в месте реза проплавляют электрической дугой. Расплавленный металл стекает по стенкам образующегося углубления (реза) под действием силы тяжести и незначительного давления дуги. При резке электрической дугой можно использовать угольные или металлические электроды.
Резку угольным электродом ведут дугой прямой полярности при силе тока, равной 400. 800 А, диаметре электрода — 10. 20 мм. Этот метод применяют для резкигозатовок из чугуна и цветных металлов, не подлежащих кислородной резке (например, при разделке крупногабаритного лома, разборке старых металлоконструкций, прожигании отверстий или выжигании заклепок). При этом качество резки и ее производительность низкие.
Использование металлического электрода обеспечивает более высокое качество резки. Она может быть выполнена на том
же оборудовании и тем же электродами, которые используются при дуговой сварке. Резку металлическими электродами применяют при выполнении монтажно-сборочных или ремонтных работ.
Воздушно-дуговая резка — вид термической резки плавлением, заключающийся в том, что металл в месте реза проплавляют электрической дугой и выдувают струей сжатого воздуха. При этом способе используются неплавящиеся угольные или графитовые электроды, а расплавленный металл выдувается из полости реза потоком сжатого воздуха, подаваемого параллельно электроду.
Для воздушно-дуговой резки используют специальные воздушно-дуговые резаки, рассчитанные на силу тока до 1 000 А, и специальные угольные или графитовые электроды.
Этот способ позволяет резать заготовки из всех распространенных сплавов (кроме магниевых, поскольку в процессе резки они загораются).
Следует отметить, что основной областью применения воздушно-дуговой резки является поверхностная обработка металла (получение в нем различных углублений в виде отверстий и канавок, удаление дефектов с поверхности слитков и отливок и т. п.).
Плазменная резка — вид термической резки плавлением, заключающийся в интенсивном плавлении металла плазменной дугой или плазменной струей и выдувании расплава газовым потоком.
При резке плазменной дугой металл выплавляется из полости реза направленным потоком плазмы, создаваемым плазмотроном прямого действия.
При резке плазменной струей используют струю свободной газовой плазмы, создаваемой плазмотроном косвенного действия.
Плазменную резку целесообразно использовать для резки заготовок из всех металлов (особенно цветных).
Резку плазменной дугой применяют для разделения толстых листов из алюминия и его сплавов (до 80. 120 мм), коррозионностойкой стали и медных сплавов. Для разделения заготовок из магниевых сплавов — это единственный способ термической резки. Толщина разрезаемой заготовки из металла при ручной резке составляет 80. 100 мм, при автоматической — до 300 мм.
Плазменной струей режут тонкие стальные листы, заготовки из алюминиевых и медных сплавов, жаропрочных сплавов и т. д., а также неэлектропроводных материалов (например, керамики).
Основными преимуществами плазменной резки являются высокая производительность, чистота реза, снижение деформаций при резке заготовок малых толщин. Так, при резке стальных заготовок толщиной 6. 20 мм скорость такой резки в 3. 4 раза выше, чем при кислородной.
Основными недостатками плазменной резки являются следующие: сложность оборудования, сильный шум, повышенное содержание азота в кромке реза.
Лазерная резка и электронно-лучевая резка — виды термической резки плавлением, основанные на испарении металла под воздействием мощного концентрированного источника нагрева. Электронно-лучевая резка осуществляется в вакууме, лазерная — в обычной атмосфере. Резка этими методами отличается высокой чистотой и точностью реза, малой зоной термического влияния на кромках разрезаемого металла. Легкое и сравнительно простое управление лазерным излучением и электронным лучом позволяет осуществлять резку по сложному контуру плоских и объемных деталей с высокой степенью автоматизации процесса. Однако установки для электронно-лучевой резки и лазерной резки достаточно сложны и имеют повышенную стоимость.
Области применения основных способов резки металлов приведены в таблице 3.7.
Термическая резка металла

Термическая резка металла применяется при изготовлении различных металлоконструкций. Как правило, такая технология используется в работе с листовым или баночным металлопрокатом. Удобно вырезать отверстия заданной формы и размера, используя станки с ЧПУ, и корректировать отдельные элементы.
Основное преимущество технологии заключается в отсутствии прямого контакта между заготовкой и выбранным инструментом. В результате получаются изделия, соответствующие чертежу, с точностью до микрона. Подробнее о термической резке и ее видах читайте в нашем материале.
Виды термической резки
Термическая резка – способ обработки металлических изделий путем их нагревания для последующего отделения элементов заготовки друг от друга резом. В зависимости от формы и характеристик реза обработка может быть разделительной и поверхностной, в зависимости от шероховатости поверхности разреза – заготовительной и чистовой.
В отличие от других способов обработки, для термической резки характерна высокая производительность, возможность работы с толстостенными металлами, создание заготовок различной конфигурации, небольшие энергозатраты.
Основные виды термической резки металлов:
- Окисление. Металл в области реза нагревается до температуры, при которой он воспламеняется, а затем сжигается в струе кислорода. Образующиеся продукты горения выдуваются из рабочей зоны кислородно-газовой струей. К этой разновидности резки относят газопламенную (кислородную) и кислородно-флюсовую.
- Плавление. Металл нагревается в зоне разреза мощным источником тепла направленного действия, продукты распада выдуваются плазменной или газовой струей. Этот способ термической резки металлов включает в себя дуговую, воздушно-дуговую, плазменную, лазерную и термогазоструйную резку.
- Плавление окислением, с одновременным использованием обоих описанных выше процессов. Эта группа представлена кислородно-дуговой, кислородно-плазменной и кислородно-лазерной резкой.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
При термической резке металлов окислением должен соблюдаться ряд условий:
- Способ допустим только для металлов, которые плавятся при более высокой температуре, чем воспламеняются. В этом случае твердый металл горит, рез получается широким и ровным, с гладкой поверхностью, продукты обработки удаляются из рабочей зоны с помощью струи кислорода.
- Окислы, образующиеся в результате обработки, плавятся при более низкой температуре, чем основной металл заготовки. В этом случае в процессе обработки они находятся в жидком состоянии и без проблем удаляются из реза.
- Теплопроводность обрабатываемого металла должна быть невысокой для облегчения нагрева рабочей зоны до температуры воспламенения.
Такими характеристиками обладают железо и углеродистые стали. Железо воспламеняется при температуре кислорода от +1 050 °С до +1 360 °С, плавится – при температуре +1 535 °С. Температура плавления образующихся в процессе обработки окислов БеО и Ее304 составляет +1 350 °С и +1 400 °С соответственно. Железо обладает достаточно низкой теплопроводностью, если сравнивать его с прочими конструкционными материалами.
Области применения термической резки
Термическая резка металлов делится на разделительную и поверхностную. Результатом технологической операции является появление реза в заготовке полости.
Для выполнения поверхностной и разделительной термической резки на определенный участок заготовки воздействуют источником тепла, нагревающим эту зону до температуры плавления.
Источник должен быть очень мощным и высококонцентрированным, чтобы нагревать и расплавлять участок заготовки небольшой ширины.

Чтобы увеличить эффективность резки, следует равномерно распределять тепло по всей толщине обрабатываемого изделия. Термическая резка в этом случае выполняется за счет сгорания металла в кислородной струе или за счет воздействия электрической дуги.
Первый вариант включает в себя кислородную (автогенную, газовую) или кислородно-флюсовую резку, второй – электрическую резку.
И та, и другая технология термической резки металлов может быть как ручной, так и механизированной. Ручная используется в бытовых условиях или на мелких предприятиях с небольшими объемами обрабатываемой продукции, поскольку в этом случае применение автоматизированных систем не будет оправдано с экономической точки зрения.
В ведущих отраслях промышленности около 70–80 % термической резки металлов выполняется при помощи автоматизированного оборудования с фотокопировальным или числовым программным управлением, что позволяет внедрять в производство поточные комплексно-механизированные и гибкие автоматизированные линии для термической резки стали.
Заготовки из низкоуглеродистых, конструкционных и низколегированных сталей обрабатывают при помощи газовой (кислородной) резки, для работы с высоколегированными сталями, чугуном и цветными сплавами подходит кислородно-флюсовая технология резки.
Для проведения ремонтных работ под водой используют подводную кислородную резку. Кроме того, для обработки металлов применяют кислородно-копьевую и электрокислородную технологии.
Термическую резку металлических заготовок используют в следующих сферах:
Способ резки
Разрезаемый материал
Толщина материала, мм
Углеродистые и низколегированные стали
Титан и титановые сплавы
Высоколегированные хромоникелевые и хромистые стали, чугун, медь, латунь, бронза
Конструкционные стали всех марок, алюминий, медь и сплавы на их основе, тугоплавкие металлы
Конструкционные стали всех марок, алюминий, медь и сплавы на их основе, тугоплавкие металлы, титан
Кислородная резка – один из главных способов обработки металлов, который применяется при производстве изделий в металлургической, металлообрабатывающей промышленности, а также в строительной отрасли.
Резка электрической дугой
Для термической резки электрической дугой (дуговой резки) используют:
- плавящиеся покрытые электроды;
- вольфрамовые неплавящиеся электроды;
- флюс;
- защитную газовую среду.
При работе с плавящимися электродами металлические заготовки расплавляют в рабочей зоне мощной электрической дугой, при этом требуется сила тока, на 30–40 % превышающая необходимую для проведения сварных работ.

Дуга зажигается в начале реза, затем перемещается вдоль разрезаемой кромки заготовки. В процессе образуются капли расплавленного металла, которые удаляются из рабочей зоны козырьком покрытия электрода. Этот козырек в то же время предохраняет электрод от замыкания.
Недостаток этого варианта термической резки заключается в невысокой производительности и низком качестве реза.
Технология резки под флюсом используется при работе с легированными сталями, толщина которых составляет не более 3 см. Резка выполняется при помощи автоматического сварочного оборудования с применением проволоки Св-08 или Св-08А и флюса АН-348.
Термическая резка в защитной газовой (аргоновой) среде производится с использованием вольфрамовых электродов для работы с легированными сталями и сплавами цветных металлов.
Металл во время обработки проплавляется полностью, сила тока, подаваемого на электрод на 20–30 % превышает необходимую для проведения сварных работ.
Термическая резка с использованием плавящихся покрытых электродов осуществляется в следующих режимах:
Диаметр электрода, мм
Скорость сварки, м/ч
Кислородная резка металла
Одной из разновидностей термической резки окислением является кислородная технология обработки металлических заготовок, при которой частицы металла сжигают струей кислорода, а затем удаляют из рабочей зоны оксидной струей.
Эта технология термической резки чаще всего используется для работы с заготовками из черных металлов. В основе ее лежит тот факт, что железо горит при более низкой температуре, чем начинает плавиться. Кислородную резку деталей выполняют в определенной последовательности.
Начальная точка реза разогревается с помощью ацетиленокислородного пламени до температуры воспламенения в кислороде (при работе со сталями необходимо нагреть заготовку до температуры +1 000…+1 200 °С). Ацетилен может быть заменен более дешевыми газами, такими как природный газ или пропанобутановая смесь.
После этого зону реза подвергают направленному воздействию режущей кислородной струи. Горячий металл загорается, образуя жидкий шлак: 3Fe + 2О2 = Fe3О4 + Q.

Для его удаления из зоны реза также используют кислородную струю. При горении металла выделяется тепло, нагревая сопряженные поверхности до температуры горения в кислороде.
Следовательно, последующая резка не требует дополнительного разогрева заготовки. Струя кислорода перемещается по изделию в соответствии с требуемой формой реза.
Металл, который планируется обрабатывать с помощью технологии термической газокислородной резки, отвечает определенным критериям:
- должен плавиться при более высокой температуре, чем температура горения;
- образуемые в процессе обработки окислы обязаны плавиться при температуре ниже, чем температура плавления металла заготовки;
- в процессе термической резки должно выделяться достаточное количество тепла, чтобы обеспечить непрерывность процесса;
- металл обязан обладать невысокой теплопроводностью;
- образующиеся в процессе термической резки окислы должны обладать высокой текучестью, чтобы их было легко выдувать из рабочей области кислородной струей.
Такими характеристиками обладают исключительно низкоуглеродистые и низколегированные стали. Для обработки легированных и высоколегированных сталей, чугуна, медных и алюминиевых сплавов кислородную резку не используют.
Термическую резку выполняют машинами или вручную. Последняя производится специальными резаками со сменными мундштуками. Поскольку при ручной невозможно обеспечить равномерное перемещение резака и полностью убрать вибрации режущей струи, качество реза будет низким, нуждающимся в дальнейшей механической обработке.
Высококачественный рез получают при машинной обработке заготовок, способной обеспечить равномерность перемещения резака вдоль линии реза, строгую перпендикулярность режущей кислородной струи к разрезаемой поверхности заготовки, а также постоянное расстояние между мундштуком и металлической поверхностью.
Машинная резка выполняется с помощью автоматического или полуавтоматического оборудования, оснащенного одним или несколькими резаками.
Кислородная термическая резка подходит для работы с металлами, толщина которых составляет от 0,5 до 3 см. Если же их толщина превышает 3 см, то необходимо пользоваться специальными резаками.
Кислородно-флюсовая резка
Следующая разновидность термической резки металлов – кислородно-флюсовая, в процессе которой металл заготовки сжигается в кислородной струе, одновременно с этим в рабочую зону поступает порошкообразный флюс, а образующиеся окислы выдуваются кислородной.

Эта технология подходит для работы с металлами, которые невозможно разрезать при помощи кислородной резки, поскольку в процессе образуются тугоплавкие не жидкотекучие шлаки. Такие металлы представлены высокохромистыми и хромоникелевыми сталями, чугуном, медными сплавами.
Флюс, дополнительно подающийся в рабочую зону, необходим для того, чтобы при его окислении образовывался шлак, смешивающийся с тугоплавким и разбавляющим его. Также флюс необходим для увеличения количества выделяемого тепла.
В основе большей части используемых при этом виде термической резки флюсов – железный порошок. Для работы с хромистыми сталями применяют порошок без добавок.
Обработка чугуна требует дополнительного введения в состав флюса не более 35 % феррофосфора, резка меди и ее сплавов – 10–15 % феррофосфора, а также не более 20 % алюминиевого порошка.
Кислородно-флюсовая термическая резка металлов выполняется на специальном оборудовании, оснащенном резаками, а также флюсопитателем, который подает флюс в кислородную струю.
Технология используется для работы с заготовками из высокохромистых и хромоникелевых сталей, толщина которых не превышает 5 см, а также из серого чугуна не толще 3 см, меди не толще 0,5 см, латуни толщиной не более 1,5 см.
Воздушно-дуговая резка
Следующий вид термической резки металлических заготовок – воздушно-дуговой. Для расплавления металла в зоне реза используют электрическую дугу, а расплавленные частицы удаляют струей сжатого воздуха.
Технология предполагает применение неплавящихся угольных или графитовых электродов, сжатый воздух для удаления шлаков подается параллельно электроду.
Воздушно-дуговая термическая резка выполняется при помощи специальных воздушно-дуговых резаков с силой тока до 1 000 А и угольных или графитовых электродов.
Технология подходит для обработки большинства сплавов, исключение составляют магниевые (из-за возгорания при резке).
В основном такая термическая резка используется для поверхностной обработки заготовок, т. е. для создания отверстий и канавок в поверхности детали, удаления дефектов со слитков и отливок и пр.
Плазменная резка
Еще одна разновидность термической резки плавлением – плазменная резка, в процессе которой металл проплавляется за счет интенсивного воздействия плазменной дуги или плазменной струи с последующим удалением из рабочей зоны частиц металла газовой струей.
При резке плазменной дугой на металл воздействует направленный плазменный поток, образуемый плазмотроном прямого действия.

Резка плазменной струей предполагает применение струи свободной газовой плазмы, образуемой плазмотроном косвенного действия.
Технология подходит для работы с заготовками из любых, в том числе цветных, металлов.
Способ используется для обработки листового алюминия, а также алюминиевых сплавов при толщине листов до 0,8–1,2 см, заготовок из коррозионностойкой стали и медных сплавов. Кроме того, это единственный способ, который применяется для резки изделий из магниевых сплавов.
При использовании ручного оборудования можно разрезать металлы толщиной 0,8–1 см, при применении автоматизированных станков – до 3 см.
Плазменную резку используют для работы с тонколистовыми стальными изделиями, алюминиевыми и медными заготовками, жаропрочными сплавами, керамикой и другими неэлектропроводными материалами.
Главные достоинства плазменной термической резки состоят в высокой производительности, отличном качестве реза, низком числе деформаций при работе с тонкими заготовками, скорости обработки (резка стальных изделий, толщина которых составляет 0,6–2 см, происходит в 3-4 раза быстрее, чем при применении технологии кислородной обработки).
Что касается недостатков этого вида обработки металлов, то к ним можно отнести сложное оборудование, высокий уровень шума, а также высокий процент азота в кромках разреза.
Технологии лазерной и электронно-лучевой термической резки
При лазерной и электронно-лучевой резке металл испаряется за счет воздействия концентрированного источника нагрева. Электронно-лучевая резка выполняется в вакууме, лазерная – в обычных условиях. Для этих технологий характерны высокое качество реза, небольшая область нагрева.
Благодаря автоматизации процесса возможно выполнение разрезов любой конфигурации. Однако само оборудование – сложное и дорогостоящее.
Рекомендуем статьи
Термическая резка металлов входит в большинство циклов обработки. Правильность ее выполнения напрямую влияет на качество готовых деталей, механизмов, инструментов и т. п. Она позволяет обрабатывать заготовки из серых и белых чугунов, сплавов цветных металлов.
Автоматизированное оборудование для термической резки, создание технологических линий обработки позволяет изготавливать качественные, прочные, надежные и долговечные изделия и детали.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Технология резки металла

Существуют различные технологии резки металла. Применение того или иного способа зависит от типа обрабатываемого вида, параметров конечного изделия, производственных мощностей. Одни варианты металлообработки применимы исключительно в промышленных целях, другие могут использоваться как на производстве, так и в быту.
Технологии резки металла можно разделить на две большие группы: термические и механические. К первой относятся электродуговая, плазменная, лазерная, газовая резка. Механические способы обработки – это ножницы, гильотины, абразивы, гидроабразивные станки и т. д. Из нашего материала вы узнаете о нюансах различных технологий резки металла и сферах их применения.
Разнообразие технологий резки металла
Производство деталей с определенными параметрами из металлических листов, профильного проката, предполагает осуществление ряда операций в рамках выбранных технологий. В процессе работы обязательно учитывают прочность, хрупкость, термостойкость, электропроводимость и химический состав сплава. При помощи резки необходимо обеспечить заготовкам максимально точные размеры с сохранением основных свойств материала.
Чтобы добиться качественного выполнения подобных работ, используют разные технологии резки металла. Для большей части из них необходимо сложное промышленное оборудование, имеющее высокие показатели продуктивности и при необходимости комплектуемое системами ЧПУ.
Однако существуют методы раскроя, предполагающие применение портативных станков и небольших приспособлений, которые подходят для мастерских, домашних гаражей и работы на объектах во время установки металлических конструкций.
Технологии термической резки металла
Подобные технологии резки металла дают возможность с высокой точностью изготавливать большое число деталей за короткое время. Обычно крупные предприятия прибегают к таким способам:
Плазменная резка
Плазменная резка металла представляет собой технологию, при которой возможна работа с токопроводящими металлами и диэлектриками (вне зависимости от их твердости) при помощи струи раскаленного газа. Последний также известен как плазма и имеет температуру +5 000. +30 000 °C и скорость 1 500 м/с, которая достигается благодаря разгону электрическим полем.
Чаще всего данная технология используется для резки листового металла толщиной в пределах 200 мм. Струя плазмы формирует тонкий ровный гладкий рез, после чего не нужна зачистка кромок, ведь прилегающая к разрезу зона не перегревается, не меняет свою структуру. Сегодня данный метод входит в число наиболее точных и быстрых.

Лазерная резка
Лазерная резка имеет точность, сравнимую с раскроем плазмой. Обработка осуществляется мощным лазерным лучом с высокоточной фокусировкой. Под его действием металл плавится, сгорает, испаряясь, а рез получается чистым и узким.
При раскрое листов толщиной свыше 15 мм подвергаемая воздействию лазера зона обдувается инертным газом, воздухом либо охлаждается при помощи воды. Обычно технологию лазерной резки металла задействуют для производства деталей со сложным контуром из цветных металлов, сплавов, а также сталей толщиной в пределах 12–20 мм.
Основным достоинством данного подхода является возможность работы со сверхтонкими и хрупкими материалами.
Газовая резка
Газовая резка металла похожа на электродную технологию резки металлов (при помощи сварки), так как требует температурного воздействия и обеспечивает аналогичные результаты. Во время газовой резки в ограниченной зоне действия кислородно-пропанового потока достигается нагрев, значительно превышающий точку плавления.
Данный метод не позволяет добиться высокой точности реза, зато дает возможность отказаться от очень сложного оборудования. Газовая резка может использоваться в любых условиях, не предполагая подключения оборудования к электросети, что необходимо для раскроя по технологии дуговой резки металлов.
Технологии кислородной резки металла
Кислородная резка металла
В данном случае материал сгорает в струе кислорода, которая затем уносит из зоны реза образовавшиеся оксиды.
Металл нагревается при помощи пламени, формируемого в процессе сгорания ацетилена или пропана в сочетании с кислородом. Данная смесь поступает из боковых каналов мундштука. Когда достигнута температура воспламенения металла в кислороде, на резаке открывается вентиль кислорода (99–99,8 %).
Газ подается под давлением до 12 бар, обеспечивая раскрой заготовок. Из центрального канала мундштука выходит чистый кислород, он окисляет обрабатываемый материал и избавляет рез от оксидов – его принято обозначать как режущий.
Поток режущего кислорода вытесняет расплавленные оксиды в разрез, те нагревают новый слой металла, обеспечивая более активный процесс окисления. В итоге металл, обрабатываемый при помощи данной технологии резки, окисляется по всей толщине, а оксиды удаляются струей газа.

Перед подобной обработкой с поверхности листа убирают окалину и любые загрязнения, в том числе краску, масло, следы коррозии. Наиболее важным этапом является удаление окалины, так как она перекрывает доступ пламени и струи газа к металлу.
Поэтому сталь прогревают пламенем резака и окалина отскакивает от поверхности материала. Во время подготовки подогревают только узкую полосу металла вдоль будущей линии реза. Скорость движения пламени должна быть близкой скорости резки.
Прежде чем проводить кислородную обработку, металл в начальной точке реза доводят до температуры воспламенения в кислороде. Далее запускают струю режущего кислорода, из-за чего начинается окисление материала – в это время резак передвигают вдоль запланированной линии раскроя.
Для прямолинейной кислородной резки стальных листов, имеющих толщину не более 50 мм, режущее сопло устанавливают в вертикальное положение, после чего наклоняют его под углом 20–30° в сторону, обратную направлению раскроя.
В результате окисление протекает быстрее, повышается скорость резки, что позитивно сказывается на уровне производительности. Если требуется обработка листов более значительной толщины, на первом этапе резак размещают с наклоном 5° в сторону, обратную линии реза.
В процессе резки металла по данной технологии применяются резаки, шланги, баллонный регулятор, баллоны с газом вместе с газовой рампой либо газификатор.
Кислородно-флюсовая резка
Этот способ создавался для обработки чугуна, легированных сталей, цветных металлов, то есть материалов, с которыми плохо справляется кислородная резка.
Единственное отличие кислородно-флюсовой обработки от кислородной в том, что вместе с подогревающим пламенем и режущим газом подается порошок флюса. С его помощью на металл оказывается термическое, химическое и абразивное воздействие.
Метод и техника в данном случае точно такие же, как и при кислородной резке, если не считать некоторых тонкостей.
Кислородно-флюсовая технология резки металла предполагает, что в газовую режущую струю подаются порошкообразные флюсы. Их частицы сгорают и обеспечивают тепловой эффект, из-за чего плавятся тугоплавкие окислы на поверхности основного металла.
Если говорить точнее, сгорание флюса, ключевым компонентом которого является железный порошок, вызывает появление сильно нагретых частиц оксида железа. Они становятся причиной образования комплексных, более легкоплавких соединений, таких как FeОSiО2; FeОCr2О3, пр.
В результате без тугоплавких окислов кислороду легче проникнуть к неокисленному металлу. При этом удается избежать значительного расплавления кромок под поверхностным слоем.
Помимо таких процессов, как окисление металла и выдувание шлаков, свойственных кислородной резке, во время использования кислородно-флюсовой технологии происходит интенсификация температуры в реакционном пространстве.
Этот эффект достигается благодаря сжиганию порошка флюса на основе железа, феррофосфора или алюминия и сопровождается флюсованием тугоплавких окислов и их абразивным удалением. Последнее происходит при помощи окалины, кварцевого песка, глинозема.
Обработка кислородно-флюсовым методом может быть разделительной или поверхностной.
Технологии механической резки металла
Речь идет о методах безогневой резки при помощи механических резаков, прессов, пил, абразивных кругов, гидроабразивных установок.
Данный подход используется при проведении работ на трубопроводах, через которые ведется транспортировка газа, нефти, горючих продуктов. Нужно понимать, что технология ручной резки металла, предполагающая только механическое воздействие, активно применяется не только в промышленности, но и в быту.
Существуют стационарные и мобильные отрезные станки с дисковыми пилами, а также оборудование в формате ручного инструмента, известного среди умельцев, как болгарка. Последнюю выбирают, если необходимо разрезать трубы, профиль, листы.
На металл воздействуют абразивным кругом, вращающимся с большой скоростью. В итоге появляется значительная сила трения, материал изделия нагревается и выгорает в области реза.

Чуть менее распространена технология резки металла при помощи рубки. Для этого горизонтально расположенный нож прижимают к листу, вызывая разрушение последнего в зоне контакта. Пресс действует по принципу привычных ножниц с двумя скользящими мимо лезвиями. Необходимое для раскроя заготовки усилие создается благодаря гидравлике, пневматике либо эксцентриковому механизму.
Мощные гидравлические и пневматические ножницы, которые также называют гильотинами, режут листы из стали и высокопрочных сплавов, толщина которых доходит до нескольких сантиметров. Правда, данный способ имеет и свои минусы.
Так, он не подходит для раскроя хрупких и недостаточно пластичных металлов – здесь рекомендуется применять технологию резки металла лазером, плазмой или другими методами. Зато гильотины могут снабжаться программным управлением, что позволяет увеличить скорость и точность работы.
Для резки и рубки профлиста нередко используют переносные сабельные гильотины. Их устанавливают прямо на объекте, ведь такое оборудование работает без подключения к электросети, а раскрой металла осуществляется благодаря приложению физической силы.
Так, металлочерепицу можно резать лишь механическим способом. Для продольного раскроя вдоль профиля подходит технология резки специальными ручными ножницами или роликовым резаком. Диагональная и продольно-поперечная резка осуществляется посредством электроножниц по металлу с особыми насадками.
Технология гидроабразивной резки металла
Гидрорезка также называется водоструйной резкой и предполагает использование тонкой сверхскоростной струи воды в качестве основного инструмента. При гидроабразивном методе разрушительная сила струи повышается за счет добавления воде абразива, то есть частиц материала высокой твердости.
Обычная вода, сжатая под давлением в 4 000 атмосфер и пропущенная через отверстие диаметром менее 1 мм, движется со скоростью, которая в 3-4 раза выше скорости звука. Она способна кроить многие материалы, а с абразивом ее режущая способность повышается в сотни раз.
В основе данной технологии резки металла лежит принцип эрозионного (или истирающего) воздействия абразива и водяной струи. Высокоскоростные твердофазные частицы переносят энергию, а каждый их удар об изделие вызывает отрыв его частиц, после чего последние уносятся из области реза.
Скорость обработки определяется кинетической энергией, массой, твердостью, формой, углом удара воздействующих частиц. Не менее важную роль играют механические характеристики разрезаемого металла.

Гидрорезка без использования абразива значительно проще, так как вода подается через сопло под давлением в сторону обрабатываемой заготовки.
При гидроабразивной резке жидкость, сжатая насосом высокого давления до 4 000 бар или более, через водяное сопло диаметром 0,2–0,35 мм попадает в смесительную камеру.
Здесь вода соединяется с гранатовым песком, играющим роль абразива, и проходит через второе, твердосплавное сопло диаметром 0,6–1,2 мм. Оттуда жидкость вырывается со скоростью 1 000 м/сек и направляется на обрабатываемый металл, раскраивая его.
Абразивом могут служить самые разные материалы – главное требование состоит в том, чтобы их твердость по Моосу была не ниже 6,5. Выбор конкретного вещества основывается на виде и твердости заготовки.
Кроме того, нужно учитывать, что чем выше твердость абразива, тем меньший отрезок времени нужен, чтобы узлы режущей головки пришли в негодность.
Водно-абразивная либо водная струя позволяет раскраивать большинство материалов без механических деформаций заготовок. Это объясняется тем, что сила воздействия струи составляет всего 1–100 Н.
Также данная технология резки металла дает возможность избежать термических деформаций, ведь в зоне реза температура находится на уровне 60–90 °C. Поэтому, если сравнивать с методами термической обработки, гидроабразивный способ имеет такие плюсы:
- высокое качество раскроя, ведь подобная резка предполагает малое температурное воздействие, отсутствует плавление, оплавление, пригорание краев изделия;
- возможность обработки термочувствительных материалов, например, пожаро- и взрывоопасных, ламинированных, композитных, пр.;
- чистый, с точки зрения экологии, процесс, так как работа не предполагает выделения каких-либо опасных газов;
- взрыво- и пожаробезопасность раскроя.
Водно-абразивная струя справляется с обработкой заготовок толщиной более 300 мм. При этом данная технология резки металла позволяет точно создавать сложные контуры – отклонения не выходят на пределы 0,025–0,1 мм, в том числе на объемных изделиях.

Данный подход используется для работы с алюминиевыми сплавами, медью, латунью. Подобные металлы имеют высокую теплопроводность, поэтому при термических способах для их резки необходимы источники нагрева большей мощности.
Также перечисленные материалы обладают низкой способностью поглощать лазерное излучение, из-за чего осложняется их резка лазером.
Но у технологии гидроабразивной резки металла есть и минусы:
- Более низкая скорость обработки стали малой толщины, чем при плазменном и лазерном методе.
- Высокая стоимость оборудования и затраты на его использование, однако этот недостаток есть и у лазерной резки. При водно-абразивной технологии данная особенность объясняется расходом абразива, электроэнергии, воды, необходимостью периодической замены смесительных трубок, водяных сопел, уплотнителей, которые должны справляться со значительным давлением.
- Высокий уровень шума, так как струя движется со скоростью, превышающей скорость звука, что также характерно для плазменной резки.
Различные технологии резки металла позволяют изготавливать любые виды изделий. Существующее на данные момент разнообразное оборудование дает возможность производить распил заготовок в прямом направлении и создавать фигуры большой сложности.
1. Технические требования к материалам и оборудованию
Допускается производить термическую резку стальных листов и фасонного профиля (уголок, швеллер, двутавр) с нанесенным слоем грунта, если выделение вредных газов и аэрозолей при резке не превышает предельно допустимые концентрации вредных веществ, установленные СН 245-71, и не ухудшает качества поверхности реза.
1.1.2. Газы и жидкости, применяемые при термической резке, должны отвечать требованиям государственных стандартов, приведенных в табл.1
Выбор горючего и плазмообразующего газов следует производить с учетом возможности их бесперебойного получения, способов транспортировки и объема работ по резке.
Газы и жидкости, применяемые при термической резке
Наименование газа и жидкости
Вид термической резки
То же (в качестве компонента плазмообразующей среды с воздухом и для охлаждения плазмотрона)
1.1.3. Для плазменно-дуговой резки следует применять циркониевые и гафниевые электроды (катоды).
1.2. Требования к оборудованию.
1.2.1. Для термической резки следует применять стационарные и переносные машины по ГОСТ 5614-74.
Техническая характеристика основных машин и установок для термической резки листового металла, труб, фасонного и гнутого замкнутого сварного профиля приведена в табл. 1-5 справочного приложения 1.
1.2.2. При плазменно-дуговой резке следует применять аппаратуру по ГОСТ 12221-79, выпрямители по ГОСТ 14935-77.
1.2.3.Ручные резаки для кислородной резки должны соответствовать требованиям ГОСТ 5191-79.
Машинные резаки для кислородной и плазменно-дуговой резки должны соответствовать требованиям рабочих чертежей и техническим условиям на изготовление машин.
Для ручной и машинной кислородной резки на пропан-бутане и природном газе допускается применять серийные ручные и машинные резаки для ацетиленокислородной резки с рассверленной цилиндрической частью смесительной камеры до 3 мм и инжектора до 0,9 мм.
Техническая характеристика резаков для ручной и машинной кислородной резки приведена в табл. 1-3 справочного приложения 2.
1.2.4. Для машинной и ручной кислородной резки следует применять мундштуки, изготовленные по рабочим чертежам организаций, перечень которых приведен в рекомендуемом приложении 3.
Допускается применение мундштуков других конструкций, обеспечивающих качество поверхности реза в соответствии с п.3.1.5. стандарта.
1.2.5. Баллоны для хранения кислорода и ацетилена должны соответствовать требованиям ГОСТ 949-73, пропан-бутана - требованиям ГОСТ 15860-70.
1.2.7. Резиновые рукава для подачи газов к резаку должны соответствовать требованиям ГОСТ 9356-75.
1.2.8. Давление газов на входе в газорезательные машины, оснащенные тремя резаками и более, должно быть не менее:
- кислорода - 0,7 МПа (7 кгс/см 2 );
- ацетилена, пропан-бутана, природного газа - 0,12 МПа (1,2 кгс/см 2 ).
1.2.9. Раскроечные столы для термической резки должны быть изготовлены с соблюдением следующих основных требований:
- конструкция стола должна быть жесткой, исключающей его вибрацию, обеспечивать горизонтальное положение разрезаемого листа и свободное перемещение отхода в процессе резки;
- опорная поверхность стола должна обеспечивать свободную укладку листа и удобный съем вырезанных деталей;
- стол должен быть оснащен вентиляцией, обеспечивающей требования СН 245-71;
- размеры стола должны выбираться из условий резки наибольших деталей.
1.2.10. Точность работы машины следует проверять не реже одного раза в неделю согласно требованиям ГОСТ 5614-74. В течение смены газорезчик обязан проверять точность работы машины путем выборочного контроля параметров вырезанных деталей.
1.2.11. Питание участков термической резки газами должно осуществляться централизованно от заводских или цеховых трубопроводов, подключенных к различным источникам питания: баллонным рампам, кислородным и ацетиленовым станциям газификации сжиженных газов, находящихся в передвижных или стационарных емкостях; компрессорным станциям.
Перечень типовых проектов кислородных станций, стационарных и передвижных газификационных установок и газификаторов приведен в табл. 1, 2, справочного приложения 4.
1.2.12. Для подачи газа из сети к месту потребления должны быть установлены газоразборные посты.
На газоразборных постах горючих газов должен быть установлен предохранительный затвор против обратного удара и запорный вентиль, на газоразборных постах кислорода - входной вентиль и редуктор.
Техническая характеристика газоразборных постов для кислорода и горючих газов приведена в справочном приложении 5.
1.2.13. Предохранительные жидкостные затворы для ацетилена должны удовлетворять требованиям ГОСТ 8766-81.
Для пропан-бутана и природного газа следует применять сухие предохранительные затворы и обратные клапаны. Допускается применение жидкостных предохранительных затворов по ГОСТ 8766-81.
Техническая характеристика предохранительных затворов приведена в справочном приложении 6.
2. Требования к квалификации рабочих.
2.1. К выполнению термической резки допускаются лица не моложе 18 лет, прошедшие медицинское освидетельствование, специальное техническое обучение, а также инструктаж по технике безопасности в соответствии с ГОСТ 12.0.004-79.
Основные темы для составления программ подготовки газорезчиков приведены в рекомендуемом приложении 7.
2.2. Основанием для допуска газорезчиков к работе является удостоверение, выданное по результатам испытаний аттестационной комиссией предприятия (организации).
Основные вопросы для теоретических испытаний изложены в рекомендуемом приложении 8.
3. Процессы и режимы термической резки
3.1. Общие положения
3.1.1. Выбор способа термической резки осуществляется технологической службой предприятия согласно требованиям настоящего стандарта в зависимости от толщины стали, конфигурации вырезаемых деталей, их назначения и серийности, наличия соответствующего оборудования.
3.1.2. Машинную кислородную резку следует применять при:
- роспуске листов и фигурной вырезке деталей из листов толщиной 5-160 мм;
- подготовке элементов конструкций под сварку с разделкой и без разделки кромок;
- прямой и фасонной резке труб круглого и прямоугольного сечения;
- при вырезке деталей из фасонного профиля.
3.1.3. Машинную плазменно-дуговую резку следует применять при:
- роспуске листов и фигурной вырезке деталей из листов, толщиной 3-100 мм;
- вырезке элементов конструкций под сварку без разделки кромок;
- резке труб и гнутых замкнутых сварных профилей.
Плазменно-дуговую резку элементов конструкций под стыковые соединения, выполняемые автоматической сваркой под флюсом, следует производить с использованием в качестве плазмообразующей среды кислорода, а при использовании воздуха с применением технологических приемов, направленных на снижение степени азотирования кромок вырезаемых деталей (подача в канал сопла и в зону реза воды, уменьшение скорости резки).
3.1.4. Ручную резку следует применять при вырезке деталей из фасонного профиля (при отсутствии механизированного оборудования) и как вспомогательную операцию при вырезке деталей (резка перемычек и отходов, пробивка отверстий). Допускается ручная резка труб по разметке с последующей зачисткой кромок.
3.2. Кислородная резка
3.2.1. Режимы резки следует назначать в зависимости от толщины разрезаемого металла, требований к качеству реза, чистоты кислорода и конструкции мундштуков. Расстояние от мундштука до поверхности разрезаемого металла должно поддерживаться в пределах
l + (2 - 5) мм
где l - длина ядра пламени, мм.
Режимы ручной и машинной кислородной резки углеродистых и низколегированных сталей с использованием кислорода чистотой 99,5% и применением в качестве горючего газа ацетилена, пропан-бутана и природного газа приведены в табл.1-6 рекомендуемого приложения 9.
3.2.2. Для подготовки кромок под сварку следует применить машинную кислородную резку без последующей механической обработки.
Конструктивные элементы кромок под сварку должны соответствовать требованиям ГОСТ 5264-80, ГОСТ 11534-75, ГОСТ 8713-79, ГОСТ 11533-75, ГОСТ 14771-76 или требованиям чертежа.
3.2.3. Кислородную резку деталей с образованием скоса кромки под сварку следует производить по двум схемам:
- по контуру с последующим образованием скоса кромки под сварку;
- по контуру с одновременным образованием скоса кромки под сварку.
3.2.4. Вырезку деталей по контуру следует производить на стационарных газорезательных машинах, а последующий скос кромок под сварку - переносными газорезательными машинами. Допускается скос кромок под сварку выполнять ручной кислородной резкой при условии обеспечения точности разделки кромок.
3.2.5. Резку односторонних и двусторонних скосов кромок деталей переносными газорезательными машинами следует выполнять согласно схемам, приведенным в табл. 1 рекомендуемого приложения 10.
Расстояние от линии начала скоса до контура детали в зависимости от глубины угла скоса следует выбирать по данным табл.2 рекомендуемого приложения 10 .
3.2.6. Блоком резаков следует вырезать деталь, кромки которых имеют односторонние и двусторонние скосы с притуплением и без притупления.
Боковые резаки при выполнении односторонних скосов (черт.1) следует устанавливать в следующей последовательности:
резак, формирующий верхний скос кромки, на расстоянии В, определяемом по формуле:
B = (S + h - C) tg α
резак, формирующий нижний скос, на расстоянии В1 определяемом по формуле:
В1 = ( h + С) tg α
где S - толщина разрезаемого листа, мм;
h - расстояние от резака до поверхности листа, мм;
С - величина притупления, мм;
α - угол между осями каналов резаков, град.
Установка резаков при выполнении односторонних скосов
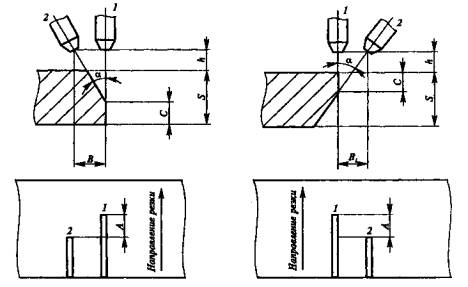
1, 2 - машинные резаки
А - расстояние между осями резаков в направлении резки, равное 25 мм
При выполнении двусторонних скосов (черт.2) боковые резаки следует устанавливать в следующей последовательности:
резак, формирующий верхний скос, на расстоянии В2, определяемом по формуле:
B2 = ((S - C)/2 + h) tg α
резак, формирующий нижний скос, на расстоянии В3, определяемом по формуле:
В 3 = ((S + C)/2 + h) tg α
Установка резаков при выполнении двусторонних скосов
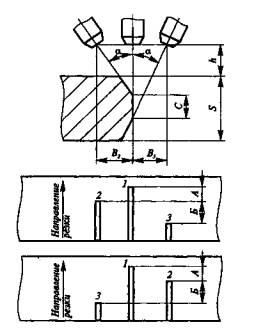
1, 2- машинные резаки
А, В - расстояния между осями резаков в направлении резки, равные
соответственно 15 и 20 мм
3.2.7. Настройку резаков по высоте относительно листа, а также относительно друг друга, при отсутствии на оборудовании специальных лимбов, следует осуществлять с помощью линейки (ГОСТ 427-75).
3.2.8. Резку металла толщиной менее 10 мм следует выполнять кислородом низкого давления способом "углом вперед" (угол наклона резака от вертикали 40-50°).
3.2.9. Пакетную резку следует выполнять при условии, что пакет собран из выправленных листов, в направлении резки скреплен скобами или струбцинами, а по торцам - электроприхватками.
Для получения устойчивого процесса резки и кромок поверхности реза с шероховатостью по 1-2 классу по ГОСТ 14792-80, пакетную резку следует выполнять кислородом низкого давления.
Для облегчения врезания режущей струи в металл в месте начала реза следует наплавлять на торец пакета вертикальный валик.
Для предохранения верхнего и нижнего листов пакета от оплавления следует применять пластины из металла, идущего в отход.
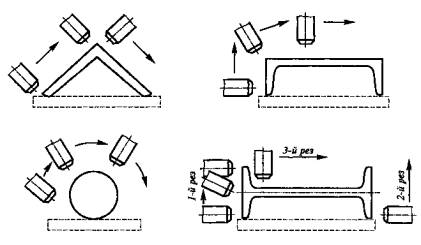
3.2.10. При ручной резке фасонного профиля необходимо соблюдать следующие требования:
- режущую струю следует направлять так, чтобы избежать повреждения близлежащей полки или стенки профиля;
- резку уголка, швеллера и профиля круглого (или прямоугольного) сечения следует выполнять за один проход без перерыва (см. черт. 3);
- при резке двутавра или тавра следует вначале разрезать полки, а затем стенки профиля. При приближении к середине полки резак необходимо отклонять от стенки на 15-20° от выплеска шлака. После прохождения стенки резак следует вернуть в прежнее положение, не прерывая резки (см. черт. 3).
Ручная резка фасонного профиля
3.2.11. Резку двутавровой балки на тавры следует производить переносными газорезательными машинами, составляя в начале реза, перемычку длиной 30 ÷ 40 мм и через каждые 1,5 метра - длиной 100 мм.
3.2.12. Для уменьшения деформаций деталей, вырезаемых одним резаком, необходимо выполнять следующие требования:
- в первую очередь вырезать отверстия;
- вырезку деталей начинать от одной из кромок листа, последовательно переходя от одной детали к другой в направлении к противоположной кромке;
- при составлении карт раскроя деталей, по возможности, применять совмещенные резы;
- узкие и длинные детали ( l > 6b, где l - длина, a b - ширина детали) располагать вдоль продольной кромки, причем более длинные детали располагать ближе к кромке, от которой начинается резка, более короткие детали располагать к середине листа и к противоположной кромке. Вырезку начинать с узких и длинных деталей, расположенных у кромки;
- детали, имеющие одну кромку с вырезами, располагать этой кромкой в сторону кромки листа, от которой начинается вырезка деталей;
- начало и направление реза каждой детали должны быть такими, чтобы кромка, соединяющая деталь с основной массой листа, обрезалась в последнюю очередь;
- если одна деталь занимает большую часть листа, то вырезку необходимо начинать с этой детали;
- при кислородной резке полос толщиной до 12 мм необходимо оставлять перемычки через 800 мм для ширины до 100 мм, через 1200 мм - для ширины 101-200 мм, через 1800 мм - для ширины 201-300 мм, через 2500 мм - для ширины свыше 300 мм, длина перемычек должна быть не менее 15 мм. Перемычки следует оставлять на обеих продольных кромках так, чтобы они лежали на одной прямой, перпендикулярной длинным кромкам листа (детали). При вырезке деталей толщиной более 12 мм допускается резка без перемычек;
- вырезку деталей из тонкого металла (до 10 мм) следует вести на предельно высоких скоростях, допускаемых рекомендуемыми режимами резки.
3.2.13. Резку длинных и узких полос следует производить одновременно двумя или большим количеством резаков.
3.3. Плазменно-дуговая резка
3.3.1. Плазменно-дуговая резка должна производиться на постоянном токе прямой полярности (минус на электроде).
3.3.2. Плазменно-дуговую резку деталей по замкнутому контуру резаком с вихревой стабилизацией дуги по часовой стрелке следует производить против часовой стрелки, чтобы деталь по отношению к линии реза находилась с левой стороны.
Вырезать отверстия в деталях следует по часовой стрелке.
3.3.3. Режимы плазменно-дуговой резки деталей резаком с вихревой стабилизацией дуги приведены в табл.7 рекомендуемого приложения 9 .
4. Требования к качеству вырезаемых деталей, методы контроля
Допустимые отклонения от номинальных размеров скосов кромок под сварку должны соответствовать ГОСТ 5264-80, ГОСТ 11534-75, ГОСТ 8713-79, ГОСТ 11533-75, ГОСТ 14771-76.
4.5. На нижних кромках поверхностей реза допускается образование грата, который удаляется по принятому на заводе технологическому процессу изготовления деталей, сборки и сварки конструкций.
Допускается наличие грата в виде валика оплавленного металла на нижней кромке поверхности реза после плазменно-дуговой резки, если размеры валика не превышают 0,6 мм по высоте и 1,2 мм по ширине.
4.6. Габаритные размеры деталей необходимо проверять путем замеров при помощи измерительного инструмента или шаблона.
Отклонения углов разделки кромок под сварку определяют при помощи угломера или шаблона.
Перечень измерительного инструмента приведен в справочном приложении 11.
4.7. Контроль за процессом резки и качеством поверхности реза осуществляется газорезчиком и мастером участка. Выборочный контроль качества поверхности реза производится службой технического контроля не реже двух раз в смену.
5. Требования безопасности
Разработка технологического процесса, организация и выполнение работ по термической резке должны производиться в соответствии с требованиями безопасности, изложенными в документах, приведенных в табл. 2.
Перечень нормативно-технических документов по требованиям безопасности
Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности.
Система стандартов безопасности труда. Устройства электросварочные и для плазменной обработки. Требования безопасности.
Система стандартов безопасности труда. Оборудование и аппаратура для газопламенной обработки металлов и термического напыления покрытий. Требования безопасности.
Техника безопасности в строительстве.
Правила техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработки металлов.
Утверждены постановлением Президиума ЦК профсоюза рабочих машиностроения 2 апреля 1963 г. (с изменениями и дополнениями к Правилам, утвержденными Постановлением Президиума ЦК профсоюза рабочих судостроительной промышленности от 20 апреля 1966 г. и Постановлением Президиума ЦК профсоюза рабочих машиностроения от 11 мая 1966 г.)
Правила технической эксплуатации электроустановок потребителей и Правила техники безопасности при эксплуатации электроустановок потребителей. Утверждены Госэнергонадзором СССР 12 апреля 1969 г.
Правила устройства и безопасной эксплуатации сосудов, работающих под давлением.
Утверждены Госгортехнадзором СССР 19 мая 1970 г. (с изменениями и дополнениями, утвержденными Госгортехнадзором СССР 25 декабря 1973 г.)
Правила безопасности в газовом хозяйстве. Утверждены Госгортехнадзором СССР 26 июня 1979 г.
Типовая инструкция по технике безопасности при изготовлении сварных конструкций.
Читайте также: