Резка металла дисковыми ножницами
В отличие от листовых ножниц с наклонным ножом (гильотинных), движение ножа в рычажных ножницах чаще всего происходит не по поступательной, а по вращательной траектории. Кроме того, в качестве основного исполнительного механизма используется не кривошипно-ползунный, а рычажный.
Наибольшее распространение приобрели рычажные ножницы, собранные по схеме одноплечевого рычага. При резке тонкого металла, с толщиной не более 0,7…0,8 мм применяются ручные слесарные ножницы, а при более толстом – стуловые ножницы, рычаг у которых намного длиннее. Кроме того, в схемах стуловых ножниц предусматривается возможность встраивания промежуточной зубчатой передачи. Это увеличивает длину траектории движения подвижного ножа, но снижает результирующее усилие, что важно, если агрегат имеет ручной привод.
Наиболее крупные исполнения стуловых ножниц позволяют разрезать листовой прокат стали толщиной до 8…10 мм, и сортовой прокат диаметром не более 22 мм.
Стуловые рычажные ножницы с ручным приводом конструируются таким образом, чтобы приводной рычаг имел форму сабли. Это позволяет приблизить траекторию движения к работе гильотинных ножниц: внедрение подвижной части рабочего инструмента в разрезаемый металл также происходит постепенно. В результате текущее значение усилия разрезки снижается. Неприводными (ручными) ножницами стулового типа можно резать сталь толщиной до 2…2,5 мм.
Типовая конструкция рычажных ножниц настольного исполнения представляет собой совокупность следующих узлов:
- станины;
- эксцентриковых или винтовых зажимов, посредством которых оборудование стационарным образом можно прикрепить к слесарному верстаку;
- нижней опорной рамы, на которую устанавливается неподвижная часть оснастки;
- саблевидного поворотного рычага с рукояткой (для ручных моделей). на нём устанавливается подвижная часть оснастки;
- оси с подшипником скольжения.
В приводных рычажных ножницах, кроме вышеприведенных узлов имеются также электродвигатель, клиноременная передача, а также кривошипно-шатунный механизм, который преобразует вращательное движение вала двигателя в качательное перемещение рычага. Иногда такое оборудование снабжается механизмом включения (муфтой и тормозом), и в таком виде уже мало чем отличаются от стационарных ножниц аллигаторного типа. Единственное их преимущество в данном случае состоит в отсутствии балансира, компенсирующего инерцию массивных деталей.
Выбор дисковых ножниц: советы и рекомендации
Первое, на что необходимо обратить внимание при выборе роликовых ножниц – назначение. Для работы на объекте требуется мобильный инструмент, для производства мелких партий и подрезки кромок заготовок выбирают стационарное оборудование.
Для прямолинейного раскроя нужны ножницы с прямыми дисками, для радиусной резки выбирают устройство с наклонными роликами. Далее обращают внимание:
- На допустимую толщину металла. Производители указывают максимальную толщину конструкционной стали. Для меди и алюминия можно смело прибавить к этой величине 30–50%.
- На допустимую скорость резки. Характеристика определяет производительность оборудования или инструмента. Скорость раскроя подбирают исходя из требований к производительности.
- На тип привода. Выпускают станки и инструменты с ручным, аккумуляторным и электромеханическим приводом.
- На тип раскроя. Для изготовления деталей с радиусными кромками требуется инструмент или станок с наклонными роликовыми ножами. Для заготовок с параллельными линиями раскроя покупают ножницы с прямыми дисками.
- На допустимые габариты заготовки. Максимальные размеры получаемой детали указаны в техническом паспорте ножниц.
При выборе мобильного инструмента также обращают внимание на материал, из которого изготовлены комплектующие, возможность регулировки зазора между ножами, эргономику дисковых ножниц.
Оборудование и инструмент с роликовым режущим инструментом занимает промежуточное положение между ручными ножницами с лезвиями и станками продольно-поперечной резки. Такие устройства покупают для малых предприятий и небольших объемов работ по раскрою, обрезки деталей. Дисковые ножницы отличает высокая точность, чистая линия реза, относительно высокая производительность, простота регулировки и настройки.
Ограничения рычажных ножниц и возможность их преодоления
Главный недостаток рычажных ножниц, не имеющих механического привода – необходимость совершать очень длинные перемещения, чтобы снизить усилие резки металла. Кроме того, при ручном приводе невозможно обеспечить постоянство скорости реза, что может ухудшать качество поверхности разделения металла. Удлиняя привод, приходится жертвовать габаритными размерами оборудования. Кроме того, удлинение плеча всегда ухудшает контроль за качеством прижима заготовки, и требует применения более мощных зажимов, удерживающих разрезаемый металл от смещения. При этом также нет возможности для качественного разрезания профильного проката: прутков, уголков и пр.
Указанные ограничения преодолеваются конструкциями с многозвенным рычажным механизмом реза, а также использованием различных способов усиления без участия мускульной силы. При этом механического привода не требуется.

В первом случае применяются преимущественно кинематические схемы с двумя рычагами. К основному рычагу (каждая из частей которого соединяется с другой частью при помощи общей оси), добавляется дополнительный, а его связь с основной парой достигается наличием цилиндрического стержня, имеющего реечный привод.
Реечный механизм состоит из следующих деталей:
- промежуточного рычага;
- возвратных пружин;
- поворотных скоб;
- винтовой пары, соединяющей рейку с промежуточным стержнем.
Этот способ, хотя и обеспечивает более высокое качество резки металла, но существенно усложняет схему рычажных ножниц. Изготовить такой вариант в домашних условиях весьма затруднительно, кроме того, усилие рабочего останется достаточно высоким.
Если вместо реечной передачи в промежуточном стержне разместить механический усилитель, то результирующая нагрузка заметно снизится. Такая разновидность ручных рычажных ножниц включает в себя, помимо основных рабочих элементов также:
- цилиндрический полый стержень;
- усилитель с самотормозящейся резьбой;
- соединительный стержень;
- подпружиненный фиксатор;
- противовес.
Наличие груза придаёт процессу резки металла ударный характер, за счёт чего удаётся повысить энергию реза, и разделять заготовки с большей толщиной или площадью поперечного сечения. Однако ударный характер приложения нагрузки утомляет рабочего (особенно при продолжительной работе), а амплитуда колебаний устройства на раме увеличивается. Для установки таких ножниц потребуются более надёжная опора и ровная поверхность пола. Производительность резки металла также снизится.
Наиболее современной считается трёхзвенная схема. В данном случае достигается требуемый компромисс между прилагаемым усилием и длиной перемещения подвижного инструмента.
Трёхзвенные рычажные ножницы
Установлено, что схеме, которая будет описана далее, возможно производить резку сортового и листового проката с размером поперечного сечения до 10 мм, чего в большинстве случаев бывает достаточно не только для собственных нужд, но и для изготовления стальных изделий в рамках небольшого бизнеса.
Такие ножницы состоят из следующих узлов:
- Станины, для изготовления которой понадобятся два равновеликих уголка с толщиной полки не менее 7 мм.
- Нижней опоры, к которой крепится рабочий инструмент.
- Верхней опоры, которая устанавливается в посадочное место, и имеет скос с целью уменьшения зазора между ножами в момент начала резки.
- Корпуса, крепёжные отверстия под ножи в котором стоит выполнять немного овальной формы, чтобы компенсировать возможные погрешности установки инструмента.
- Серьги.
- Соединительной оси.
- Крепёжных деталей.
Для изготовления всех деталей многозвенного механизма потребуется среднелегированная сталь марки 35 или выше.
Длина опорной рамы определяется максимальными размерами разрезаемого металла: габарит ручных ножниц будет в примерно два раза больше ширины заготовки. Тем не менее, конструкция получается достаточно компактной, и позволяет для своей установки использовать обычные слесарные тиски и соответствующих размеров верстак.
Схема крепления рабочего инструмента состоит в следующем. В оснастке, изготавливаемой из высокопрочной инструментальной стали марок У10 или У12 выполняются посадочные отверстия с раззенкованной конической частью, для того, чтобы крепление выполнялось впотай. Комплект должен включать варианты для разрезания профильного металлопроката. Для облегчения обслуживания оснастку стоит изготовить двусторонней. Далее производится термическая обработка до твёрдости не менее 54…56 HRC, и шлифовка с целью ликвидации вероятного коробления рабочего полотна. Готовая оснастка устанавливается в нижнюю и верхнюю посадочные части, и пригоняются один по другому таким образом, чтобы фактический зазор между подвижной и неподвижной частями не превышал 5…8% от толщины разрезаемого металла.
Схема резания дисковыми ножницами
Резка стационарными дисковыми ножницами с электроприводом осуществляется в следующем порядке:
- Установка роликов, необходимых для реза. Тип режущего инструмента выбирают по виду разрезаемого материала (медь, алюминий, сталь, металл, покрытый цинком или полимером), его толщине.
- Регулировка зазора между парой дисков. Для предотвращения загиба кромок и необходимой точности реза, зазор между ножами настраивается в зависимости от толщины рулона или листа, твердости и хрупкости металла. Для материала толщиной менее 1 мм, зазор между ножами не оставляют. Для металла 1-1,5 мм и более оставляют расстояние между роликами 0,1 от толщины листа.
- Запуск станка и подача материалов. Далее размечают линии раскроя. После настройки запускают вращение, подают металл на режущий инструмент. Размеры заготовки контролируют по шаблону или разметке станка.

Рез листового металла электроножницами
После раскроя получаются ровные кромки без заусенцев и наплывов и других дефектов. Линия реза после дисковых ножниц практически не нуждается в дополнительной обработке.
Обслуживание и эксплуатация
Основное регламентное обслуживание оборудования состоит в периодической заточке инструментальной оснастки (при первой эксплуатации ножи достаточно просто перевернуть на 180°). Заточку можно вести на шлифовальной машинке, используя карборундовый круг, после чего необходимо зашлифовать полученную поверхность. После многократных переточек стабильность зазора необходимо поддерживать установкой прокладок из стали. Их толщина устанавливается опытным путём.

Чертеж (эскиз) ручных ножниц

Сборочный чертеж рычажных ножниц по металлу

Чертеж ножниц для резки листового металла
Периодически проверяют зазоры в сочленениях, и смазывают их маслом «Индустриальное-20» или аналогичным.
Категорически не рекомендуется при изготовлении оснастки останавливаться на секторном варианте, который потребует сварки. Точность резки металла при этом неизбежно ухудшится.
Для улучшения надёжности монтажа настольных ручных ножниц с рычажным механизмом на слесарный верстак, его стоит усилить с противоположной стороны при помощи стального уголка, швеллера или толстой полосы.
Сфера применения дисковых ножниц
Сфера применения роликовых ножниц – штучное или мелкосерийное производство продукции из тонколистового металла:
- Кровельных панелей.
- Добротных элементов крыши фасонной формы.
- Подрезки сайдинга, профлиста при монтаже.
- Обрезки кромок штампованных заготовок из тонкого металла.
- Других изделий.

Резка роликовыми ножницами по металлу
Для изготовления крупных партий продукции из металлопроката применяют станки продольно-поперечной резки. Производительность такого оборудования намного выше стационарных и ручных дисковых ножниц.
Резка металла дисковыми ножницами

Раскрой – одна из базовых операций металлообработки. Прокат поставляется в листах или рулонах, для производства изделий из этого сырья необходимо нарезать заготовки. Рассмотрим особенности раскроя дисковыми ножницами, типы инструмента и критерии выбора оборудования.
Разновидности дисковых ножниц
Роликовые ножницы – ручные или механизированные инструменты, или станки для раскроя рулонного или листового металла. Режущий инструмент – диск (или ролик) из быстрорежущей или закаленной стали. Раскрой осуществляется сдавливанием металла между дисковым ножом и опорной площадкой или между парой роликов, установленных друг напротив друга при перемещении листа в горизонтальной плоскости.

Ручные дисковые ножницы по металлу
По типу режущего инструмента различают следующие типы роликовых ножниц:
- С одним неподвижным диском и опорной площадкой.
- С одним вращающимся роликом и неподвижным контрножом.
- С двумя вращающимися дисками.
Различают также переносной инструмент и стационарное оборудование. Первый применяется для работ непосредственно на объекте: подрезке кровельных панелей или отделочных материалов, добротных элементов и других стройматериалов из гладкого или профилированного листа. Мобильные ножницы также бывают с ручным или аккумуляторным приводом.
Стационарные роликовые ножницы применяют для раскроя металлопроката в цеху или мастерской. Кроме того, дисковые ножи устанавливают в качестве дополнительной опции на станках продольно-поперечной резки.
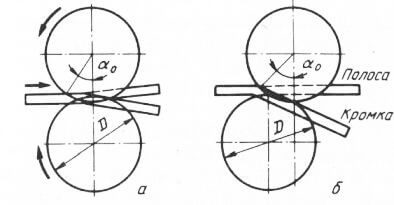
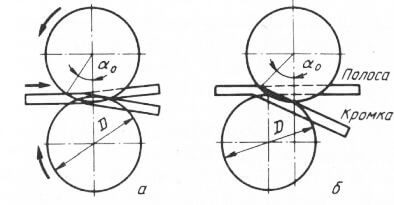
По расположению режущего инструмента различают дисковые ножницы с прямопоставленными и наклонными ножами. Последние выпускают с одним или 2 наклонными ножами.
Оборудование с прямыми дисками применяют для прямолинейной резки. Инструменты или станки с наклонными дисками используют для криволинейного раскроя фасонных деталей и заготовок с непараллельными кромками.
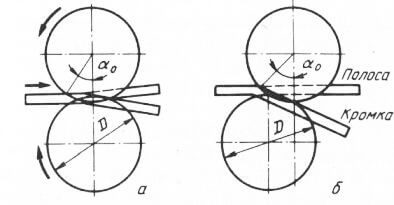
Элементы посадки на посадочном станке: а, б — прогиб заготовки, а, г — получение гофра, д — утолщение кромки
Выпускают также станки с несколькими парами дисков, оборудование предназначено для раскроя листа или рулона на несколько полос одновременно.
Резка стационарными дисковыми ножницами продольной резки с электроприводом осуществляется в следующем порядке:

Сфера применения роликовых ножниц
Сфера применения дисковых ножниц продольной резки – штучное или мелкосерийное производство продукции из тонколистового металла:









Читайте также: