Резка металла без искрообразования
Циркулярные пилы по металлу, которые задают стандарт качества и производительности в металлообработке. Пилы режут сталь, алюминий, нержавеющую сталь без искр, не нагревая край реза, не деформируя металл и не вызывая в нем изменений. Удобны на производстве и при монтаже/демонтаже.
Блин, видимо открыли секрет производства адамантия, т.к. иначе я не понимаю из чего режущая часть изготавливается. Особенно, учитывая отсутствие нагрева.
Какого года этот ролик? Снят аналоговой камерой ещё, что-ли?
не нагревая? чудеса
Нагрев есть 100% но не такой сильный как от болгарки. Режущая часть - карбид вольфрама скорей всего.
Удобны на производстве и при монтаже/демонтаже. А уж если распидорасит, так вообще живых не останется. Честно говоря, больше доверия хрупкому абразивному кругу, чем цельному металлическому диску.))
Ремонт пресса КЗФ
Завершение ещё одного эпичного долгостроя, как же это приятно.
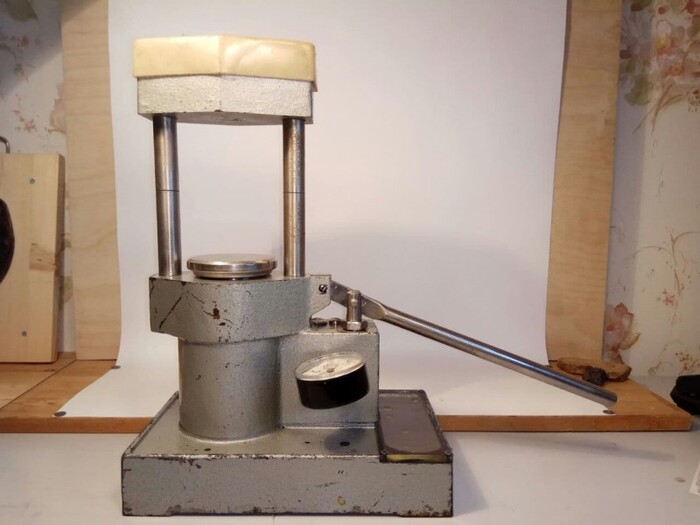
Готовый пресс.
Некоторое время назад @zhalmenov, презентовал настольный лабораторный пресс. Пресс из цеха, был грязен. При работе ссал из всех щелей, которые у него были. Поэтому было решено полностью его разобрать, промыть и собрать.
Конечно же, это игрушка, но в домашнем хозяйстве будет полезен: подшипник напресовать, или ещё что-нибудь. В любом случае, инструмент.
Фиговый я блогер, не снимал вообще этапов разборки, промывки (было лень, да и руки по локоть в масле). Поэтому просто результаты.
Пресс полностью разобрал, устроен он очень просто и понятно. Все каналы сверленные и затем заглушенные винтами с алюминиевой шайбой. Самая интересная деталь - это манжеты, которые не дают выходить маслу. Они сделаны из кожи.

Родные манжеты - большая от большого поршня, а малая от малого, ваш К.О.

Зацените форму! Формованная кожа.
В принципе, они были в более-менее нормальном состоянии. Но я пошёл на форум чипмейкер и там нашёл вариант размеров нормальных манжет, посмотрел сколько они стоят с доставкой (250 рублей всё!), подумал, что надо что-то менять и заказал их.
Если вы думаете, что кожаные манжеты - это типа методы дидов, то нет. В особых случаях и сейчас применяют. Они либерально относятся к шероховатости поверхности, соосности цилиндров и работают в очень широком диапазоне температур, особенно при отрицательных.


Новые манжеты.
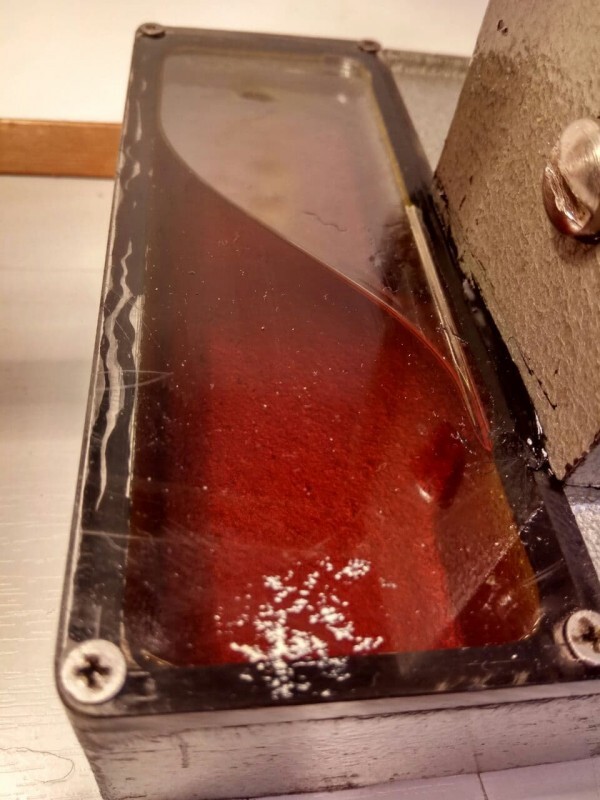
Ещё из замен - это манометр. Предыдущий был рабочим, но его явно кто-то свернул при транспортировке. Поэтому был заказан новый. Оказалось, что найти такой манометр не так просто в розницу и физическому лицу, заказывал аш в Красноярске (и это при том, что сам я в Москве). Но таки всё пришло.
Самое сложное было определить резьбу, которая оказалась М12. Метод ненаучный, и его рекомендовать не могу, но пробуешь вкрутить то что вкручивается. У меня был метчик М12, и он туда вкрутился. Проблема метода в том, что можно так нарезать новую резьбу.

Новый-старый манометр.
У нас даже был спор, что кгс/см^2 - это какая-то совковая измериловка, но оказалось что такие манометры по всему миру на прессы ставят.
Самая сложная деталь оказался поршень. Его достаточно плохо точили и шлифовали, так что поверхность у него была как из под резца, после чернового прохода. И затем это всё было просто хромировано (или никелировано, пёс разберёт). Хром начал облазить и прям на поршне были такие пустые карманы отслоившегося металла.
Поэтому, пришлось поршень зажимать в токарный станок, благо изнутри есть центровка. сначала обдирал хромирование, а потом выравнивал шероховатость. Не, не резцами, шкурками разной зернистости. Последним штрихом было выравнивание плоскости на большом точильном круге, просто лежащем на полу. Получилось как-то так:

Видна даже полоска, где осталось никелирование (жёлтая полоса). Это была, наверное, самая трудоёмкая и психологически сложная часть. Потому, что ошибиться тут было нельзя. Вышло очень хорошо.
После этого, промывал все детали керосином (WD-40). Внутри чего только не нашёл: деревянные опилки, стальную стружку, мусор, надежды на светлое будущее. По нескольку раз промывал, а особо критичные участки ещё и стальной щёткой на дрель чистил и снова промывал.
После чего, не смотря на то что надо было спать, не удержался и решил в черне собрать, проверить, не писается ли он. Самое сложное - было установить манжету, но я справился.

Установка манжеты.
И после сборка. Поскольку я не хотел будить своих в ночи, то совершил, на мой взгляд, непростительный поступок: я залил для теста старое масло с примесями, но этого назад не вернёшь. И после этого вставил железяки и накачал по полной, покуда клапан не пукнул.

Пилотная сборка.
Каково же было моё удивление, когда, во-первых, ни откуда ничего не ссало, вообще, сухо! А во-вторых, утром давление в системе ещё осталось!

Да, подсело, там защитный клапан подтравливает конечно, но я считаю это успех!
Ну, а дальше, поскольку я планирую использовать его дома, то сочленение поддона и верхней части посадил на маслостойкий герметик, так чтобы капилярным эффектом масло не шибко расползалось от пресса.
Забавные винты, которые крепят поддон к самому прессу, думаю они самодельные (как и все метизы в этом изделии).

Необычные винты.
Теперь можно посмотреть, что же получилось, после сборки и герметизации.


В этот раз залил свежее чистое масло.
И герметиком всё аккуратно склеено.

Да, и конечно же, видео работы.
На данный момент пресс некоторое время пылиться на балконе, и ищет нового хозяина. Жалко его, но пока применений ему не предвидится.
Орудия тяжёлой промышленности
На фото запечатлены готовая деталь (распылитель форсунки) и рабочий инструмент. Отверстие в распылителе имеет диаметр 0,15мм, а сверло 0,5мм (сверло 0,15 настолько тонкое, что на фото его режущую часть почти не видно, поэтому было принято решение, сфоткать сверло побольше). Фреза имеет толщину 0,1мм и используется для обработки завихрителей (фрезерует прорези, по которым топливо под давлением устремляется в отверстие, превращаясь в аэрозольное облако со скоростью аж 20 грамм в минуту. ). Эта монструозная конструкция способна обогревать кабину КАМАЗа в трескучий мороз!


УШМ или по простому болгарка. Ликбез по инструменту
Навеяно постом. Все что будет написано ниже - мое личное мнение, основанное на опыте работы с инструментом. Не является истиной в последней инстанции. Букв будет много.
Итак УШМ или по народному "болгарка" - инструмент для резки и шлифовки различных материалов. Может использоваться с различной оснасткой в зависимости от обрабатываемых материалов и видов работы. Наверно один из самых травмоопасных инструментов. Поэтому перед тем, как взять в руки десять раз подумай "Оно тебе надо?"
Начнем с рекомендаций по технике безопасности.
1. Изучи инструкцию на инструмент. В ней пишут много полезного. Не верь всем подряд видео в сети. Дураков много, а организм у тебя один. Думай головой.
2. Используй СИЗ. Об этом ниже.
3. Никогда не снимай кожух. НИКОГДА. Это единственный тонкий барьер между твоим телом, и снарядом, потенциально летящим, со скоростью 80м/с (именно такая рабочая скорость у отрезного круга)
4. Не используй оснастку неизвестного назначения и происхождения. Простой способ понять с чем можно работать, а чего лучше избегать: зайти в каталог любого известного производителя инструмента и посмотреть есть ли данный тип оснастки у них. Как правило инженеры из фирмы делающей хороший инструмент, продумывают и безопасную оснастку для него, в отличии от трудолюбивых ребят из Поднебесной, которые могут выкинуть на рынок все что угодно.
4. Используй оснастку по назначению. На любом диске есть информация, для чего он предназначен. И не надо пытаться пилить дорогущим алмазным диском по черному металлу, алюминий. Диск накроется очень быстро. Не ставь диск большего диаметра. И инструменту вредно и тебе. Да и кожух этого сделать не позволит. А снимать его нельзя.
5. Меняешь оснастку - выключи из розетки/сними аккумулятор. Пальцы новые не вырастут.
6. Думай что делаешь. Всегда представляй, как поведет себя диск и заготовка, не закусит ли диск, не зажмет ли, не будет ли перекоса. Не бойся инструмент, держи в руках крепко и уверенно. Все равно страшно? Может болгарка это не твое? Купи сабельную пилу например и режь металл ей. Да дорого, да не во всех случаях заменит УШМ, но безопаснее на порядок.
7. Искры от УШМ легко поджигают то что можно поджечь, например стружку или промасленные тряпки. Проверено.
8. Ещё раз перечитай инструкцию и проверь крепление кожуха.
Средства индивидуальной защиты
1. Очки. Обязательно. Всегда. Даже если "вот здесь один раз резануть" По закону всемирного свинства, окалина прилетит именно в тот момент, когда ты без очков. Мне прилетала один раз. Плакал потом 2 недели. Глаз слезился. Повезло что прошло без последствий. Очки надо покупать хорошие, закрытого типа. Которые не потеют. Есть и забугорные бренды и наши. Главное, чтоб не запотевали и были удобны лично вам. Пример ниже

2 Респиратор. Нужен всегда. Даже если вы работаете на открытом воздухе. Хотите сморкаться черными соплями и ощущать в носу запах металла? Нет тогда Респиратор вам в помощь. Самый лучший вариант - полумаска + противоаэрозольный фильтр. В связи с нынешней эпидемией найти в продаже трудно, но работать намного комфортнее, чем в одноразовых.

3 Брезентовый фартук. Прожечь новые штаны потоком искр - бесценно. Так что лучше одевайте фартук.
4. Перчатки - на мой взгляд самый спорный момент. Я работаю без перчаток с любым вращающимся инструментом. Зацеп перчатки, за что то вращающиеся череват серьезными травмами.
Выбираем инструмент.
В первую очередь пост ориентирован на новичков, профи и так все знают. Для начала рекомендую приобрести УШМ с диаметром круга 125мм. Или 150мм. Для дома и небольших работ - самое то. 115мм - очень маленикая. 180 и 230 в быту просто не нужны. Или нужны крайне редко.
По мощности - до 1000Вт можно и нужно пилить(резать) тонкими дисками. Шлифовать не рекомендую. Легко убить двигатель. От 1000 до 1500 Вт - оптимально. Можно резать и шлифовать, металл и бетон и другие материалы. Больше 1500- дома и на даче - нафиг не надо.
Берём производителя который на слуху. Неизвестный бренд - неизвестно качество продукции. И в случае поломки запчастей не найдете нигде. Только выкинуть. У всех известных брендов есть не дорогие УШМ. Регулировка оборотов - лучше когда она есть, чем когда ее нет. Всякие защиты ИТП - в основном маркетинг. Гнаться за ними нет особой нужды. 10 раз сработает на 11 нет. Учитесь работать правильно.
Работа
1 надежно закрепляем заготовку. В тисках или струбцинами.
2 берём болгарку ДВУМЯ руками. Держим крепко уверенно.
3. Плавно подводим инструмент к заготовке.
4. Начинаем резать
5. Profit
Ещё пара рекомендаций. Не нужно снижать обороты, абразивные диски спроектированы таким образом, что для их нормальной работы нужны высокие обороты. На низких вероятность разрушения и скола на диске не меньше чем на высоких. А эффективность работы сильно падает.
В следующем посте сделаю гайд по оснастке. Если сделать все одним постом получится слишком много.
Способы и технология резки металла
Сейчас мы познакомим вас с основными способами резки металла, об их преимуществах и сферах применения. Более подробно читайте далее.

Раскрой металлических листов и производство заготовок заданных размеров из профильного проката требует выполнения определенных операций по специальным технологиям. Прочность, хрупкость, термостойкость, уровень электропроводимости и химический состав сплава при этом непременно учитываются. Обработка должна обеспечить получение деталей максимально точного размера без нарушения основных его свойств.
Для наиболее качественного выполнения этих задач разработаны различные виды резки металла, отличающиеся как сложностью технологии, так и универсальностью применения. Большинство из видов резки реализуются в на промышленном оборудовании, отличающимся сложностью устройства, высокой продуктивностью и возможностью установки систем ЧПУ. Но есть ряд способов резки, которые можно реализовать и с помощью портативных станков и приспособлений в небольшой мастерской, домашнем гараже или непосредственно на объекте, где производится монтаж металлоконструкций.
В этой статье вы можете познакомиться с основными способами резки металла, узнать об их преимуществах и сферах применения. Более подробно виды металлообработки резкой рассмотрены в специальных статьях рубрики, каждая из которых посвящена конкретному способу и оборудованию, которое при этом применяется.
Промышленные виды резки металла
Наиболее популярны технологии резки, позволяющие производить максимальное количество деталей высокой точности за короткий промежуток времени. На крупных предприятиях чаще всего используются:
- плазменная;
- лазерная;
- газовая;
- гидроабразивная
- резка металла на станках с ЧПУ
Плазменная резка — обработка токопроводящих металлов и диэлектриков любой твердости струей раскаленного газа (плазмы) при температуре 5-30 тысяч градусов Цельсия, разогнанной электрическим полем до скорости около 1500 м/с. Режется, в основном, листовой металл толщиной до 200 мм. После прохода струи плазмы получается очень тонкий, ровный и гладкий разрез, не требующий дополнительной обработки кромок. Технология плазменной резки одна из самых точных и быстрых. Прилегающая к разрезу зона металла не перегревается и структура ее не нарушается.

Лазерная резка — не уступает по точности обработке плазмой. В этом случае рабочим органом выступает мощный лазерный луч высокой точности фокусировки. Металл мгновенно плавиться, сгорает и испаряется, оставляя чистый узкий рез. Если производится обработка листов толщиной более 15 мм, то зона реза дополнительно обдувается инертным газом, воздухом или охлаждается водой. Чаще всего применяется лазерная резка при изготовлении сложных по контуру деталей из цветных металлов, сплавов и сталей толщиной 12-20 мм. Преимущество — возможность резки сверхтонких и очень хрупких материалов.

Гидроабразивная резка, в отличие от предыдущих способов, предусматривает механическое, а не термическое воздействие. Но резцом выступает обычная вода в смеси с абразивным порошком, подающаяся под высоким давлением. Обеспечивает рез толщиной не более 0,5-1,5 мм на листах толщиной до 300 мм. При этом весь процесс происходит при температурах не выше 90 0 С, что полностью исключает термические изменения структуры металла и выделение горячих паров, опасных для человека.
Гидроабразивная резка металла на станках ЧПУ позволяет обрабатывать пакеты из нескольких листов, что очень удобно при крупносерийном производстве. Недостаток — возможность коррозионных воздействий.
Газовая резка металла, как и резка сваркой (электродной), предполагает воздействие на материал температуры, которая значительно выше точки плавления в ограниченной зоне действия кислородно-пропанового потока. Отличается невысокой точностью реза, но не требует чрезмерно сложного оборудования и может производиться в любых условиях. Резка электродами приносит те же результаты, но требует подключения оборудования к электросети.
Механическая резка металла
Для изготовления различных деталей методом резки можно также использовать механические резаки, прессы, пилы, абразивные круги. Безогневая резка применяется на трубопроводах, по которым перекачивается газ, нефть или продукты ГСМ. Технология резки металла, при которой используется исключительно механическое воздействие, широко распространена как в промышленности, так и на полупрофессиональном и бытовом уровне.

Отрезные станки с дисковыми пилами (кругами) производятся как в виде ручного инструмента (болгарки), так и в виде стационарного или мобильного оборудования. Резка труб, профиля и листа производится путем воздействия вращающегося с большой скоростью абразивного круга на металл, при котором возникает большая сила трения, приводящая к нагреванию и выгоранию металла в зоне контакта.
Резать можно с высокой точностью (толщина реза всего 1-2 мм) и с высокой скоростью. Очень удобны такие станки при изготовлении строительных и водопроводных конструкций, в ремонтных работах.
Вторым по популярности способом механического раскроя листа является рубка металла. Горизонтально расположенный нож прижимается к листу с большой силой и разрушает его в зоне контакта. Работает пресс как обычные ножницы с двумя скользящими мимо лезвиями. Усилие создается гидравликой, пневматикой или эксцентриковым механизмом.
В это же время резка и рубка профлиста может выполняться на переносных сабельных гильотинах, которые можно установить непосредственно на объекте — они не требуют подключения к сети и приводятся в движение только силой руки или ноги человека. Особенности материала — наличие оцинковки и полимерного покрытия, ограничивает использование болгарок, плазморезов или других инструментов, предполагающих нагревание до высокой температуры. При этом разрушается покрытие и в зоне реза возникают трудноустранимые очаги коррозии.
Резка металлочерепицы возможна только механическим способом. При продольной резке вдоль профиля можно использовать роликовый резак или специальные ножницы по металлу. Диагональная и продольно-поперечная резка возможна только при помощи специальных инструментов — электроножниц по металлу со специальными насадками.
Данная статья предлагается в качестве предварительного обзора чаще всего применяющихся на практике в промышленных и домашних условиях видов резки листового и профильного металла. Более подробно об их применении в конкретных условиях вы можете узнать в соответствующих рубриках сайта.
Своим опытом в сфере резки металла предлагаем поделиться на нашем сайте в разделе «Комментарии». Ждем также ваших обзоров конкретного оборудования, которым вы пользуетесь. Нас и наших читателей интересует как мнение профессионалов, так и любителей работать с металлом.
Области применения и особенности безогневой резки
Необходимость кроить металл и резать трубы различного диаметра породила множество инструментов и технологий. Отделить часть от металлического листа, детали, трубы можно [методами резки], большинство из которых связано с возникновением искр и нагревом материала и инструмента. Безыскровые и безогневые методики позволяют провести операции с минимальным нагревом, в том числе и на действующих трубопроводах с горючими веществами.

Безогневая резка труб и металла без искр предполагает, что процесс будет происходить при достаточно жестких условиях и ограничениях, связанных с температурным режимом и вероятностью появления искр. Технологии разрабатывались для особых случаев, когда температура должна оставаться в определенных пределах, а частички металла от инструмента и материала не могут нагреваться от интенсивного воздействия.
Необходимость в безыскровой и безогневой обработке
Способы резки труб и раскроя металла основаны на взаимодействии инструмента с материалом, которое почти всегда связано с выделением тепловой энергии. Далеко не всегда это соответствует требованиям к результату:
необходимо сделать разрез так, чтобы края заготовок (деталей) не нагрелись и не изменили свойств по прочности и пластичности;
требуется избежать появления искр, которые возникают при работе пилящего и ударного инструмента;
необходимо отказаться от использования инструмента, оказывающего сильное давление на металл, приводящее к его нагреванию;
труба заполнена горючими или взрывоопасными смесями, в ней остались неудаляемые нефтепродукты или иные воспламеняющиеся вещества, работы проводятся в условиях помещения с высокими требованиями к пожарной безопасности.
Для понимания механизма и выбора способа безогневой (безыскровой) резки следует понять, как происходит разделение фрагментов металла разными инструментами.

Причины появления искр и нагрева при раскрое металла и резке труб
Повышение температуры в месте резки связано с механическим контактом инструмента с металлом или использованием нагревающего инструмента.
Работа пилы и пилящего диска — это нанесение частых ударов зубьями или неровностями по поверхности или краю заготовки. Каждый удар вызывает быстрый нагрев частиц металла, отлетающих в направлении вращения инструмента. При этом значительно нагревается зона контакта и сам инструмент, а поток искр может привести к возгоранию.
[Плазменные резаки и установки] направляют на металл поток ионизированного газа, что в любом случае связано с локальным разогревом.
Ударный раскрой и резка в зависимости от интенсивности и твердости металлов приводят к высвобождению и преобразованию энергии. Это дает эффект разогрева, а часто и попутного выброса искр.
[Газовая кислородная и ацетиленовая резка] относится к огневым методам, поскольку воздействие на металл оказывает струя горящей газовой смеси. Это не только открытое пламя, но и значительный разогрев заготовки.
К наиболее безопасным с точки зрения нагрева и отсутствия искрения можно отнести резку ножницами, [гидроабразивную технологию] и медленную обработку роликовыми машинами.

Огневые и высокотемпературные методы
Стоит обратить внимание на то, что требования к технологии могут быть разными. В ряде случаев допускается умеренный разогрев материала и инструмента, но безогневая методика предполагает использование только механических и гидравлических приспособлений. Лазерные, газовые, плазменные и отчасти электрические инструменты можно приравнять к группе огневых — они вызывают нагрев с интенсивностью, достаточной для воспламенения кислорода или горючих материалов.
Машины для безогневой резки трубопроводов

Машина для безогневой резки в промышленных условиях — это роликовый или цепной агрегат, который охватывает трубу или заготовку и воздействует на нее вращением пилящих приспособлений с малой скоростью и достаточно высоким давлением. Таким образом достигается эффект либо разделения металла из-за достижения пластичности по линии реза, либо постепенного снятия слоя металла до окончательного сквозного прорезания.

Устройства безогневой резки и врезки в трубопроводы выпускаются для ручного применения, с механическим усилением, с пневматическим или электрическим приводом. Промышленные машины могут быть разъемными или неразъемными — первые замыкают на трубе, через вторые трубу пропускают. На трубопроводах большого диаметра применяются сложные цепные устройства с электрическим приводом. Для резки тонкостенных труб лучше всего использовать роликовые устройства. К преимуществам этой технологии относят и возможность получения ровного среза без деформации и шероховатостей по торцу.
Твердосплавные диски по металлу. Работаем без искр

Могу поспорить, что большинство из вас даже не предполагает о существовании этих дисков, и даже если вы зайдёте в магазин строительного инструмента и спросите о них у продавцов-консультантов, то на вас многие (не все конечно) посмотрят с недоумением. Это и понятно, резка металла у нас всегда ассоциируется с болгаркой или с газовым резаком. Ну на худой конец с алмазным диском, режущим железобетон. И никак, с диском который похож на тот что стоит на циркулярной пиле.
Знакомтесь! Твердосплавные диски для резки металла
Составными частями всех твердосплавных дисков является основание и режущие зубья. Число режущих сегментов начинается от 24 до 100, чем больше количество зубьев, тем быстрее происходит распил заготовки. Отличительной особенностью сегментов является наличие специальных напаек, которые и выполняют основную роль при распиле. Сплавы режущих зубьев могут быть разными, в основном это зависит от производителя. В большинстве случаев, используют вольфрамокобальтовые сплавы или карбид вольфрама, сцементированного кобальтом. Твердосплавные режущие сегменты крепят при помощи пайки припоями из электролитической меди с добавление никелевых сплавов. На многих моделях дисков можно увидеть прорези, сделанные для отведения тепла, которые продлевают срок службы твердосплавного диска.

Применяются такие диски на маятниковых, торцовочных и ручных дисковых пилах для металла. Конечно, есть фрикционные пильные диски, которые тоже можно отнести к твердосплавным, но это будет тема отдельной статьи. Говоря об отличительных характеристиках твердосплавных дисков по металлу, то для каждого вида металла применяется свой диск. Есть диски по алюминию, диски для высокоуглеродистой стали, для низкоуглеродистой стали, для тонкого листового металла, для сэндвич-панелей, для нержавеющей стали. Самыми важными критериями при выборе являются: диаметр диска и диаметр посадочного отверстия. Наиболее востребованные диаметры от 200 до 355 мм, тут самое главное для какого инструмента вам нужен диск. Также обстоит дело с посадочными отверстиями, их диапазон от 20мм. (для ручных дисковых пил) до 30 мм. (для маятниковых пил). Число зубьев на диске прямо пропорционально скорости распила материала, при выборе следует знать это.
Всегда следует сверять необходимое число оборотов, которое указано на упаковке или на самом теле диска с паспортными данными, используемого инструмента.
Плюсы и минусы твердосплавных дисков по металлу
Сразу хочется отметить что преимуществ по сравнению с абразивными дисками у твердосплавных достаточно много, но цена оборудования и самих дисков сдерживает популярность их использования. Давайте обо всём попорядку!
К плюсам можно отнести:
- Точность реза. Для того чтобы соблюдать точность при резе металлических заготовок, твердосплавный диск на маятниковой пиле-это один из лучших вариантов работы.
- Скорость работы. Вы будете удивлены с какой скоростью пилит твердосплавный диск.
- Огромный ресурс диска. В среднем ресурс диска 5000 резов. По сравнению с абразивным, он бессмертен.
- Отсутствие вредных выбросов. При работе с абразивом в рабочей зоне образуется облако мелких частиц, что негативно сказывается на здоровье человека.
- Металл не нагревается. После того как вы отрежете заготовку, смело можете взяться за нею, она будет холодной. Главный плюс в том, что без воздействия температур не меняются свойства металла.

Минусы тоже есть:
- Цена. Стоимость твердосплавного диска в десятки раз больше абразивного. В домашних условиях, при редком использовании такой диск не окупит себя.
- Потеря металла. Так как диск толще абразивного, то стоит учитывать что линия реза будет толстой.
- Боится ржавчины. Если надумаете пилить металл со ржавчиной, помните, что при этом диск будет изнашиваться быстрее.
Делая вывод обо всём вышесказанном, можем сказать что твердосплавные диски относятся к более профессиональным расходникам. У них меньше недостатков, чем у конкурентов, но цена делает их недоступными для бытового использования.

Производители и цены
Разброс цен на твердосплавные диски по металлу огромен, тут главное определиться для какого инструмента и какой металл вы будете резать и исходя из этого делать выбор. Стоимость дисков по алюминию от 1000 до 4000 рублей, для стали от 3000 до 20000 рублей. Производителей также огромное множество. Каждая компания, производящая дисковые или торцовые пилы, обязательно выпускает расходку к ним, либо покупает продукцию у сторонних производителей и продаёт её под своей маркой. Нужно учитывать что единого стандарта на посадочные отверстия дисков нет и производителям выгодно делать их разными, для того чтобы к их инструментам приобретали их же расходку.
Говорить о том какие диски лучше бессмысленно и перечислять вам марки крупных производителей я не буду. Скажу по своему опыту, что пользовался дисками HILTI и АТАКА, первые режут получше, но и цена на них побольше. Читая отзывы в интернете, много слышал хорошего о дисках производства фирмы CMT orange tools. При выборе дисков обратите на неё внимание.
Читайте также: