Резка круглого металла ножовкой
Резка выполняется как со снятием стружки, так и без неё.Сущность процесса резки ножницами заключается в отделении частей металла под действием пары режущих ножей. Ножи изготовляют из сталей У7, У8; боковые поверхности лезвий закалены до HRCэ52. 58, отшлифованы и заточены.
Резка ручными ножницами
Обыкновенные ручные ножницы применяются для резания стальных листов толщиной 0,5. 1мм и листов из цветных металлов толщиной до 1,5мм. Ручные ножницы изготовляют с прямыми и кривыми режущими лезвиями.
По расположению режущей кромки лезвия ножницы делятся на:
Правые (скос на каждой части режущей половины находится с правой стороны);
левыми – (скос на каждой части режущей половины находится с левой стороны).
Хорошо заточенные и отрегулированные ножницы должны резать бумагу.
Стуловые ножницы это ножницы больших размеров и применяются при резании листового металла толщиной до 3мм, малопроизводительны, при работе требуют значительных усилий, поэтому для резания больших партий листового металла их не применяют.
Ручные малогабаритные силовые ножницы служат для резки листовой стали толщиной до 2,5мм и прутков диаметром до 8мм. Рычажные ножницы применяются для резания листовой стали толщиной до 4мм, алюминия и латуни - 6мм. Ножи изготавливают из стали У8.
Маховые ножницы широко используются для резки листового металла толщиной 1,5. 2. Этими ножницами режут металл значительной длины.
Ножницы с наклонными ножами (гильотинные) позволяют разрезать листовой металл толщиной до 32мм, листы размерами 1000. 32000мм, реже - полосовой прокат, а также листовые неметаллические материалы.
Резка ножовкой
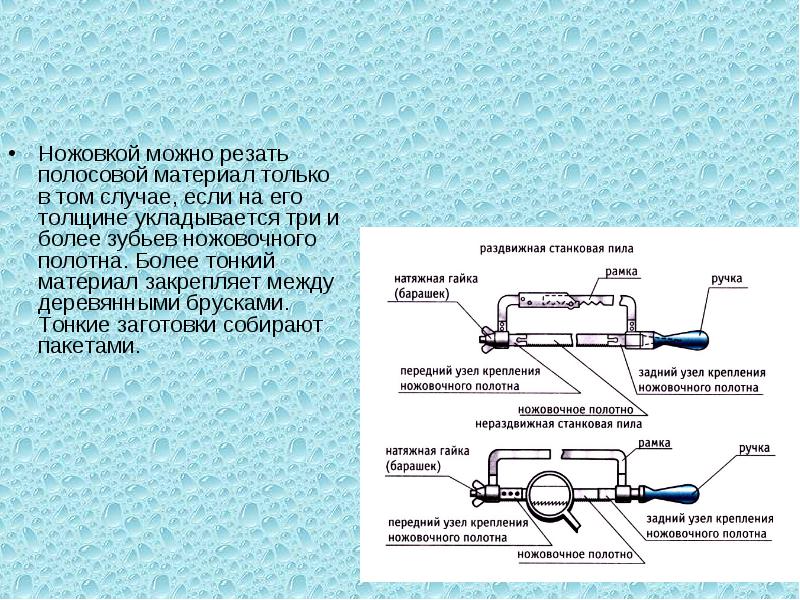
Общие сведения. Ручная ножовка инструмент предназначенный для разрезания толстых листов полосового, круглого и профильного металла.
Ножовочное полотно представляет собой тонкую и узкую стальную пластину с двумя отверстиями и с зубьями на одном или обоих рёбрах.
Полотна изготовляют из сталей У10А и Х6ВФ, их твёрдость НRCэ61. 64. В зависимости от назначения ножовочные полотна разделяются на ручные и машинные.
Для резки металлов различной твёрдости углы зубьев ножовочного полотна выполняют следующими: передний угол равен 0. 12 градусов; а задний угол зубьев равен 35. 40 градусов; угол заострения равен 43. 60 град.
Подготовка к работе ножовкой. Перед работой ножовкой прочно закрепляют разрезаемый материал в тисках (уровень крепления должен соответствовать росту работающего). При длинных пропилах используют полотна с крупным шагом зубьев, а при коротких - с мелким.
Ножовочное полотно устанавливают в прорези головки так, чтобы зубья были направлены от рукоятки, а не к ней. Степень натяжения полотна проверяют, легко нажимая на него пальцем сбоку; если полотно не прогибается, натяжение достаточно.
Положение корпуса работающего.
При резке ручной ножовкой становятся перед тисками прямо, свободно и устойчиво, в пол оборота по отношению к губкам тисков или оси обрабатываемой заготовки. Ступни ног ставят так, чтобы образовали угол 60. 70 градусов при определённом расстоянии между пятками.
Положение рук (хватка). Рукоятку обхватывают четырьмя пальцами правой руки так, чтобы она упиралась в ладонь; большой палец накладывают сверху вдоль рукоятки. Пальцы правой руки обхватывают гайку и подвижную головку ножовки.
Работа ножовкой. При резке ножовкой, как и при опиливании, должна соблюдаться строгая координация усилий (балансировка), заключающаяся в правильном увеличении нажима рук.
В процессе резки осуществляется два хода - рабочий, когда ножовка перемещается вперёд от работающего, и холостой, когда к работающему. При холостом ходе на ножовку не нажимают, в результате чего зубья только скользят, а при рабочем ходе обеими руками создают лёгкий нажим так, чтобы ножовка двигалась прямолинейно.
При работе ножовкой необходимо выполнять следующие правила:
в работе должно участвовать всё ножовочное полотно;
при резке не давать полотну нагреваться; для уменьшения трения полотна о стенки в пропиле заготовки периодически смазывать полотно минеральным маслом или графитовой смазкой, особенно при резке вязких металлов;
латунь и бронзу разрезать только новыми полотнами, так как даже малоизношенные зубья не режут, а скользят;
в случае поломки или выкрашивания хотя бы одного зуба работу немедленно прекратить, удалить из пропила остатки сломанного зуба, полотно заменить новым или сточить на станке два - три соседних зуба; после этого можно продолжить работу.
Резка ножовкой круглого, квадратного, полосового и листового металла.
Резка круглого металла.
Круглый металл небольших сечений режут ручными ножовками, а заготовки больших диаметров - на отрезных станках, приводных ножовках, дисковых пилах и др. Предварительно полотно смазывают маслом с помощью кисточки.
Для правильного начала реза на неразмеченной заготовке у места реза ставят ногтем большой палец левой руки и полотно ножовки приставляют вплотную к ногтю. Ножовку держат только правой рукой. Указательный палец этой руки вытягивают вдоль рукоятки сбоку, чем обеспечивается устойчивое положение заготовки во время резки.
Резка квадратного металла. Заготовку закрепляют в тисках и в месте будущего реза трёхгранным напильником делают неглубокий пропил для лучшего направления ножовки. Затем заготовку разрезают при горизонтальном положении ножовки. При очень глубоких резах левую руку переставляют, берясь за верх рамки.
Резка тонкого и профильного металла. Заготовки, детали из тонкого листового металла зажимают между деревянными брусками по одной или несколько штук и разрезают вместе с брусками.
Резка по криволинейным контурам. Чтобы вырезать в металле (листе) отверстие, просверливают или вырубают отверстие диаметром, равным ширине полотна ножовки.
Шлицы крупных размеров прорезают обыкновенными ножовками с одним или двумя (в зависимости от ширины шлицев) соединёнными вместе полотнами.

Резка труб ножовкой и труборезом.
Перед резкой трубу размечают по шаблону, изготовленному из жести, изогнутой по трубе. Шаблон накладывают на место реза и чертилкой по окружности трубы наносят разметочные риски. Трубы разрезают ножовками и труборезами.
Резка ножовкой.Трубу зажимают в параллельных тисках в горизонтальном положении и режут по риске. При разрезании трубы ножовку держат горизонтально, а по мере врезания полотна в трубу слегка наклоняют на себя. Если ножовку увело в сторону от разметочной риски, трубу поворачивают вокруг оси и режут по риске в новом месте.
Резка труборезом значительно производительнее, чем ножовками. Труборезы изготовляют трёх размеров: № 1 - для резания труб диаметром 1/4. 3/4"; № 2 - 1. 21/2"; № 3 - 3. 4".
Резание осуществляют так. У установленного на трубе трубореза поворачивают рукоятку на 1/4 оборота, поджимая подвижный ролик к поверхности трубы так, чтобы линия разметки совпала с острыми гранями роликов. Труборез вращают вокруг трубы, перемещая подвижный ролик до тех пор, пока стенки трубы не будут полностью прорезаны.
Ручная и механизированная резка металла.
Механизированная резка осуществляется с помощью различных механических, электрических и пневматических ножовок и ножниц, дисковых пил или другого универсального или специального оборудования.
Приступая к разрезанию металла на пиле рукоятку крана гидропривода устанавливают в положение "Спуск" и включают электродвигатель. Затем рукоятку перемещают по направлению к положению "Быстрое действие" и устанавливают желаемую подачу резания.
Ручные электрические ножницы С - 424 вибрационного типа состоят из электродвигателя, редуктора с эксцентриком и рукоятки. Зазор между ножами устанавливают в зависимости от толщины разрезаемого металла по таблицам и проверяют щупом (при толщине 0,5. 0,8мм, зазор равен 0,03. 0,048мм, при толщине 1. 1,3мм - 0,06. 0,08мм, при толщине 1,6. 2мм - 0,1. 0,13мм).
Пневматические ножницы предназначены для прямолинейной и криволинейной резки металла и приводятся в действие пневматическим роторным двигателем. Наибольшая толщина разрезаемого стального листа средней твёрдости составляет 3мм, наибольшая скорость резания - 2,5м/мин, число двойных ходов ножа в минуту - 1600.
Пневматическая ножовка приводится в действие сжатым воздухом. Максимальная толщина разрезаемого металла равна 5мм, наименьший радиус - 50мм, скорость резания - 20м/мин.
Дисковая пневматическая пила применяется для резки труб непосредственно на месте сборки трубопроводов.
При использовании пневматической пилы на разрезаемых поверхностях труб не образуется наплывов и заусенцев.
§ 3. Основные приемы резки ножовкой
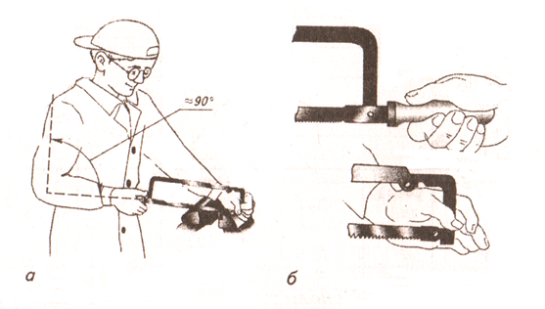
Разрезаемый металл прочно закрепляется в слесарных тисках. Расстояние между тисками и корпусом работающего должно быть таким, чтобы при исходном положении ножовки перед резкой плечевая часть правой руки располагалась вертикально, корпус рабочего должен быть прямым. Правое плечо должно находиться против винта тисков, корпус развернут вправо под углом 45° (рис. 113, а). Упор надо делать на левую ногу, правая нога принимает на себя всю тяжесть тела. Ступни располагают под углом 60—70° одна к другой (рис. 113,б).

Рис. 113. Работа ручной ножовки:
а — положение корпуса, б — положение ног, в — захват ручки правой рукой. г — захват ручки левой рукой
Рукоятку ножовки захватывают пальцами правой руки (большой палец накладывают на нее сверху вдоль ручки, остальными пальцами поддерживают ее снизу), конец ручки упирают в ладонь (рис. 113, в). Не следует вытягивать указательный палец вдоль ручки и слишком развертывать кисть вправо или влево. Не следует делать глубокий захват ручки, при котором конец ее торчит из кисти, а не упирается в центр ладони. Левой рукой следует держать рамку ножовки, так как показано на рис. 113, г.
Нажимать на станок нужно обеими руками, но наибольшее усилие давления должно производиться левой рукой, а правой рукой осуществляется главным образом возвратно-поступательное движение ножовки.
Процесс резки состоит из двух ходов: рабочего, когда ножовка перемещается вперед от работающего, и холостого хода, когда ножовка перемещается назад по направлению к работающему.
- выбирать ножовочное полотно, сообразуясь с разрезаемым материалом (твердостью, размерами, формой материала);
- вставлять полотно в прорези рамки так, чтобы острие зубьев было направлено от рукоятки. Полотно не следует натягивать слишком сильно или слабо;
- при длинных пропилах надо выбирать ножовочное полотно с крупным шагом зубьев, а при коротких пропилах — с мелким шагом;
- короткие заготовки следует резать по наиболее широкой их стороне. При резании проката углового, таврового и швеллерного профилей лучше изменить положение заготовки, чем резать по узкой стороне;
- в работе должно участвовать все ножовочное полотно;
- работать ножовкой следует не спеша, плавно, без рывков, делая не более 30—60 двойных ходов в минуту. При более быстрых темпах скорее наступает утомляемость и, кроме того, полотно нагревается и быстрее тупится;
- не доходя до конца распила, следует ослабить нажим на ножовку, так как при сильном нажиме ножовочное полотно не отрезает, а ломает металл и может сломаться;
- при резке не давать полотну нагреваться. Для уменьшения трения полотна о стенки пропила детали рекомендуется периодически смазывать полотно минеральным маслом или графитовой смазкой, особенно при резке вязких металлов;
- латунь и бронзу следует разрезать только новыми полотнами, так как даже мало изношенные полотна не режут, а скользят;
- в случае поломки или выкрашивания хотя бы одного зуба работу следует немедленно прекратить, удалить из пропила остатки сломанных зубьев и заменить полотно новым, либо сточить на точиле еще 2—3 соседних зуба и только после этого продолжать работу.
Резка круглого металла. На разрезаемой заготовке предварительно делают разметочную риску. Зажимают в тисках в горизонтальном положении и для направления ножовки трехгранным напильником по риске делают неглубокий пропил.
Установив в пропил ножовку, производят отрезку без отламывания отрезаемой части. Отламывание допускается в том случае, если торцы заготовки будут подвергаться обработке (опиливанию). В этом случае в прутке делают надрезы с двух-четырех сторон, а затем его отламывают либо зажав в тисках, либо с помощью молотка, которым наносят удары по прутку, заготовка при этом устанавливается на подкладки.
Резка полосового и квадратного металла. Заготовку закрепляют в тиски и в месте будущего реза трехгранным напильником делают неглубокий пропил для лучшего направления ножовки. В начале операции ножовку немного наклоняют в сторону от себя (вперед). По мере врезания наклон постепенно уменьшают до тех пор, пока рез не дойдет до противоположной кромки заготовки. Затем заготовку разрезают при горизонтальном положении ножовки (рис. 114).

Рис. 114. Приемы резки заготовок с широкими сторонами
Более рациональным считается резка полосового материала не по широкой, а по узкой стороне. Это, однако, можно сделать только в том случае, когда ширина стороны больше, чем 2,5 шага зубьев полотна.
При резке полосы вдоль и при глубоких резах ножовочному полотну в рамке придают боковое положение (рис. 115, а). Для этого полотно переставляют в боковые прорези головок рамки. При таком положении ножовки работать нужно очень осторожно, так как при перекосе рамки ножовочное полотно может сломаться.

Рис. 115. Резание металла:
а — ножовкой глубоких прорезей, б — ножовкой тонких листов, в — лобзиком криволинейных и угловых прорезей
Резка тонкого листового и профильного металла. Заготовки детали из тонкого листового материала зажимают между деревянными брусками по одной или по нескольку штук и разрезают вместе с брусками (рис. 115, б).
Резка по криволинейным контурам. При резке по криволинейным контурам ножовочное полотно стачивают до ширины 8—10 мм и закрепляют в рамке, придав ему предварительно такое же боковое положение, как и при выполнении глубоких резов (рис. 115,в). Пользуются также пилками для лобзика.
Чтобы вырезать в металле (листе) фасонное окно (отверстие) просверливают или вырубают отверстия диаметром, равным ширине полотна ножовки или пилы лобзика. Пропустив через такое отверстие полотно, закрепляют его в рамке и производят резку по заданному направлению.
Шлицы более крупных размеров прорезают обыкновенными ножовками с одним или двумя сцепленными вместе полотнами (в зависимости от ширины шлицев).
Резка металла ручной слесарной ножовкой без поворота полотна
Выполняя это упражнение, обучающиеся овладевают приемами резания металлических заготовок различных профилей слесарной ножовкой. Для резания металлических прутков круглого сечения места резания размечают чертилкой. Пруток зажимают в тисках горизонтально, выдвинув отрезаемый конец в левую сторону от губок тисков настолько, чтобы при работе ножовкой ее головка не задевала боковую поверхность тисков. Если плоскость резания слишком удалена от губок тисков, пруток при резке будет дрожать, затрудняя резание. Пруток необходимо закреплять в тисках надежно.
На заготовке (по риске) делают небольшой пропил трехгранным напильником, чтобы ножовочное полотно в начале резания не скользило по поверхности прутка. Затем берут ножовку, принимают рабочее положение, смазывают кисточкой полотно вареным маслом, вводят режущую кромку ножовочного полотна в пропил и приступают к резанию (рис. 77, а).

Рис. 77. Положение ножовочного полотна при начальном резании заготовок различных профилей:
а — круглого; б — квадратного; в — прямоугольного; г — трубы; д — углового
В начале резки нажим на ножовочное полотно должен быть меньше, а по мере приближения полотна к центру прутка нажим усиливают.
Во время резки ножовочное полотно иногда «уводит» в сторону, это создает косую прорезь (из-за слабого натяжения полотна или неправильного положения ножовки и ее направления). Если полотно «увело» в сторону, необходимо повернуть пруток и начать резание с противоположной стороны напротив прореза. В конце резки надо ослабить нажим на ножовку и уменьшить темп движения.
При резании металлического прутка квадратного сечения сначала размечают место резания, для чего отмеряют измерительной линейкой длину заготовки, нанося риски чертилкой. После этого, используя угольник с широким основанием, проводят риски на верхней и двух боковых сторонах квадрата. Далее пруток зажимают в тисках так, чтобы риска была расположена сверху.
Для сохранности зубьев полотна резание начинают с заднего ребра детали, наклонив ножовку от себя до образования начала пропила при слабом нажиме (рис. 77, б). Наклон постепенно уменьшают до тех пор, пока пропил не дойдет до передней кромки и ножовочное полотно не примет горизонтального положения. В таком положении усиливают нажим на ножовку, продолжая резание прутка до конца с использованием всей длины ножовочного полотна и все время контролируя положение полотна и его направление по отношению к риске. В конце резания нажим ослабляют.
Резание полосового металла (рис. 77, в), как правило, следует выполнять по узкой стороне полосы при условии, что резание производят не менее трех зубьев ножовочного полотна. Чем меньше зубьев одновременно участвуют в работе, тем меньший нажим на ножовочное полотно.
Резку заготовок толщиной менее шага зубьев полотна следует осуществлять ножовкой в вертикальном положении, со слабым нажимом на инструмент. Работать ножовкой в этом случае надо медленно с использованием всей длины ножовочного полотна.
При резании труб места резания размечают с помощью шаблона. Шаблон изготовляют из тонкой жести, изогнутой по окружности трубы.
Измерительной линейкой от конца трубы отмечают длину отрезка. Кромку шаблона подводят к метке, наносят чертилкой риску по всей окружности трубы.
Для резания трубу зажимают в тисках горизонтально. Чтобы избежать смятия трубы, ее зажимают в прокладках (рис. 77, е) Для резания выбирают полотно с мелкими зубьями (шаг зубьев 1 мм), трехгранным напильником по риске делают пропил и приступают к резанию. По мере углубления ножовочного полотна в стенку трубы ножовку немного наклоняют к себе. Прорезав трубу на толщину стенки, вынимают ножовку, поворачивают трубу от себя на 45—60° и продолжают резание, сочетая поворот трубы с резанием по всей длине окружности трубы. Темп движения при резании труб должен составлять 35—45 ходов в минуту при малом нажиме на ножовку. В конце резания нажим на ножовку необходимо ослабить.
Перед резанием уголка его размечают па плоскостях полок. Полку уголка надо устанавливать в тисках (рис. 77, д). Уголок необходимо резать по узкой грани полки, там, где требуется меньшая сила резания. Поэтому резание будет производиться значительно легче.
Прорезав первую полку до внутренней плоскости второй полки, уголок устанавливают в положение резания первой полки, продолжая резание до конца. В конце резания необходимо ослабить нажим на ножовку.
Резка металла на приводном ножовочном станке
В этом упражнении рассматривается резка металла на ножовочном станке 872А, имеющем электрический и гидравлический приводы. Пуск и остановка электродвигателя осуществляется кнопками «Пуск» и «Стоп». При нажатии кнопки «Пуск» включается электродвигатель привода и электронасос, подающий охлаждающую жидкость. От электродвигателя приводится в действие кривошипно-шатунный механизм, передающий возвратно-поступательные движения пильной раме, и включается в работу масляный насос гидропривода.
Гидропривод управляется поворотом специальной рукоятки крана. При первом положении рукоятки крана «Бездействие» (рис. 91, а) пильная рама получает возвратно-поступательное движение. При втором положении «Спуск» (рис. 91, б) рукав с пильной рамой плавно опускается вниз. При третьем положении «Подъем» (рис. 91, в) рукав с пильной рамой плавно приподнимается. При четвертом положении «Медленное действие» (рис. 91, г) регулируется минимальная подача врезания ножовочного полотна в металл при рабочем ходе. При обратном ходе ножовочного полотна оно немного приподнимается над разрезаемым материалом. При пятом положении «Быстрое действие» (рис. 91, д) регулируется наибольшая подача врезания ножовочного полотна в металл.

Рис. 91. Системы управления механизмом подач:
а — 1-е положение «Бездействие:»; б — 2-е положение «Спуск»; в — 3-е положение «Подъем»! г — 4-е положение «Медленное действие»; д — 5-е положение «Быстрое действие»
Ножовка имеет наладку на определенное число двойных ходов пильной рамы. Для резки твердых металлов ножовочному полотну дают 85 дв. ход/мин, а для резки мягких металлов — 110 дв. ход/мин.
Обычно к станку прикладываются двое тисков. Тиски с V-образными губками предназначены для закрепления заготовок круглого сечения диаметром 18—120 мм (рис. 92, а). Тиски с плоскими губками (рис. 92, б) служат для закрепления заготовок с сечениями большой площади (ширина 40—250мм). Эти тиски являются поворотными и служат для закрепления разрезаемого материала под углом до 45° или нескольких заготовок меньшего диаметра, сложенных вместе (рис. 92, в).

Рис. 92. Способы закрепления металла в зажимных тисках:
а — с V-образными губками для закрепления заготовок круглого сечения; б — с плоскими губками для заготовок больших сечений; в — одновременное закрепление нескольких заготовок круглого сечения
Прежде чем приступить к работе на ножовочном станке, инструктор должен ознакомить учащихся с правилами ухода за станком, с правилами безопасности труда и правильной организации рабочего места.
При подготовке станка к работе необходимо:
1. Проверить (внешним осмотром) исправность частей и узлов станка и их чистоту.
2. По карте смазывания установить наличие смазочного материала и в случае необходимости пополнить масленки маслом и смазать зубья зубчатого колеса привода.
3. Наладить станок на требуемое число двойных ходов пильной рамы путем перестановки клиноременной передачи на ведущем и ведомом шкивах электропривода. При передаче движения с меньшей ступени ведущего шкива на большую ступень ведомого шкива получим 85 дв. ход/мин, а при установке ремня с большей ступени ведущего шкива на меньшую ступень ведомого — 110 дв. ход/мин.
4. Установить рукоятку крана гидропривода в положении «Бездействие»; нажать кнопку «Пуск» и пустить станок на непродолжительное время вхолостую в целях удаления воздуха, находящегося в цилиндрах и каналах гидропривода. Воздух выпускается через пробку, установленную в масляном резервуаре (рис. 93).

Рис 93. Масляный резервуар для спуска воздуха из масляной системы

Рис. 94. Установка и закрепление ножовочного полотна в пильной раме
5. Проверить подачу охлаждающей жидкости через сливную трубу при открытом кранике.
6. Переключая поочередно рукоятку крана гидропривода в положения: «Подъем», «Спуск», «Медленное действие» и «Быстрое действие», проверяют нормальную работу гидропривода при работающем электродвигателе. Электродвигатель выключают, оставив пильную раму в верхнем положении.
7. Ножовочное полотно устанавливают одним концом на штифт 3 неподвижно укрепленной планки 4 пильной рамы (рис. 94) так, чтобы зубья полотна были направлены в сторону рабочего хода. Другой конец полотна надевают на штифт 2 подвижной планки 1, затем оба конца ножовочного полотна прижимают специальными накладными планками 6 и 8 с помощью винтов 5 и 7 к пильной раме. Полотно натягивают, завинчивая гайку 9 с некоторым усилием. Слабо натянутое полотно сделает неправильный разрез и при резке может сломаться.
8. Тиски устанавливают на станке с таким расчетом, чтобы ось разрезаемой заготовки проходила посередине хода пильной рамы. При установке заготовки и закреплении ее в тисках необходимо следить, чтобы она лежала горизонтально и под прямым углом к ножовочному полотну, а линии разметки совпадали с режущей кромкой ножовочного полотна.
Если требуется разрезать заготовку под углом, то сначала под заданным углом устанавливают тиски, затем укладывают и надежно закрепляют в них заготовку. После выполнения всех подготовительных работ приступают к резке металла на станке (рис. 95). Рукоятку крана гидропривода устанавливают в положение «Спуск» и включают электродвигатель. После того как ножовочное полотно опустится к разрезаемой заготовке, рукоятку крана переводят в положение «Медленное действие» для предварительного врезания. Затем эту же рукоятку перемещают по направлению к положению «Быстрое действие», устанавливают желаемую подачу резания.

Рис. 95. Приводной ножовочнай станок 872А:
1 — упор; 2 — пильная рама; 3 — рукав; 4 — выключатель; 6 — кнопки: «Пуск» и «Стоп»
Дальнейшая работа станка происходит автоматически до окончательного разрезания заготовки. По окончании резки пильная рама автоматически переключает рукоятку крана в положение «Подъем». Подъем пильной рамы производится до определенной высоты, выключатель, расположенный на рукаве, нажимает на кнопку «Стоп» и выключает электродвигатель.
Резка ручной ножовкой
Правила резки.Разрезаемая заготовка надежно зажимается в тисках, потому что, если при резке она сместится, может поломаться полотно.
Ножовочное полотно крепится в рамке так, чтобы зуб резал при движении вперед, и хорошо натягивается. При слабом натяжении ножовка будет отклоняться в стороны, чтоможет вызвать поломку полотна. В случае сильного натяжения поломку может вызвать малейший перекос ножовки.

| Рис. 2. Хватка ножовки и стойка рабочего при резке |
Для облегчения врезания ножовку можно наклонять к заднему ребру заготовки. Когда полотно врежется, ножовку перемещают горизонтально и на всю длину полотна. Это обеспечивает ему большую долговечность. Работать ножовкой нужно плавно и равномерно со скоростью 40 двойных ходов в минуту при резке твердых материалов и 60 ходов – при резке мягких.
Усилие нажатия зависит от обрабатываемого материала: оно больше для твердых и меньше для мягких материалов, а также при резании тонких металлов – полос, труб. Если приложить большое усилие при резке мягких материалов, полотно глубоко врежется и зубья выкрошатся. При резке тонких металлов в работе участвует малое число зубьев. Накаждый зубприходится большое давление. Сильный нажим приведет к поломке зубьев. Перед окончанием резки во всех случаях давление на ножовку уменьшают, отрезаемый кусок поддерживают левой рукой.
Новым ножовочным полотном рекомендуется сначала разрезать мягкие материалы, а после некоторого затупления – твердые.
Ручная резка металлов обычно ведется без охлаждения. Для уменьшения трения ножовочное полотно можно смазывать минеральным маслом.
Очень тонкий материал зажимают между двумя деревянными брусками толщиной 15. 30 мм и режут вместе с ними полотном с мелким шагом, нажимая несильно, медленными движениями, используя всю ширину полотна.
Шлицы в винтах прорезают ручными ножовками (рис. 55, в) с узким полотном. Широкие шлицы выполняются двумя полотнами, сложенными по толщине.
Резка материалов.Полосовой материал разрезают по узкой плоскости, если его толщина обеспечивает одновременную работу не менее трех зубьев. Когда это условие не выдерживается, то при врезании давление на зубья будет неравномерным, они могут сломаться. Поэтому тонкий полосовой материал режут по широкой грани.
Круглые, квадратные, шестигранные прутки режут при горизонтальном положении ножовки, но так, чтобы полотно не встречало при движении острых углов. Если торцы отрезаемой заготовки обрабатываются, то разрешается надрезать ее с двух или четырех сторон и обламывать.
Изделия с широкими поверхностями режут, наклоняя ножовку последовательно к заднему и переднему ребру. При этом разрезание идет не по всей ширине сразу и работа облегчается.
Чтобы отрезать от листа полосу, ножовочное полотно поворачивают на 90° и режут при горизонтальном положении ножовки (рис. 3, а).

| Рис. 3. Приемы резки ручной ножовкой |
Для обработки фасонных отверстий в листовом металле сначала сверлят небольшое отверстие, в него заводят полотно, собирают ножовку и вырезают металл. Фасонные детали или прорези выполняют полотном, сточенным до ширины 8. 10 мм (рис. 3, б).
Шлицы в винтах прорезают ручными ножовками (рис. 3, в)с узким полотном. Широкие шлицы выполняются двумя полотнами, сложенными по толщине.
Основным видом брака при резке ножовкой является косой разрез как результат увода полотна. При неправильной разметке, резке не по риске не выдерживаются размеры детали. Возможно также повреждение наружных поверхностей деталей при зажиме их в тисках без нагубников.
Резка ножницами металла отличается высокой производительностью, позволяет вырезать детали любой формы без снятия стружки, но требует значительных усилий для разрезания. Поэтому ножницами обычно режут листовой материал. Имеются также механические ножницы для разрезания пруткового и профильного материала.
Ручными ножницами разрезают тонкий листовой материал: сталь толщиной 0,5. 0,7 мм, кровельное железо, цветные металлы толщиной до 1,5 мм. Они имеют короткие лезвия и длинные ручки и изготовляются длиной 200, 250, 320, 360 и 400 мм из стали марок 65, 70. Режущая часть ножниц закаливается до HRC 52. 58.
| Рис. 4. Ручные ножницы |

Различают ножницы правые (рис. 4, а) и левые (рис. 4, б). В основном применяются правые ножницы, у которых во время резания скос нижнего лезвия располагается справа. Левыми ножницами вырезают криволинейные детали. Ножницы с криволинейными лезвиями (рис. 4, в) используются для получения фасонных отверстий в листах и трубах.
В сечении режущая часть ножниц имеет форму клина с углом заострения (β= 70°. Сравнительно большой угол заострения берется для того, чтобы при резке лезвия не выкрашивались. Для уменьшения трения дается задний угол α =1. 2° (см. рис. 4). Лезвия ножниц должны быть прямолинейными, острозаточенными и сходиться по всей длине с небольшим зазором (не более 0,2 мм). При отсутствии зазора лезвия быстро затупляются, при больших зазорах они не режут, а мнут металл.

| Рис. 5. Виды ножниц: а – прямые: 1 – левый рычаг; 2 – правый рычаг; 3 – узел оси шарнира; б – кривые; в – пальцевые |
Ножницы устанавливают перпендикулярно к разрезаемой поверхности (иначе они будут не резать, а мять металл) и перемещают по разметочной линии, плотно прижимая к прорези. Чтобы отрезаемая полоса не мешала, ее отгибают левой рукой.
Верхний нож 3 с криволинейным лезвием (этим обеспечивается постоянный угол давления примерно 15°) перемещается рычагом 2. Разрезаемый металл 4 укладывается на нижний нож так, чтобы разметочная линия располагалась под верхним ножом. Движением рычага вниз лист надрезается. Затем рычаг отводится, заготовка приподнимается и подается вперед. Процесс повторяется до полного разрезания.
Ручные ножницы (рис.5) применяют для резки листовой и полосовой стали толщиной до 1 мм, листов меди, латуни и дюралюминия толщиной до 1,5 мм.
Сталь толщиной свыше 1 мм обычными ручными ножницами не режут. В этих случаях применяют ручные силовые ножницы (рис. 6), закрепляя рукоятку с насечкой в тисках, а рабочую рукоятку с пластмассовым наконечником нужно захватывая рукой.
Стуловые ножницы позволяют резать листовую сталь толщиной до 2 мм, одну из рукояток которых также закрепляют в тисках (рис. 7).

| Рис. 7. Стуловые ножницы |
Для механизации работ при разрезании металлов используют ручные электровибрационные ножницы (рис. 8).

| Рис. 8. Ручные электровибрационные ножницы: 1 – эксцентриковый валик; 2 – корпус ножевой головки; 3 – корпус;4 – скоба; 5 – нижний нож; 6 – верхний нож; 7 – рычаг; 8 – палец; 9 – шатун |
Рычажными ножницами (рис. 9, а) можно разрезать листовой металл толщиной до 4 мм. Нижний нож 1, заточенный под углом 90°, закреплен на основании ножниц неподвижно.

| Рис. 9. Рычажные ножницы |
При работе ножницами нужно быть внимательным, чтобы не поранить рук лезвиями и кромками детали. Чтобы при резке не образовывался заусенец, могущий вызвать травмы, необходимо плотно прижимать ножницы к концу прорези. При резке ножницами работают в перчатках. Проволоку диаметром до 3 мм разрезают кусачками.
Резка труб
Трубы разрезают ножовками или труборезами.
При резании ножовкой трубу зажимают в тиски между деревянными брусочками. Полотно выбирают с мелким шагом. Ножовку держат горизонтально, по мере врезания слегка наклоняют к себе. Дойдя до отверстия, трубу поворачивают.
Читайте также: