Резец из сверла для токарного по металлу
Самодельные резцы, фрезы. Кто во что горазд!
Самодельные резцы, фрезы. Кто во что горазд!
Ковыряюсь в своём закутке, да на форум заглядываю в перекурах. Вот пожелали форумчане видеть, чем я там занимаюсь. А страдаю я фигнёй из за большой бородавчатой. Не даёт она мне купить нормальные резцы да пластинки к ним. Грозится лютою смертью через удушение. Дескать как обхвачу своими лапищами, да за горло твоё! Да как сожму изо всех жабьих сил. Вот и приходится слушать чудище зеленое-бородавчатое, да химичить из чего не попадя, да что нарыл походя.
А нарыл я в свое время куски арматуры миллиметров 17 диаметром. Никуды она не годится, тока на резцы, да шайбы с втулками. Даже болт с нее путный не сделаешь. Раз попробовал, плашку загубил, плюнул, да закинул в угол дожидаться когда их час пробьёт. И еще достались мне пластиночки напайные разные. Твердосплавные. Вот из них то и горожу периодически резечечки к своим станочечкам.
Сказать по правде все резцы делал по наитию. Возможно и неправильно. И затачиваю скорее всего неверно. Но вроде режут.
Ну а дальше фотки немного, что сегодня ковырялся. И что успел.
Приспособил стойку для фиксирования пластинки при пайке. В конец стойки зажата согнутая трубка из нержавейки диаметром 2,8 мм от убитой термопары. Она немного пружинит за счет изогнутости и держит пластинку. А то пламя горелки иногда пластинку маленькую просто сдувает.



Собственно вот резцы из арматуры. Арматура пошла как источник железа. Профрезеровал из нее квадратик 12х12. И порезал на заготовки для резцов. Так как местами арматурина очень твердая, то фрезе на половине работы пришел конец. Губить другую фрезу было жалко и я вспомнил о Пашкином (Пашка-фрезер на ютубе) методе заточки фрез. Все получилось. Только затыловочка с первого раза не айс вышла, но фреза стала резать и перестала бить. То есть стала лучше чем была.
Так что пока нет заточного приспособления, буду точить фрезы таким образом.





Здесь видно что точил из квадратиков со смещением. При зажиме квадрата в трехкулачковый патрон смещение получается само собой, но я добавлял еще прокладки под кулачки по миллиметру, чтобы увеличить эксцентриситет.
Балеринка по металлу — новый резец с твердосплавом. А стоит ли?

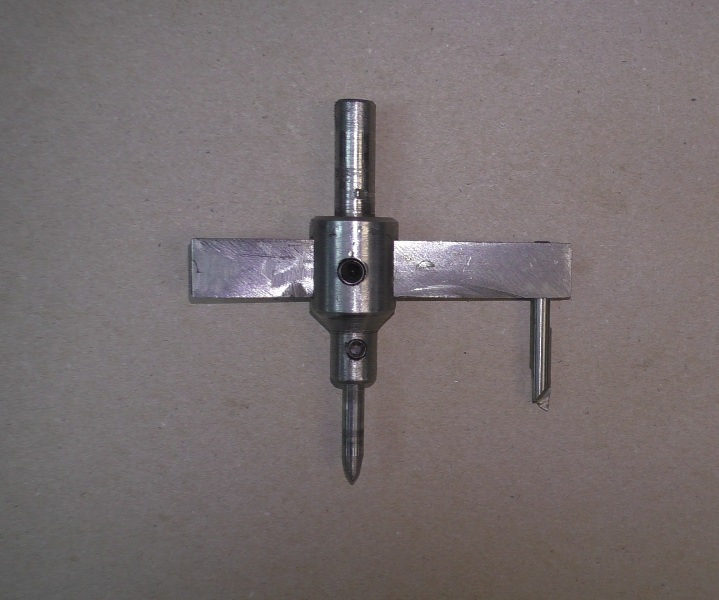
Недавно сделал «балеринку» по металлу из найденных в гараже железок – старого сломанного токарного резца, сломанного сверла на 6 мм, керна из гнутого клапана и болванки диаметром 26 мм. Выкладывал отчёт в сообществе «сделай сам» — вот ссылка.

Мне всё понравилось кроме того, что резец довольно быстро затупляется. Вот его заточка:
Тут два пути решения: первый – понизить обороты сверлильного станка и избежать перегрева резца, второй – улучшить износоустойчивость резца.
Первый путь требует покупки частотника – обороты и так выставлены на минимум.
Но пока лишних денег на частотник нет, и я выбрал второй путь – решил сделать новый резец с твердосплавной напайкой. Ну и потом сравнить оба резца…
Для державки нового резца я нашёл старый гнутый клапан от моего С8 (их ещё осталось 7 штук))) и отломанную твердосплавную пластину от отрезного резца. Пластинки можно и купить – рублей 50 за шт., но у меня была )).
Паять решил с помощью электролизного газосварочного аппарата «Лига» — пару лет назад мне его презентовал хороший друг. И он стоял без дела, а тут вроде и к месту.
Поизучал вопрос по напайке пластин – больше всего понравился «рецепт» от Дядьки Максима (он есть на чипмейкере и в ютубе – прикольный чел)).
Для пайки он использует смесь буры (в качестве флюса) и латунных опилок. Сказано – сделано. Из какой-то старой сантехнической деталюшки наточил опилок, перемешал с бурой и начал паять.

Перед пайкой поверхность «протёр» напильником – поверхность после болгарки не подходит для пайки (так сказал Дядька Максим)).
Греем, сыпем получившийся порошок, опять греерем и вуаля.

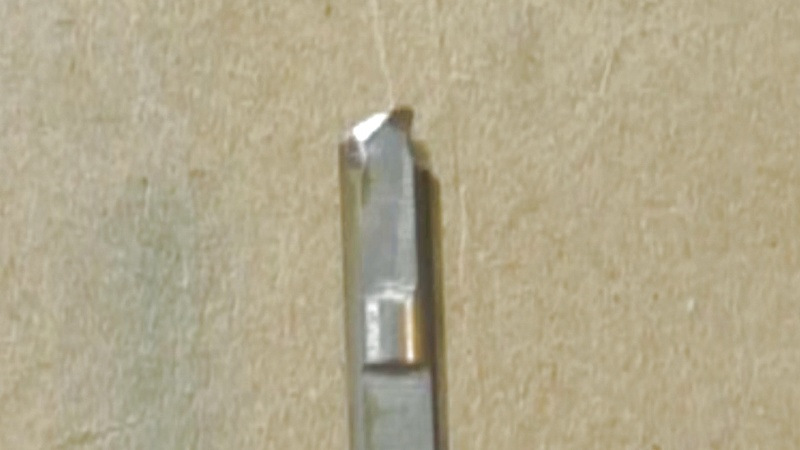
Даём остыть и точим. Получился вот такой первый вариант (камера фокусируется только на фоне рук, сорри):
Пробовал сверлить, но скорость резания намного меньше, чем у резца из сверла.
Попробовал ещё несколько разных способов заточки. Вот самый прогрессивный:


Но и он меня разочаровал. Лучше предыдущих, но всё равно сверлит медленно и печально… Что странно, профиль заточки идентичен, ширина кромки даже меньше, и он реально острый.
В общем, во время очередной попытки я психанул и придавил резец посильнее. Сами понимаете, что получилось )). Он вгрызся в металл, станок заклинило, резец погнуло…

Резец я выпрямил. Самое интересное, что моя напайка всё это выдержала – припаялась хорошо. И она не затупилась. Но резала-то она неважно…
В общем, вопрос: кто знает, почему резец из сверла, из быстрорежущей стали (про название не говорить)) режет реально быстрее твердосплава и что с этим делать? Как заставить твердосплав хорошо резать?
Кстати, в комментариях под видео мастера из Украины, которые занимаются изготовлением подобных балеринок, тоже написали, что у них быстрорез выигрывает… Что не так?
Вот небольшое видео с демонстрацией заточки и работы резца из сверла, снятое «одним кадром», а также изготовление и испытания нового резца с твердосплавной напайкой:
Особенности и техника заточки резцов для токарного станка по металлу
Заточка резцов для токарного станка по металлу - особенности, техника безопасности. Способы заточки в зависимости от вида резца. Углы затачивания, виды.
- Из каких частей состоят резцы для токарных агрегатов?
- Как выбрать способ заточки в зависимости от вида резца?
- Плоские прямые
- Косые прямые
- Отрезные
- Полукруглые плоские
- Желобчатые
- Как сила резания зависит от угла затачивания?
- Углы затачивания: типы и характеристики
- Главные углы
- Вспомогательные углы
- Углы в плане
- Измерение углов резца
- Приспособление для заточки токарных резцов
- Мусаты
- Точильные бруски
- Механические точилки
- Электрические точилки
- Описание техники заточки
- Техника безопасности
- Проведение доводки
- Обязательная шлифовка
Заточка резцов по металлу для токарного станка – это необходимая процедура для эффективной и бесперебойной работы оборудования. Дело в том, что токарные резки используются активно, с их помощью производится обработка изделий и нарезание резьбы. Понятно, что от частого использования агрегаты тупятся, что приводит к получению худших по качеству образцов. Чтоб токарный станок по металлу выполнял операции правильно, активно продолжал использоваться весь срок службы, требуется периодически проводить заточку. Конечно, эта процедура инвариантна, подпирается не только в зависимости от вида станка и используемых агрегатов, но и целей и задач использования.
Из каких частей состоят резцы для токарных агрегатов?
Резцы любого механизма включают две детали. Первая — это стержень, он необходим для фиксации предмета в специальном держателе. Второй — это сама головка, которая приводится во вращательное движение. Передняя поверхность — это место, где происходит стружка детали и ее обработка. Задней поверхностью принято назвать обратную сторону от процесса. Именно к задней планке обращается изделие, которое в данный момент обрабатывают.

Пр помощи главной кромки — ржущей поверхности — происходит заточка инструментария и заготовок. Элемент располагается на пересечении передней и задней. Если основная передняя поверхность пересекается во вспомогательной и на месте устанавливается резец, то получается дополнительная кромка. С ее помощью проводят несколько другую обработку деталей механизма. Вершиной обозначают именно пресечение последней.
Углы механизма — это важнейшие характеристики, позволяющие выделить основные и вспомогательные компоненты узла токарного станка. Главные производят движение по плоскости, проекции основной на главную ось. Следует обратить внимание, что оси:
- основная накладывается на нижнюю часть механизма — параллельный ход подачи оборудования;
- резания является пересечением с основной, под некоторым углом к поверхности обработки.
В зависимости от пересечения осей выделяют появившиеся углы. Если они находятся между передней резца и основной, то это угол заострения. Ели между поверхностью обработки и задней основной, то задними главными. По аналогии с последним приведенным примером формируются передние главные, расположенные между подачей и проекцией режущей, площадью обработки и передней, проекций вспомогательной и основной.

Сумма углов заострения, задних главных и передних главных никогда не превышает 90 градусов.
Как выбрать способ заточки в зависимости от вида резца?
Основная часть состоит их режущей части по металлу или дереву — конструктивное сходство. Присутствует крепление. Но контролируемое удаление части детали возможно различными способами, от этого зависит вид инструментария.
Вид резца определяется количеством поверхностей (можно быть две и более). Поверхностные характеристики определяются шириной лезвия и его формой, так же различаются вариации в зависимости от возможности регулировки (направление выбирается произвольно). Кромка — неотъемлемая конструктивная особенность.
Выбор вида резца, то есть определенной модели с техническими характеристиками зависит от того, какой предстоит тип работ. Например, для простейшей обработки внешней формы деревянной детали понадобится один вариант, но для стандартизированной схемы изготовления резьбы по металлу — совершенно другой. Меняется не только вид резца, но и способ его заточки.
Плоские прямые
В зависимости от того, используется или металл, или дерево меняются особенности создания плоских прямых резцов. Основное предназначение — обработка поверхности. Но используются данные вариации для создания небольших несложных отверстии, выемок и пазов в изделиях. Плоские прямые резцы отличаются следующими характеристиками:

- возможность создания быстро прямоугольных отверстий;
- вариации ширины лезвия — от 4 до 40 миллиметров;
- вариации угла заточки — от 25 до 40 градусов.
Заточка происходит по упрощенному алгоритму. От мастера потребуется выровнять поврежденный от использования торец. Для этого потребуется взять аккуратную заточку и обработать ей торец, при этом избегая пересыщения на области. Ручка ставится в последнюю очередь. В токарном станке обязательно устанавливается 2-3 прямых плоских вариации — это улучшит показатели производительности. Обязательно проводите заточку каждого образца.
Косые прямые
Функционал косых прямых интуитивно понятен по аналогии с плоскими прямыми. Заточка происходит в двух сторон резца, при этом инструкция выглядит упрощенно. Потребуется:
- выбрать требуемые параметры ширины (от 4 до 40 миллиметров, но может варьироваться);
- выбрать оптимальную толщину — удобную для работы инструментария и его эффективности;
- срезать один угол, при этом добиться соотношения от 70 до 75 градусов;
- провести качественную заточку под углом в 25 градусов.
Важно периодически проверять расположение кромки. Необходимо, чтоб резец лежат ровно с обеих поверхностей, кромка не имела изъянов. Если не следовать этому правилу, то вы обнаружите в конечном итоге неудовлетворительного качества резец.

Отрезные
Отрезные представляют собой модели, предназначенные для образования углового резца. Заточка ведется только в одной стороны, но это не значит, что специалист сэкономит 50 процентов времени на обработке. При помощи обрезного резца делаются разного рода заготовки и проводится черновая отделка изделий по дереву или металлу. Пошаговый алгоритм исполнения:
- вырезка угла торца под углом до 45 градусов — не более;
- проведение заточки от 30 до 40 градусов (не больше, так как будет неудобно использовать инструмент и не меньше, так как он будет неэффективным).
На выбор характеристик длины нет параметров. Специалист подбирает востребованный в своем профиле работ вариант.
Полукруглые плоские
При помощи данного вида резца делают выемки полукругом. Но также они понадобятся для обеспечения обработки поле проведения черновой. Сфера применения широкая, хотя в начале использования кажется обратное. Процесс заточки происходит следующим образом:
- обточка элемента при помощи необходимых материалов, например наждачной бумаги;
- примерка торца — он должен соответствовать форме;
- проведение заточки кромки от 20 до 45 градусов.

Обратите внимание на то, что потребуется несколько вариантов полукруглых плоских деталей для тех, кто собирается активно делать форменные выемки и декоративные вариации.
Желобчатые
Желобчатые имеют ряд особенностей, выделяющих их из общей массы. В первую очередь, эти элементы в виде желоба, при этом ширина различная, но не превышает 3 сантиметров. Используются не только для создания формы вогнутого типа, где применяется дерево, но и для обработки древесины (черновое).
Желобчатые резцы довольно трудно изготовить самостоятельно в домашних условиях. Но если нет возможности купить нужную конфигурацию в магазине, то изготавливают сами. Потребуется оставить изношенный каркас — он выступит заготовкой и образцом. После этого:
- обработать торец до 10 сантиметров, чтоб получился полукруг (остальную часть убрать при помощи обрезки);
- проделать углубление — необходим специальный инструмент;
- заточить нижнюю часть, которая находится на выпуклой поверхности (до 40 градусов).
Изготовить первые варианты может сотрудник без опыта работы — не потребуется специфических знаний и навыков. А вот производство желоба потребует умения и даже мастерства.
Угол заточки не принципиально важен. Если он будет колебаться на 5-7 градусов, то это незначительно повлияет на эффективность работы.

Как сила резания зависит от угла затачивания?
Наибольшее влияние оказывает передний угол. Сила резания изменяется в большую сторону, если увеличивается число градусов показателя. Но не стоит думать, что увеличивая максимальный угол удастся достигнуть наибольшей эффектности. Все получается наоборот — увеличивая угол уменьшается надежность.
Достигаются оптимальные показатели величины угла заточки. Она не должна быть увеличенной или уменьшенной. Только в таком случае достигаются высокие показатели эффективности без снижения надежности.
Углы затачивания: типы и характеристики
Неправильная подборка углов затачивания определяет неэффективность процедуры. Если не осознать ошибку и продолжить действия, то резец повредится и придется покупать новый.
У резца есть несколько типов углов. Два главных, два вспомогательных и углы в проекции или плане. Определяются характеристики каждого в зависимости от показателей формы, качества обработки, типологии изделия, материала изготовления кромки и многих других параметров.

Главные углы
Главных угла два — передний и задний. Передний определяет качество работы и то, сколько получится стружки. При увеличении показателей градусов получается большая деформация изделия. Если увеличить показатели второго, то возрастает амплитуда колебаний, что влияет негативно на держатель.
Вспомогательные углы
Вспомогательные находятся на вспомогательной площадке. Главный вспомогательный — это между направлением и режущей кромкой. Второй вспомогательный представляет собой угол между отрезком прямой, которая ведется через вершину плана и пересекается в площадкой кромки.
Углы в плане
Углы в плане представлены главным, вспомогательным и тем, что находится у вершины. Главный — плоскость около проекции и главная линия. Вспомогательный — продолжение проекции по направлению работы. Находящийся у вершины — около плоскости с пересечением основной. При этом если показатели первого и второго не могут быть менее нуля, то насчет третьего это возможно. Минусовые значения достигаются в случае, если вершина находится на высшей точке проекции, в то время как максимум плюса будет при нахождении внизу.

Измерение углов резца
Измерение проводят при помощи настольного угломера, который состоит из основания, сектора измерений, перемещающегося шаблона и винта для фиксации. Измерение проводят по алгоритму:
- размещение на основании;
- соприкосновение кромки и плоскости;
- направление детали измерения параллельно кромке;
- пролегание шаблона к площадке.
Значение измеряют при помощи специальной линейки. Также используется нониус, который совмещают с боковой площадкой оборудования, Он показывает более точные измерения.
Приспособление для заточки токарных резцов
Мусаты
Мусаты — действенный и простой способ. Устройство представляет собой металлический стержень с рубчиком. При помощи рукоятки ведется обработка.

Точильные бруски
Бруски также ручной метод. Деталь прикладывается и с каждой стороны проводится от 10 раз. Требуется определенная сноровка.
Механические точилки
Автоматизированный метод. Потребуется выставить необходимые параметры и активно действовать инструментом в зависимости от нужных параметров.
Электрические точилки
Удобны в использовании. Похожа на металлический брус с отверстиями разного размера.

Описание техники заточки
Техника безопасности
Заточка проводится с соблюдением ТБ, Специалист надевает защитное оборудование для лица, перчатки. В зависимости от выбранной методики методы безопасности меняются. Прикасаться к устройству и образцу можно только после полного остывания.
Проведение доводки
Доводка долбежных инструментов проводится по выбранной методике. Использующийся ручные способы, автоматизированные станки. Следует понимать, что:
- резцы не погружают в воду — они ломаются;
- при доводке подается вода для охлаждения;
- сначала обрабатывают заднюю грань, а потом главную и вспомогательные;

Твердосплавные варианты доводят медными оселками (пропитывают карбидов бора). Другие виды доводят оселком, смоченным в керосине, с минимальной абразивностью.
Обязательная шлифовка
Шлифовка проводится наждачным кругом. Выбирают мелкозернистые вариации. Также используют обычные бруски. Заточка резцов — сложный процесс. ает во подробности, потом сможет обрабатывать самостоятельно.
Предназначение, типы и самостоятельное изготовление токарных резцов своими руками
Без токарных резцов сложно представить современную обработку дерева и металла. Особенности конструкции, классификация, изготовление своими руками.
- Особенности конструкции резцовых устройств для токарного станка
- Виды и классификация токарных резцов
- В зависимости от предназначения
- По конструктивным показателям
- По виду обработки
- По виду установки касательно обрабатываемой плоскости
- По типу подачи
- По креплению основной режущей части касательно стержня
- По способу обработки
- По материалу изготовления рабочей части
- Изготовление резцов своими руками: пошаговое руководство
- Подбор необходимой конфигурации напильников или рашпилей
- Крепление режущих частей
- Заточка инструмента
- Доработка и шлифовка
- Советы по выбору качественных резцов при покупке
- Заключение
Если резцы для металла используются часто – владельцы инструмента прекрасно понимают, на какие разновидности он делится. А вот новичкам в этом направлении разобраться порой бывает очень сложно. Предлагаем подробное рассмотрение различных классификаций и особенностей токарных резцов.
Особенности конструкции резцовых устройств для токарного станка
Металл обрабатывают с помощью токарных резцовых приспособлений с двумя основными компонентами:
- Рабочие головки берут на себя основную часть работы по металлу.
- Державка надёжно фиксирует детали на станке.
Когда плоскости соединяются друг с другом, появляются рабочие головки. В комплекте с конструкцией – несколько головок, у которых режущие поверхности. Их выбирают с опорой на тип обработки, характеристики материалов у заготовок. Резец державки обладает поперечным сечением двух типов:
Следующие виды токарных резцов, каждый из которых выполняет своё назначение, выделяют по конструкции:
- Оттянутые. Державка с увеличенной шириной по сравнению с рабочими головками.
- Отогнутые. Название связано с положением, характерным для рабочей головки по отношению к оси державок. При виде сверху характеристика более заметна.
- Изогнутые. При боковом взгляде форма державки становится изогнутой.
- Прямые. Когда одна ось вмещает одновременно рабочие головки с державками. Допустимо расположение на двух осях, но параллельность друг к другу детали сохраняют.

Виды и классификация токарных резцов
Поверхность, требующая обработки, определит, какую модель токарных резцов выбрать. Каждая разновидность обладает своими характеристиками.
В зависимости от предназначения
Здесь речь чаще всего об обрабатываемых материалах.
Для дерева
Инструменты, обрабатывающие дерево, реализуются магазинами в таких комплектах:
- Гребёнки.
- Кольца.
- Крючки.
- Косые резцы.
- Обрезные резцы.
- Стамески.
- Рейеры.
- Мейселя.
Резцы и вращательные механизмы крепят друг к другу. Следы заготовок определяются сразу по инструментам, их формам, прочности, остроте. Это облегчает и выбор форм заготовок в итоге. От
Выбирая конкретные углы по заострению, опираются на материалы заготовок.

Для работ с металлом
Приваривание и припайка пластин – оптимальный выбор для резцов, обрабатывающих металл. В производстве отдают предпочтение быстрорежущим, твёрдым сплавам. В составах обычно присутствуют тантал или вольфрам, титан. Высокая прочность, доступная цена стали главным преимуществом для инструментов.
Часто применяют разновидности, у которых пластины сменные. Тогда их крепят к головке, с помощью специальных винтов или прижимных элементов. Пластины из минералокерамики – самые удобные для дальнейшей эксплуатации. Но тогда резец будет дорогим.
Твёрдые сплавы применяют в случае с рабочими поверхностями инструмента:
- Вольфрамовые.
- Титановольфрамовые.
- Танталово-вольфрамо-титановые.
Допустимы варианты с быстрорежущей сталью, либо её углеродистой разновидностью.
Установка резцов допустима на станки нескольких видов:
- Специального назначения.
- Револьверно-автоматные.
- Долбёжные.
- Токарные.
- Строгальные.

По конструктивным показателям
Цельные
Головка, стержень соединяются в единую систему. Резцы изготавливаются с использованием быстрорежущих металлов. Ещё один вариант – на основе инструментальных углеродистых сплавов. На практике встречаются редко.
С приварными пластинами
Основа – твёрдые, быстрорежущие сплавы. У пластины и головки – прочное соединение. Главное – чтобы при спайке пластин выполнялись условия технического характера. Иначе на рабочей поверхности появляются трещины, в дальнейшем инструмент начинает разрушаться. Сфера использования широкая, инструменты совместимы со станками почти любой разновидности.
С механическим крепежом пластин
Способ крепления головки и пластины – механический. Для металлических пластин такой вариант один из самых выгодных. Это касается сборных и регулировочных разновидностей, державочных инструментов.

По виду обработки
Чистовые
Подача с небольшой скоростью. С болванки снимается материал, для которого характерна небольшая толщина. Проходной резец – наиболее популярная разновидность такого инструмента.
Получистовые
Много сходств с предыдущей разновидностью. Только характеристики у них используются в два раза меньшие по сравнению с аналогом. Назначение, особенности работы остаются почти одинаковыми.

По виду установки касательно обрабатываемой плоскости
Тангенциальные
Отличается такими особенностями:
- Начало обработки предполагает установку резца по определённому углу.
- Угол используют любой, кроме прямого. Измерение – по отношении к оси поверхности, проходящей операцию.
- Схема крепежа для внутреннего точения – достаточно сложная.
Такой вариант применяют для станков, при использовании которых можно обеспечить чистоту для итоговой поверхности. Обычно это токарные автоматические, полуавтоматические изделия.
Радиальные
С сохранением только прямого угла относительно поверхности, проходящей обработку. Актуальный вариант для разных сфер промышленности. Преимущество – упрощение крепёжной системы. То же касается удобств для владельца, когда надо выбрать геометрию режущих кромок.

По типу подачи
Левые
Режущая главная часть находится справа. К неё повёрнут металл, проходящий обработку.
Правые
Слева находят главную часть, режущую материалы. На неё смотрит металлическая поверхность для обработки.

По креплению основной режущей части касательно стержня
Отогнутые
Выгнутая линия – характерная черта для оси проекции в верхнем положении. Боковое расположение предполагает сохранение прямого положения линий.
Прямые
Проекционная ось сохраняет ровную линию, при верхнем положении и сбоку.
Оттянутые
Головка и стержень отличаются размерами, у первой – меньше. На резцовой оси головки монтируют. Для детали допустимо смещение относительно оси резцов, в любую сторону.
Выгнутые
При верхнем положении – проекционная ось с ровной линией. Боковая проекция отличается выгнутой линией.

По способу обработки
Подрезные
При станке, у которого заготовки подаются поперечно, эти инструменты легко соединить с оборудованием. Обычно речь идёт о краях разных поверхностях, либо ступенчатых деталей. ГОСТ 18871 73 указывает на то, какими характеристиками должны обладать подрезные детали.
Проходные
Выполняет функцию по обработке металла со станками продольной, поперечной подачи. Вариант актуален в случае с подрезкой у торцов, заготовок в виде цилиндра или конуса. После выполненной работы важно получить качественную поверхность с точными размерами. Проходные модели имеют характеристики, строго регламентируемые ГОСТом.
Расточные
Применяются для отверстий сквозной и глухой группы, выемок, углублений.
Резьбовые
Создают резьбу снаружи и внутри, с сечением в форме трапеции, прямоугольников и кругов. Изделия бывают ровными и выпуклыми, круглыми.
Круглые
Получили название из-за своей формы.
Ровные
Отличаются от предыдущего варианта сохранением прямоугольных граней.
С минимумом отличий от аналогов, только по форме.
Фасонные
Совместимы с фасонными формами сложных конфигураций. Облегчают снятие фасов внутри, снаружи.

По материалу изготовления рабочей части
Из твёрдых материалов
Вот основные группы изделий, представляющие эту разновидность:
- Вольфрамовые резцы. Обозначаются как ВК 8 В, ВК 8, ВК 6 М, ВК 6, ВК 4, ВК 3М, ВК 3, ВК2. Основное назначение – обработка цветных металлов и сплавов из разных сочетаний. Подходят для чугунных заготовок, неметаллических изделий.
- Титановольфрамовые разновидности. С обозначениями Е 5 К 12 В, Т 5 К 10, Т14 К 8, Т15 К 6, Т30 К 4. Применяются при обработке металлов любых видов и составов.
- Тантало-вольфрамо-титанные. Имеют обозначения Тт20 К 9, ТТ 8 К 6, ТТ 7 К12. Больше всего ценятся при необходимости обработать трудные металлы, жаропрочные, ковочные и другие.
Из быстрорежущего материала
Здесь выделяют два подвида инструментов:
- С нормальной эффективностью. Это модели Р 9, Р12, Р 18.
- Когда эффективность повышена. Здесь рассматривают варианты Р6 М3, Р10 К 5 Ф5, Р 18 К 5 Ф 2, Р 9 К 5, Р9 Ф5, Р 14 Ф4, Р 18 Ф2.
Из углеродистого материала
В данной группе – только исходные материалы высокого качества. Изделия обозначаются как У 12 А, У 10 А.

Изготовление резцов своими руками: пошаговое руководство
Главное – использовать только инструментальную сталь, обладающую достаточно высокими эксплуатационными характеристиками.
Специалисты рекомендуют остановиться на легированном, либо углеродистом быстрорежущим варианте.
Подбор необходимой конфигурации напильников или рашпилей
Выбор этих деталей будет проще, если владелец заранее знает точно, какие перед ним стоят задачи. После этого длину, форму и размер подобрать не составит труда. Здесь дают несколько советов.
- Если требуется опилить до 5-10 мм толщины – лучше останавливаться на номере насечки 0 или 1.
- Точность обработки должна находиться в пределах 0,01-0,02 мм.
- По длине выбирать приспособления гораздо проще.
Главный ориентир – габариты поверхности, которую требуется опилить. Чем этот параметр больше, тем крупнее должно быть и само приспособление.
Можно воспользоваться специфической формулой, чтобы расчёт был точнее. К длине поверхности изделия прибавляем 15 см. Получим значение, которое и будет длиной рабочей поверхности напильника, рашпиля. Главное – чтобы работая, инструмент проводили по всей заготовке.

Крепление режущих частей
Самодельные инструменты делают также, что и профессиональные. Оптимальное решение – саморезы и винты. Чем качественнее изделие – тем лучше.
Заточка инструмента
Только регулярная заточка резцов позволит получить максимально точные результаты. Необходимость в процедуре возникает не только для инструментов, у которых есть твёрдосплавные пластины одноразового применения. Работа выполняется специализированными станками, когда речь идёт о производственных предприятиях крупного масштаба.
Ограничения по методике для домашних условий практически отсутствуют. Применение допустимо для обычных кругов по заточке, реагентов с химически активным действием. Станки универсального, специализированного назначения – дешёвый вариант, сохраняющий эффективность.
Обрабатывая заднюю часть инструмента, проходят три главных этапа.
- Сохранение такого же угла, что и у самой державки сзади. Увеличение показателя по сравнению с задним углом резания равно 5 градусам.
- Второй этап предполагает обработку поверхности самой режущей пластины сзади. Здесь надо сохранить превышение, равное 2 градусам.
- Доводка составляет третий этап. Он нужен для формирования необходимого заднего угла.
Через несколько этапов обработки проходит и передняя поверхность.
Доработка и шлифовка
Это делают карбидом, на специальном чугунном диске. Приспособление вращается, сохраняя скорость до 1-2 м/с. Направление вращения самого диска – к рабочей кромке, от опорной части инструмента.
Последовательно притирают лезвия, инструментальные поверхности. Резцы практически доводятся до блеска, их избавляют от любых неровностей.
Зачем нужна доводка? Инструмент со временем притупляется и изнашивается, если его используют достаточно часто. Причина – в том, что пластина трётся о заготовки и стружки. Если пластина ровнее, то трение будет меньше. Износ инструмента в такой ситуации замедляется.

У процесса доводки есть и другие особенности:
- При доводке применяют абразивные пасты, главный компонент у которых – борный карбид.
- Доводка предполагает смачивание инструмента керосином.
- Потом на поверхность зигзагообразно наносят пасту.
- Инструмент подносят к диску.
- Пасту ГОИ можно использовать совместно с керосином.
- Керосин не относится к обязательным этапам, когда применяют современные смазки.
Важно правильно установить стол подручника. После его установки по сравнению с серединной частью диска лезвия резцов с деталью на одних линиях, либо ниже. Вращение диска – к пластине с резьбой, направленное.
Частички пасты начинают измельчаться, когда прижимают инструмент, приступают к доводке. У резца нет сколов и потёртостей при прохождении через кромки. Неровности с резцовой поверхности устраняются благодаря тем самым зёрнам пасты.

Советы по выбору качественных резцов при покупке
Чтобы правильно выбрать резцы для того или иного конкретного случая, надо опираться на следующие важные параметры:
- Какой металл подвергается обработке чаще всего? Какие операции выполняются на оборудовании?
- Важно заранее расставить приоритеты, между износоустойчивостью, эффективностью обработок и качеством изделий.
Если токарь только начинает работать, то ему достаточно приобрести инструмент трёх видов:
- Расточные SDQCR.
- Нейтральные наружного типа
- Проходные, для обработки торцов. SDACR.
Наборы с резцами токаря актуальны, если эксплуатация планируется долгосрочная. Преимущество – комплекты со сменными пластинами. Необходимость в покупке новых державок отпадает, достаточно менять расходные составляющие.

Что касается производителей, то вот несколько названий, заслуживающих внимания:
- Калибр.
- СиТО.
- Proma из Чехии.
- Hoffman Garant из Германии.
Первые два производителя – российские. Актуальным будет приобретение специальной заточной машинки. Тогда при износе резцов самостоятельное возвращение работоспособности не доставит хлопот. Не нужно тратить время, ожидая мастеров.
Два круга абразивного свойства, поддержка охлаждающей системы становятся важными компонентами для современных агрегатов по заточке, шлифованию. Один диск – из карбида кремния, другой – на основе электрокорунда. Часть резца спереди обрабатывают первой, после неё идут поверхности сзади и дополнение. Цель – получение ровной кромки, способной разрезать материалы.

Заключение
Державка и рабочая голова – самые важные элементы у этого инструмента. Потому и внимание на них обращают по максимуму. От них зависит качественное выполнение всей работы, в целом. Эта же характеристика позволит заранее узнать, какими размерами будут обладать отверстия в готовом виде.
Неправильный выбор рабочих инструментов приведёт к различным проблемам при проведении обработки, особенно это касается металла. Потому стоит заранее внимательно изучить классификацию и понять, какими особенностями обладает каждая из представленных разновидностей. После этого определиться с подходящей моделью не составит труда.
Читайте также: