Развальцовка для труб из цветных металлов
для развальцовки трубок 1/2''
для развальцовки трубок 1/4''
для развальцовки трубок 5/16''
для развальцовки трубок 3/8''
для развальцовки трубок 3/16''
Макс. диаметр трубы
Мин. диаметр трубы
для труб из цветных металлов, на карточке, 3/16 - 5/8
для развальцовки трубок
усиленная 3/16 - 5/8
мастер для труб из цв мет
Макс. угол загиба
master для труб из цветных металлов с труборезом в боксе 3/16 - 5/8
для развальцовки труб (10 предметов)
трубы3-19мм 7пр. 90гр.
развальцовки труб (10 предметов)
набор для развальцовки трубок
эксцентрик, для цвет. мет. с толщ стенки до 1мм
эксперт эксцентриковая для труб из цв металлов
универсальный для труб 4-16мм и 3/16''-5/8''
для простой развальцовки 3/16-5/8'' с труборезом 725000000
для простой развальцовки 4-14мм с труборезом 725000000
развальцовки труб (13 предметов)
инструмент для развальцовки труб профессиональный (10 предметов)
Последние отзывы
Ростислав , 02 декабря 2021 г.
Хороший комплект - мощный зажим, держит крепко, разжимать не сложно, труборезом режет хорошо, развальцовка тоже качественная, удобный кейс для хранения - набор изготовлен на совесть.
Алексей , 30 августа 2020 г.
Развальцовщики трубок в Барнауле
Развальцовщики трубок - три шага к покупке:
Предлагаем различные варианты доставки и оплаты заказа, гарантийное и сервисное обслуживание, удобный сервис. Приобретайте "Развальцовщики трубок" в "220 Вольт"!
Преимущества покупки в 220 Вольт
Более 400 000 товаров —
закажите всё и сразу.
240+ магазинов и пунктов
выдачи по всей стране.
Бесконтактная доставка во все города России,
Беларуси и Казахстана.
Скидки и акции на сотни
товаров.
Консультации бесплатно
8 (800) 333-9-220
О Компании
- Про 220 вольт
- Производители
- Вакансии
- Наш рекорд Гиннеса
- Политика конфиденциальности
- Отзывы о нас
- Контакты
Покупателям
- Мобильная версия
- Сервисные центры
- Подарочные сертификаты и карты
- Статьи и советы по выбору
- Бонусный клуб
- Обмен и возврат
- Дополнительная гарантия
- Уценённые товары
Партнёрам
Мастерская 220 Вольт
2002—2022 © Сеть магазинов электроинструмента «220 Вольт». Нравится магазин? Оцени его на Яндекс Маркете
Развальцовка: что это такое и какие инструменты нужны?


Что это такое и зачем нужна?
Развальцовка — это процесс обработки труб, в ходе которого на одном из концов заготовки получается коническая «юбка». По диаметру это образование больше, чем размеры заготовки. Такой результат достигается за счет растяжения материала. При увеличении сечения «юбки» уменьшается толщина металла в этом месте.
Развальцовка выполняется в соответствии с требованиями, которые прописаны в соответствующих ГОСТах. Только в этом случае можно быть уверенным в качественном и надежном соединении деталей, которое выдержит рабочие нагрузки и давление.
Когда применяется?
Развальцовка нашла широкое применение в современном мире. К этому методу обработки металлических труб обращаются в различных случаях.
- Соединение трубок кондиционера требует употребления муфт. Применение этого метода объясняется необходимостью в контроле рабочих жидкостей и неприемлемостью использования сварки. Аналогичная ситуация складывается в сфере производства холодильных установок.
- Пайка медных заготовок может быть выполнена на высоком уровне только при условии хорошего соприкосновения поверхностей труб. В случае обработки заготовок с разным диаметром проблем не возникает — они просто вставляются друг в друга и спаиваются между собой. Для труб с одинаковым диаметром приходится применять развальцовку для торцов, увеличивая тем самым площадь соприкосновения. Если ее не применять, то соединение не получится прочным и разорвется от рабочих усилий или вибрации.
- Создание подводок из нержавеющих гофрированных труб.
- При конструировании трубопроводов или проведении ремонтных работ в процессе создания различных приборов возникает необходимость в качественном соединении медных трубок. Благодаря развальцовке можно подготовить отверстия для дальнейшего соединения.
- Монтаж трубопроводов из металлопластиковых, алюминиевых, стальных и прочих материалов, а также устранение протечек в уже существующих конструкциях.
- Упрощенный процесс соединения торца труб может потребоваться в декоративных и прочих целях. В этом случае развальцовка позволяет зафиксировать заготовку торцом к плоскости, например.
- Создание сложных конструкций, которые, к примеру, предполагают прокладку электрических жгутов, требуют обеспечение прохождения через изгибы. Для решения таких задач вся конструкция разбивается на несколько фрагментов, которые соединяются между собой муфтами.
- В сфере производства автомобилей существует необходимость создания быстроразъемных соединений для формирования гидравлических тормозных систем и элементов для систем сцепления.
- Подготовка труб под шланг, изготовление заклепок, втулок и прочих деталей.




На самом деле развальцовка имеет широкое применение, и всего не перечислишь.
Главные моменты мы указали, потому можем продвигаться дальше в процессе изучения особенностей этого способа обработки труб из разных материалов.
Обзор видов
Существует несколько основных видов развальцовки.
Одинарная
Одинарный тип является самым простым из всех существующих. Этот способ довольно редко применяется, поскольку характеризуется низким качеством и недостаточно прочным соединением труб. Одинарная развальцовка делается под углом в 45 градусов, имеет вид одинарной воронки, выполняется при помощи любого ручного устройства.
«Под грибок»
Это одноразовая развальцовка. Для нее нужен специальный эксцентрик. Хотя такая развальцовка считается одноразовой, но на практике трубка может прикручиваться несколько раз, и качество соединения при этом не страдает — это неоднократно было проверено на практике.
Двойная
Двойная воронка —это американский стандарт. С такой обработкой трубы могут соединяться многократно. Для достижения такого результата необходимо проделать две операции. В результате первой получается «пузырь» в виде оправы.
В ходе второй операции происходит заминание конусом – и образовывается воронка.
Двухсторонняя
Такая развальцовка имеет вид одинарной воронки с двойным краем. Этот результат можно получить за счет применения профессионального инструмента, который поставляется с комплектом насадок.
Инструменты и приспособления
- Экспандер на настоящий момент является самым простым устройством для развальцовки труб. Этот агрегат работает в паре с насадками-шаблонами или штампами. Меняя эти насадки, можно обрабатывать трубы с разным диаметром. Растягивание происходит быстро, с минимальными усилиями. Недостатками являются неоднородность деформации и вероятность образования трещин.

- Конусный развальцовщик также является простым устройством, которое позволяет получать достойные результаты. Фиксирование трубы осуществляется в тисках, в заготовку вдавливается конус несколько раз. С каждым разом конус погружается на большую глубину. Популярность этого станка объясняется низкой стоимостью и простой эксплуатацией.
- Механический развальцовщик демонстрирует более высокое качество обработки заготовок. На трубу воздействует сразу несколько стальных валиков. Вместе с агрегатом пользователь получает набор валиков, рассчитанных на разный диаметр заготовок. За счет многократного прокатывания валиков по внутренней части трубы с определенным усилием материал растягивается равномерно и одинаково по всему диаметру.
- Развальцовщик с электроприводом — это профессиональное автоматизированное оборудование. Стоимость таких агрегатов высокая, но она полностью соответствует производительности и отменному качеству обработки труб. Работа также построена на многократном воздействии валиков на заготовки. На российских предприятиях обычно устанавливаются агрегаты из Италии, Германии и Британии. Рассчитывать на окупаемость станка можно лишь при постоянной его эксплуатации.
- Стационарные станки для развальцовки встречаются только на крупных промышленных объектах.


Этапы
Чтобы лучше понимать технологию развальцовки, будет полезно рассмотреть основные этапы этого процесса.
- Тщательная торцовка, результатом которой должен стать прямой угол между торцом и плоскостью. Чем меньше в этом показателе будет отклонений, тем качественнее получится результат.
- Зачистка металла, удаление заусениц, окислов и прочих дефектов.
- Надевание на трубу резьбовой муфты.
- Зажимание заготовки в станине. При этом над станиной оставляется несколько миллиметров круглой заготовки — это будет рабочей областью.
- При вкручивании винтового элемента развальцовывающий конус должен упираться в торец с такой силой, чтобы возникающего давления хватало для деформации трубы. Результатом такого воздействия будет образование «юбки» со скосом в 45 градусов.
- Труба может выниматься из станины, а муфта при этом перемещается к обработанному краю.
- Для облегчения обработки трубы используется смазка. Винт перемещается вперед и назад, пока не будет получен желаемый результат.


При работе с ручным инструментом принцип работы немного меняется.
- Заготовка торцом насаживается на головку с подходящим диаметром до упора.
- Стационарная рукоятка удерживается, а подвижная – перемещается по окружности. При таком воздействии губки головки будут постепенно разводиться. Чрезмерных усилий применять не нужно, поскольку можно разорвать заготовку.
- Когда диаметр будет расширен до нужного значения, можно снимать обрабатываемую трубу, и проверять полученный результат.


Рекомендации по выполнению
Даже если ранее никогда не приходилось сталкиваться с процессом развальцовки, можно с первого раза получить хороший результат. В этом помогут советы и рекомендации от специалистов.
- Трубы перед работой нужно тщательно проверить. Их сечение должно быть идеально круглым, без заусенцев, мусора и прочих дефектов.
- В процессе обработки нельзя допускать перекоса заготовок и расширяющего наконечника. Иначе раструб будет асимметричным, и надежного соединения уже не получится.
- В случае ручной обработки болванка не вдавливается, а вкручивается. В этом случае усилие будет равномерно распределяться, и вероятность повреждений трубы будет снижена.
- Если работа выполняется экспандером, обработка трубы делится на несколько этапов. Растягивание трубы должно выполняться после небольшого расширения кромки.
- Используя станки с матрицами, нужно четко подбирать отверстие под диаметр заготовки – погрешность здесь должна быть минимальной.
- Труба по внешней стороне обрабатывается абразивной губкой, что позволит убрать пыль и прочие загрязнения. Пропустив этот этап, можно столкнуться с проскальзыванием заготовки в матрице, что сильно усложнит работу.
Обзор инструмента для развальцовки труб смотрите далее.
Развальцовка медных трубок
Медь — очень популярный и востребованный металл во многих сферах жизнедеятельности. Он играет важную роль в промышленном производстве. В статье мы разберем особенности процесса развальцовки медных трубок.



Особенности
Какой бы области производства не коснуться, везде можно встретить медь как в чистом виде, так и в сплаве с другими металлами, которых множество. Например:
- сплав меди и никеля;
- сплав меди и алюминия;
- сплав меди и олова;
- сплав меди и свинца;
- сплав меди, никеля и цинка;
- сплав меди и железа;
- сплав меди и латуни.
В чистом виде металл используется в изготовлении электрических проводов, коммуникаций, кабельных изделий. В кабельных изделиях содержится 1/3 меди. К ним относятся вакуумные машины, трубопроводные элементы и теплообменники. Также сплав меди и свинца имеет широкое применение в изготовлении сверхпроводниковых изделий. Медь обладает очень важными свойствами — высокой прочностью и долговечностью. В производстве труб имеет незаменимую функциональность для транспортировки жидкости и газа. Этот металл можно назвать вечным. Во многих странах он является основным материалом для изготовления труб.
Низкое удельное сопротивление меди способствует использованию её в изготовлении кабелей и проводников, деталей к механизмам в машиностроительном производстве. Одним из достоинств медных сплавов является высокая устойчивость к коррозии.
Именно это свойство, высокий уровень теплопроводности, а также многие другие ценные качества меди заставляют производителей использовать именно медные трубки для производства и установки кондиционеров.


Медные трубы бывают двух видов.
- Отожжённая — трубу из меди после термической обработки, нагревания до 700 градусов по Цельсию охлаждают естественным путём, то есть оставляют остывать без вспомогательных средств. После такой обработки медная труба приобретает незаменимые свойства — высокую прочность, повешенную эластичность.
- Необожжённая — получают на первичном этапе обработки, кислород пропускают через руду, подавая большое давление, тем самым очищая руду от примесей, в данном виде медная труба теряет эластичность, при этом сохраняет прочность и устойчивость к разрыву.
Медные трубы служат от 50 до 70 лет в эксплуатации, выносят температуры от – 100 С до + 250 С. Бактерицидные свойства — безвредные для водоснабжения, бесценны в бытовом применении.
Ещё одним важным свойством труб из меди является то, что она не поддаётся действию ультрафиолетовых лучей.


Что это такое и когда необходима?
Медные трубы можно подвергать пайке, сварке, вытяжке. Остановимся на трубах из меди, их применении, обработке и использовании в производстве кондиционеров. Здесь учитывается устойчивость к коррозии и высокий уровень теплопроводности меди. Медная трубка в кондиционерах применяется для перегона (циркуляции) фреона от внутреннего к наружному блоку кондиционера (сплит-система).
Рассмотрим метод револьверной эксцентриковой развальцовки на примере ремонта или замены трубки для кондиционера. Суть этого метода в том, что заводской набор уже скомпоновал все необходимые инструменты в область самого прибора, необходимо только вставить конец трубы с зажимом определённого диаметра. Далее, когда деталь закреплена, произвести движения по кругу рычагом до определённого упора – работа готова. Способ простой и надёжный, но только для небольших труб, таких как у кондиционера.



В автомобильной промышленности медь используют для изготовления тормозных трубок, самый популярный размер – 5 мм. Фитинги служат для соединения и разветвления на изгибах конструкции из труб. Медно-никелевые сплавы используются в тормозной системе автомобиля и в системе выброса выхлопных газов. Радиаторы, изготовленные из меди, отличаются высоким уровнем эксплуатации, в отличие от алюминиевых. В автомобиле наличие медных труб составляет от 12 до 28 кг.
Благодаря сверхпроводимости меди, в современных моделях автомобилей большое внимание уделяется использованию меди в сенсорных системах для автомобильных датчиков, таких как скорость, температура, давление. Во всех «умных» устройствах автомобиля обязательно участвуют медные датчики и провода.
Развальцовка труб необходима для подгонки размера трубы под размер соединяемой части механизма, обработки контактного наконечника для механического соединения стяжными винтами, спайки.



Существует 3 основных вида развальцовки.
- Одинарная воронка не применяется в автомобилестроении, но является одной из самых простых. Ее делают под углом в 45 градусов при помощи любого инструмента, который оказался под рукой.
- «Грибок» легко сделать, если есть специальный эксцентриковый развальцовщик, который позволяет выполнить манипуляцию за одно действие.
- Двойная воронка позволяет соединять медные трубки многократно. Выполняется за 2 операции – сначала получается «грибок», который затем заминается с образованием воронки.



Как в промышленном производстве, так и в домашних условиях, существуют стандартные правила и очерёдность операций:
- зажим — укрепление материала (трубы), с которым предстоит работа, изменение конечной части;
- трещотка — приспособление для регулировки силы нажатия на место обработки;
- конус (воронка) – этот инструмент исполняет роль изменения, расширения диаметра металла в месте стыковки с механизмом, используется для обработки труб из алюминия и меди — пластичных, податливых металлов.
Развальцовка может быть необходимой операцией перед сваркой трубок из меди. Сначала трубы с разным диаметром нужно привести к единому размеру. Только после процесса развальцовки (уменьшение размера трубы путём сжатия) можно приступать к спайке. Для пайки трубы медной трубы понадобится:
- горелка;
- наждачная бумага;
- трещотка;
- припой;
- флюс (для меди подойдёт канифольный).
Допустим, нужно припаять медную трубку к фитингу для углового формирования конструкции. Используем мягкий припой. Берём трубку, фитинг, зачищаем трубу наждачкой или гибкой губкой-наждачкой для максимального удаления зазоров перед пайкой. Теперь нужно взять флюс пасту — смесь для удаления оксидов на месте спайки. Аккуратно и равномерно наносим на фитинг изнутри и на трубу снаружи, производим соединение (стык). Некоторые специалисты советуют намазывать флюс только на трубу. Этот момент нужно рассматривать индивидуально. Теперь включаем горелку и направляем на место припоя пламенем. В виде припоя можно использовать латунь.
Постепенно подводим припайный провод к месту пайки, происходит плавление припоя и заполнение пространства стыка. Температура пламени горелки может доходить до 2000 С. После спайки соединения необходимо мокрой тряпкой удалить остатки флюс-пасты, тщательно протереть место спайки. При недостаточном удалении флюс-паста может начать купоросить, что отрицательно скажется впоследствии на качестве и долговечности спаянного стыка. Можно использовать электрический паяльник, специально предназначенный для спайки медных труб. Этот прибор изготовлен в виде щипцов с электродами на концах.
Технология и этапы
Далее из сердцевины нужно снять внутреннюю фаску, используем для этого процесса сверло с нарезным конусовидным наконечником, прокручиваем медленно концом сверла внутри трубки. Тем самым образуется внутренний конус на трубке, углубление с ровными краями.
Сильно углубляться не нужно, лишь слегка, чтобы была заметна углублённость.



Дальше берём тиски, подходящие на трубки с разным диаметром, которые должны быть в комплекте домашнего хозяйства у любого мастера. В этих тисках есть две стороны, которые необходимы для работы — тыльная и фронтальная. Особенность фронтальной стороны в том, что на ней есть фаски, предназначенные для формирования грибка.
Теперь вставляем край нашей трубки в тиски. Их важно правильно закрепить на поверхности рабочего места. Необходимо обратить внимание на важный момент: сколько по длине оставить торчащую трубку. По правилам нужно оставлять 4 мм, а на практике удобнее чуть больше, чтобы получился грибок покрупнее. Зажимаем тиски. Теперь нужно взять оправку в форме грибка, вставляем в середину трубки. Теперь понадобится поджимающий механизм с креплением на тиски и выдвижным на резьбе наконечником в виде конуса.


Собираем мини-станок, опускаем наконечник в оправу, которую мы поместили в конец трубки и начинаем медленно вращать, используя рычаг для закрутки винтового механизма. Важно обратить внимание на плоскость грибка и зажима, они должны находиться в строго параллельном состоянии, чтобы не замяло трубку в сторону. При скосе не образуется нужная вальцовка. Медь — металл мягкий, поэтому поджимаем без фанатизма. Подтянули, пошло небольшое движение вниз наконечником – и можно разбирать станок с тисками. В итоге получилась трубку с внутренней фаской по центру, грибком для соединения с конструкцией.
Далее на трубку надеваем необходимые крепёжные винты и, если нужно, таким же образом выполняем работу на втором конце трубки. Вот и готова новая, идеальная трубка для тормозного механизма. Как при любых работах на станках, так и при обработке меди вручную, соблюдайте правила техники безопасности. Перед началом работы на вальцовочном станке необходимо пройти медицинский осмотр и инструктаж по ОТ.
Из одежды должен быть хлопчатобумажный костюм, ботинки из кожи, наушники и шлем. Работу следует проводить в рукавицах. В случае получения травмы нужно оказать первую помощь и вызвать врача.
В следующем видео вас ждет развальцовка медных трубок для начинающих.
Развальцовка медных трубок: суть процесса, виды инструмента, рекомендации
Трубопрокат из меди разного размера используется для создания инженерных коммуникаций, нагревательной и охладительной техники. При монтаже систем и ремонте оборудования практически всегда требуется соединять трубные элементы между собой или с другими конструктивными деталями.
Работы проводятся с помощью пайки или специальных накидных муфт. Для получения герметичного соединения нередко предварительно выполняется развальцовка медных трубок. Такую операцию еще называют вальцовкой.

Развальцовка
Однако в профессиональной среде понятия имеют разное значение. Поэтому необходимо выяснить, что представляют собой эти два процесса и чем отличаются. Это позволит правильно выполнить дальнейшую работу.
Развальцовка и вальцовка для медных труб
Оба понятия представляют собой технологические операции, выполняемые с помощью разного оборудования. Хотя большинство обывателей под этими двумя процессами подразумевают проведение одних и тех же действий.
Вальцовка выполняется на специальном станке, в конструкции которого присутствуют рабочие валки. С их помощью осуществляется деформация листового или трубного проката. Поэтому вальцовка — это процесс, позволяющий изготовить из круглых труб продукцию с другим сечением.
При развальцовке медных труб используется инструмент без валков. Он позволяет выполнить деформацию только торцов трубопроката. Поэтому развальцовка — это операция по изменению внутреннего и наружного диаметра исключительно концов медной трубки под воздействием механической нагрузки.
То есть, вальцовка это инструмент. Развальцовка это технологическое действие. Вот что пишет Википедия.
В результате процесса торцы трубопроката принимают форму конуса. Концы трубок также развальцовываются в виде грибка или двойной воронкой. Последняя операция проводится за 2 приема: сначала на торце создается так называемый грибок, а потом он заминается конусом.
Чаще всего развальцовка выполняется, когда нужно надежно соединить две детали небольшого диаметра. Расширение торца позволяет надеть трубу на такое же изделие, патрубок оборудования или фитинг.
Благодаря этому пайку не придется выполнять встык при использовании фасонных деталей, которые нужно вставлять в соединяемые элементы. Поэтому не произойдет уменьшение внутреннего размера узла. Это позволяет сохранить на прежнем уровне пропускную способность системы.
Технология и этапы развальцовки
Трубопрокат из меди соединяется с помощью пайки или муфт. Используемый вариант влияет на особенности проведения развальцовки.
Перед пайкой торец трубы расширяется, пока в него не войдет другая деталь. Разница между внутренним диаметром трубки и размером сечения вставляемого элемента должна составлять 0,1-0,2 мм. Этот зазор заполняется припоем во время пайки. Поэтому образуется герметичное и прочное соединение.
При использовании фитинга перед расширением на кромке трубопроката создается фаска. Она должна иметь угол 45⁰. Фаска позволяет увеличить контактную площадь 2-х деталей. Это повышает надежность соединения.
Герметичность стыка также обеспечивает природная пластичность цветного металла. При затягивании муфты мягкая медь плотно обхватывает фитинг, что позволяет устранить все зазоры.

Процесс развальцовки для медных труб.
Процесс правильной и качественной развальцовки трубок из меди для кондиционеров, отопительных теплообменников и различных инженерных систем выполняется в следующей последовательности:
- Трубопрокат обрезается строго перпендикулярно относительно своей оси.
- Зачищается срез и внешняя поверхность рядом с торцом трубки.
- При необходимости обязательно восстанавливается круглая форма сечения, если произошла деформация детали во время ее отрезания.
- На трубу надевается обжимная гайка, если соединение будет выполнено с помощью фитинга.
- Медный трубный элемент закрепляется в вальцовочном инструменте. Край детали длиною 5-6 мм должен оставаться свободным.
- В отверстия трубки вставляется штамп требующегося размера. Он постепенно вкручивается в изделие, что приводит к размягчению и растягиванию металла. В результате край трубопроката принимает вид конуса.
- Расширитель со штампом и держатель снимается с проката.
В конце операции проводится осмотр торца изделия на предмет наличия заусенцев. При их обнаружении они обязательно зачищаются. На развальцованном крае также не должны присутствовать трещины.

Завершение развальцовки трубок.
Кромки созданного раструба обязаны быть параллельны друг другу. При обнаружении таких дефектов необходимо расширенный торец обрезать и заново провести весь процесс.
Вальцовочный инструмент для медных труб
Трубопрокат из меди — это мягкая и эластичная продукция. Поэтому расширить трубку можно кустарным способом. Для этого прокат просто натягивается на болванку в виде конуса необходимого размера. Однако так очень трудно создать раструб, чтобы не нарушилась геометрия.
Часто стенки расширенного участка получаются с разной толщиной. У созданного раструба также нередко возникает перекос. Все такие дефекты появляются по причине неравномерного усилия, которое прилагает человек при развальцовке кустарным способом.
Аккуратный раструб правильной геометрической формы можно получить при использовании специального инструмента. Только он позволит выполнить качественную вальцовку для медных труб кондиционера или другой техники.
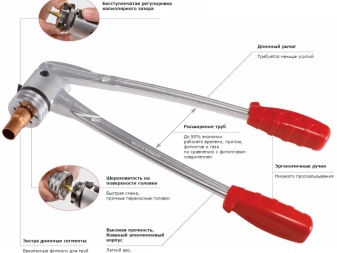
Экспандер
Инструмент представляет собой ручное устройство, работающее за счет физической силы. В конструкции экспандера присутствует два рычага и раздвижной расширитель в форме конуса. Вальцевание выполняется путем воздействия на ручки после того, как головка инструмента будет вставлена в трубу.
Экспандер позволяет быстро выполнить работу при минимальных трудозатратах. В комплект инструмента входит набор вальцовок, подбираемых под внутренний диаметр деталей. Однако они растягивают стенки проката неравномерно, что затрудняет получение качественного результата. Ведь более тонкие участки могут просто лопнуть.
Конусный
Этот вид инструмента состоит из двух частей. Одна из них матрица. Она представляет собой устройство в виде тисков с цилиндрическими отверстиями, каждое из которых в верхней части расширено под углом 45°.
Вторым элементом устройства является развальцовщик, состоящий из следующих деталей:
- корпуса с направляющими;
- расширителя в виде конуса;
- механизма управления;
- силового винта.
При воздействии физической силы на управляющий механизм силовой винт начинает вращаться. Происходит ввинчивание расширителя в трубу. Это приводит к размягчению металла. В итоге кромка изделия принимает коническую форму в соответствии с расширением отверстия в матрице.

Вальцовка для медных труб
Благодаря направляющим медная трубка и расширитель всегда находятся в одной оси. Их положение не меняется в течение процесса. Поэтому получается аккуратный раструб без перекосов и с ровными краями.
Механический
Это устройство имеет схожую конструкцию с конусным развальцовщиком. Отличие заключается в рабочем органе. В механическом развальцовщике вместо конусного расширителя используется набор вальцов.

Набор вальцовок для медных труб.
Они равномерно раскатывают кромку проката. Поэтому удается выполнить развальцовку с одинаковой толщиной по всей площади созданного раструба.
С электроприводом
Этот самый дорогой вид инструмента. Он отличается высокой производительностью. По этой причине аккумуляторное устройство применяется монтажными компаниями при выполнении большого объема работ.
Рекомендации по применению вальцовки для медных трубок
Качественно выполненная развальцовка позволяет создать надежное и герметичное соединение. Это сделать можно только при наличии опыта. Поэтому рекомендуется перед основными монтажными работами потренироваться на отрезках трубопроката разного диаметра.
Для выполнения качественной развальцовки также придерживаться и других советов специалистов:
- Развальцовывать нужно только трубу, на торце которой отсутствуют заусенцы, мусор и различные дефекты, включая искривления. Край изделия должен иметь круглую форму.
- Расширительный наконечник инструмента обязан располагаться без перекоса относительно оси трубопроката.
- При расширении детали кустарным способом конусообразную болванку нужно не вдавливать, а вкручивать в отверстие проката.
- При использовании приспособления с матрицей необходимо выбирать в планке отверстие с размером, соответствующим диаметру заготовки.
Внешнюю поверхность трубопроката рядом с торцом всегда нужно зачищать абразивной губкой независимо от используемого инструмента. Это позволит удалить мусор и пыль с изделия. Поэтому трубную деталь легче будет надежно зафиксировать в держателе.
Набор инструментов для развальцовки
При выполнении дома самостоятельно нужно сначала подготовить основной инструмент:
- труборез;
- риммер для снятия фаски;
- один из доступных развальцовщиков.

Набор для развальцовки трубок.
Процесс развальцовки необходимо выполнять поэтапно. При соблюдении всех нюансов и рекомендаций специалистов удастся создать на концах труб аккуратные раструбы с правильной геометрией. Поэтому соединения получатся герметичными и надежными.
Вывод и видео по теме
Качественную вальцовку на торцах медного трубопроката для систем отопления, кондиционирования, водопровода удастся выполнить только с помощью специального инструмента. При выборе приспособления, необходимо учесть, как часто он будет использоваться.
Для разовых работ в домашних условиях лучше взять инструмент в аренду или у друзей. Дорогое приспособление окупится только при выполнении масштабных монтажных работ. Независимо от вида развальцовщика приобретать его необходимо после проверки работоспособности.
Видеообзор вальцовок для медных труб
Видео позволит понять выбор инструмента и проведения развальцовки торцов медных трубок.
Развальцовка медных трубок своими руками
Видео поможет разобраться, как проходит самостоятельная вальцовка для медных труб кондиционера.
Читайте также: