Расходники для 3д принтера по металлу

В этом подробном гиде мы рассмотрим основные принципы технологий 3D-печати металлами, расскажем о разнице между ними и приведем примеры применения. Прочитав эту статью, вы узнаете об их преимуществах и ограничениях. Читайте статью и смотрите видео о 3D-печати металлами.
Содержание
SLM & DMLS: в чем разница
Выборочное лазерное плавление (SLM) и прямое лазерное спекание металлов (DMLS) являются двумя процессами аддитивного производства, которые относятся к семейству трехмерной печати порошковым слоем. Эти две технологии имеют много общих черт: обе используют лазер для спекания или выборочного плавления частиц металлического порошка, связывая их вместе и создавая слои изделия, один за другим.
Различия между SLM и DMLS сводятся к основам процесса склеивания частиц (а также к патентам): в SLM лазер расплавляет металлический порошок, а в DMLS частицы порошка нагреваются меньше и спекаются между собой, не переходя в жидкую фазу.

Основное отличие DMLS от традиционных технологий производства металлических деталей в том, что DMLS-принтер создает объекты без остаточных внутренних напряжений, которые могут снижать качество металлических компонентов изготовленных литьем и штамповкой. Это важно для деталей производимых для автомобильной и аэрокосмической отрасли, так как они должны выдерживать высокие нагрузки.
В SLM лазер расплавляет каждый слой металлического порошка, и перепады температур могут приводить к возникновению внутренних напряжений в детали, что потенциально может сказаться на ее качестве, хоть и в меньшей степени чем, например, при литье. В этом вопросе преимущество SLM перед традиционными технологиями меньше, чем преимущество DMLS. С другой стороны, спеченные по технологии DMLS детали уступают в монолитности и запасе прочности деталям напечатанным по методу SLM.
Технологии похожи до степени смешения, как по принципу действия, так и по используемым техническим решениям, потому некоторые 3D-принтеры способны печатать по обеим методикам.
Обе технологии, SLM и DMLS, используются в промышленности для создания деталей для различных областей машиностроения. В этой статье мы используем термин «3D-печать металлами» для обозначения обоих процессов в целом, и описываем их основные механизмы, что поможет инженерам и дизайнерам в понимании преимуществ и ограничений технологии.
Расскажем и о других технологиях 3D-печати металлами, менее распространенных, таких как электронно-лучевое плавление (EBM) и ультразвуковое аддитивное производство (UAM).
Тем, кто начинает работать с 3D-принтерами, печатающими металлами, нужно ознакомиться с кратким пособием, чтобы избежать основных ошибок в проектировании 3D-печатных металлических конструкций и деталей из металла. Здесь мы делаем акцент на технологиях лазерной обработки металлического порошка — DMLS и DMLM.
Процесс печати SLM / DMLS:
Более подробно о методе SLM Вы можете прочитать в нашей статье.
Как работает 3D-печать металлами
Процессы изготовления деталей по технологиям SLM и DMLS очень схожи.
Основные этапы:
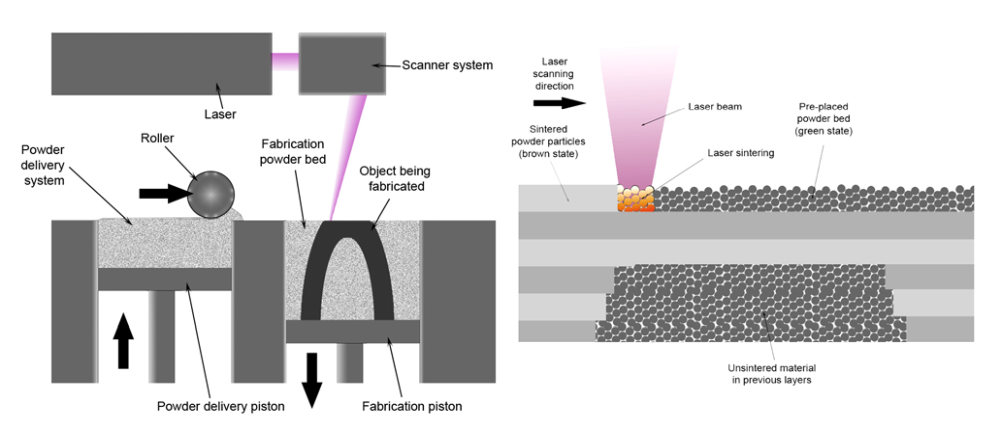
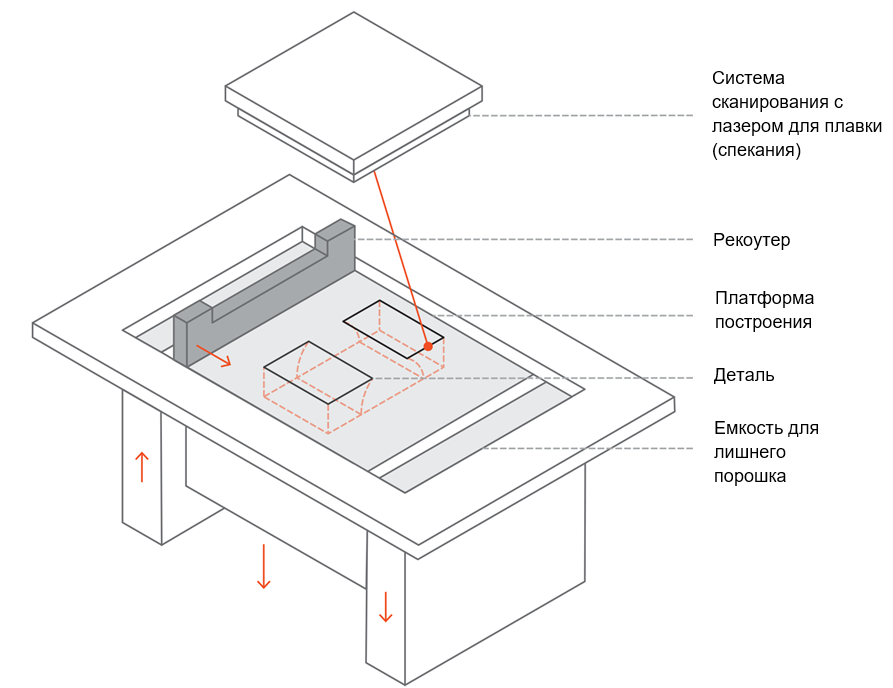
Камеру построения сначала заполняют инертным газом (например, аргоном) для минимизации окисления металлического порошка, а затем нагревают до оптимальной температуры производства.
Тонкий слой металлического порошка распределяется по платформе построения, а высокомощный лазер сканирует поперечное сечение компонента, плавя или спекая вместе металлические частицы и создавая следующий слой. Вся область модели подвергается обработке, поэтому деталь сразу твердая.
После завершения формирования слоя, платформа построения опускается на толщину слоя и рекоутер наносит следующий слой порошка. Процесс повторяется до завершения всей детали.
Когда процесс печати завершается, детали полностью находятся в металлическом порошке. В отличие от процесса спекания полимерного порошкового слоя (такого как SLS), детали прикрепляются к платформе построения с помощью области поддержки. Области поддержки строятся с использованием того же материала, что и деталь, их необходимо использовать для избегания деформации и искажений, которые могут возникнуть из-за высоких температур обработки.
Когда камера построения остывает до комнатной температуры, неизрасходованный порошок вручную удаляется, а детали обычно подвергаются дополнительной термической обработке для снятия остаточных напряжений, затем удаляют поддержки. Детали отделяются от платформы построения и готовы к использованию или последующей обработке.
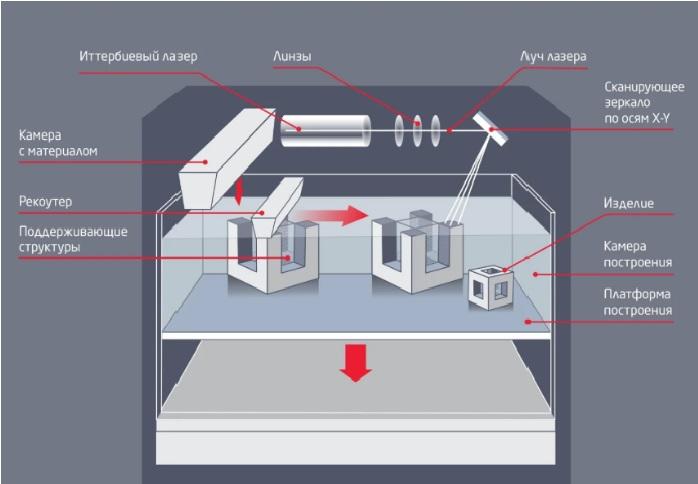
Схема принтера SLM / DMLS:
Характеристики SLM & DMLS
Параметры принтера
В SLM и DMLS почти все параметры процесса устанавливаются производителем принтера. Высота слоя, используемого в 3D-печати металлами, колеблется обычно от 20 до 50 микрон и зависит от свойств материала.
Стандартная область 3D-печати металлами варьируется около 250 x 150 x 150 мм, доступны принтеры и с большей областью печати, около 500 x 280 x 360 мм. Точность размеров, которую может достичь 3D-принтер для печати металлами, составляет приблизительно ± 0,1 мм.
Металлический порошок в SLM и DMLS используются повторно: обычно менее 5% уходит в отходы. После каждой печати неиспользованный порошок собирают, просеивают и затем смешивают с новым материалом, до состава необходимого для следующей печати.
В отходы идут, в основном, поддержки.
Небольшое серийное производство рамы велосипеда с использованием SLM. Предоставлено: Renishaw и Empire Cycles.

Адгезия между слоями
Металлические детали, изготовленные методами SLM и DMLS, имеют почти изотропные механические и термические свойства. Они твердые, с очень небольшой внутренней пористостью (менее 0,2-0,5%).
Металлические 3D-печатные детали имеют более высокую прочность и твердость и часто более гибкие, чем детали, изготовленные традиционным способом. Однако они более склонны к усталости.
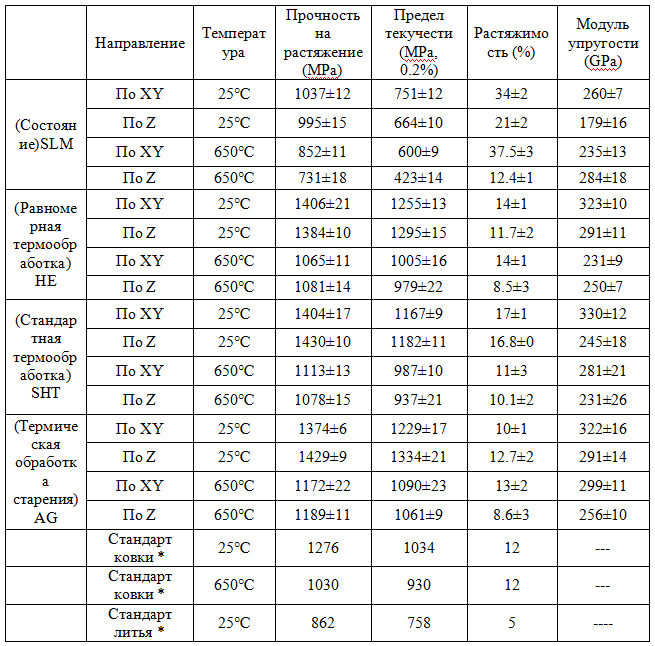
Например, посмотрите в таблице ниже на механические свойства 3D-печатного сплава AlSi10Mg EOS и литого сплава A360. Эти два материала имеют очень похожий химический состав, с высоким содержанием кремния и магния. 3D-печатные детали имеют превосходные механические свойства и более высокую твердость по сравнению с литым материалом.
Из-за гранулированной формы порошка, шероховатость поверхности (Ra) металлической 3D-печатной детали составляет примерно 6-10 мкм. Эта относительно высокая шероховатость поверхности может частично объяснить более низкую усталостную прочность сплава.
Сравнение механических свойств отдельных разновидностей 3D-печатных и литых деталей:
Обзор высокотемпературных FDM-пластиков для промышленной 3D-печати

Сфера применений аддитивных технологий широка: на одном полюсе — настольные принтеры «только PLA», для декоративного применения, на другом — установки для прямой печати металлами, между ними — оборудование и материалы в ассортименте. Чтобы понять, какие материалы необходимы для получения прочной и легкой детали, двигаемся от персональной печати к промышленной. PLA, ABS, SBS — расходники, которые знакомы всем печатникам. PETG, нейлон, поликарбонат — скорее экзотика. Но это далеко не самые серьезные материалы.
Где нужны суперпластики?
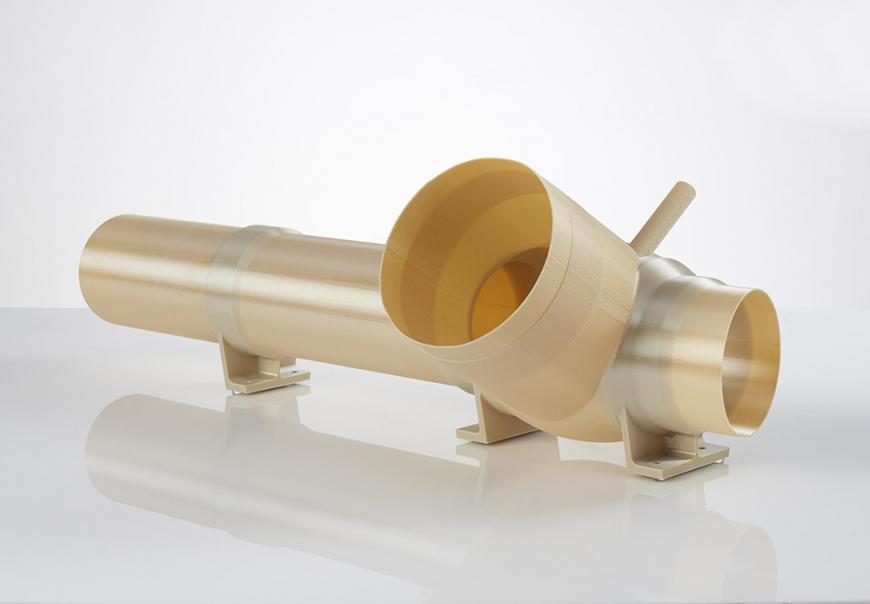
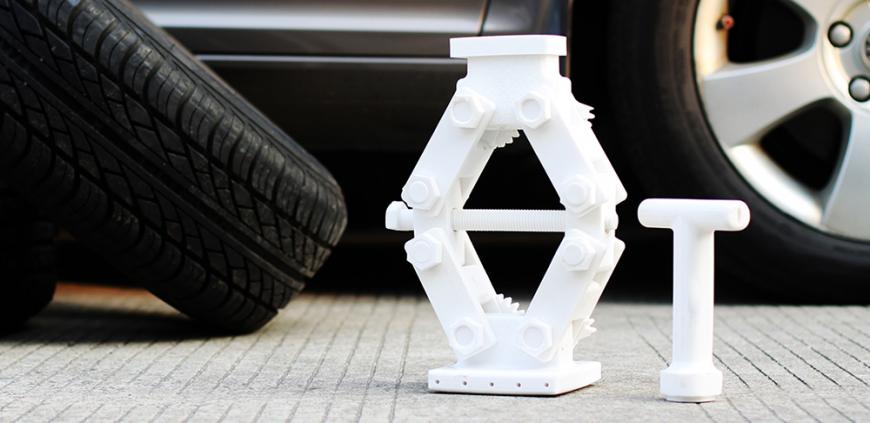
Пластики с выдающимися свойствами очень полезны в космосе. Нет, распечатать из пластика ракетный двигатель пока не получится, термостойкость даже близко не та, но для различных деталей вокруг он подойдет идеально. Пример — Stratasys и «климат-контроль» ракет Atlas V. 16 печатных деталей вместо 140 металлических — быстрее, легче, дешевле. И это не теоретический проект, это уже летало в космос.

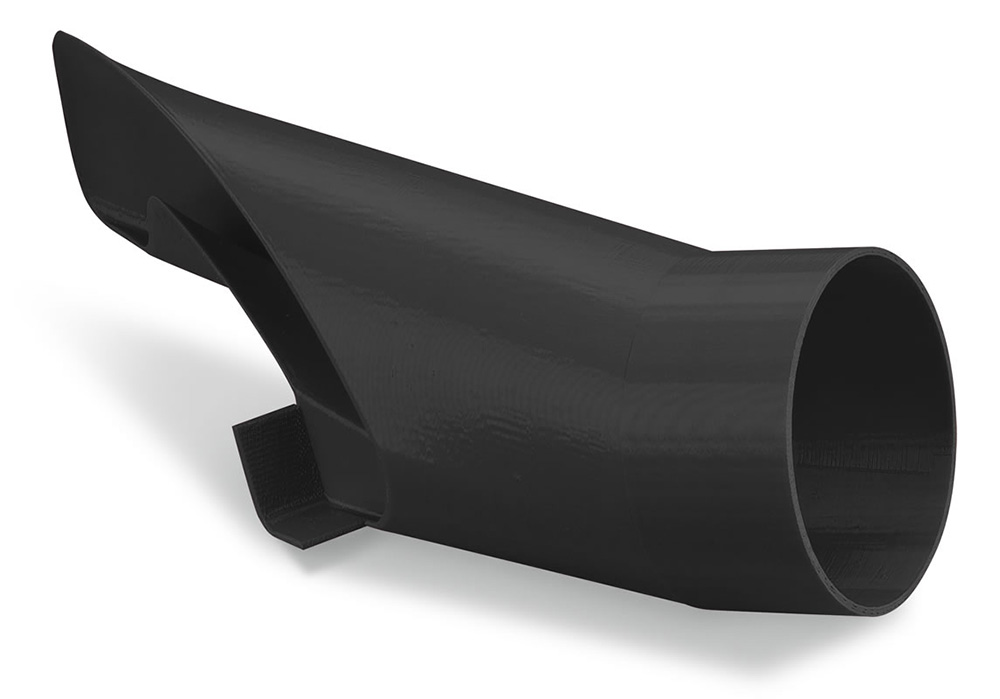
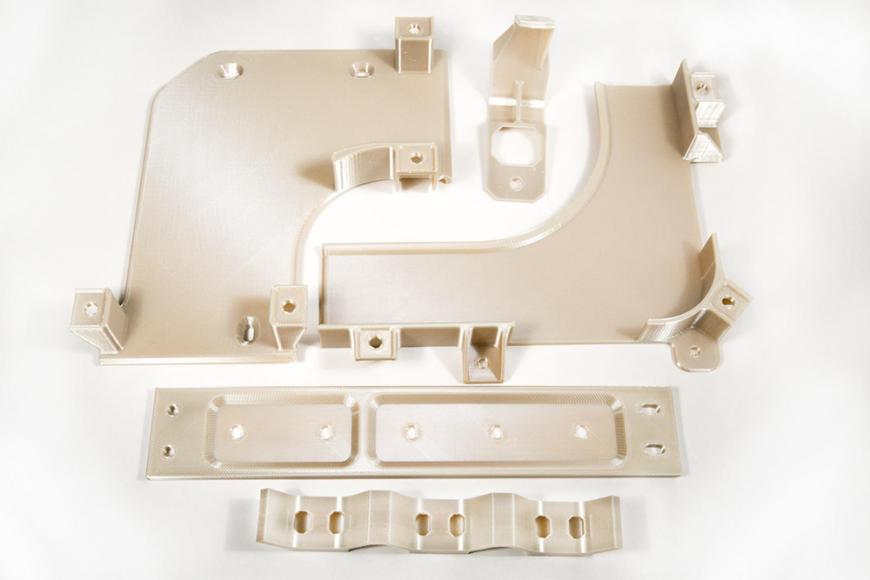
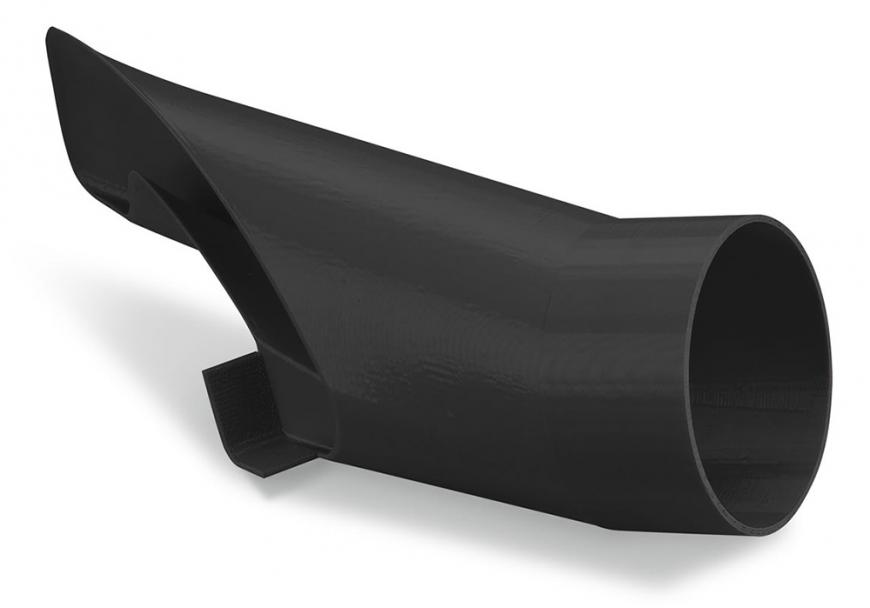
Другой пример — авиация. Высота полета ниже, но применение более массовое. Здесь тоже есть резон снижать массу деталей, переходить на пластик там, где это возможно. Применяется в авиастроении и прямая печать металлами, когда речь идет уже о компонентах двигателей или деталях каркаса фюзеляжа, но менее нагруженные конструктивные элементы, такие как вентиляция салона и элементы интерьера, лучше делать из пластика. Это направление развивает, например, компания Airbus.
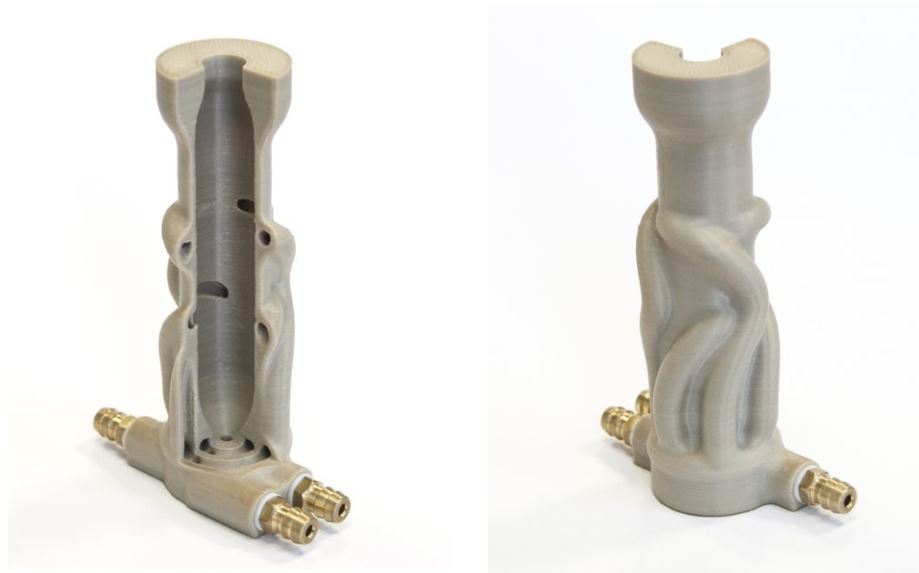
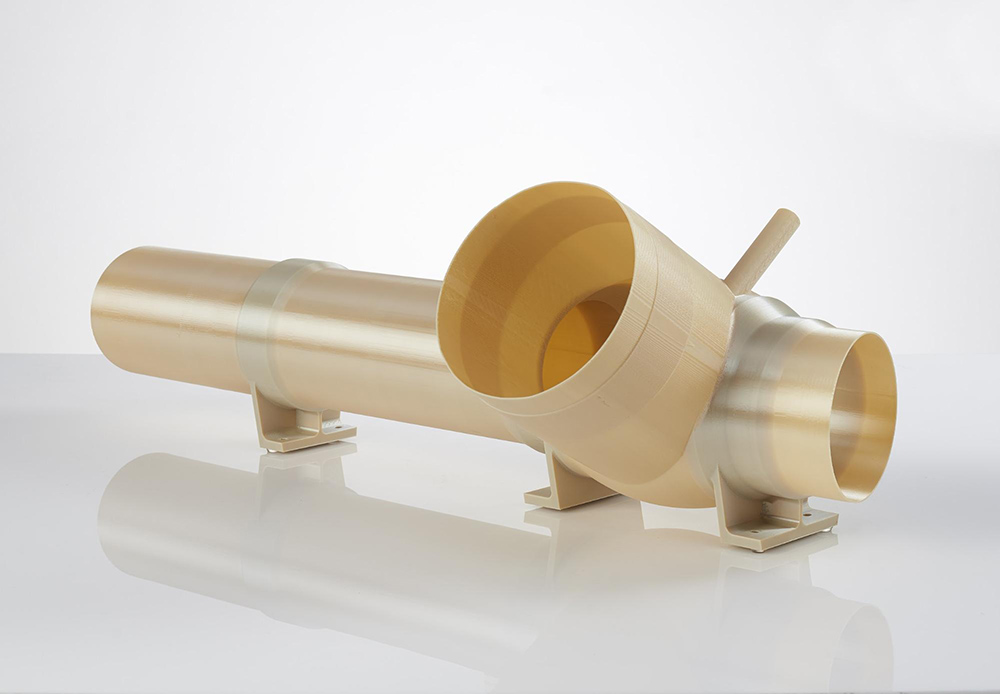
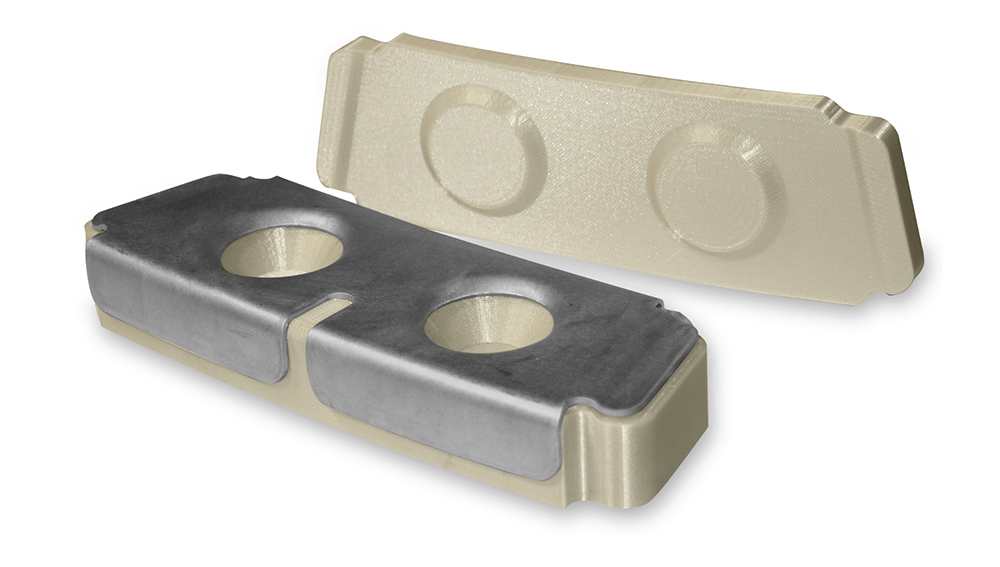
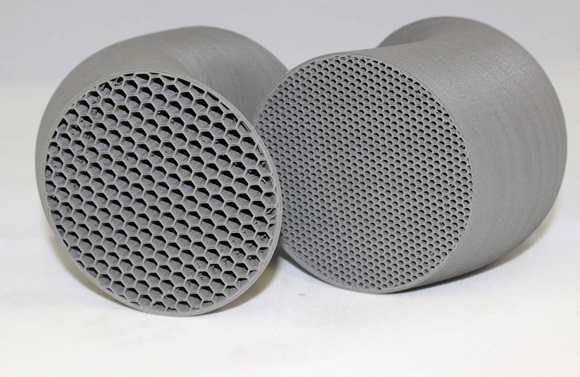
Спускаемся с небес на землю: здесь масса уже не так критична, интересны другие свойства инженерных пластиков. Стойкость к агрессивной химии и повышенной температуре, возможность создания недоступных для классических методов структур. При этом — более низкая цена, в сравнении с металлической печатью. Напечатанные изделия используются в медицине, нефтегазовой отрасли, химической промышленности. Как пример — выполненный для иллюстрации в разрезе смешивающий блок со сложной канальной структурой.
Отличие от привычных пластиков
Почему не запускать в космос PLA и не делать вентиляционные решетки салона самолета из ABS? К инженерным пластикам применяется ряд требований связанных с устойчивостью к высоким и низким температурам, огнестойкостью, механической прочностью. Как правило, все сразу. Так что, «плывущий» при взаимодействии с окружающей средой PLA или отлично горящий ABS в небо запускать нежелательно.
Теперь — к тому, какие, собственно, пластики используются в промышленной печати по технологии FDM/FFF.
Филаменты с поликарбонатом
Поликарбонат — распространенный в промышленности пластик с высокой ударопрочностью и прозрачностью, производится в том числе и для нужд FDM-печати. Материал лучше держит температуру, чем ABS, устойчив к кислотам, но чувствителен к УФ-излучению и разрушается под воздействием нефтепродуктов.
Чистый поликарбонат, PC
Предельная рабочая температура для изделий из поликарбоната — 130 °C. Поликарбонат биологически инертен, изделия из него выдерживают стерилизацию, это позволяет печатать упаковку и вспомогательное оборудование для медицины.
- Stratasys PC, PC-ISO для принтеров Fortus. Первый — общего назначения, второй — сертифицированный на биосовместимость, для медицинского применения. ; ; ; ;
Сплав поликарбоната и ABS сочетает возможность шлифовки и окраски, свойственную ABS, с более высокой ударопрочностью и рабочей температурой. Сохраняет прочность при низких температурах — до -50 °C. В отличие от чистого PC, лучше применим в тех случаях, когда необходимо ликвидировать слоистую структуру детали шлифовкой или пескоструйной обработкой. Применение: производство корпусов и элементов органов управления для штучного и мелкосерийного выпуска, замена серийных пластиковых деталей в оборудовании, детали к которому перестали выпускать.

Полиамиды используются в производстве синтетического волокна, это популярный материал для печати методом выборочного лазерного спекания (SLS). Для печати по технологии FDM/FFF в основном используются полиамид-6 (капрон), полиамид-66 (нейлон) и полиамид-12. К общим чертам филаментов на основе полиамида относятся химическая инертность и антифрикционные свойства. Полиамид-12 более гибок и упруг, по сравнению с PA6 и PA66. Рабочая температура — около 100 °C, отдельные модификации — до 120.
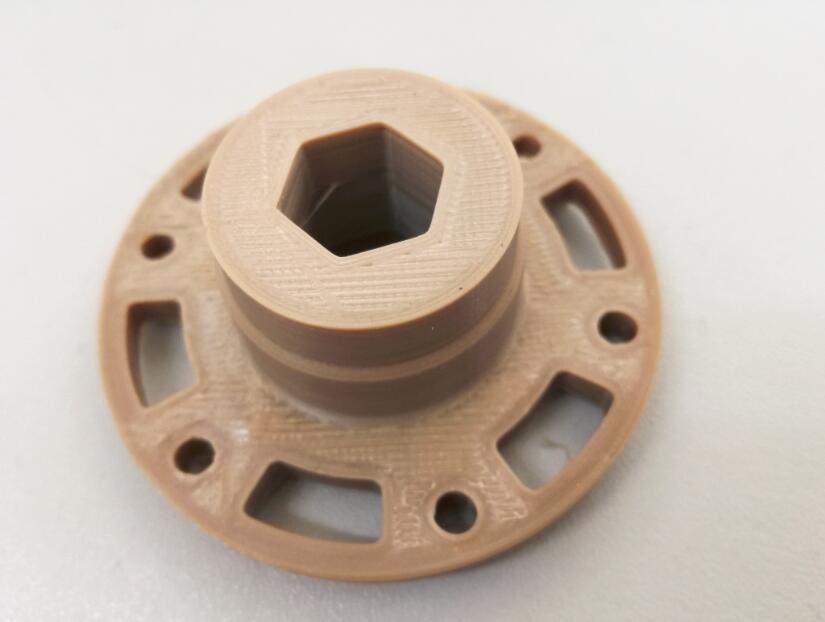
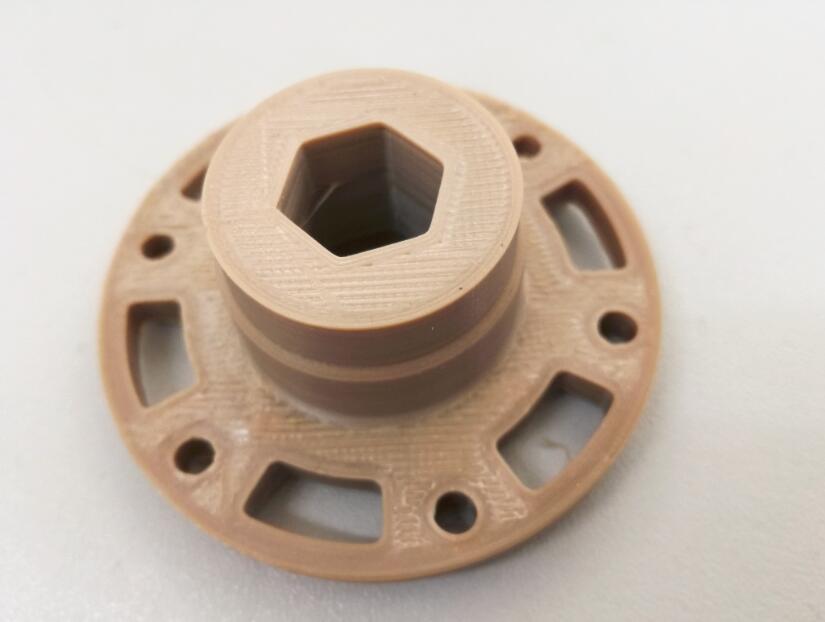
Прежде всего, из полиамида печатают шестерни. Лучший материал для этой цели, с которым можно работать на обычном 3D-принтере с закрытой камерой. Стойкость к истиранию позволяет делать тяги, кулачки, втулки скольжения. В линейке многих производителей присутствуют композитные филаменты на основе полиамида, с еще большей механической прочностью.
- Stratasys Nylon 6, Nylon 12, Nylon 12CF. Последний — с наполнителем в виде углеволокна. , PA6.
- Taulman Nylon 618, Nylon 645 — на основе PA66 и PA6 соответственно. Nylon 680 — разрешенный к применению в пищевой промышленности. Alloy 910 — сплав на основе полиамида, с пониженной усадкой.
- PrintProduct Nylon, Nylon Mod, Nylon Strong; ; .
Работать с поликарбонатом или полиамидом можно на обычном 3D-принтере. С описанными далее филаментами сложнее, они требуют других экструдеров и поддержания температурного режима в рабочей камере, то есть, нужно специальное оборудование для печати высокотемпературными пластиками. Исключения бывают — например, в NASA, ради эксперимента, модернизировали популярный в США Lulzbot TAZ для работы с высокотемпературными филаментами.
Полиэфирэфиркетон, PEEK
Рабочая температура изделий из PEEK достигает 250 °C, возможен кратковременный нагрев до 300 — показатели для армированных филаментов. Недостатков у PEEK два: высокая цена и умеренная ударопрочность. Остальное — плюсы. Пластик самозатухающий, термостойкий, химически инертный. Из PEEK производится медицинское оборудование и импланты, стойкость к истиранию позволяет печатать из него детали механизмов.
- ; ;
- Roboze PEEK, Carbon PEEK. Второй — армированный углеволокном.

Он же — Ultem. Семейство пластиков, разработанных компанией SABIC. Характеристики PEI скромнее показателей PEEK, но стоимость заметно ниже. Ultem 1010 и 9085 — основные материалы Stratasys для печати функциональных деталей. PEI востребован в аэрокосмической отрасли — масса значительно меньше, в сравнении с алюминиевыми сплавами. Рабочие температуры изделий, в зависимости от модификации материала, достигают 217 °C по информации производителя и 213 — по результатам испытаний Stratasys.
Преимущества у PEI те же, что и у PEEK — химическая и температурная стойкость, механическая прочность. Именно этот материал Stratasys продвигает как частичную замену металлу в аэрокосмической отрасли, для беспилотников, изготовления оснастки для формовки, быстрой печати функциональных деталей в опытном производстве.
Компоненты системы охлаждения ракеты Atlas V и пластиковые детали для лайнеров Airbus, приведенные в качестве примера в начале обзора, выполнены из Ultem 9085.
- Stratasys Ultem 1010 и 9085, для принтеров Fortus 450mc и 900mc.
- Intamsys Ultem 1010 и 9085; ; .

Еще один материал, который сочетает в своих свойствах температурную стойкость, механическую прочность и устойчивость к химическим воздействиям. PPSF от Stratasys сертифицирован для аэрокосмического и медицинского применения. Позиционируется как сырье для производства вспомогательных медицинских приспособлений, может быть стерилизован в паровых автоклавах. Применяется в производстве деталей для лабораторных установок в химической промышленности.
Менее распространен по сравнению с PPSU, обладает схожими физическими характеристиками, химически инертный, самозатухающий. Рабочая температура — 175 °C, до 33% дешевле по сравнению с PPSU.
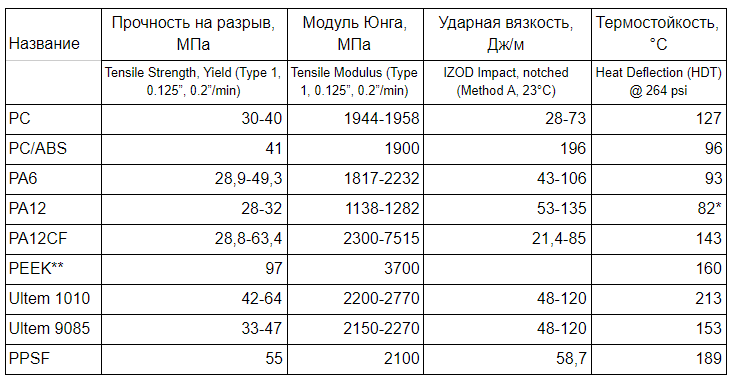
Сравнение характеристик филаментов
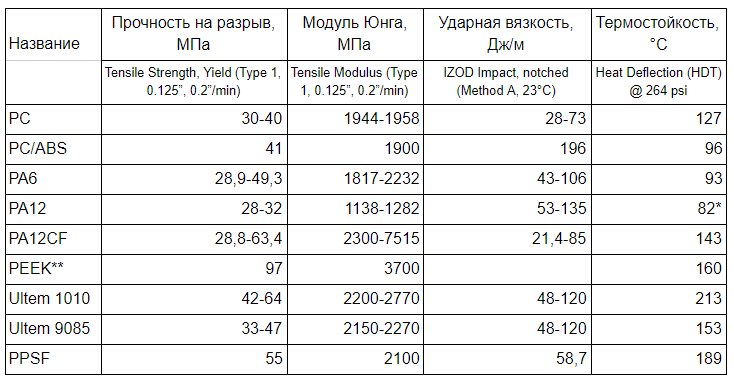
* прокаливание в течение 2 часов при 140 °C.
** Apium PEEK 450 natural, результаты испытаний ударной вязкости аналогичными методами отсутствуют. Термостойкость указана для ненаполненного PEEK.
Данные приведены для филаментов Stratasys, за исключением PEEK. Если указан диапазон значений, значит испытания проводились вдоль и поперек слоев детали.
О композитных филаментах
Большинство материалов для FDM-печати имеют композитные версии. Если говорить о PLA, то в него добавляют порошки металлов или дерева, для изменения эстетических свойств. Инженерные филаменты армируются углеволокном, для увеличения жесткости детали. Влияние таких добавок на свойства пластика зависит не только от их количества, но и от размера волокон. Если мелкодисперсный порошок можно считать декоративной присадкой, то волокна уже значительно изменяют характеристики пластика. Само по себе слово Carbon в названии материала еще не означает выдающихся свойств, нужно смотреть результаты испытаний. Для примера: Stratasys Nylon12CF обладает почти вдвое большей прочностью на разрыв, при испытании вдоль слоев, чем Nylon12.
Экзотический вариант — реализация непрерывного армирования от Markforged. Компания предлагает армирующий филамент для совместной FDM-печати с другими пластиками.
Другие специфические свойства
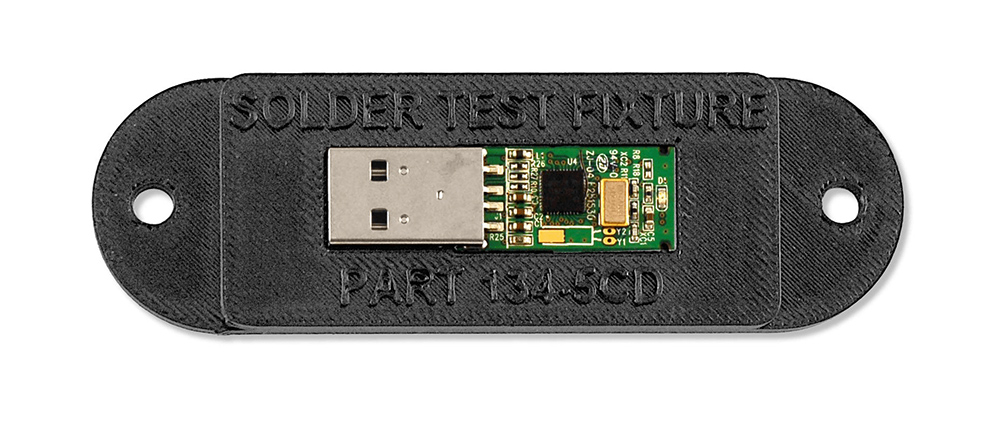
Инженерные пластики — это не только стойкость к высоким температурам и механическая прочность. Для корпусов или боксов для хранения электронных устройств, а также в условиях работы с легковоспламеняющимися летучими жидкостями необходимы материалы с антистатическими свойствами. В линейке Stratasys это, например, ABS-ESD7.
Пластик может заменить металл во многих областях, так как превосходит его в легкости, тепло- и электроизоляции, стойкости к реагентам. Но до физических показателей металлических изделий распечатки из лучших FDM-филаментов не дотягивают.
Химический гигант BASF предлагает FDM-филамент Ultrafuse 316LX, с массовой долей нержавеющей стали в 80%. Деталь печатается на FDM-принтере, а затем помещается в печь, где связующий пластик выжигается, а металл спекается. Получаемая таким образом деталь выходит значительно дешевле изготовленной методом прямой печати металлом. При наличии FDM-принтера и подходящей печи, нового оборудования вообще не понадобится.

Отметим, что похожее решение предлагает компания Virtual Foundry — ее Filamet, с порошком бронзы или меди, запекается аналогичным образом. Выбор металла намекает скорее на декоративное, чем на инженерное применение.
У AIM3D своя реализация подобного принципа — принтер ExAM 255 работает не с филаментом, а с гранулами. Это позволяет использовать для FDM-печати сырье, которое обычно применяется в установках MIM, Metal Injection Molding. Для спекания детали компания предлагает печь ExSO 90. Можно печатать и пластиковыми гранулами, что обычно дешевле, чем использование традиционного филамента.
Специальная техника для инженерных пластиков
Подытожим. Если совсем в двух словах: рассмотренные расходники отличаются от привычных материалов высокой температурой печати, что требует применения специального оборудования, и серьезной термостойкостью и механической прочностью изготовленных деталей. Для работы с такими филаментами нужны 3D-принтеры с рабочей температурой экструдера от 350 °C и термостабилизированной рабочей камерой. Специалисты Top 3D Shop помогут вам с подбором промышленного 3D-принтера и пластиков для решения самых интересных задач.
Порошковые металлы (12)
Порошковые металлы востребованы в сфере аддитивного производства и успешно используются также во многих направлениях современной промышленности, которые уже переориентированы на трехмерное моделирование/прототипирование. Технологии их изготовления отличаются высокой сложностью и трудоемкостью, ввиду чего и цена металлического порошка для 3D печати достаточно высока.
На нашем сайте вы можете купить металлический порошок для 3D печати в любой промышленной технологии, от лазерного спекания до индукционного литья, недорого и с доставкой.
Популярность 3D печати порошковыми металлами набирает все большую популярность. Такой высокий спрос обусловлен уникальным сочетанием практичных и эстетических характеристик металла. Порошковые металлы способны удовлетворить требования к продукции в различной сфере: в прототипировании, создании миниатюр, ювелирных изделий, функциональных деталей, предметов домашнего обихода и т. д.
Преимущества порошковых металлов
Металлические порошки – это самый прочный расходный материал, используемый для 3D принтера. Изделия, созданные с помощью подобных филаментов, по многим свойствам имеют превосходство над аналогами, которые производят по консервативным технологиям, к примеру, при литье или прокатке.
Кроме высокой прочности, изделия из порошковых металлов обладают и другими преимуществами:
- создание предметов любой геометрической формы;
- широкий выбор металлов и сплавов;
- наличие приятной шероховатой поверхности;
- разноплановая и удобная пост-обработка;
- поддерживающий материал может использоваться повторно.
Разновидности расходных материалов из металла
Металлические порошки бывают следующих видов:
- Инструментальная сталь и нержавейка. Пожалуй, самый популярный материал для 3D принтера. Может применяться в различных областях, изделия обладают высокой устойчивостью к коррозии, прочностью и долгим сроком эксплуатации.
- Алюминий. Отличается легкостью и пониженной плотностью. Нашел широкое применение в промышленности, машиностроении, аэрокосмической сфере.
- Кобальт-хром. Обладает противокоррозийными характеристиками и биосовместимостью. Идеален для использования в медицине и стоматологии.
- Сплавы из никеля. Расходник с превосходными механическими свойствами и свариваемостью. Применяется для изготовления 3D объектов, используемых в авиационной области, энергетики, в производстве прочных инструментов.
Порошковые металлы, представленные в каталоге, производятся крупнейшим германским брендом ConceptLaser. Компания работает с 2000 года и стала первопроходцем в области разработки технологии селективного лазерного плавления расходных материалов из металла. Обладает собственной запатентованной технологией, которая успешно используется в различных сферах промышленности.
Чтобы купить порошковые металлы с доставкой по России, оставьте заявку на нашем сайте или позвоните по указанному телефону.
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.

Сфера применений аддитивных технологий широка: на одном полюсе — настольные принтеры «только PLA», для декоративного применения, на другом — установки для прямой печати металлами, между ними — оборудование и материалы в ассортименте. Чтобы понять, какие материалы необходимы для получения прочной и легкой детали, двигаемся от персональной печати к промышленной. PLA, ABS, SBS — расходники, которые знакомы всем печатникам. PETG, нейлон, поликарбонат — скорее экзотика. Но это далеко не самые серьезные материалы.
Где нужны суперпластики?

Почему не запускать в космос PLA и не делать вентиляционные решетки салона самолета из ABS? К инженерным пластикам применяется ряд требований связанных с устойчивостью к высоким и низким температурам, огнестойкостью, механической прочностью. Как правило, все сразу. Так что, «плывущий» при взаимодействии с окружающей средой PLA или отлично горящий ABS в небо запускать нежелательно. Теперь — к тому, какие, собственно, пластики используются в промышленной печати по технологии FDM/FFF.
- Stratasys PC, PC-ISO для принтеров Fortus. Первый — общего назначения, второй — сертифицированный на биосовместимость, для медицинского применения. ; ; ; ;

- Stratasys Nylon 6, Nylon 12, Nylon 12CF. Последний — с наполнителем в виде углеволокна. , PA6.
- Taulman Nylon 618, Nylon 645 — на основе PA66 и PA6 соответственно. Nylon 680 — разрешенный к применению в пищевой промышленности. Alloy 910 — сплав на основе полиамида, с пониженной усадкой.
- PrintProduct Nylon, Nylon Mod, Nylon Strong; ; .
Работать с поликарбонатом или полиамидом можно на обычном 3D-принтере. С описанными далее филаментами сложнее, они требуют других экструдеров и поддержания температурного режима в рабочей камере, то есть, нужно специальное оборудование для печати высокотемпературными пластиками. Исключения бывают - например, в NASA, ради эксперимента, модернизировали популярный в США Lulzbot TAZ для работы с высокотемпературными филаментами.
- ; ; , Carbon PEEK. Второй — армированный углеволокном.
Полиэфиримид, PEI


- Stratasys Ultem 1010 и 9085, для принтеров Fortus 450mc и 900mc.
- Intamsys Ultem 1010 и 9085; ; .
Полифенилсульфон, PPSF/PPSU

Полисульфон, PSU
* прокаливание в течение 2 часов при 140 °C.
** Apium PEEK 450 natural, результаты испытаний ударной вязкости аналогичными методами отсутствуют. Термостойкость указана для ненаполненного PEEK.

Оригинальная альтернатива


3D-ПЕЧАТЬ МЕТАЛЛАМИ. Характеристики и особенности материалов.

Одно из важных преимуществ 3D-печати металлами – возможность создать изделие из практически любого сплава. Помимо стандартных металлов существует широкая номенклатура специальных сплавов – уникальных высокотехнологичных материалов, которые производятся под определенные задачи заказчика.
Процесс 3D-печати металлами заключается в последовательном послойном сплавлении металлических порошков при помощи мощного излучения иттербиевого лазера. В индустрии используется несколько различных наименований одного и того же процесса, в том числе селективное лазерное плавление (SLM).
Основные преимущества 3 D -печати металлами:
· высокие показатели плотности: в 1,5 раза выше, чем при литье;
· возможность создания миниатюрных и геометрически сложных объектов и других неповторимых форм в виде закрытых бионических структур;
· широкий выбор металлических сплавов, как стандартных, так и специальных;
· сокращение циклов производства и ускорение выхода готовой продукции.
Сферы применения:
· исследования и экспериментальные работы в конструкторских бюро, научных и учебных центрах.
Виды металлов, применяемых в аддитивном производстве
Современные аддитивные технологии предполагают использование около 20 протестированных и готовых к эксплуатации материалов, в их числе – инструментальные, нержавеющие, жароупорные сплавы, алюминиевые и титановые сплавы, медицинские кобальт-хром и титан.
Поскольку металлов очень много, и каждый из них обладает определенными свойствами, один металл можно заменить другим исходя из технологических задач. К примеру, если в технологической цепочке необходимо задействовать титановый сплав, то технолог сможет выбрать один из множества титановых сплавов с теми свойствами, которые нужны для производства конкретного изделия.
Наиболее распространенными и востребованными являются следующие материалы:
Материал Ti 6 Al 4 V (Титановый сплав)

Ti6Al4V – наиболее распространенный сплав титана с превосходными механическими свойствами. Считается самым прочным и жестким титановым сплавом, отличается особо высокой сложностью обработки. Имеет плотность 4500 кг/м³ и прочность на разрыв более 900 МПа. Сплав Ti6Al4V предоставляет неоспоримые преимущества в плане снижения веса изделий в таких отраслях, как аэрокосмическая промышленность, автомобилестроение и судостроение. Эти металлы применяются, в частности, при изготовлении вкладок в пресс-формы, турбинных лопаток, камер сгорания, а также изделий, предназначенных для работы при высоких температурах (до +1100°C).
Основные технические параметры 3D-печати титанового сплава заключаются в следующем:

Материал IN 718 (Никелевый сплав)

Никель обладает способностью растворять в себе многие другие металлы, сохраняя при этом пластичность, поэтому существует множество никелевых сплавов. Например, в соединении с хромом они широко применяются в авиационных двигателях, из них изготавливают рабочие и сопловые лопатки, диски ротора турбин, детали камеры сгорания и т.п. Наиболее жаропрочными являются литейные сложнолегированные сплавы на никелевой основе, которые выдерживают температуры до +1100°C в течение сотен и тысяч часов при высоких статических и динамических нагрузках. Минимальная толщина стенки и шероховатость могут быть отнесены к материалу из титанового сплава. Его основные механические свойства следующие:
Материал AlSi 10 Mg (Алюминиевый сплав)

Это наиболее дешевые из литейных сплавов. К их преимуществам относятся высокая коррозионная стойкость, жидкотекучесть, электро- и теплопроводность. В промышленности используются, как правило, для изготовления крупногабаритных тонкостенных отливок сложной формы.
Основные технические параметры алюминиевого сплава:

Материал 316 L (Нержавеющая сталь)

В эту категорию входят сложнолегированные стали с содержанием хрома (не менее 12%). Оксид хрома образует на поверхности металла коррозионностойкую пленку, которая может разрушаться под воздействием механических повреждений или химических сред, но восстанавливается в результате реакции с кислородом. Нержавеющие сплавы применяются при производстве клапанов гидравлических прессов, арматуры крекинг-установок, пружин, сварной аппаратуры, работающей в агрессивных средах, и изделий, используемых при высоких температурах (+550…800°C). В настоящее время он является лидером по востребованности среди металлических материалов в индустрии 3D-печати.
Основные технические параметры 3D-печати из нержавеющей стали:

Потенциал 3D-печати металлами

Современные технологии позволяют получить порошок для 3D-печати металлом с определенными свойствами для решения конкретных производственных задач. А так как распылению можно подвергнуть практически любые металлы, то и номенклатура металлических материалов для 3D-принтеров чрезвычайно обширна.
Достижения металлургии в полной мере реализуются в аддитивном производстве, позволяя использовать уникальные сплавы для изготовления геометрически сложных изделий повышенной точности, плотности и повторяемости. В то же время, внедрение металлических аддитивных установок имеет и сдерживающие факторы, главный из которых – относительно высокая стоимость порошков.
3D-печать металлами обладает серьезным потенциалом для повышения эффективности производства во многих отраслях промышленности и используется все большим числом компаний и исследовательских организаций. Пример для всемирной индустрии показывают такие промышленные лидеры, как General Electric, Airbus, Boeing, Michelin, которые уже перешли от изготовления единичных металлических изделий к серийному аддитивному производству.
3D печать металлом постоянно развивается и с каждым годом становится на шаг ближе и доступнее. Данная технология не столь доступна для личного пользования и скорее всего не станет таковой, но все же она стала более доступной и помимо крупных компаний ею могут воспользоваться предприниматели среднего и возможно даже малого бизнеса.
Читайте также: