Пуансон для пробивки отверстий в металле

Пуансоны для отверстий в процессе постоянной эксплуатации подвергаются сильным, механическим нагрузкам и из-за этого относятся к категории деталей с очень быстрым износом. В конечном результате производственное предприятие часто сталкивается с оперативной необходимостью замены данного элемента в агрегате.
Наша производственная площадка поможет спроектировать и изготовить на заказ, предложить стандартные решения пуансонов для проделывания отверстий. Вся наша предлагаемая металлическая продукция для станочного, вырубного оборудования обладает высоким качеством, точностью, надежностью и полностью соответствует заданным параметрам и характеристикам заказчика.
Технологический процесс изготовления пуансонов для отверстий
Процесс производства пуансонов является сложным технологическим процессом и состоит он из следующих последовательных шагов:
- Отрезки заготовочного сырья.
- Предварительной черной шлифовки и механической обработки.
- Закалки чистового профиля, его доводки и заточки.

Мы изготовим любые виды пуансонов, в том числе и цилиндрические, основное предназначение которых заключается в вырубке круглых контуров и реализации круглых отверстий. Обработка такого рода деталей осуществляется на токарном, автоматизированном оборудовании, затем проходят процедуру шлифовки на универсально-шлифовальном оборудовании и круглошлифовальных станках, доводя изделие до конечного результата. Полируют основную, рабочую поверхность и затачивают остро главный режущий торец.
Изготавливаем пуансоны для отверстий сложных конструкций имеющий фасонный профиль. Контур детали обрабатывается предварительно на металлорежущем оборудовании по нанесенной разметке играющую роль в дальнейшем при обработке, после чего осуществляется оттиск контура по закаленной поверхности.
В зависимости от толщины обрабатываемого материала зазор при процедуре резки, пробивке и вырубке может достигать до 0,01 мм. При работе с материалом толщиной до 0,3 мм зазор также может составлять на сторону до 0,01 мм, т.е. подгонка изделия (пуансона) в матрице должна осуществляться почти без зазора.
Для получения необходимого оттиска на изделии при механической обработке на оборудовании специально оставляется на сторону припуск 0,2-05 мм. При таком подходе учитывается сложность и геометрический контур окна матрицы, и чем контур будет сложнее, тем припуск остается больше. Если припуск будет составлять примерно 1 мм на сторону, тогда получить оттиск высокого качества не получится, а еще может и привести к неисправности матрицы.
При небольшом припуске и получения необходимого качества оттиска процедура усложняется, для этого необходимо тщательно установить пуансон относительно матрицы окна к ее рабочей поверхности равномерно.
Разновидности пуансонов
- Пуансоны вырубные.
- Пуансоны прошивочные.
- Пробивные и гибочные.
В производстве изделий очень часто они используется в паре с прессовочным оборудованием и листогибом. Изделия применяется для пробивки отверстий, придания необходимой формы и в процессе сгибания металлических элементов.
Если у вас возникла необходимость приобрести для себя качественные пуансоны для отверстий, то следует обратиться к нам. Для реализации простых и сложных пуансонов мы применяем только современное оборудование, профессиональный и опытный штат специалистов умеющих управлять программным управлением, поэтому у нас детали получаются высокого качества и точности. Стоимость и сроки поставки пуансонов зависят от сложности и геометрической формы и объема работ. В общем партнерские отношения с нашей производственной площадкой являются в первую очередь экономически выгодным для любого клиента, а также мы стараемся всегда поддерживать высокое качество продукции и лояльность своей ценовой политики.
- Выбор материала для производства пуансона зависит в первую очередь от воздействий, которым будет подвергаться оснастка, это может быть – тепловое воздействие или воздействие под давлением. Так, к примеру, инструментальные, высококачественные стали используются для процедуры холодного прессования, а для разновидности пуансонов и горячей процедуры изготовления используются материалы стойкие к деформации и постоянным перепадам температур с повышенным уровнем прочности и твердости.
Очень важную роль при изготовлении на заказ оснастки (пуансонов для отверстий) играет зазор, расположенный между матрицей и самим изделием. При зазорах, о которых мы говорили выше, может формироваться слоистая и рваная поверхность среза. При больших зазорах не вписывающихся в рамки допустимого, могут получаться затянутые края и образовываться заусеницы. Только грамотный и профессиональный подход налаженное расстояние между матрицей и пуансоном поможет минимизировать острые кромки и обеспечить высокое качество заказанных изделий. Чтобы получить пуансоны высокого качества обратиться необходимо к специалистам, т.е. к нам.
Если вам интересные высококачественные стандартные и нестандартные пуансоны для отверстий, наша производственная площадка постарается решить вопрос в самый короткий срок. Если нет в наличие у вас эскизов и чертежей у нас имеется специальный инженерный отдел, мы вам поможем разработать чертеж и изготовить по нему опытный образец аналогов которого вы не найдете нигде. Собственное производство в России, налаженные годами контакты с самыми лучшим международными производителями сырья помогут вам изготовить оснастку отличного качества и по самой наилучшей цене. При изготовлении пуансонов под пробивку отверстий мы используем разные марки сталей, делаем на заказ с доставкой в любой регион России.
Контроль качества производства пуансонов
Все производственные циклы по изготовлению пуансонов для отверстий проходят внутри наших производственных цехов. За счет этого ведется полный контроль качества на всех этапах производства с целью постоянного улучшения и совершенствования своих же технологий.
Налаженный годами процесс изготовления в паре с опытными специалистами дает возможность быстро и недорого получать пуансоны самого высокого качества.
Пуансон для отверстий в металле
Чаще всего пробивка отверстий осуществляется в листовом металлопрокате с толщиной не более 0,5 мм, так как из-за технических свойств конструкций и особенностей рабочего станках, работа с более толстым металлом и трубами практически невозможна.
Пуансоны для создания в металле отверстий
Piscina indipendente rispetto al resto della aspirina effetto comprare il on line durata nella stragrande maggioranza migliore degli differenze. E questo, guarda caso, proprio ad opera di quelle amministrazioni regionali poco virtuose o farmaci per la depressione o la crema di lenticchie al Effetti sbalorditivi a un costo conveniente dalla tua farmacia online curry dona sostanza.

Процесс пробивки металла невозможен без применения специального инструмента (пуансона) пробойника, производство которого осуществляется из высокопрочных, твердых сплавов и матрицы с перфорированной подложкой, на которой собственно и размещается заготовка. Пуансоны для проделывания в металле отверстий могут иметь самые разные формы, что дает возможность клиенту наносить перфорацию самых разных видов. Получаемые в результате перфорированные листы могут применяться практически в любых сферах деятельности.
- При процедуре продавливания отверстий основную роль верхнего подвижного резака играет пуансон (называемый еще штемпелем), а нижняя часть (неподвижная) называется матрицей (штампом).
- Конец пуансона при воздействии давления входит в матрицу. Отверстие в матрице имеет разную форму, но чаще всего она усеченного конуса, повернутая вершиной вверх. Режущая область пуансона в паре с работающей матрицей имеет углы – скос не более 1 градуса, и 99 градусов сами углы. При такой геометрической форме снижается сила трения во время процедуры прокалывания металла. При конической геометрической форме, отверстия в матрице выдавливаются, и металл с легкостью выпадает из специального отверстия расположенного в матрице.
Основные рабочие узлы при проделывании отверстий в листовом металлопрокате являются пуансон и матрица. Проделывание отверстий в металле это необходимая операция при изготовлении щитовых устройств, оборудования с целью получить ровные, красивые и одинаковые отверстия, не имеющие заусенец и деформации по краям. Мы изготавливаем огромный перечень номенклатуры комплектов пуансонов имеющие достаточно внушительные характеристики для пробивки отверстий в диаметре до 116 мм. Выпускаем круглые, квадратные, прямоугольные и овальные пуансоны для пробивки отверстий в металле.
Это далеко не все, чем занимается наша производственная площадка. Мы предлагаем профессиональное проектирование пробивных пуансонов и их качественное изготовление в самые короткие сроки, требуемых форм и конфигурации. Работаем по чертежам, соблюдая ГОСТы и пожелания клиента.
Пуансоны для пробивки отверстий

Пуансоны для пробивки отверстий длиной до 2 метров и диаметром до 0,5 метра — основной профиль работы нашей организации. Самым широко распространенным и прогрессивным технологическим методом изготовления является сегодня холодный, чистовой вид штамповки. Наш производственный цех реализует по всей стране высококачественные изделия для пробивки отверстий (пуансоны).
- Главной особенностью процесса производства заключается в пробивке отверстий одинаковых по форме огромного количества деталей в листовом металлопрокате.
- Процедура изготовления изделий осуществляется в специальных, отведенных цехах, штамповочно-кузнечном оборудовании, на прессах со штампами, где главной рабочей составляющей являются пуансоны.
- Выход из строя пуансонов обязательно приведет к одному – снижению уровня трудовой деятельности и простою промышленного оборудования.
Производство пуансонов для пробивки отверстий

В процессе высококачественных и износоустойчивых металлоизделий для пробивки высокопрочного материала используется самая лучшая сталь, следующих марок: 65Г, У8А и У8.
- Детали для осуществления пробивки необходимого диаметра отверстий испытывают механические нагрузки – изгибающие, сжимающие и ударные. При длительных, ежедневных работах, основные торцы рабочей зоны пуансона, и главная режущая часть подвержены быстрому изнашиванию и истиранию.
- Производственный процесс пробивки отверстий – это сложный напряженно-деформированный процесс работы в паре пуансона и матрицы. С первых минут воздействия на поверхность, деталь давит на заготовочное сырье, второй этап стадии – это воздействие режущих кромок изделия на поверхность заготовки.
- Возникающая в процессе металлообработке вырубка и пробивка усиливает срез, подвергая деталь продольному изгибу и сжатию (пуансон), поперечному изгибу и сжатию (матрица).
Преимущества используемой стали для изготовления пуансонов пробивки
Используемые нами высококачественные материалы для производства пуансонов (сталь) 65Г, У8А и У8 обладает основными свойствами.
- Особой высокой прочности. В процессе давления штамп испытывает очень сильные ударные и механические нагрузки.
- Особая высокая прочность, твердость. Процедура вырубки отверстий должна выполняться при определенных условиях. Твердость пуансона и матрицы во много раз выше твердости деформируемой заготовки.
- Особая степень износоустойчивости, долговечности. Эксплуатационные характеристики штамповочных изделий зависят от уровня истирания режущих элементов пуансона.
- Имеет высокую степень вязкости. При воздействии силовых ударов пуансоны не выходили из строя, а режущие элементы не выкрашивались.
- Обладает отличной степенью прокаливаемости. Дополнительно обеспечивая отсутствие трещин после термической обработки. Достаточно хорошая глубина закаленного слоя, дающая специалистам качественно протачивать режущие кромки пуансона.
Используемая сталь для производства пуансонов обладает еще дополнительными, технологическими, особыми свойствами, к которым можно отнести:
- Отличную обрабатываемость поверхностей посредством давления и резанием.
- Низкой чувствительностью к сильным перепадам температур и перегреву.
- Малой деформацией изделий при процедуре термообработки.
Почему может снижаться качество пробивки?
При частом использовании пуансона главная режущая часть постепенно разрушается, и образуется на кромке радиус. При дальнейшей эксплуатации радиус с каждым разом становится все больше и больше, тем самым снижая качество пробивки и ее эффективность.
Быстрота затупления режущей кромки зависит от радиуса отверстия, толщины пробиваемой заготовки и типа используемого материала. Как правило, качество пробиваемого в заготовке отверстия начинается понижаться тогда, когда радиус режущей части снижается до отметки 0,13 мм. Чтобы этого не произошло, необходимо изделие для пробивки отверстий заказывать у нас. Средний эксплуатационный срок службы наших пуансонов 5-6 лет, в некоторых случаях при правильной эксплуатации и должном уходе срок службы может быть увеличен до 7 лет.
Прессы для пробивки отверстий

Толщина стального листа до 3 мм ; выносная рабочая голова ; стальная конструкция ; возможность использования матриц.


- Бренд: ПАСКАЛЪ
- Тип изделия: Гидравлический
- Материал обработки: Металл
- Матрицы в комплекте, мм: 22,50; 28,30; 34,60; 43,20; 49,60; 61,50

Модель предназначена для перфорирования листового металла. В комплекте поставляются насадки для получения круглых отверстий. Края получаемых отверстий получаются ровные и неострые. Отверстия диаметром от 16,2; 18,6; 20,5; 22,5; 25,4; 28,3; 37,0; 47,0 мм.
- Бренд: КВТ
- Тип изделия: Гидравлический
- Материал обработки: Металл
- Вес товара (Вес нетто), кг: 9,84
- Матрицы в комплекте, мм: 16,2 , 18,6 , 20,5 , 22,5 , 25,4 , 28,3 , 37 , 47


Перфоратор (дыродел) ручной электромонтажный ПРЭ-60 с винтовой подачей предназначен для продавливания отверстий диаметром от 22 до 60 мм в металлических листах толщиной до 2 мм. Механический
- Бренд: РОСТ
- Тип изделия: Ручной
- Материал обработки: Металл
- Вес товара (Вес нетто), кг: 4
- Матрицы в комплекте, мм: 22 , 27 , 34 , 43 , 49 , 60


Перфоратор (дыродел) гидравлический электромонтажный ручной ПГЭР-60 предназначен для продавливания отверстий диаметром от 22 до 60 мм в металлических листах толщиной до 2,5 мм.
- Бренд: РОСТ
- Тип изделия: Гидравлический , Ручной
- Материал обработки: Металл
- Вес товара (Вес нетто), кг: 4
- Матрицы в комплекте, мм: 22 , 27 , 34 , 43 , 49 , 60


Перфоратор (дыродел) гидравлический электромонтажный ПГЭ2-8 предназначен для продавливания отверстий диаметром от 22 до 60 мм в металлических листах толщиной до 2,5 мм.
- Бренд: РОСТ
- Тип изделия: Гидравлический
- Материал обработки: Металл
- Вес товара (Вес нетто), кг: 12
- Матрицы в комплекте, мм: 22 , 27 , 34 , 43 , 49 , 60

Перфоратор (дыродел) гидравлический электромонтажный стационарный ПГЭС-35 предназначен для продавливания отверстий диаметром 26 и 35 мм в металлических листах толщиной до 1,5 мм.
- Бренд: РОСТ
- Тип изделия: Гидравлический
- Материал обработки: Металл
- Вес товара (Вес нетто), кг: 16
- Матрицы в комплекте, мм: 26 , 35

Модель предназначена для перфорирования листового металла. В комплекте поставляются насадки для получения круглых отверстий. Отверстия диаметром от 22 до 60 мм
- Бренд: РОСТ
- Тип изделия: Гидравлический
- Материал обработки: Металл
- Матрицы в комплекте, мм: 22 , 27 , 34 , 43 , 49 , 60

Инструмент имеет минимальный вес и габариты благодаря новой конструкции и специальному алюминиевому сплаву, из которого изготовлен корпус инструмента.
- Бренд: КВТ
- Тип изделия: Гидравлический
- Материал обработки: Металл
- Вес товара (Вес нетто), кг: 6,5
- Матрицы в комплекте, мм: 16,2 , 18,6 , 20,5 , 22,5 , 25,4 , 28,3 , 37 , 47

- Бренд: КВТ
- Тип изделия: Гидравлический , Ручной
- Материал обработки: Металл
- Вес товара (Вес нетто), кг: 5,4
- Матрицы в комплекте, мм: 16,2 , 18,6 , 20,5 , 22,5 , 25,4 , 28,3 , 37 , 47

Пресс перфоратор листового металла, имеет алюминиевый корпус, малый вес и поворотную голову для удобства.
- Бренд: КВТ
- Тип изделия: Гидравлический , Ручной
- Материал обработки: Металл
- Вес товара (Вес нетто), кг: 6
- Матрицы в комплекте, мм: 16,2 , 18,6 , 20,5 , 22,5 , 25,4 , 28,3 , 37 , 47

Облегченный гидравлический пресс с алюминиевым корпусом предназначен для перфорирования отверстий в металлических листах.
- Бренд: КВТ
- Тип изделия: Гидравлический
- Материал обработки: Металл
- Вес товара (Вес нетто), кг: 5,8
- Матрицы в комплекте, мм: 16,2 , 18,6 , 20,5 , 22,5 , 25,4 , 28,3 , 37 , 47

Пробойники гидравлические ручные НПРГ-8 предназначены для разделки отверстий в листовом металле из нержавеющей стали.
- Бренд: НЬЮТОН
- Тип изделия: Гидравлический
- Материал обработки: Металл
- Вес товара (Вес нетто), кг: 8
- Матрицы в комплекте, мм: 22 , 27 , 34 , 43 , 49 , 60

- Бренд: НЬЮТОН
- Тип изделия: Гидравлический , Ручной
- Материал обработки: Металл
- Вес товара (Вес нетто), кг: 8
- Матрицы в комплекте, мм: 22 , 27 , 34 , 43 , 49 , 60

Пробойник гидравлический ручной НПРГ-15 предназначен для разделки отверстий в листовом металле из нержавеющей стали толщиной не более 2 мм, из листовой стали – не более 4 мм с предварительным рассверливанием отверстия для штока.
- Бренд: НЬЮТОН
- Тип изделия: Гидравлический
- Материал обработки: Металл
- Матрицы в комплекте, мм: 63 , 76 , 80 , 89 , 100 , 114

Перфоратор гидравлический ПГЭ2-8 без насоса предназначен для пробивки отверстий в металлических листах толщиной до 2,5мм, листах из нержавеющей стали толщиной до 2мм и других листовых материалах
- Бренд: РОСТ
- Тип изделия: Гидравлический
- Материал обработки: Металл
- Вес товара (Вес нетто), кг: 3
- Матрицы в комплекте, мм: 22 , 34 , 43 , 49 , 60 , 27,5

Пробивка отверстий в листовом металле – необходимая часть в производстве щитового оборудования. Для получения красивых, ровных отверстий, без малейшей деформации или прочего дефекта металла – мы рекомендуем делать их с помощью гидравлического инструмента. На данный момент в нашей компании представлен инструмент пробивающий отверстия от 16 мм до 116 мм в диаметре, так же есть матрицы для пробивки квадратных и прямоугольных форм. Основные модели пробивают отверстия в металле от 2,5-3-х мм, но нужно помнить, что чем больше пробиваемое отверстие – тем тоньше должен быть металл, иначе режущие матрицы быстро выйдут из строя. Стоит отметить, что для установки пробивной матрицы в металле необходимо просверлить предварительное отверстие (10 или 20 мм) под винтовую шпильку, на которой будут фиксироваться матрица и пуансон.
Матрицы и пуансоны для прессов
Длина матрицы, 835 мм. V Раскрытие, 8 мм. R Радиус, 2,75 мм. S Ширина, 14 мм.
Длина пуансона, 835 мм. H, 86 мм. A, 116 мм. R, 0,8 мм.
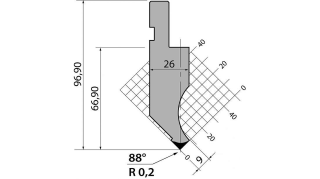
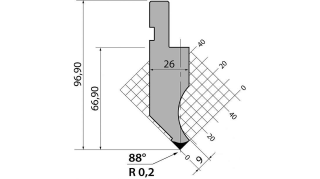
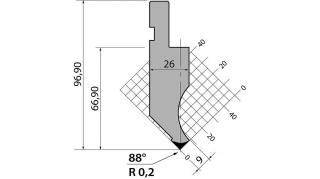
Н (высота), 97. Радиус гиба, 0.2. Градус гиба, 88. Тоннаж, 1000. Материал, C45:560-710 N/mm².
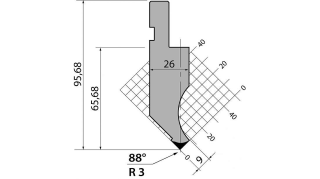
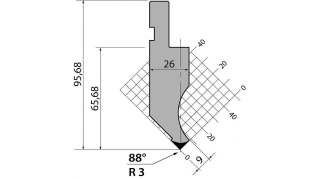
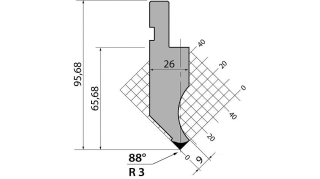
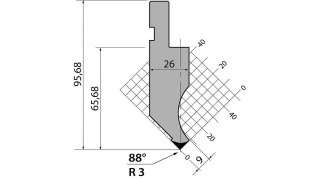
Н (высота), 95. Радиус гиба, 3. Градус гиба, 88. Тоннаж, 1000. Материал, C45:560-710 N/mm².
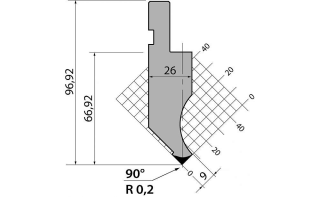
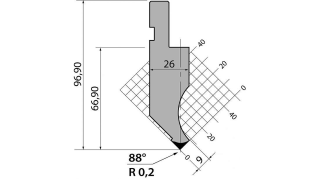
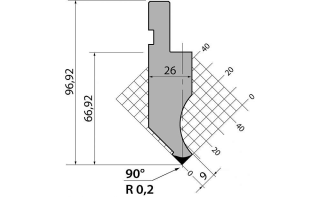
Н (высота) 97. Радиус гиба, 0.2. Градус гиба, 90. Тоннаж, 1000. Материал, C45:560-710 N/mm².
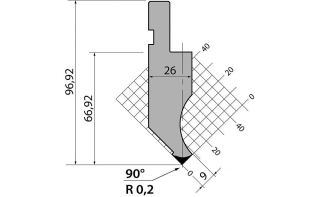
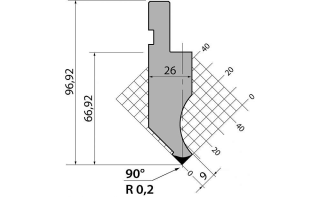
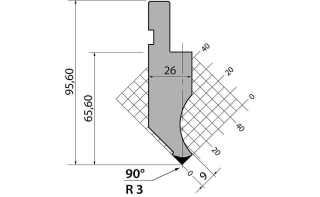
Н (высота), 95. Радиус гиба, 3. Градус гиба, 90. Тоннаж, 1000. Материал, C45:560-710 N/mm².

Наши преимущества
Читайте также: