Производство труб из металла
Сегодня я предлагаю обратить внимание на профильную трубу. Ту самую, из которой делают теплицы, мебель, заборы, каркасы домов и еще кучу нужных и важных конструкций. Стальные профильные трубы очень распространены в нашей жизни. Мы сталкиваемся с ними каждый день и не обращаем на них ни малейшего внимания.
А зря. Потому производство профильных труб — настоящая золотая жила даже для начинающего предпринимателя. Первоначальный капитал можно увеличить в разы, причем в кратчайшие сроки.
Поэтому в сегодняшней статье мы подробно рассмотрим все технологические этапы производства профиля, узнаем, как организовать изготовление трубы в небольших «домашних» масштабах.
А еще, исключительно для посетителей нашего сайта, я раскрою некоторые секреты получения прибыли, которые вы не найдете в других источниках.
Итак, устраивайтесь поудобнее — мы начинаем.
Технология
Профильные трубы имеют квадратное либо прямоугольное сечение с размерами сторон от 15 до 300мм. Благодаря широкому размерному ряду применяются практически во всех отраслях строительства и хозяйства. Они в разы легче цельного металлического прутка и намного экономичнее.

Производство профильных изделий сложнее, чем круглых. Изначально следует подготовить полуфабрикат в виде металлической ленты (штрипса), затем на специальном станке из нее формируется круглый профиль. Из полученной заготовки с помощью вальцевания формируют прямоугольное или квадратное изделие.
Обработка штрипса
Штрипс — металлическая лента из низколегированной либо углеродистой стали. Поставляется на производство в рулонах. Изготавливается методом продольной нарезки листовой рулонной стали на специальных прокатных станах.
Изначально штрипс гораздо шире необходимой заготовки для трубы. Линия производства включает в себя оборудование для нарезки ленты по длине. В итоге получаются полосы шириной от 50мм.
Полученные после нарезки металлические полосы свариваются и наматываются на постоянно вращающийся барабан.
Важно! Толщина штрипса определяет толщину стенки готового изделия.
Формирование и сварка круглой трубы
Следующий этап — подача металлической ленты на станок для производства заготовки. На стане в нескольких клетях с помощью вальцов формируется круглая в сечении заготовка. Обычно этот этап происходит без термической обработки.
ЧИТАЕМ: Оцинкованные стальные трубы: виды, размеры и вес по ГОСТам, характеристики и цены, самостоятельный монтаж
После формирования сечения, заготовка передается на сварочную установку, где с помощью токов высокой частоты ее свободные края свариваются. При этом давление вальцов продолжается и способствует отхождению лишнего металла (грата). Грат снимается установленными на стан резцами. После сварки заготовки охлаждаются специальными эмульсиями.
Важно! Большинство профильных труб — электросварные. Электросварная труба отличается от цельнотянутой наличием сварного шва.
Профилирование
В процессе охлаждения эмульсионными растворами круглая заготовка поступает на следующие вальцы — калибровочные. Они делают ее ровной по всей длине.

На следующем этапе — очередные специальные вальцы, обжимные. Именно они, сжимая заготовку с четырех сторон, формируют готовое изделие. После этого труба нарезается на нужные отрезки.
Контроль
Слабое место любой электросварной трубы — шов. Поэтому перед допуском профиля к реализации необходимо оценить качество его качество.
Контроль качества готовой продукции осуществляется следующими методами:
В этом методе вихревые токи регистрируются приемным измерителем. По их интенсивности определяется наличие пустот, раковин и прочих дефектов в металле.
Специалист ОТК (он должен обладать подтвержденной высокой квалификацией), осматривает трубу и выявляет все внешние недочеты — трещины, нежелательные следы профилирующих вальцов, дефекты сварки, механические повреждения.
В идеале — оба этих способа используются параллельно, но на производстве с большим объемом продукции каждую трубу не осмотришь, поэтому необходимо систематическое проведение обязательной профилактики всего оборудования цеха.
Термообработка
Для увеличения прочности и долговечности изделия сталь необходимо закалять. Поэтому готовая труба подвергается обязательной термической обработке. При этом «отпускаются» все внутренние напряжения, возникающие в процессе деформирования стали.
Закаленные изделия имеют более высокую себестоимость, поэтому не на каждом мини-заводе практикуется этот процесс.
Оборудование и оснащение цеха. Состав линии
Готовые заводские линии включают в себя несколько агрегатов. В зависимости от необходимого количества изделий на выходе, мощность и производительность каждого станка для производства труб могут быть разными, но принцип работы сохраняется. Рассмотрим поэтапно полный цикл производства.
Разматыватель
Аппарат, необходимый для разматывания штрипса. Самый распространенный —консольный. Консольный разматыватель выпускается с ручным и автоматическим приводом разжима лопастей, весом от 300кг до 4тонн.
Прокатный стан. Виды и принцип работы
В современных производственных цехах встречаются следующие типы прокатных станов:
Используется для придания формы листовому прокату. Подобное оборудование используется для создания простых профилей — желобов, отливов, консолей.
Эта техника используется для формирования трубных изделий и профильного проката. Мощность аппарата зависит от прижимного механизма. Если генератор усилия —обычная струбцина, связанная с прижимным вальцом- производительность агрегата будет чрезвычайно низкой. Для увеличения усилия следует заменить струбцину гидравлическим приводом.
Четырехвальцевый станок оснащается только механическим приводом. Имеет возможность формировать профиль любого сечения. Отличается повышенным энергопотреблением и используется на серийных предприятиях.
Отрезное устройство
После проката профильное изделие поступает на отрезное устройство.

Различают три типа устройств для реза.
Режет с помощью пилы, изготовленной из быстрорежущей стали в виде замкнутой ленты. Применяются, в основном, на крупных предприятиях.
Здесь режущий инструмент —полотно пилы, закрепленное в раме. Встречаются ручные и электромеханические варианты. Компактны, просты и надежны. Распространены на небольших производствах.
Самый популярный агрегат с дисковой пилой в качестве режущего инструмента. Отличаются простотой и низкими энергозатратами. Чаще прочих используются в небольших производственных цехах.
Приемное устройство с рольгангом
Рольганг необходим для транспортировки готовых профильных труб к месту складирования (в так называемые «карманы»). Стандартное приемное устройство с рольгангом включает в себя приводную секцию, раму с холостыми роликами, механизм сбрасывания труб в карманы.
Приводная секция поддерживает трубу и приводит ее в движение, рама с роликами передвигает трубу по рольгангу к механизму сбрасывания. Механизм сбрасывания отправляет изделие в карманы.
Система автоуправления
Система автоматического управления позволяет управлять скоростью прокатки, регулирует длину и количество изделий регламентирует паузы производственного цикла.

Оснащается пультом управления с системой индикации основных параметров и, в идеале, сигналом аварийного оповещения.
Требования к помещению и персоналу
Для небольшого серийного производства будет достаточно:
- Площадь не менее 4×18м;
- Грузоподъемная техника — не менее 5 тонн;
- Обслуживающий персонал- минимум 1 оператор и 1 помощник;
- Ресурс оборудования для производства профильных труб должен составлять не менее 10 лет.
Важно! Для производства труб больших размеров необходимо выбирать агрегаты повышенных мощностей.
Примеры продукции, получающейся на линии
Размеры готовой продукции лежат в пределах от 15×15мм до 300×300мм.
На фотографиях ниже-примеры готовой продукции:
Видео работы станка
Несколько примеров работы станка — в видео ниже.
Кому продавать трубу
Профильная труба применяется повсеместно. Поэтому рынок сбыта трубы- огромен.
Изделие используется в следующих сферах:
- Каркасы зданий (в т.ч. популярное каркасное малоэтажное строительство);
- Сооружение мостов;
- Конструкция строительных ферм;
- Машиностроение;
- Производство мебели;
- Реклама;
- Перегородки;
- Металлические ангары.
И это далеко не полный список видов деятельности.
Все организации, специализирующиеся на любой деятельности из списка — приобретают профильную трубу и могут стать Вашими клиентами.
Какой доход приносит бизнес
Для просчета прибыли необходимо составить бизнес —план, в котором следует учесть все расходы.
Средняя стоимость заводской производственной линии полного цикла −1.5-2млн.рублей
При самостоятельном сборе можно обойтись меньшей суммой.
В месяц, в зависимости от региона- от 30 тысяч рублей и выше.
- Заработная плата персонала;
- Закупка сырья.
Тонну листа толщиной 1-1.5мм оптом можно приобрести за 40.000руб. Цена готового изделия начинается с 50.000 руб за тонну. Производя 50 тонн трубы ежемесячно, предприятие окупит себя уже за полгода, а через пару лет изготовление профильных труб начнет приносить стабильную хорошую прибыль.
Конкурентов у производителей профильной трубы достаточно, но и рынок сбыта — огромен.
И в заключении — несколько обещанных ценных советов:
- Не стремитесь производить все размеры. По статистике самый востребованный размер профильных труб — 40×25×1.5, 60×30×1.5, 40×20×1.5. Выберите оптимальный для себя рынок сбыта, промониторьте потребности покупателей, с них и начинайте;
- Освойте производство изделий с промежуточной стенкой −1.2 и 1.8. Они встречаются на рынке реже и крайне востребованы;
- Горячекатанный лист на порядок дешевле холоднокатанного.
- Освойте ночное производство- тарифы на электроэнергию ночью ниже;
- Профиль меньшего размера дешевле производить и легче продавать.
На этом на сегодня-все. Надеюсь, статья оказалась для вас интересной и полезной, а кому-то станет даже руководством к действию.
Следите за новостями в соцсетях, делитесь опытом и вступайте в наши сообщества — обещаю, самое интересное- впереди!
Производители стальных и чугунных труб
К предприятиям металлургической отрасли промышленности относятся заводы, специализирующиеся на выпуске металлических труб и соединительных деталей для трубопроводов. Продукция трубных заводов применяется в нефтегазовом секторе, в химической и нефтехимической промышленности, в сфере строительства и ЖКХ, судостроении и авиастроении, а также в космической технике. С точки зрения применяемых технологий, трубная промышленность входит в число отраслей-лидеров в российской металлургии.
ООО «НЧТЗ» (Набережночелнинский трубный завод) производит всю линейку оборудования для заканчивания нефтяных и газовых скважин.
АО "Владимирский завод металлорукавов" производит гибкие трубопроводные системы из нержавеющей стали и фторопласта. Продукция компании применяется в металлургической, химической и нефтегазовой промышленности, машиностроении и горнодобывающей отрасли.
ЗАО "Лискинский завод монтажных заготовок" - предприятие металлообрабатывающей промышленности, специализируется на производстве деталей трубопроводов.
ОАО «Газпромтрубинвест — Волгореченский трубный завод» — металлургическое предприятие, специализирующееся на выпуске труб. Завод осуществляет производство и реализацию труб насосно-компрессорных, обсадных, электросварных, газонефтепроводных, водогазопроводных, профильных труб квадратного сечения, обсадка, НКТ, ГОСТ 632-80, ГОСТ 633-80, ГОСТ 632, DIN, EN, anoy, j55.
ООО Липецкая трубная компания "Свободный сокол" является крупнейшим поставщиком трубной продукции для сектора питьевого водоснабжения и водоотведения и единственным производителем труб из высокопрочного чугуна с шаровидным графитом (ВЧШГ) в диапазоне диаметров от 80 до 1000 мм в России и странах СНГ.
ООО «Научно-производственное предприятие «Валок-Чугун» - специализируется на выпуске сварных фасонных частей из высокопрочного чугуна с шаровидным графитом. С 1 июля 2008 года НПП «Валок-Чугун» является официальным представителем ООО «ЛТК «Свободный сокол».
ООО "Мытищинский трубный завод" специализируется на производстве и поставке труб стальных диаметров 820 - 1420 мм. В ассортименте новые трубы стальные электросварные, трубы обечаечные, отводы, переходы, тройники.
ООО «Королёвский трубный завод» входит в число крупнейших металлотрейдеров России, обладая при этом собственным производством: производственно-складскими комплексами в г. Королев, г. Ивантеевка, г. Воронеж, г. Липецк, позволяющими складировать одновременно до 50 000т и ежемесячно отгружать до 60 000 т металлопродукции.
ООО «Королёвский трубный завод» входит в число крупнейших металлотрейдеров России, обладая при этом собственным производством: производственно-складскими комплексами в г. Королев, г. Ивантеевка, г. Воронеж, г. Липецк, позволяющими складировать одновременно до 50 000 т. и ежемесячно отгружать до 60 000 т. металлопродукции.
АО "Загорский Трубный Завод" (АО "ЗТЗ") - предприятие металлургической промышленности, специализирующееся на производстве электросварных труб большого диаметра для нефте- и газопроводов.
Производство профильной трубы

Профильные металлические трубы широко применяются в самых разных отраслях промышленности и сферах человеческой деятельности. Налаженный процесс производства таких труб сравнительно прост, а прибыль от выпущенной продукции очень велика. При наличии средств и желания заниматься металлообработкой, бизнесмен сможет довольно быстро выйти на окупаемость.
Требования к помещению и персоналу
Для производства небольших партий труб следует найти помещение, площадь которого составляет не менее 80 кв. м. Технологический процесс отличается высокой степенью автоматизации, поэтому для маленькой линии понадобится всего один оператор и его помощник. При необходимости можно нанять водителя и грузчика, а также расширить административный персонал (привлечь бухгалтера, менеджера по сбыту продукции).
Материалы и виды
Профильные трубы изготавливаются из рулонных стальных листов – штрипсов. Обычно для штрипсов берут низколегированную или углеродистую сталь. Важное значение имеет не только сорт стали, но и толщина листа, поскольку от толщины заготовок непосредственно зависит прочность готовой трубы и ассортимент выпускаемой продукции.
В зависимости от назначения выделяют следующие виды профилей:
- стандартные (применяются для строительства лесов, изготовления каркасов, ограждений, систем орошения, опор и прочих подобных конструкций);
- магистральные (используются как опора для крупногабаритных трубопроводов);
- устойчивые к химическим воздействиям (обрабатываются специальным образом, применяются в пищевой, химической и медицинской промышленности);
- промышленные (идут на изготовление автомобильных валов, цилиндров, поршней и подшипников для различных станков и двигателей).
Начинающему бизнесмену стоит освоить производство стандартных профилей, после чего можно постепенно переходить к изготовлению других видов продукции.
Профильные трубы также различаются по своему сечению:
- прямоугольные и квадратные (наиболее востребованы в строительстве и промышленности);
- многоугольные (применяются в мебельной отрасли, используются как элемент декора).
В целом, металлопрофиль очень востребован на строительном рынке и в различных отраслях, так как он отлично выдерживает нагрузки, легко монтируется, не боится физических повреждений, огня и влаги.
Технологии изготовления
Для массового потребления, как правило, изготавливают квадратные или прямоугольные профили, диаметр которых составляет от 15 до 300 мм. Существуют два метода производства труб:
- вальцовка обычной круглой трубы;
- полный цикл производства (изготовление труб из стальных листов).
Второй способ более трудоемкий и затратный, чем первый, однако только в таком случае можно получить по-настоящему качественные и прочные трубы.

Полный цикл производства
Как уже отмечалось, для производства профиля используют стальные листы (штрипсы). При больших объемах выпускаемой продукции рекомендуется заключить прямой договор с металлургическим предприятием, чтобы не тратить лишние деньги на посредников.
Штрипс поставляется в рулонах, ширина которых намного превышает ширину заготовки для труб. В связи с этим на линии понадобится специальное резательное оборудование. Сам процесс изготовления выглядит следующим образом:
- Разметка и нарезка штрипсов. Ширина полученной заготовки составляет не менее 50 мм. Далее полосы свариваются и поступают на вращающийся барабан.
- Подача металлической ленты на первый вальцовочный станок. Здесь заготовке придают круглое сечение, причем для этого используют только физические методы.
- Сварка заготовок. Специальный станок сваривает свободные края высокочастотными токами. Лишний металл тут же снимается резцами, после чего заготовку охлаждают в особых эмульсиях.
- Калибровка. На предыдущем этапе заготовка приобрела вид целой трубы, однако ее нужно сделать ровной по всей длине.
- Окончательная вальцовка. Труба сжимается с четырех сторон и приобретает необходимое сечение.
Готовый профиль нарезают равными частями и отправляют на склад.
Принцип контроля
Любое металлическое изделие, в том числе и труба, наименее устойчиво в области сварного шва. В связи с этим вся готовая продукция должна пройти процедуру контроля. Для этого обычно используют один из следующих методов:
- Вихретоковая дефектоскопия. Сквозь металл пропускают вихревые токи, а затем регистрируют их выход. По изменению направления токов можно определить наличие дефекта в данном участке трубы (раковины, пустоты и др.)
- Визуальный осмотр. Квалифицированный специалист вручную осматривает трубу на предмет трещин, повреждений от вальцов, и прочих дефектов.
В сущности, на предприятии необходимо использовать оба метода, однако большой объем продукции довольно сложно проверить вручную, так что рекомендуется контролировать хотя бы часть партии и своевременно проводить техническое обслуживание станков.
Оборудование и оснащение цеха
Самая важная часть подготовки к данному производству – приобретение оборудования для изготовления металлопрофиля. На рынке имеется огромное количество станков и автоматизированных линий, так что предпринимателю нужно ориентироваться лишь на размер своего кошелька и предполагаемый выпуск продукции. Слишком дешевое оборудование приобретать не стоит, но и линия с повышенной производительностью – не лучший вариант для начала бизнеса. Рекомендуется купить полуавтоматическую линию средней мощности.
Любая линия по изготовлению профиля состоит из нескольких основных станков:
- устройство для разматывания и резки штрипсов;
- трубогиб (вальцовочный станок);
- сварочный аппарат;
- станок для нарезки готовых труб.
Соединять друг с другом разные станки неэффективно, лучше всего выбирать готовые линии от одного поставщики. Среди них есть не только автоматизированные варианты, но и линии, требующие значительного ручного труда. Разумеется, автоматические линии стоят дороже.

Перед приобретением оборудования важно подумать об ассортименте будущей продукции. Если вальцовочный станок оснастить дополнительными валами (например, треугольными), то можно одним шагом увеличить прибыль за счет выпуска профиля треугольного сечения. Многие предприниматели приобретают ванну для оцинкования, поскольку оцинкованные трубы тоже пользуются стабильно высоким спросом.
В целом, стоимость комплекта оборудования для производства профильной трубы составит не менее 600 тысяч рублей. Такая цена считается сравнительно невысокой, поскольку линия будет обладать низкой производительностью.
Кому реализовывать готовую продукцию
Первоначальные затраты на запуск предприятия составят около 2 млн рублей. Только на оборудование (качественную линию средней мощности) уйдет примерно 1,5 миллиона. Также вам понадобится арендовать помещение, произвести его ремонт и подготовку к производству, закупить сырье (1 тонна штрипса стоит около 40 тысяч рублей).
Ежемесячные расходы преимущественно складываются из стоимости сырья и оплаты труда персонала. В месяц придется тратить не менее 500 тысяч рублей. Средняя цена 1 тонны профиля составляет около 50 тысяч. Если изготавливать ежемесячно хотя бы 30 тонн трубы, то можно выручить 1,5 млн рублей. Прибыль составит около 1 миллиона, и вложения окупятся за пару месяцев.
С реализацией профильной трубы вряд ли возникнут сложности. Основные сферы применения профиля:
- строительство (в том числе капитальный ремонт зданий);
- машиностроение;
- мебельная промышленность;
- реклама (уличные баннеры);
- перегородки и всевозможные каркасы.
Вам достаточно прорекламировать свою продукцию в газетах, на радио и в интернете. Можно также обратиться к местным строительным компаниям и ремонтным организациям.
Главное – вникнуть в тонкости производственного процесса и приобрести качественное оборудование. Готовая продукция имеет постоянный стабильный спрос и обеспечит быструю окупаемость. Рекомендуем посмотреть существующих производителей трубы и произвести конкурентную разведку.
Процесс производства труб - бесшовные и сварные трубы
Бесшовная труба является самой прочной среди всех типов труб, поскольку имеет однородную структуру по всей длине трубы.
Бесшовные трубы производятся в разных размерах и шедулов. Однако есть ограничение на изготовление труб большого диаметра. Бесшовные трубы широко используются при изготовлении фитингов, таких как изгибы, отводы и тройники.
Процесс оправки
В процессе производства труб на стане для прокатки бесшовных труб на оправке стальная заготовка нагревается до высокой температуры во вращающейся печи. Цилиндрическая полость, которая также известна как маточная полость, изготавливается с помощью роторного пробойника и набора роликов, который удерживает пробойник в центре заготовки. Наружный диаметр пробойника приблизительно равен внутреннему диаметру готовой трубы. С помощью этого достигается вторичный наружный диаметр и толщина роликов.
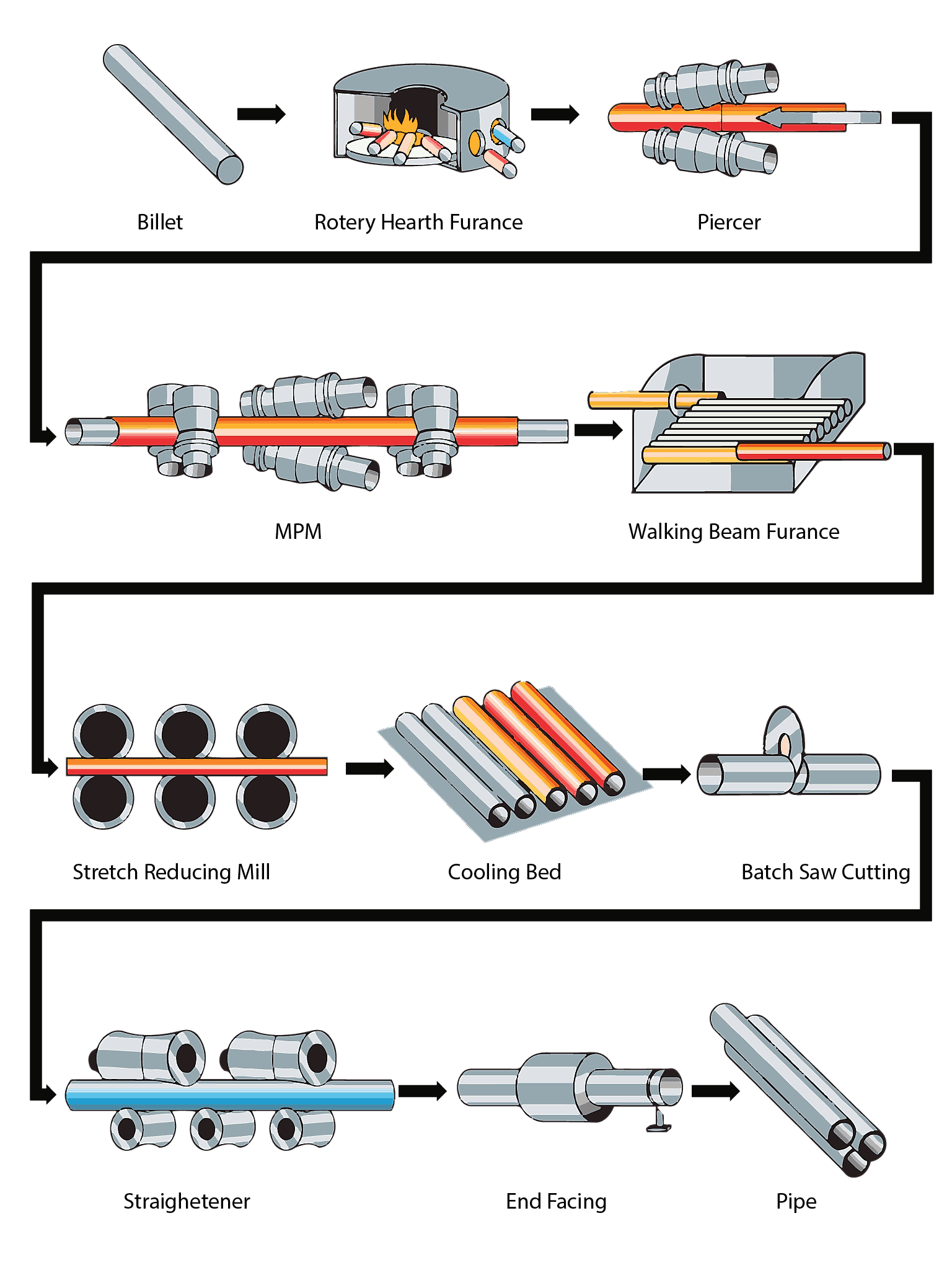
Металлическая заготовка - печь с вращающимся подом - прошивной пресс - непрерывный трубопрокатный стан с удерживаемой оправкой - печь с шагающим балочным подом - редукционно-растяжной трубопрокатный стан - стеллаж для охлаждения - послойная резка - правильный пресс - резка торцов - труба.
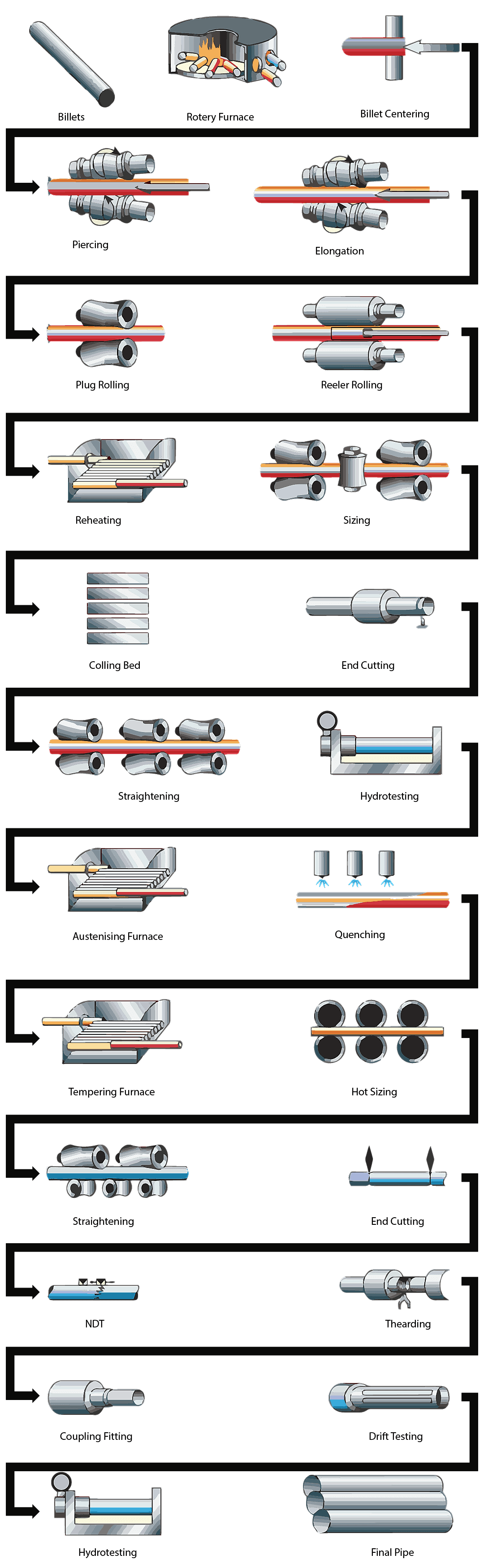
Завод по производству труб со штоком Маннесманн
Маннесман это немецкий инженер, который изобрел этот процесс производства труб. Единственное различие между процессом станка со штепсельной вилкой и процессом станка с оправкой состоит в том, что в способе оправки внутренний диаметр достигается за один проход, тогда как в Маннесмане возможно многоступенчатое сокращение.
Металлическая заготовка - вращающаяся печь - центрирование заготовки - прошивка - относительное удлинение при разрыве - горячая прокатка труб на оправке - стан прокатки - повторный нагрев - калибровка труб - охлаждающий под - резка концов - правка - гидроиспытания - аустенизационная печь - быстрое охлаждение - закалочная печь - горячая колибровка - правка - торцовка - испытание без разрушения - нарезания резьбы - соединительный фитинг - тестирование оправки - гидроиспытания - готовая труба.
Процесс изготовления кованой бесшовной трубы
В процессе изготовления кованой трубы нагретую заготовку помещают в ковочную матрицу, диаметр которой немного больше, чем у готовой трубы. Гидравлический пресс ковочного молота с соответствующим внутренним диаметром используется для создания цилиндрической ковки. Как только эта ковка сделана, труба подвергается механической обработке для достижения окончательного размера. Процесс изготовления кованой трубы применяется для изготовления бесшовных труб большого диаметра, которые невозможно изготовить традиционными методами. Кованые трубы обычно используются для парового коллектора.
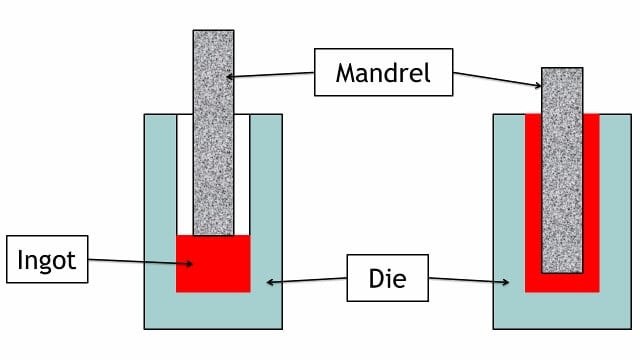
Литая заготовка Волока
Экструзионные процессы
При изготовлении экструзионной трубы нагретую заготовку помещают внутрь матрицы. Гидравлический таран прижимает заготовку к прокалывающей оправке, материал протекает из цилиндрической полости между головкой и оправкой. Это действие производит трубы из заготовки. Иногда изготавливаемые трубы производят трубы с большой толщиной, известной как матовая впадина. Многие производимые вторичные трубы использовали эту материнскую полость для производства труб с различными размерами.
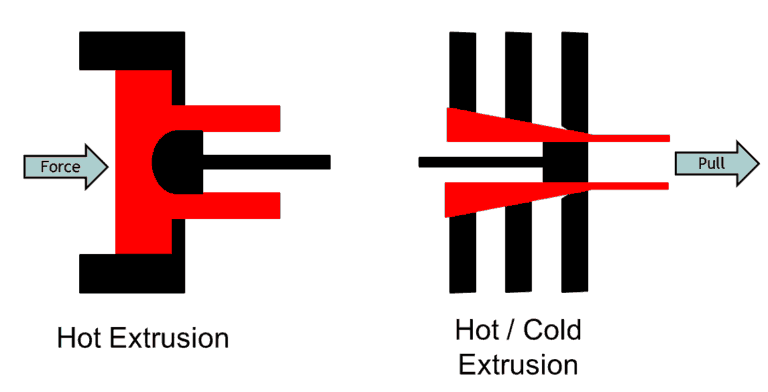
Горячее прессование Холодное /горячее прессование
Производство сварных труб
Сварные трубы изготавливаются из пластин или непрерывных катушек или полос. Чтобы изготовить сварную трубу, первая пластина или рулон катятся в круглом сечении с помощью листогибочной машины или с помощью ролика в случае продолжения процесса. После того, как круглое сечение откатано от плиты, труба может быть сварена с присадочным материалом или без него. Сварные трубы могут быть изготовлены в большом размере без каких-либо ограничений сверху. Сварные трубы с присадочным материалом могут быть использованы при изготовлении изгибов большого радиуса и отвода. Сварные трубы дешевле по сравнению с бесшовными, а также слабые из-за сварки.
Существуют различные методы сварки, используемые для сварки трубы:
- ERW - электрическая сварка сопротивлением
- EFW - электрическая сварка плавлением
- HFW- высокочастотная сварка
- SAW - дуговая сварка под флюсом (длинный шов и спиральный шов)
ERW процесс производства стальных труб
В процессе производства труб ERW / EFW / HFW первая пластина формируется в цилиндрической форме, а продольные кромки сформированного цилиндра свариваются методом мгновенной сварки, низкочастотной контактной сварки, высокочастотной индукционной сварки или высокочастотной сварки или сваркой сопротивлением.
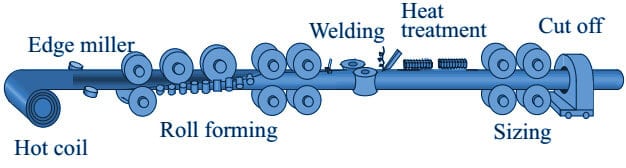
Горячая катушка - фрезерный станок - фасонная прокатка - сварка - тепловая обработка - установление размеров - резка
SAW Производство труб
В процессе сварки SAW внешний присадочный металл (проволочные электроды) используется для соединения формованных пластин. SAW трубы могут иметь один продольный шов, двойной продольный шов в зависимости от размера трубы. Труба SAW также доступна в спиральном шве, который непрерывно катится от единственной пластины катушки. Производительность спиральной SAW трубы очень высока по сравнению с прямой SAW трубой. Однако трубы спиральной SAW используются только в сервисах низкого давления, таких как водоснабжение, некритические технологические процессы и т. д.
Как делают бесшовные трубы
Бесшовные трубы — это разновидность металлопроката, технология производства которого предусматривает отсутствие каких-либо швов по всей длине изделий. Такие детали не содержат и других соединений. Такие сплошные заготовки изготавливаются на специальных прокатных станках. Поэтому производственный процесс получил название «прокатка».

Бесшовные трубы являются цельными изделиями и не содержат швов, а также других соединений. В первую очередь в зависимости от технологии производства бесшовные трубы подразделяются на два вида:
Также существуют цельнотянутые детали, которые относятся к особой группе бесшовного металлопроката. Такие изделия отличаются тем, что имеют толстые стенки.

Изделия, которые имеют шов, в свою очередь, выполняются с помощью двух основных методов:
- сварка (заготовка сваривается по спирали);
- фальцовка (согнутый лист закрепляется продольно специальным фальцем).
Бесшовные трубы отличаются высокими прочностными характеристиками, поэтому их, как правило, используют в коммуникациях с высокими показателями давления.
Материалом для таких деталей в большинстве случаев выступает сталь. Это связано с тем, что этот материал обладает высокой прочностью. Рассмотрим и другие достоинства этих изделий:
высокий коэффициент теплопроводности;
низкий показатель линейного расширения;
антикоррозийная стойкость толстостенной продукции.

К основным недостаткам таких изделий можно отнести:
Для того, чтобы проложить коммуникацию из таких труб, важен правильный расчёт основных параметров. К ним можно отнести показатели сечения труб и толщину их стенок.

Бесшовные трубы используются в ответственных конструкциях, которые работают под высоким давлением. Для транспортировки токсичных веществ применяются преимущественно горячекатаные бесшовные изделия.
Кроме этого, изделия, выполненные методом горячей прокатки, широко эксплуатируются в автомобилестроении, авиации и т. д. А также используются для транспортировки агрессивных химических веществ и нефти (химическая и нефтяная отрасли).
Использование таких деталей также востребовано в коммунальной сфере. Из них монтируются различные хозяйственные коммуникации, которые осуществляют транспортировку горячей воды, холодной воды, газа, а также отвод стоков (канализационная система).
В угледобывающей сфере такие изделия используются для отвода пара и других продуктов от оборудования. Кроме этого, сплошные трубы используются в оборонной промышленности, кораблестроении, металлургии. Обширность эксплуатации бесшовных изделий объясняется их высокой надёжностью. Из них выполняются довольно сложные, с конструктивной точки зрения, коммуникации, которые используются в тяжелых областях производства.
Как делают бесшовную трубу с помощью метода горячей прокатки? Этот процесс сопровождается большими финансовыми расходами, поэтому стоимость таких изделий также является довольно большой. Рассмотрим поэтапно производство бесшовных труб, посредством наиболее популярного метода — горячей прокатки:
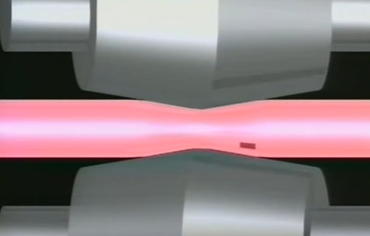
На первом этапе происходит подготовительная работа. Заготовка подготавливается к последующей обработке. Заготовка является полым элементом, который имеет определённые показатели сечения и длины. Изготовление такой заготовки происходит из особого вида стали. Перед прокаткой этого первичного элемента, его нагревают до высоких температур (1180–1200 °C).
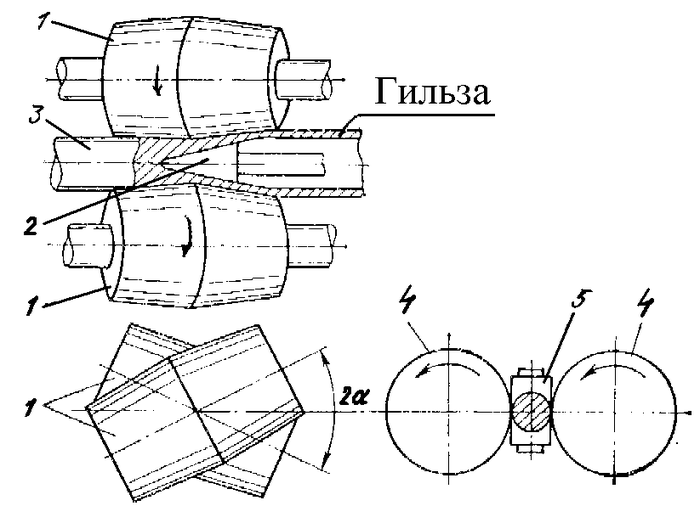
На втором этапе выполняется формирование гильзы. Гильзу получают с помощью специального высокомощного сверла, которое пробуривает в заготовке отверстие определённых размеров. После завершения процесса деталь уже напоминает трубу, однако, не является окончательным продуктом.
И, наконец, на третьем этапе происходит основной процесс — прокатка. Прокатка включает в себя ряд процессов: гильзу помещают на специальные прокатные станки, в состав которых входит несколько валиков, далее расположенная между двумя валиками гильза постепенно вытягивается в одном из направлений. Элементом контроля диаметра будущей трубы выступает специальный ограничительный элемент.
Для того, чтобы готовая труба соответствовала необходимым параметрам, вышеперечисленные манипуляции проводятся несколько раз, до получения нужного изделия.
А также стоит отметить, что производство бесшовных труб — сложный процесс, который требует соблюдения всех технических норм и правил безопасности. Производство бесшовного металлопроката выполняется только на специальных предприятиях, оснащённых всем необходимым для этого оборудованием.
Холоднокатаные изделия отличаются высокими прочностными характеристиками, а также имеют идеально гладкую поверхность, что является очень важным фактором для различных коммуникаций.
Как делают трубы с помощью холодной прокатки? Рассмотрим поэтапно этот процесс:
В первую очередь заготовка проходит комплекс мер по очистке. К таким мерам можно отнести:
очистка с помощью химических веществ;
Помимо этого, стоит отметить, что нередко заготовка обрабатывается фосфатами или медью, что повышает её прочностные характеристики. Впоследствии такие изделия имеют хорошую резистентность к деформации.
Затем с помощью валиков происходит формирование круглого сечения. Стоит отметить, что угол поворота валиков может меняться, что, в свою очередь, влечёт смену калибра трубы.
При выполнении круглого калибра трубы, обладающей большим диаметром, проводится дополнительная процедура — сжатие.

В случае необходимости уменьшения показателя сечения изделия, процесс повторяется, после чего необходимым условием является проведение дополнительных процедур — протравки и промывки.
Разновидности трубных изделий без швов
Бесшовные или литые изделия в первую очередь классифицируются по длине и бывают:
- кратные мерной длине;
По ГОСТу существует чёткое подразделение бесшовных труб по размерам. Например, показатели сечения горячекатаных бесшовных изделий варьируются от 25 до 700 мм, а толщина их стенок может быть от 2,5 до 75 мм. Длина немерных деталей колеблется от 4 до 12 м. Холоднотянутые изделия имеют показатели сечения от 8 до 450 мм и толщину стенки — 20 мм. Длина холоднотянутых бесшовных деталей колеблется в пределах от 4,5 до 9 м.
Цельнотянутые трубы подразделяются на 4 основные категории, каждая из которых, в свою очередь, имеет по 4 подгруппы.
Цельнотянутые детали считаются наиболее надёжными, так как обладают самыми высокими прочностными характеристиками и выпускаются из литых заготовок. В процессе изготовления цельнотянутой трубы в монолитной заготовке выполняется отверстие, имеющее необходимые показатели сечения. Стоит также отметить, что в случае с цельнотянутыми стальными изделиями толщина их стенок составляет — 6–13 мм.
Читайте также: