Прочность связи резины с металлом
Текст ГОСТ ISO 5603-2022 Резина. Определение прочности связи с металлокордом
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ (МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION (ISC)
РЕЗИНА
Определение прочности связи с металлокордом
(ISO 5603:2017, Rubber, vulcanized — Determination of adhesion to wire cord, IDT)
Москва Российский институт стандартизации 2022
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным бюджетным учреждением «Российский институт стандартизации» (ФГБУ «РСТ»), Межгосударственным техническим комитетом по стандартизации МТК 542 «Продукция нефтехимического комплекса» на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 8 июня 2022 г. № 152-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004—97
Код страны по МК (ИСО 3166) 004—97
Сокращенное наименование национального органа по стандартизации
ЗАО «Национальный орган по стандартизации и метрологии» Республики Армения
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
4 Приказом Федерального агентства по техническому регулированию и метрологии от 12 июля 2022 г. № 606-ст межгосударственный стандарт ГОСТ ISO 5603—2022 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2023 г.
5 Настоящий стандарт идентичен международному стандарту ISO 5603:2017 «Резина вулканизованная. Определение адгезии с металлокордом» («Rubber, vulcanized — Determination of adhesion to wire cord», IDT).
Стандарт разработан подкомитетом SC 2 «Испытания и анализ» Технического комитета ТС 45 «Каучук и резиновые изделия» Международной организации по стандартизации (ISO).
Наименование настоящего стандарта изменено относительно наименования указанного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА.
Дополнительные сноски в тексте стандарта, выделенные курсивом, приведены для пояснения текста оригинала
6 ВЗАМЕН ГОСТ ISO 5603—2013
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге «Межгосударственные стандарты»
© Оформление. ФГБУ «РОТ», 2022
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
РЕЗИНА
Определение прочности связи с металлокордом
Determination of adhesion to wire cord
Дата введения — 2023—01—01
Предупреждение 1 — Пользователи настоящего стандарта должны быть знакомы со стандартной лабораторной практикой. В настоящем стандарте не предусмотрено рассмотрение всех вопросов обеспечения безопасности, связанных с его применением. Пользователь настоящего стандарта несет ответственность за установление соответствующих правил безопасности и охраны здоровья, а также определяет целесообразность применения законодательных ограничений перед его использованием.
Предупреждение 2 — Некоторые процедуры, установленные в настоящем стандарте, могут быть связаны с использованием или образованием веществ или образованием отходов, которые могут представлять опасность для окружающей среды. Следует использовать документацию по безопасному обращению и утилизации веществ после использования.
1 Область применения
Настоящий стандарт устанавливает два метода (1 и 2) определения прочности связи резины с металлокордом, запрессованным в резину.
Результаты испытаний, полученные при использовании разных методов, могут быть несопоставимы.
Методы применимы преимущественно для образцов, приготовленных в стандартных лабораторных условиях, и используют при научно-исследовательских разработках, а также для контроля качества материалов и технологий, применяемых в производстве изделий, армированных металлокордом.
Примечание — Методы можно применять для испытания отдельной проволоки, например, бортовой.
По методу 1 снижается зависимость измеренной прочности связи от модуля упругости и прочностных свойств резины.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных — последнее издание (включая все изменения)]:
ISO 2393, Rubber test mixes — Preparation, mixing and vulcanization — Equipment and procedures (Смеси резиновые для испытания. Приготовление, смешение и вулканизация. Оборудование и процедуры)
ISO 5893:2002 1 , Rubber and plastics test equipment — Tensile, flexural and compression types (constant rate of traverse) — Specification [Оборудование для испытания резины и пластиков. Типы аппаратуры для растяжения, изгиба и сжатия (с постоянной скоростью перемещения). Спецификация]
ISO 18899:2013, Rubber — Guide to the calibration of test equipment (Резина. Руководство по калибровке испытательного оборудования)
ISO 23529, Rubber — General procedures for preparing and conditioning test pieces for physical test methods (Резина. Общие процедуры приготовления и кондиционирования образцов для физических методов испытаний)
3 Термины и определения
ISO и IEC поддерживают терминологическую базу данных, используемую в целях стандартизации по следующим адресам:
4 Сущность метода
Для определения прочности связи измеряют усилие, необходимое для выдергивания одиночного металлокорда из подготовленного образца резины. Для обеспечения однородности натяжения усилие должно быть направлено вдоль оси металлокорда с помощью испытательного приспособления с подобранным отверстием круглой или квадратной формы.
Образцы готовят совместной вулканизацией резины с металлокордом под давлением.
Для метода 1 армируют наружную поверхность резины.
Для метода 2 армирование не применяют.
5.1 Металлокорд, соответствующий требованиям к исследуемой системе связи. Используют стальной металлокорд с латунным покрытием конструкции 3 х 0,15 + 6 1 0,27 или 7 х 4 х 0,22 2 , если не установлены требования.
Примечание — Размеры металлокорда определяют по диаметру и количеству входящих в состав проволок, начиная от центра металлокорда.
Для контроля качества металлокорд следует испытывать в полученном виде, т. е. без дополнительной очистки и сушки.
Металлокорд следует хранить в сухой атмосфере для предотвращения ухудшения качества его поверхности. Для хранения рекомендуется использовать герметичный контейнер с влагопоглощающим материалом (например, силикагелем, SiO2). Контейнер следует открывать только для извлечения металлокорда, затем его сразу плотно закрывают. Важно, чтобы металлокорд не был загрязнен пылью влагопоглощающего материала.
5.2 Невулканизованная резиновая смесь, соответствующая требованиям к исследуемой системе связи. По возможности резиновую смесь перед испытанием следует обработать на вальцах. Если резину вальцевать невозможно, ее поверхность протирают растворителем и сушат. Предпочтительно использовать гептан, допускается применять нефтяные растворители с температурой кипения от 65 °C до 125 °C; остаток при выпаривании используемого растворителя должен быть не более 3 мг на 100 см 3 растворителя. Резиновую смесь перед использованием хранят при стандартной температуре в лаборатории (23 ± 2) °C или (27 ± 2) °C. Резиновую смесь можно хранить в виде каландрованного листа требуемой толщины в полиэтиленовой пленке темного цвета.
5.3 Армирующий материал для придания жесткости резиновому блоку (только для метода 1). Для армирования применяют металлическую пластинку, обработанную усилителем адгезии (при толщине t не менее 0,5 мм) или полоску жесткого обрезиненного металлокордного полотна, при этом полотно должно состоять из металлокорда с высоким сопротивлением изгибу, например, металлокорда конструкции 3 х 0,30 + 6 х 0,38, если толщина t не превышает (2,5 ± 0,1) мм.
6.1 Пресс-форма для изготовления образца, в котором определенное количество нитей металлокорда равномерно расположены вдоль его длины. Для разных методов испытаний применяют пресс-формы разной конструкции.
Используют пресс-форму полузаходного типа с целью обеспечения максимальной монолитности резины вокруг металлокордных нитей во время прессования, после чего в пресс-форме образуется полость фиксированного объема.
Соответствующая пресс-форма для получения образцов, армированных стальным кордным полотном, приведена на рисунке 1. Пресс-форма позволяет приготовить образцы длиной 310 мм, содержащие 21 металлокордную нить.
Допускается применять аналогичные пресс-формы с другим количеством нитей металлокорда, но не менее девяти. Размер х пресс-формы зависит от требуемой запрессованной длины нитей металлокорда, определяемой диаметром используемого металлокорда (см. 8.2). Для обеспечения разной запрессованной длины металлокорда пресс-форма должна иметь парные пластины или проставки. Размер у должен быть достаточно большим, чтобы позволять вводить избыточное количество резины при формовании (см. 8.3.1).
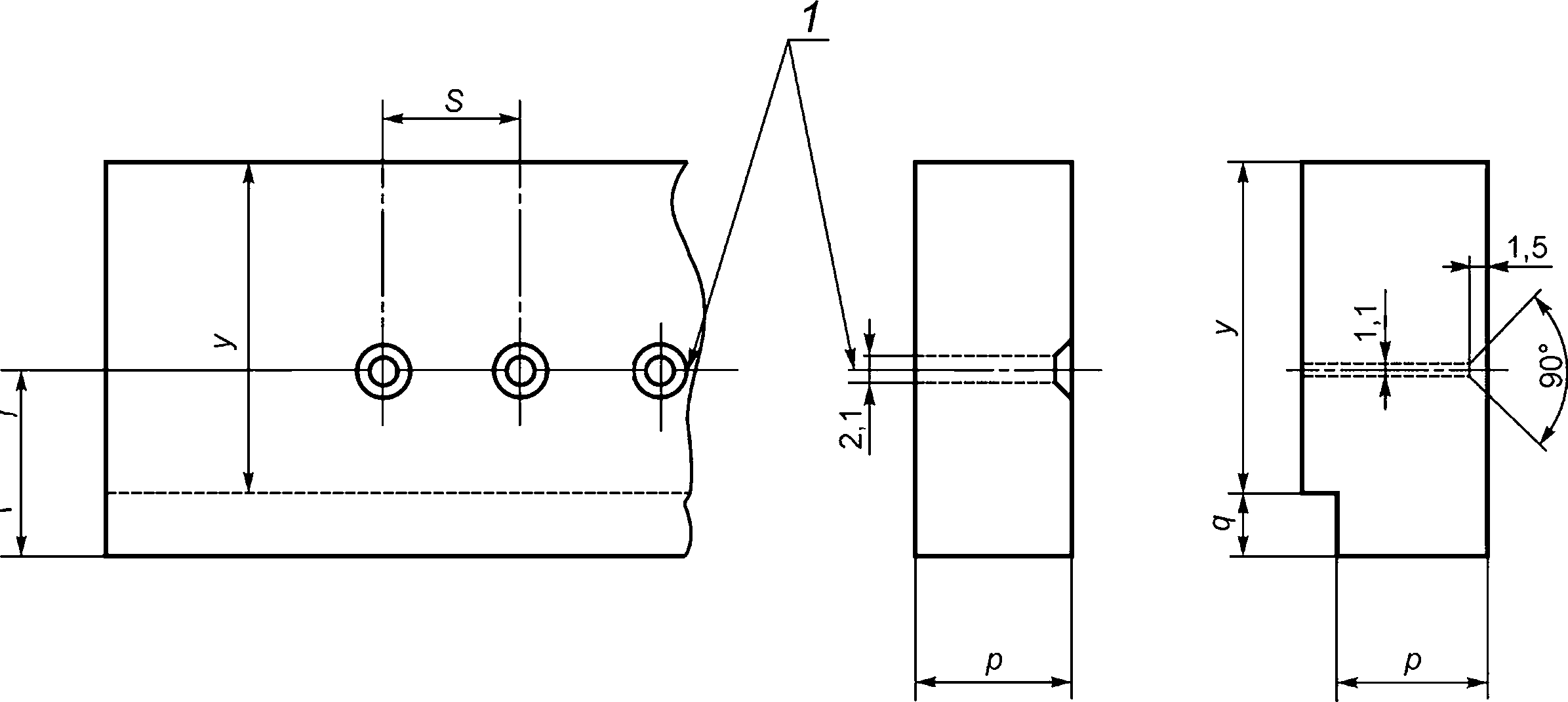
Пресс-форма для армирования образца стальной полосой приведена на рисунке 2. С такой пресс-формой можно использовать натяжное устройство для металлокорда. На рисунке 3 приведены некоторые размеры деталей пресс-формы и сменные стальные пластины, используемые для пресс-форм, приведенных на рисунках 1 и 2 для разных размеров металлокорда.
Допускается использовать другие пресс-формы, позволяющие приготовить образцы требуемых размеров, в которых усилие формования направлено на резину, например, используя пружины.
При необходимости пресс-формы могут придавать формованным образцам подходящие особенности для облегчения центрирования корда во время последующего испытания.
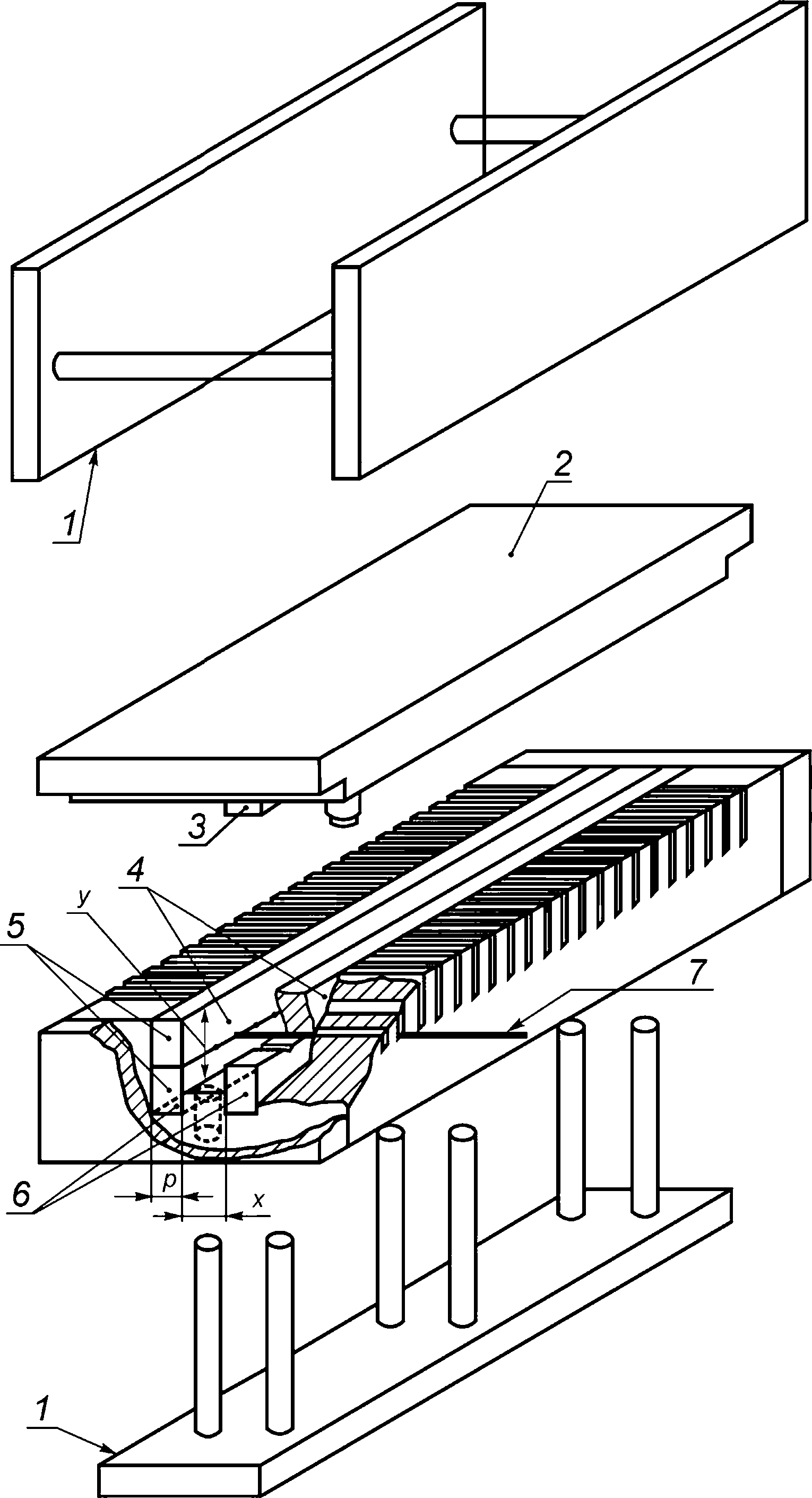
1 — приспособление для извлечения; 2 — крышка полузаходного типа; 3 — плунжер; 4 — верхние проставки;
5 — парные стальные проставки; 6 — нижние проставки; 7 — стальной металлокорд
Рисунок 1 — Первый вариант пресс-формы полузаходного типа с приспособлением для извлечения для метода 1
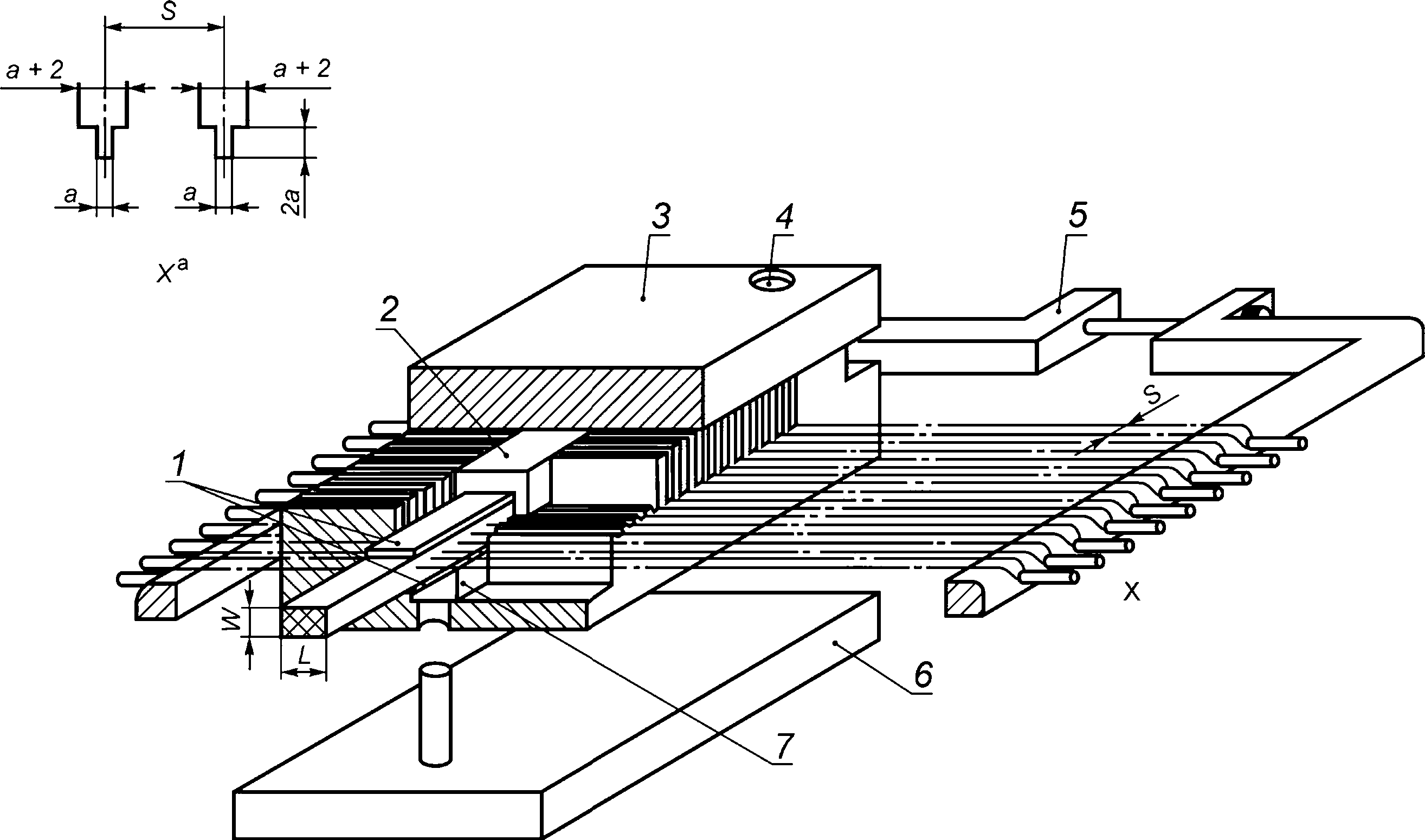
а Деталь поперечного сечения паза (размер а см. на рисунке 3).
1 — металлические армирующие пластинки (толщиной t); 2 — верхняя планка (проставка); 3 — верхняя плита;
4 — центрирующие болты; 5 — натяжная рама; 6 — приспособление для извлечения; 7 — нижняя планка
Рисунок 2 — Второй вариант пресс-формы полузаходного типа с приспособлением для извлечения для метода 1
а) Проставки для пресс-формы по рисунку 1
Рисунок 3, лист 1 — Проставки для двух типов пресс-форм полузаходного типа для метода 1
1. АППАРАТУРА
1.1. Разрывная машина с силоизмерителем безынерционного типа - по ГОСТ 7762-74.
Допускается проводить испытания на разрывной машине с инерционным (маятниковым) силоизмерителем.
1.2. (Исключен, Изм. № 2).
1.3. Разрывная машина должна быть снабжена приспособлением, обеспечивающим центрирование направления прикладываемой к образцу нагрузки при испытании так, чтобы в ходе испытания сила отрыва действовала перпендикулярно поверхности склеивания.
Один из вариантов приспособления приведен в рекомендуемом приложении 1 (метод А), в рекомендуемом приложении 2 (методы Б и В) и в рекомендуемом приложении 2а (метод Г).
1.4. Разрывная машина должна обеспечивать скорость движения подвижного зажима (50 ± 5) мм/мин при проведении испытаний по методу А, 25 - 100 мм/мин при проведении испытаний по методам Б и В и (50 ± 5) мм/мин по методу Г.
1.5. Для проведения испытаний при повышенных температурах разрывная машина должна быть снабжена тепловой камерой, обеспечивающей заданную температуру в соответствии с требованиями ГОСТ 7762-74.
1.3 - 1.5. (Измененная редакция, Изм. № 2, 3).
1.7. Термометры стеклянные технические по ГОСТ 27544-87 с диапазонами измерения от 0 до 100 °С с ценой деления 1 ° С, от 0 до 300 ° С с ценой деления 2 °С.
Для контроля параметров допускается применять другие средства измерения с таким же диапазоном измерения и погрешностью, не превышающей указанную.
1.6 - 1.8 . (Введены дополнительно, Изм. № 3).
2. ПОДГОТОВКА К ИСПЫТАНИЮ
2.1. Образцы для испытания
2.1.1. Образец для испытания по методу А представляет собой резиновый цилиндр высотой (3,0 ± 0,1) мм и диаметром (35,0 ± 0,1) мм, основания которого соединены с металлическими дисками толщиной не менее 9 мм.
За диаметр резинового цилиндра принимают диаметр металлического диска, за высоту - соответствующий размер пресс-формы.
Один из вариантов образца для испытания приведен на черт. 1 .
1 - металлические диски, 2 - резина
Черт. № 1 . (Измененная редакция, Изм. № 3).
2.1.2. Образцы для испытания по методам Б и В представляют собой резиновый цилиндр высотой (2,0 ± 0,5) мм и диаметром (25,0 ± 0,1) мм, основания которого соединены с металлическими дисками.
За диаметр образца для испытания по методу Б принимают диаметр штанцевого ножа, которым вырубают цилиндр из резиновой заготовки, за высоту - толщину резиновой заготовки.
За диаметр образца для испытания по методу В принимают диаметр металлического диска, за высоту цилиндра - соответствующий размер пресс-формы.
Общий вид образца для испытания приведен на черт. 2 .
1 - резина; 2 - металлические диски
* Для метода В - 4,0 ± 0,1
Черт. 2 . (Новая редакция, Изм. № 3).
Черт. 2 . (Измененная редакция, Изм. № 4).
2.1.1 - 2.1.2. (Измененная редакция, Изм. № 1, 2, 3).
2.1.2а. Образец для испытания по методу Г представляет собой резиновый цилиндр с коническими выемками, соединенный с металлическими конусами. За размеры резиновой части образца принимают соответствующие размеры пресс-форм.
Общий вид образца для испытаний приведен на черт. 2а .
1 - металлические конусы; 2 - резина
(Введен дополнительно, Изм. № 2).
2.1.3. Металлические диски и конусы изготовляют из металла, отвечающего требованиям, указанным в нормативно-технической документации (НТД) на продукцию.
2.1.4. Заготовки для образцов по методам А и В вырубают из резиновой смеси штанцевым ножом размерами, обеспечивающими выпрессовку резины при формовании.
Заготовка из резиновой смеси для образца по методу Г по форме должна соответствовать резиновой части вулканизованного образца, размеры заготовки должны обеспечивать получение образцов в соответствии с черт. 2а .
2.1.5. Заготовки из резины для образца по методу Б вырубают штанцевым ножом диаметром (25,0 ± 0,1) мм из пластин толщиной (2,0 ± 0,5) мм.
2.1.3 - 2.1.5. (Измененная редакция, Изм. № 2).
На склеиваемые поверхности резины и металла не должны попадать пыль, влага и другие посторонние вещества.
2.1.7. Клей и другое средство крепления наносят на подготовленные поверхности способами, установленными в НТД или технической документации на клей или другое средство крепления, резину или изделие .
Количество слоев клея или другого средства крепления для методов А, В и Г, наносимого на поверхности металлических дисков и конусов, условия сушки, допустимое время хранения подготовленных металлических поверхностей с нанесенным средством крепления до вулканизации устанавливают в соответствии с требованиями НТД или технической документации на клей или другое средство крепления, резину или изделие .
При применении двух клеев первый клей, нанесенный на металл в качестве грунтовки, носит название «праймер».
2.1.8. Количество слоев клея для метода Б, наносимого на поверхности металла и резины, условия сушки и отверждения время выдержки после склеивания устанавливают в соответствии с требованиями, указанными в НТД или технической документации на клей, резину или изделие .
2.1.9. Металлические диски и заготовки образцов для испытаний по методам А и В устанавливают в пресс-формы, один из вариантов которых приведен в рекомендуемых приложениях 3 (метод А) и 4 (метод В).
Металлические конусы для испытания образцов по методу Г устанавливают в плунжерную пресс-форму, заготовку помещают в камеру пресс-формы, один из вариантов которой приведен в рекомендуемом приложении 5 .
Пресс-формы предварительно подогревают до температуры вулканизации резиновой смеси.
Время, давление на пресс-форму и температуру вулканизации устанавливают в соответствии с НТД на резину .
Во время сборки образцов нельзя касаться скрепляемых поверхностей посторонними предметами и руками.
После вулканизации образцы извлекают из пресс-формы, при этом не допускаются механические воздействия на склеенные поверхности. Образцы после остывания отделяют друг от друга с помощью ножниц, ножа или других инструментов.
Из металлических дисков и заготовок резины по методу Б собирают образец, как указано на черт. 2 .
2.1.6 - 2.1.10 . (Измененная редакция, Изм. № 2, 3).
2.1.11. Образцы для испытания не должны иметь недопрессовок, перекосов, трещин резины и т.п.
2.11.12. Образцы перед испытанием кондиционируют при температуре (23 ± 2) °С не менее 16 ч по методам А и Г и не менее 3 ч - по методам Б и В. Допускается выдерживать образцы при температуре (27 ± 2) °С.
Испытания проводят при температуре кондиционирования или при повышенных температурах, которые должны быть указаны в НТД на клей, резину или изделие .
(Измененная редакция, Изм. № 2, 3).
3. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
3.1. Образец для испытания закрепляют в зажимном устройстве разрывной машины.
Деформация образца при закреплении его в устройстве не допускается.
3.2. Включают разрывную машину и проводят испытания до разрушения образца.
Регистрируют максимальную силу и характер разрушения образца.
3.1, 3.2 (Измененная редакция, Изм. № 2).
3.3. Испытанию подвергают четыре образца от каждой характеризуемой пробы.
3.4. Для проведения испытаний при повышенной температуре в тепловой камере разрывной машины устанавливают заданную температуру.
Время прогрева образцов в камере перед испытанием и температуру испытания устанавливают в соответствии с НТД на продукцию.
(Измененная редакция, Изм. № 2).
4. ОБРАБОТКА РЕЗУЛЬТАТОВ
4.1. Прочность связи резины с металлом каждого образца ( s ) в МПа (кгс/см 2 ) по методам А, Б и В вычисляют по формуле
где F - максимальная сила, МН (кгс);
S - площадь поперечного сечения образца, м 2 (см 2 ), равная для образца, испытанного по методу А, - 9,62 см 2 , для образцов, испытанных по методам Б и В, - 4,91 см 2 .
За прочность связи резины с металлом каждого образца, испытанного по методу Г, принимают максимальное значение силы в МН (кгс).
4.2. За результат испытания принимают среднее арифметическое значение прочности связи всех испытанных образцов. По методам Б и В допускается подсчет среднего арифметического из показателей не менее трех образцов. При этом показатель для каждого из трех образцов должен быть не менее нормы, указанной в НТД на продукцию.
4.1 - 4.2. (Измененная редакция, Изм. № 2).
Р - разрушение произошло по массиву резины;
РК - разрушение произошло по границе резина - клей;
КП - разрушение произошло по границе клей - праймер (методы А, В и Г);
К - разрушение произошло по клею (метод Б);
М - разрушение произошло по границе металл - праймер (методы А, В и Г); металл - клей (методы А, Б, В и Г) или металл - резина (методы А, В и Г).
Разрезы образцов в месте крепления резины к металлу показаны на черт. 3 .
а - при применении двух клеев (методы А и В); б - при применении одного клея; в - при бесклеевом креплении (методы А и В), 1 - резина; 2 - клей; 3 - праймер; 4 - металл
Характер разрушения образца определяют визуально и ориентировочно выражают в процентах, например:
для методов А, В и Г - 20 % Р; 30 % РК; 40 % КП; 10 % М;
для метода Б - 20 % Р; 30 % РК; 40 % К; 10 % М.
Результаты испытаний, полученные методами А, Б, В и Г, несопоставимы.
4.4. Результаты испытания записывают в протокол, который должен содержать следующие данные:
обозначение резины, клея;
метод крепления резины к металлу;
условия вулканизации (для методов А, В и Г);
дату изготовления образцов;
дату проведения испытания;
температуру кондиционирования и испытания;
тип разрывной машины;
результат испытания каждого образца, вычисленный по п. 4.1 , и их среднее арифметическое значение;
описание характера разрушения каждого образца и выражение его в процентах по п. 4.3 .
Примечание . При определении характера разрушения на образце могут быть обнаружены дефекты (недопрессовки, посторонние включения и т.п.), что также заносится в протокол испытания.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Приспособление для закрепления испытуемого образца по методу А
А - металлические диски, Б - резина, 1 - зажим, 2 - гайка, 3 - шайба; 4 - винт
ПРИЛОЖЕНИЕ 2
Приспособление для закрепления испытуемого образца по методам Б и В
А - металлическая часть образца; Б - резина
ПРИЛОЖЕНИЕ 2а
Приспособление для закрепления испытуемого образца по методу Г
А - металлическая часть образца; Б - резина; 1 - шайба; 2 - винт; 3 - гайка; 4 - зажим
Прочность связи резины с металлом
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Методы определения прочности связи с металлом при отрыве
Rubber and glue. Methods of determination of metal bond strength at tearing
Срок действия с 01.01.77
в части метода А с 01.01.80
до 01.01.95*
______________________________
* Ограничение срока действия снято
по протоколу N 4-93 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 4, 1994 год). - Примечание "КОДЕКС".
1. РАЗРАБОТАН И ВНЕСЕН Министерством химической и нефтеперерабатывающей промышленности СССР
Ю.Л.Морозов, д-р хим. наук, Е.Е.Ковалева, Е.П.Логачева, канд. хим. наук, М.Е.Вараксин, канд. техн. наук, А.М.Кучерский, канд. техн. наук, А.Р.Галле, канд. техн. наук, В.В.Белякова, В.Д.Григорян, Л.Р.Шевченко, Т.П.Федулова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 29.12.75 N 4071
3. Стандарт соответствует ИСО 814 в части метода А
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
6. Срок действия продлен до 01.01.95 Постановлением Госстандарта СССР от 27.06.89 N 2088
7. ПЕРЕИЗДАНИЕ (сентябрь 1992 г.) с Изменениями N 1, 2, 3, 4, утвержденными в августе 1978 г., марте 1983 г., мае 1989 г., июле 1990 г. (ИУС 10-78, 7-83, 11-89, 10-90)
Настоящий стандарт распространяется на резину и клей и устанавливает методы определения прочности связи их с металлом при отрыве (А, Б, В и Г).
Сущность методов заключается в измерении силы, необходимой для разрушения связи между поверхностями резины, клея и металла, соединенными между собой; при этом усилие должно действовать перпендикулярно к поверхности соединения при испытании по методам А, Б и В и под углом 45° при испытании по методу Г.
Методы А, В и Г предназначены для определения прочности связи резины с металлом при креплении резиновой смеси к металлу в процессе вулканизации.
Методом Б определяют прочность связи резины с металлом при креплении вулканизованных резин к металлу.
Настоящий стандарт не распространяется на определение прочности связи губчатой резины с металлом.
Метод А применяют при определении прочности связи резины и клея с металлом для изделий, изготовляемых для экспорта.
1. АППАРАТУРА
1.1. Разрывная машина с силоизмерителем безынерционного типа - по ГОСТ 28840-90.
1.2. (Исключен, Изм. N 2).
(Измененная редакция, Изм. N 2).
1.4. Разрывная машина должна обеспечивать скорость движения подвижного зажима (50±5) мм/мин при проведении испытаний по методу А, 25-100 мм/мин при проведении испытаний по методам Б и В и (50±5) мм/мин по методу Г.
(Измененная редакция, Изм. N 2, 3).
1.5. Для проведения испытаний при повышенных температурах разрывная машина должна быть снабжена тепловой камерой, обеспечивающей заданную температуру в соответствии с требованиями ГОСТ 28840-90.
1.6. Часы любой конструкции по действующей нормативно-технической документации.
1.8. Секундомер механический 3-го класса точности по ТУ 25-1819.0021-90, ТУ 25-1894.003-90.
1.6-1.8. (Введены дополнительно, Изм. N 3).
2. ПОДГОТОВКА К ИСПЫТАНИЮ
2.1.1. Образец для испытания по методу А представляет собой резиновый цилиндр высотой (3,0±0,2) мм и диаметром (35,0±0,1) мм, основания которого соединены с металлическими дисками толщиной не менее 9 мм.
Полный текст этого документа доступен на портале с 20 до 24 часов по московскому времени 7 дней в неделю .
Также этот документ или информация о нем всегда доступны в профессиональных справочных системах «Техэксперт» и «Кодекс».

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
Методы определения прочности связи с металлом
при отслаивании
Rubber and glue.
Methods for determination of metal bond strength at separation
1. РАЗРАБОТАН И ВНЕСЕН Министерством нефтеперерабатывающей и нефтехимической промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 08.07.77 N 1712
3. Стандарт соответствует СТ СЭВ 1764-79 в части метода А международному стандарту ИСО 813-86
Номер пункта, подпункта
6. Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 4-94)
7. ИЗДАНИЕ (май 2002 г.) с Изменениями N 1, 2, утвержденными в марте 1983 г., июне 1989 г. (ИУС 7-83, 10-89)
Настоящий стандарт распространяется на резину, клей и устанавливает методы определения прочности связи их с металлом при отслаивании (А, Б и В).
Сущность методов заключается в измерении силы, вызывающей отслаивание резиновой полоски от металлической пластины.
При отслаивании по методу А сила действует перпендикулярно к плоскости пластины, по методам Б и В - параллельно плоскости пластины.
Методы А и В предназначены для определения прочности связи при креплении резиновых смесей к металлу в процессе вулканизации. Метод Б предназначен для определения прочности связи при креплении вулканизованных резин к металлу.
1. АППАРАТУРА
1.1. Разрывная машина с силоизмерителем безынерционного типа, отвечающая требованиям ГОСТ 28840.
1.1.1. Для проведения испытаний по методу А разрывная машина должна быть снабжена приспособлением, обеспечивающим установку испытуемого образца таким образом, чтобы в ходе испытания сила отслаивания действовала, по возможности, перпендикулярно к плоскости металлической пластины.
Для проведения испытаний по методам Б и В разрывная машина должна быть снабжена зажимами, удерживающими металлическую пластину и резиновую полоску в процессе испытания.
Один из вариантов приспособления приведен в приложении 1.
(Измененная редакция, Изм. N 1).
1.1.2. Разрывная машина должна обеспечивать скорость движения подвижного зажима (50±5) мм/мин для метода А и (100±10) мм/мин для методов Б и В.
1.1.3. Для проведения испытаний при повышенных температурах разрывная машина должна быть снабжена тепловой камерой, отвечающей требованиям ГОСТ 28840.
1.2. Часы любой конструкции по нормативно-технической документации.
1.3. Термометры стеклянные технические по нормативно-технической документации с диапазоном измерения от 0 до 100 °С с ценой деления 1 °С и от 0 до 300 °С с ценой деления 2 °С.
1.4. Секундомер механический 3-го класса точности.
Для контроля параметров допускается применять другие средства измерения с соответствующим диапазоном измерения и погрешностью, не превышающей указанную.
1.2-1.4. (Введены дополнительно, Изм. N 2).
2.1. Образец для испытания представляет собой резиновую полоску, прикрепленную клеем или другим средством крепления к металлической пластине.
Общий вид и размеры образцов для испытания указаны на черт.1 для метода А и на черт.2 для методов Б и В.
ГОСТ ISO 814-2013 Резина или термопластик. Определение прочности связи с металлом методом двух пластин
Текст ГОСТ ISO 814-2013 Резина или термопластик. Определение прочности связи с металлом методом двух пластин
ГОСТ ISO 814-2013
РЕЗИНА ИЛИ ТЕРМОПЛАСТИК
Определение прочности связи с металлом методом двух пластин
Rubber vulcanized or thermoplastic. Determination of adhesion to metal by two-plate method
Дата введения 2016-01-01
Цели, основные принципы и порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 160 "Продукция нефтехимического комплекса", Научно-производственным республиканским унитарным предприятием "Белорусский государственный институт стандартизации и сертификации" (БелГИСС) на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 4
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 59-П от 27 сентября 2013 г.)
За принятие проголосовали:
Краткое наименование страны
по МК (ИСО 3166) 004-97
Код страны
по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
Госстандарт Республики Беларусь
4 Настоящий стандарт идентичен международному стандарту ISO 814:2011* Rubber vulcanized or thermoplastic - Determination of adhesion to metal - Two-plate method (Резина вулканизированная или термопластик. Определение прочности связи с металлом. Метод двух пластин).
________________
* Доступ к международным и зарубежным документам, упомянутым здесь и далее по тексту, можно получить, перейдя по ссылке на сайт . - .
Международный стандарт разработан подкомитетом SC2 "Испытания и анализ" технического комитета ISO/TC 45 "Каучук и резиновые изделия" Международной организации по стандартизации (ISO).
Перевод с английского языка (en).
Наименование настоящего стандарта изменено относительно наименования указанного стандарта для приведения в соответствие с ГОСТ 1.5-2001 (подраздел 3.6).
Официальные экземпляры международного стандарта, на основе которого подготовлен настоящий межгосударственный стандарт, и международных стандартов, на которые даны ссылки, имеются в Федеральном информационном фонде технических регламентов и стандартов.
В разделе "Нормативные ссылки" и тексте стандарта ссылки на международные стандарты актуализированы.
Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам приведены в дополнительном приложении Д.А.
Степень соответствия - идентичная (IDT)
5 Приказом Федерального агентства по техническому регулированию и метрологии от 28 марта 2014 г. N 252-ст межгосударственный стандарт ГОСТ ISO 814-2013 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2016 г.
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Предупреждение - Пользователи настоящего стандарта должны обладать навыками практической работы в лаборатории. Настоящий стандарт не предусматривает рассмотрение всех проблем безопасности, связанных с его применением. Пользователь настоящего стандарта несет ответственность за соблюдение техники безопасности, охрану здоровья, а также за соблюдение требований национального законодательства.
Предупреждение - При выполнении некоторых процедур, установленных настоящим стандартом, могут использоваться или образовываться вещества, либо образовываться отходы, представляющие опасность для окружающей среды. Следует руководствоваться соответствующей документацией по безопасному обращению с веществами и удалению отходов.
1 Область применения
Настоящий стандарт устанавливает метод определения прочности связи резины с металлом, прикрепленной между двумя параллельными металлическими пластинками.
Метод применяют в основном для испытательных образцов, подготовленных в лаборатории при стандартных условиях, и может быть использован при разработке рецептуры резиновых смесей и контроля качества на производстве.
2 Нормативные ссылки
Для применения настоящего стандарта необходимы следующие ссылочные документы*. Для недатированных ссылок применяют последнее издание ссылочного документа (включая все его изменения).
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ISO 5893 Rubber and plastics test equipment - Tensile, flexural and compression types (constant rate of traverse) - Specification [Оборудование для испытания резины и пластмасс. Аппаратура для испытания на растяжение, изгиб и сжатие (при постоянной скорости перемещения). Спецификация]
ISO 18899 Rubber - Guide to the calibration of test equipment (Резина. Руководство по калибровке испытательного оборудования)
ISO 23529 Rubber - General procedures for preparing and conditioning test pieces for physical test methods (Резина. Общие процедуры подготовки и кондиционирования образцов для физических методов испытаний)
3 Сущность метода
Измеряют усилие, направленное перпендикулярно поверхности соединения, необходимое для разрушения образца стандартных размеров, состоящего из резины, закрепленной между двумя параллельными металлическими пластинками с помощью исследуемого адгезионного соединения.
4 Аппаратура
4.1 Разрывная машина, соответствующая требованиям ISO 5893, способная измерять силу с точностью, соответствующей классу 2 по ISO 5893, со скоростью перемещения подвижного зажима (25±5) мм/мин.
Примечание - При использовании разрывной машины с электрическим (или маятниковым) силоизмерителем за счет фрикционных и инерционных эффектов получают разные результаты. Для исключения влияния таких эффектов и получения достоверных результатов предпочтительна разрывная машина с безынерционным силоизмерителем.
4.2 Приспособление для удержания образцов в разрывной машине (4.1) должно обеспечивать центрирование направления прикладываемого к образцу усилия так, чтобы при испытании усилие отрыва было перпендикулярно поверхности соединения.
Пример приспособления для удержания образцов приведен на рисунке 1.
Рисунок 1 - Пример приспособления для удержания образца

Детали А, В, С приведены ниже, D - металлическая деталь образца, Е - резина
а) сборка деталей

b) Деталь А - хвостовик для крепления в разрывной машине
Рисунок 1 - Пример приспособления для удержания образца
Рисунок 1, лист 2

с) Деталь В - устройство сопряжения резьбового соединения с деталью С

d) Деталь С - съемная резьбовая вставка для установки и крепления образца в деталь В
Рисунок 1, лист 2
5 Калибровка
Аппаратуру калибруют в соответствии с приложением А.
6 Образец для проведения испытания
Стандартный образец для испытания (далее - образец) должен состоять из резинового диска толщиной (3,0±0,1) мм, диаметром 35-40 мм с предельным отклонением ±0,1 мм, основания которого соединены с двумя металлическими пластинками одинакового диаметра. Размеры образца измеряют по ISO 23529. Диаметр металлических пластинок должен быть примерно на 0,1 мм меньше диаметра резинового диска. Толщина металлических пластинок должна быть не менее 9 мм. Стандартный образец приведен на рисунке 2.
Рисунок 2 - Пример стандартного образца
1 - образец
Рисунок 2 - Пример стандартного образца
6.2 Подготовка образца
6.2.1 Круглые металлические пластинки стандартных размеров должны быть изготовлены предпочтительно из прутков катаной углеродистой стали. Можно использовать другие металлы при условии, что детали соответствуют требуемым размерам. Гладкие металлические поверхности должны быть подготовлены и обработаны соответствующим адгезионным соединением.
6.2.2 Резиновые заготовки вырубают штанцевым ножом такого размера, чтобы при формовании была минимальная выпрессовка. Поверхность резины, соединяемая с металлом, должна быть обработана соответствующим адгезионным соединением.
6.2.3 Резиновые заготовки и металлические пластинки помещают в пресс-форму для формования. Конструкция пресс-формы должна обеспечивать вытекание резины за пределы металлических пластинок приблизительно на 0,05 мм для предотвращения вырывания резины кромкой металла при испытании.
6.2.4 При подготовке образца поверхности резины и металла должны быть защищены от пыли, влаги и других посторонних веществ. При сборке образца не допускается касаться его поверхности руками.
6.2.5 Образцы формуют в пресс-форме при нагревании и под воздействием давления в течение заданного времени при контролируемой температуре и давлении. Время и температура формования - в соответствии с требованиями к исследуемому адгезионному соединению.
6.2.6 После формования осторожно удаляют образцы из пресс-формы во избежание деформации поверхности перед охлаждением.
6.3 Количество образцов
Испытывают не менее трех образцов.
6.4 Кондиционирование
6.4.1 Образцы перед испытанием кондиционируют по ISO 23529 не менее 16 ч при стандартной температуре (23±2) °С или (27±2) °С, такую же температуру используют при единичном испытании или серии сравнительных испытаний.
6.4.2 Время между вулканизацией и испытанием - по ISO 23529.
7 Проведение испытания
7.1 Закрепляют образец в зажимах (4.2) разрывной машины (4.1), уделяя особое внимание центрированию образца для равномерного распределения усилия растяжения по поперечному сечению при проведении испытания.
7.2 Растягивают образец до разрушения при постоянной скорости движения зажима (25±5) мм/мин, регистрируют максимальное усилие.
8 Оценка результатов испытания
8.1 Значение прочности связи
Прочность связи резины с металлом каждого образца в паскалях вычисляют делением максимальной силы на площадь поперечного сечения образца.
8.2 Тип разрушения образцов
Тип разрушения образцов обозначают следующими символами:
a) R - разрушение произошло по массиву резины;
b) RC - разрушение произошло по границе резина - адгезионный слой;
c) СР - разрушение произошло по границе адгезионный слой - основание (грунтовка);
d) М - разрушение произошло по границе металл - основание (грунтовка).
9 Протокол испытания
Протокол испытания должен содержать:
a) обозначение настоящего стандарта;
b) информацию об образце:
1) время и температуру вулканизации;
2) дату вулканизации;
3) диаметр резиновой части образца;
4) информацию о металле, используемом для металлических пластинок, если он отличается от предпочтительного;
c) условия проведения испытания:
1) время и температуру кондиционирования перед испытанием;
2) температуру проведения испытания;
3) любые отклонения при испытании;
4) количество испытанных образцов;
5) другие данные, не приведенные в настоящем стандарте или в ссылочных стандартах, а также другую необходимую информацию;
d) результаты испытания:
1) результат испытания каждого образца, определенный по 8.1;
2) описание типа (или типов) разрушения по 8.2 с указанием процента разрушения каждого типа;
e) дату проведения испытания.
Приложение А (обязательное). Проведение калибровки
А.1 Внешний контроль
Перед калибровкой проводят визуальную оценку состояния приборов, подвергаемых калибровке, и регистрируют результат в протоколе калибровки или сертификате. Отражают, что калибровка проведена в состоянии "как получено" или после устранения отклонений или неисправностей.
Определяют, что аппаратура подобрана по назначению, включая любые параметры, установленные как приблизительные и для которых аппаратуру не калибруют в установленном порядке. Если параметры могут меняться, необходимость периодических проверок приводят в подробных процедурах калибровки.
А.2 Порядок проведения калибровки
Контроль/калибровка испытательной аппаратуры является обязательной частью настоящего стандарта. Если нет других указаний, периодичность калибровки и используемые процедуры должны быть установлены с учетом рекомендаций испытательной лаборатории в соответствии с ISO 18899.
График калибровки, приведенный в таблице А.1, содержит перечисление всех параметров и требований, установленных в методе испытания по настоящему стандарту. Параметры и требования должны быть установлены для основной аппаратуры, деталям такой аппаратуры или вспомогательной аппаратуре, необходимой для проведения испытания.
Для каждого параметра процедура калибровки указывается в соответствии с требованиями ISO 18899 или другой документации, или в документации на конкретный метод испытания (если процедура калибровки более конкретная или подробная, чем приведенная в ISO 18899, то она должна быть предпочтительной).
Периодичность контроля параметра обозначается буквенным кодом, используемым в графике калибровки:
Читайте также: