Пресс форма для металла своими руками
Крупнейшая независимая площадка для обсуждения вопросов производства и переработки пластмасс и эластомеров различными способами. Рекомендации ведущих специалистов.
Изготовить прессформу своими руками
- Литьевые, пневмовакуумформовочные и выдувные формы, экструзионный инструмент. Материалы, компоненты, конструкции, моделирование, горячеканальные системы и т.п.
- Injection molds, exrtusion dies, molds for thermoforming and blow molding. Materials, components, designs, 3D models, prototypes, hot-runner systems.
Изготовить прессформу своими руками
Тот, кто красиво говорит и обладает привлекательной наружностью, редко бывает истинно человечен. Конфуций
Пока ничего не изменили, как оперативно сделали прошлые товарищи, копирую всю статью сюда.
"Чаще всего клиентов, желающих организовать производство изделий из пластика, волнует один единственный вопрос: как сделать пресс-форму? На самом деле создать это устройство можно и своими собственными руками - об этом мы и поговорим ниже.
Итак, Вы решили создавать пресс-форму самостоятельно. Для этого, прежде всего, необходимо иметь полное представление о том, какое изделие Вы будете с ее помощью изготавливать. Необходимо составить чертеж изделия, который бы можно было использовать при проектировании формы.
Далее. Как известно, для литья под давлением, пресс-форма должна быть выполнена из прочного металла – например, стали. Исходя из этого, Вам, для создания пресс-формы должной прочности, понадобится именно сталь. Причем, необходимо использовать 2 стальных пластины или бруска – одна будет играть роль пуансона (подвижной части), другая же станет матрицей.
После выбора материала и самих заготовок, можно приступить непосредственно к созданию пресс-формы. Используя чертежи изделия, а также токарный станок, Вы сможете вырезать нужные отверстия и выемки в стальных пластинах. Обязательно позаботьтесь о прочном соединении двух пластин и фиксации их в таком положении. Литниковая система должна быть особо тщательно подогнана. Для некоторых деталей рельефа понадобится фрезерный станок, или же ручная работа при помощи напильника.
Полностью обработанную пресс-форму испытывают в работе, отливая пробные детали. Это позволит Вам убедиться в качестве исполнения литниковой системы, а также соответствия изготовленной продукции желаемому результату.
Столь специфическое оборудование, как пресс-форма находит свое применение в серийном производстве различных изделий. Особо актуальным использование пресс-форм является в технологии производства пластмассовых изделий. Качественно изготовленная пресс-форма позволяет эффективно создавать различные полимерные конструкции.
Несложно догадаться, что пресс-форму своими руками приемлемо изготавливать только в том случае, когда Вам требуется пластиковые детали простой конструкции. Что же касается сложных изделий, а тем более, обладающих внутренними полостями и изгибами (когда требуется пресс-форма, состоящая из трех частей), то для них очень сложно правильно изготовить и чертеж, и саму конструкцию (без соответствующих мощностей и навыков). В этом случае без профессиональной помощи Вам действительно не обойтись."
Как сделать пресс-форму для штамповки металла
Мы проконсультируем вас по любым вопросам!
Штамповка – один из самых выгодных способов обработки стали давлением. Для нее необходимы пресс, шайба и матрица, пресс-форма, ножницы. В зависимости от операции (гибка, резка, вытяжка и пр.) нужны разные пресс-формы. Металл подвергается штамповке, как в горячем, так и в холодном виде.
Изготовление пресс-формы – длительный и затратный процесс, требующий высокого уровня подготовки. Без пресс-формы не обойтись при изготовлении многосерийных деталей: дорогое оборудование долго служит и ведет к удешевлению конечного продукта.

Выбор материала
Для пресс-форм используют высокопрочные стали, способные выдерживать ударные нагрузки. Эти стали хорошо закаливаются и обладают высокой вязкостью. Чаще всего применяют 40Х13 и 5ХНМ. Для штампов выбирают прочные стали Ст45, Ст40Х, У8.
Для холодной штамповки применяют гидравлический пресс из-за разнообразия его конфигураций и небольшого расхода металла. Для вырубки и пробивки выбирают инструмент с большим ходом шайбы.
ВАЖНО! Стали У8А и 8ХФ не применяются для изготовления деталей пресс-форм. Сталь У10А тверда после термообработки, но изготовляемые с ее помощью детали придется подвергать дополнительной механической обработке.
Способы изготовления
Есть три способа изготовления формы для штамповки:
- Переделывание имеющейся пресс-формы;
- Изготовление с нуля;
- Сборка из готовых материалов.
Первый вариант встречается крайне редко из-за затрат, проще сделать самостоятельно. В странах СНГ создают формы от колонков до формообразующих. Есть тенденция на изготовление пресс-форм по специализации. На разных заводах изготавливают все части формы, в конечном месте их собирают в готовый продукт.

Изготовление форм для штамповки алюминиевых деталей удешевляется путем повторного безремонтного использования пресс-форм, уже отработавших срок на более высокоточных деталях. Алюминиевые детали не имеют жестких допусков, поэтому такой вариант приемлем.
Изготовление пресс-форм с нуля
Для создания формы необходимо 2 листа или бруса стали в зависимости от формы изделия. Одна часть будет отвечать за подвижную часть конструкции (пуансон), а вторая за матрицу.
Выбрав материалы для заготовок и инструмента, можно создавать форму для штамповки. Имея чертежи детали, проектируется оснастка. С помощью лазера или токарного станка вырезаются отверстия и выемки в заготовках для пресс-формы. Для надежности нужно плотно скрепить две плиты и зафиксировать до окончания работ. Тщательно отладьте литниковую систему. Чтобы изготовить некоторые детали сложного рельефа, может потребоваться фрезерный станок и последующая ручная работа напильником.

Готовое изделие проверяют в работе на пробных изделиях. Это дает возможность узнать результат и подогнать пресс-форму в случае каких-либо неточностей. Литниковая система должна быть налажена для лучшего результата.
Изготовление пресс-формы – процесс сложный, но необходимый для серийного производства деталей.
Как сделать пресс форму для штамповки металла
Для изготовления пчелиных домиков умельцы используют разные материалы: пенополистирол, пенопласт и фанеру. У каждого из этих материалов есть свои плюсы и минусы.
Пенополистирол
Преимущества у пенополистирольных конструкций для пчёл есть.

- К ним относятся:
- одинаковые габариты корпусов, что является неоспоримым плюсом при необходимости заменить одну деталь на другую;
- лёгкость и прочность конструкции;
- влагоустойчивость;
- отсутствие фактора гниения;
- хорошая защищённость от морозов и ветра;
- экономичность эксплуатации.
- Из недостатков можно отметить:
- минимальную возможность очистить конструкцию от прополиса;
- скопление влаги на дне;
- сложность проведения дезинфекции.
Пенопласт
Пенопластовые конструкции самые дешёвые, и именно из-за относительной дешевизны привлекают пчеловодов. Всё потому, что ульи, сделанные из пенопласта долговечны, легко перемещаются с места на место.
Знаете ли вы? Чтобы получить 1 ст. л. мёда, 400 пчёл должны работать целый день. 200 тружениц должны собрать цветочную пыльцу, а другие 200
—
принять и обработать нектар.
Фанера
Доступность материала позволяет изготавливать ульи из фанеры. Прочность и экологичность — основные преимущества для изготовления пчелиных домиков. Однако долговечность у таких конструкций низкая — до 8 лет.

Из какого материала изготавливать улья для своих пчелосемей, решать каждому самостоятельно. Важно оценивать свои возможности как материальные, так и мастеровые. На самом деле есть люди, которые любят делать что-то своими руками, при этом, не обращая внимания на затраты, а есть те, кому проще заплатить и получить готовое изделие и сразу приступить к любимому делу.
Виды пресс-форм
В зависимости от предназначения пресс-формы делят на:
- Для массового производства. Такие формы изготавливают из очень прочных металлов, в связи, с чем долгое время сохраняют свои свойства при массовом производстве. Стоят они достаточно дорого. Металлические формы пригодны для осуществления литья под большим давлением.
- Для мелкосерийного производства. Если пресс-форму планируется использовать для мелкосерийного производства, то материалом для ее изготовления может быть силикон, дерево, полиуретан, пластик, алюминий, акрил и др. Все зависит от вида изделия, для производства которого будем использована форма.
В зависимости от материала, из которого будут отливаться изделия различают такие виды пресс-форм: пресс-формы для литья стекла, пластмасс, металлов, резины, полимеров, силиконовые формы.

Этапы создания пресс-формы
1 этап – построение 3d модели изделия на базе таких графических продуктов как 3DMAX, ProEngineering, SolidWork. 2 этап – 3д визуализация – создание 3д-рендера для согласования формы, материала, цвета будущего продукта; 3 этап – изготовление прототипа – создание 3d модели изделия для внесения окончательных исправлений в пресс-форму; 4 этап – производство пресс формы, путем печати на 3д-принтере, 3д фрезерования или гравировки; 5 этап – корректировка изготовленной формы при помощи фрезерного станка с ЧПУ. 6 этап – серийное производство изделий и контроль качества созданной пресс-формы.
Расчёт себестоимости и оборудование
Расчёты, представленные ниже, это лишь средние показатели. Возможны некоторые отступления в цене, качестве материалов, технологии производства. Затраты на производство ППУ ульев рассчитать не составит труда.
Расчёт для изготовления крышки пчелиного домика из пенополиуретана
Размеры:
- длина — 450 мм;
- ширина — 540 мм;
- толщина —70 мм.
Общий V необходимого ППУ с плотностью 60 кг/ м³ — 0,01701 м³. Общая масса пенополиуретановых составляющих: m = p × V = 60 × 0,01701 = 1,0206 кг.
Любой технологический процесс сопровождается потерями. В процентном соотношении это примерно от 10 до 20% от показателей сметы. Нужно понимать, что риск выбраковки тоже существует.
- Причиной может стать:
- низкий разогрев пресс-формы;
- не отвечающее требованиям количество залитого материала;
- переизбыток залитого материала.

Общий вес улья для пчёл из ППУ не больше 7 кг.
Расчёт количества необходимых деталей для изготовления пчелиных домиков с толщиной стенки 40 мм:
- крышка: длина 540 мм, ширина 450 мм, высота 70 мм, вес (p=60 кг/м³) — 1100 г, вес (p=100 кг/ м³) — 1320 г;
- основание (дно): длина 560 мм, ширина 450 мм, высота 105 мм, вес (p=60 кг/м³) — 1400 г, вес (p=100 кг/ м³) — 612 г;
- корпус (на рамку 300): длина 540 мм, ширина 450 мм, высота 300 мм, вес (p=60 кг/м³) — 2800 г, вес (p=100 кг/ м³) — 1944 г;
- корпус (на рамку 230): длина 540 мм, ширина 450 мм, высота 230 мм, вес (p=60 кг/м³) — 2100 г, вес (p=100 кг/ м³) — 1636 г;
- магазин (на рамку 155): длина 540 мм, ширина 450 мм, высота 155 мм, вес (p=60 кг/м³) — 1400 г, вес (p=100 кг/ м³) — 1080 г.
Ульи из пенополиуретана: особенности, как сделать своими руками
Для вычисления точных данных себестоимости, рекомендуется ознакомиться с прайсом компаний и прибегнуть к услугам грамотного сметчика.
Какое понадобится оборудование для заливки ППУ, зависит от формы для изготовления ульев из этого материала. От производительности заливочной машины зависит объём, выпускаемой продукции.
Используют:
- пеногенератор «НАСТ – 7М»;
- пеногенератор «НАСТ – 10» — агрегат повышенной производительности;
- пеногенератор ТМС – 5, его отличает компактность и возможность осуществлять и заливку, и напыление;
- устройство УЗК-22 — в комплекте имеется заливочный блок, позволяющий производить формованные конструкции способом заливки пенополиуретана в пресс форму или опалубку.
Преимущества применения пресс-форм
К основным преимуществам использования пресс-форм относится:
- Безотходность производства. Отходы расходного материала сводятся к нулю. При производстве изделий с применением форм, в нее аккуратно заливается материал изделия, заполняющий форму. По окончанию процесса полимеризации из пресс-формы уже извлекается готовое изделие.
- Высокая производительность. Процесс изготовления нового изделия занимает значительно меньше времени, чем традиционная обработка материалов при помощи шлифовального и режущего инструментов.
- Не нужность обрабатывающего оборудования. Готовые изделия, полученные при помощи пресс-форм, не нуждаются в постобработки поверхности, краев и граней.

Главные недостатки производства и применения пресс форм – это высокая стоимость изготовления формы и длительное время ее создания. Эти недостатки часто ставят под сомнение целесообразность использования пресс форм при производстве небольших партий продукции. Однако для массового производства специфических и сложных деталей, где главный фактор производства — время, пресс-формы просто незаменимы.
Компания KLONA – это проектирование пресс форм и изготовление пресс форм в Харькове, налаживает ваше мелкосерийное производство. Наши специалисты подберут для вас максимально выгодный вариант реализации проекта, не зависимо от того что это создание единичного экземпляра или же производство целой партии продукции.
Домашнее литье пластика
Домашнее литье пластика своими руками – это разновидность промышленного варианта изготовления пластиковых изделий. Оно позволяет изготавливать любые не очень крупные изделия. Например, такие как:
- различные колпачки и крышки;
- корпуса;
- игрушки;
- кубики;
- посуду;
- сувениры.
Оборудование для мелкосерийного литья

Мелкосерийное литье не требует приобретения дорогостоящего оборудования. Для небольшой мастерской вполне будет достаточно приобрести следующее:
- Настольный ручной станок для литья пластмасс.
- Формообразующая деталь пресс-формы.
- Силикон для форм.
- Двухкомпонентный пластик.
Настольный аппарат для литья – это разновидность литейного оборудования, использующаяся для мелкосерийного производства. Свою работу он может осуществлять как при помощи одноместных, так и многоместных форм. Для установки такого станка вполне достаточно обычного рабочего стола небольшой площади, главное, чтобы он был устойчивым.
В настоящий момент существуют модификации станков с электромеханическим приводом. Они более надежны и просты в обслуживании. Некоторые из продвинутых моделей таких агрегатов даже оснащаются автоматическим узлом смыкания. Ручной аппарат для литья позволяет изготавливать в час в среднем от 10 до 15 изделий.
Самостоятельное изготовление пресс-форм из силикона
Формы для литья пластмасс в домашних условиях можно изготовить самостоятельно. Для этого сначала придется подготовить модель образец. Ее изготовление можно заказать у владельца 3D-принтера.
Далее действуем следующим образом:
- При помощи широкой кисточки аккуратно обмазываем образец тонким слоем силикона.
- Помещаем его в заранее приготовленную опалубку.
- Заполняем силиконом весь объем опалубки.
- Ждем 7-8 часов до полного застывания силикона.
- Делаем разрезную форму.
Ваша первая форма готова теперь можно начинать ручное литье.
Основные виды силиконов для изготовления пресс-форм

Силиконов для изготовления пресс-форм существует достаточно много, ниже рассмотрены наиболее распространенные из них:
- Mold Star 15,16,30. Эта серия силиконов отлично застывает при комнатной температуре. Может использоваться для производства форм с очень хорошей детализацией. Химически чувствительны к латексу и сере. Цифра в классификации означает показатель твердости. Имеют двухкомпонентную основу, которая смешивается непосредственно перед заливкой.
- Rebound 25, 40. Используется для создания форм по методу «в намазку». Силикон просто наносится на образец кистью. Могут использоваться в сочетании с различными пластификаторами и модификаторами. Являются двухкомпонентными составами.
- Sorta Clear 18, 37, 40. Полупрозрачные силиконы, хорошо подходящие для создания разрезных форм. Также могут совместно использоваться с различными добавками и ускорителями застывания.
Читать также: Конденсатор для электродвигателя стиральной машины
Основные характеристики двухкомпонентных пластиков
Жидкие двухкомпонентные пластики довольно широко используются при мелкосерийном литье. Марок таких полимеров довольно много. Их основное отличие состоит в плотности и твердости готовой продукции. Также в зависимости от добавок они могут иметь различную фактуру и цвет. После смешивания компонентов, входящих в состав полимера, начинается ускоренный процесс застывания или по-другому полимеризации, который длится обычно не более 10 минут.
Использование жидких пластиков позволяет воплощать в жизнь самые различные дизайнерские решения. Также такие полимеры очень часто применяются для создания прототипов и моделей при конструкторских разработках.
Изделия из жидкой пластмассы ни в чем не уступают аналогам промышленного производства. Они такие же прочные, красивые и долговечные. К тому же рынок жидких полимеров постоянно расширяется и улучшается, что дает возможность приобретать все более совершенствованные образцы.
Технология литья в силиконовые формы
Для силиконовых форм потребуется также приобрести специальный жидкий пластик для литья. Он не требует предварительного разогрева и отлично застывает при комнатной температуре. Литье пластика в силиконовые формы выглядит следующим образом:
- Форма для литья тщательно очищается от пыли и прочих загрязнений.
- Обе половинки формы прочно закрепляются при помощи резинок, скотча или любых других подручных материалов.
- В емкости разводится двухкомпонентный пластик для литья. Обе его составляющих следует размешивать очень тщательно. Действовать при этом нужно как можно быстрее. Уже через несколько минут пластик начинает схватываться. На этом этапе для придания определенного цвета в состав добавляется краситель.
- Тщательно перемешанная смесь тонкой струйкой заливается в форму. Она обязательно должна заполнить даже канал для литья. После процесса дегазации объем материала несколько уменьшится.
- Дождаться отверждения изделия. Обычно на это уходит не более 10-15 минут.
Литьевой пластик позволяет создавать своими руками небольшое количество оригинальной авторской продукции.
Технология литья с использованием ручного станка
Методы литья с использованием ручного станка чем-то похожи на производственные. Сам процесс выглядит следующим образом:
- Установка на станок литьевой насадки.
- Нанесение на поверхность формы слоя силикона.
- Установка формы на агрегат.
- Загрузка сырья в бункер.
- Размешивание и нагрев полимеров при помощи шнека.
- Литье.
- Охлаждение.
- Разборка формы и извлечение готового изделия.
Настольный пресс для литья идеально подходит для условий малого производства. Он отличается высокой универсальностью. Литье изделий он может осуществлять практически из любых видов полимеров. Для повышения производительности пресс для литья пластмассы следует оснащать сразу несколькими аналогичными формами. Это позволяет организовать практически бесперебойный процесс производства.
Также дополнительно готовые изделия могут скрепляться между собой при помощи специального сварочного экструдера. Это позволяет значительно расширить литьевой бизнес за счет выпуска более сложных изделий.
Пресс для сыра своими руками: пошаговая инструкция изготовления
Чтобы сделать пресс для сыра в домашних условиях, необходимо разобраться в конструкции данного приспособления.

В классической конструкции пресса будем использовать следующие расходные материалы:
- доска 20х15 см – небольшой кусок;
- брус 20х5 см – 2 бруса;
- стержень металлический с резьбой – 2 штуки;
- пара пружин;
- гайки с ушками – 2 штуки;
- обычные гайки – 2 штуки;
- шайбы.
В качестве основы сгодится любой материал, но лучше, если это будет древесина лиственной породы – она меньше боится влаги, и в ней нет смолы, которая со временем начнет выступать.
Вырезаем пару брусочков и основание, складываем их стопкой и сверлим в них по краям 2 отверстия. Диаметр отверстий должен быть на порядок шире металлических стержней, чтобы не создавалось никакого трения между ними.
Совет! Чтобы защитить деревянные части от влаги, которая так или иначе будет присутствовать в процессе приготовления сыра, рекомендуется обработать их льняным либо любым другим пищевым маслом.
В идеале, конструкцию лучше оснастить ножками, чтобы в процессе прессования сырной массы жидкости было куда стекать. Для таких целей возможно приобрести покупные части – они в широкой продаже реализуются в строительных магазинах. На худой конец в качестве ножек могут сыграть роль шурупы.
Творожный сыр: чем отличается от сливочного и как его приготовить дома?
Процесс сборки пресса под сыр достаточно прост: в первую очередь отрезаем пару металлических прутков одинаковой величины и на них уже надеваем комплектующие в следующем порядке: гайка – шайба – основание – шайба – гайка – брус – шайба – пружина – шайба – брус – шайба – гайка с ушами. Идентичным образом собираем и вторую половину пресса.
Каменный пресс
Конечно, промышленное производство и заводские приспособления не могут составить конкуренцию другим приборам. Однако существует одно решение, которое переходит из века в век и оно уже стало традиционным — это помещение продукта под тяжёлый предмет, которым обычно выступает камень.
Для изготовления каменного пресса для сыра в домашних условиях потребуется всего лишь подыскать подходящий увесистый камень или каменную плиту, которую лучше обточить придав ей форму прямоугольника.
Емкость под сыр
Для самого сыра в процессе его прессования необходима пресс-форма. Чтобы создать сыр стандартной круглой формы потребуется контейнер с ровными стенками. В качестве альтернативы возможно приобрести пластиковое ведро и использовать его под изготовление пресс формы. Но загвоздка в том, что практически все ведра сужаются к основанию. Если сыровара устраивает такая форма будущего сыра, то, пожалуйста, используйте его.
Важно! Поверхность формы для сыра должна быть ровной. Тогда будущий продукт получится красивым и правильным по структуре.
Многие же приобретают пластиковый контейнер – у него стенки толстые и ровные.
В имеющейся форме в шахматном порядке просверливаем небольшие отверстия – Ø2,5-3 мм. Они потребуются для слива избыточной жидкости.
Как создается давление в прессе
Делая пресс своими руками, крайне важно уделить внимание вопросу создания требуемого давления на сырную массу. В нашем случае роль давящего элемента играют пружины, поэтому они должны быть достаточно сильными. К примеру, наиболее распространённым вариантом являются пружины, оказывающие давление в 10 кг на сжатие. За неимением мощных пружин возможно использовать не 2, а 4 рычага подобного давления, расположив их между двумя брусками.
Платформа для груза либо переходник для крышки могут быть оснащены шкалой, позволяющей контролировать давление. И в завершении необходимо сделать несколько кружкой из дерева либо плотного пластика – они играют роль прокладок между прессом и формой.
Пахта — основа для приготовления диетических сыров
Давление создается достаточно просто – за счет пружин, бурса и гаек с ушками.

Какие бывают прессы

Прессы для приготовления домашнего сыра имеют различную конструкцию, главное, чтобы они выполняли свою главную функцию – давили на сыр, делали его плотным и обезвоженным. Наибольшей популярностью у сыроделов-новичков пользуются модели рычажного и винтового типа.
Каменный
Первое приспособление для изготовления сыров отличалось примитивной и надежной конструкцией. Подобное решение использовалось человечество на протяжении тысячелетий. И оно до сих пор не потеряло своей актуальности. Если нужно срочно соорудить пресс для изготовления сыра, можно воспользоваться опытом предков.
Как сделать сыр с помощью древнего метода:
- Приготовьте камень – учитывайте габариты будущей головки сыра.
- Обточите каменную плиту так, чтобы она приняла прямоугольную форму.
- Сырную массу положите в марлевый мешок и положите его на приготовленное основание, а сверху – камень.
Процесс должен идти в помещении с хорошей вентиляцией или на свежем воздухе. Главное, чтобы сверху был навес от дождя.
Рычажные

Это самый простой для изготовления в домашних условиях пресс. Второе его название – «датский».
Рычажный пресс состоит из:
- станины;
- поршня;
- тарелки;
- рычажного механизма.
Груз, подвешенный на рычажном механизме, давит на блюдо, а оно – на сырье. Меняя вес груза, сыродел поэтапно наращивает давление на сырную массу.
Есть и второй вариант датского пресса. В нем используется дополнительный груз, передвигаемый вверх-вниз. Подобная конструкция представляет собой систему рычагов и противовесов.
Винтовые

В этом прессе винт заставляет двигаться поршень, который оказывает давление на блюдо, а она – на сыр, помещенный в корзинку. Сыворотка выводится из массы и стекает по предусмотренному конструкцией стоку.
Элементы винтового пресса:
- станина;
- винтовая пара;
- поршень;
- тарелка;
- двойная корзина.
Внутреннюю часть корзины часто делают гофрированной. Это позволяет обойтись без специальных пресс форм.
Плюс винтовой конструкции – не нужны дополнительные грузы. Такой пресс прост и удобен в использовании. Именно такой вариант считается идеальным для сыроделов-любителей.
Материалы

Прессы делают из экологически чистых и относительно недорогих материалов. Они должны быть прочны, надежны и не вступать в реакцию с сырьем.
Материалы для сырных прессов:
- Дерево. Такие приспособления безопасны и экологичны. Деревянные прессы дешевле металлических аналогов, но предполагают применение грузов. Плюс – возможность расчета давления на сыр, исходя из установленной нагрузки.
- Металл. Для сборки прессов используют нержавеющую сталь. Такие конструкции надежны и прочны. Их минус – более высокая стоимость.

Альтернативные варианты прессов для сыра
Сделать пресс для сыра своими руками возможно и из подручных материалов.
Используя френч-пресс
Простой вариант создания пресса под сыр – использование стеклянного чайника из-под чая и кофе, оснащенного емкостью для отжима содержимого. Последняя всегда имеет цилиндрическую форму. Но тут стоит учитывать тот фактор, что крышка должна быть плотной – иначе, не получится создать сыр с ровными краями. Кроме того стоит понимать, что уровень давления, в случае использования такой пресс-формы, будет небольшим – приблизительно 3-4 кг.
Реализовать такую пресс-форму помогут следующие расходные материалы:
- френч-пресс;
- канцелярские скрепки;
- болты;
- резинки;
- шуруповерт;
- паяльник;
- турмоусадка.
Алгоритм изготовления пресса:
- Используя шуруповерт, делаем в крышке чайника 2-3 небольших отверстия – в них мы вкручиваем болты.
- В основании заварника делаем 4 проема, вставляем в них скрепки и соединяем между собой, используя резинки.
- На скрепки накладываем термоусадку и подогреваем пальником.

Вуаля, форма под прессование сыра готова. Размещаем сырную массу в заварник, стягиваем у основания резинки и зацепляем их за болтики, вкрученные в крышку. За счет этого образовывается усилие, стимулирующее отток сыворотки из сыра.
Пресс на основе жестяной банки
Самодельный пресс возможно смастерить даже из обычной жестяной банки. Для таких целей сгодится объемная банка из-под томатов, вмещающая не менее полулитра. Достаточно сделать в дне несколько отверстий таким образом, чтобы края выпирали наружу, а не внутрь – то есть отверстия должны выполняться изнутри.
Емкость устилается марлей, в нее выкладывается сырная масса, а поверх, в качестве гнета, возможно использовать банку с водой, бутылку и т.п.
Такое приспособление отличается простой и практичностью.

Процесс прессования и технология использования ручного пресса для сыра
В процессе прессования есть свои важные нюансы, которые нужно обязательно знать начинающему сыроделу, чтобы получить качественный продукт.
Сила и скорость прессования
Процесс прессования сыра должен проходить плавно, давление на сырную массу нужно увеличивать постепенно. Чем мягче ваша сырная масса, тем меньше должно быть изначальное давление.
Под значительным давлением пресса сырные зерна деформируются, а в верхнем слое они уплотняются настолько, что образуют корковый слой, важный для сохранности сыра. Слой препятствует проникновению внутрь сырной головки бактерий и микроорганизмов, а также помогает продукту сохранять форму.
В процессе прессования нельзя торопиться. Если вы слишком сильно начнете «давить» на сырную массу, то сыворотка быстро покинет поверхностные слои. Ускоренно образуется корка. Она заблокирует каналы между зернами и не даст выйти жидкости из внутренней части сырной массы. Поэтому ваш сыр окажется чрезмерно влажным, его вкус будет незрелым. Такой сыр плохо хранится и слишком быстро портится.

Просто и эффективно – девиз винтового ручного пресса
Салфеточное и бессалфеточное прессование
Для того, чтобы поверхностный слой получился равномерным и качественным, важным условием является правильный отвод сыворотки от поверхности образующейся сырной головки.
Если вы используете обычные сырные формы, то эффективному отводу влаги служит дренажная ткань, в которую заворачивают сыр. Этот способ называют салфеточным прессованием.
Применяя салфеточное прессование, вам необходимо несколько раз сменить ткань, в которую оборачивается сырная масса. Тогда складки ткани не помешают образованию ровного поверхностного слоя. Этот процесс называют «переодеванием» сыра или перепрессовкой. Количество перепрессовок зависит от рецепта, по которому вы готовите. Как правило, в рецептуре сыра указывается их количество.
Если вы приобрели пресс с перфорированными формами, то использование дренажных материалов не нужно – верхний слой и без того получится ровным. Такой вид прессования называют бессалфеточным.
Как пользоваться ручным прессом
Прессование в технологической цепочке приготовления сыра стоит следом за самопрессованием. Когда сыворотка из массы перестает выделяться, то пора класть сыр под пресс. Для этого его помещают в специальную сырную форму или в корзину пресса с перфорированной формой. Затем опускают тарелку пресса на сырную массу. Если требует конструкция, то закрепляют груз.
Усилие, необходимое для прессования, зависит от сорта сыра, который вы готовите. Если вы желаете сделать настоящий твердый сыр, то основная часть прессования должна проходить под серьезным давлением. Так, швейцарский сыр у вас получится при нагрузке в 64 кПа, а классический голландский сорт и его аналоги – при давлении 35 кПа.
Прессование идет в несколько этапов, с регулярным переворачиванием сыра. Средняя продолжительность процесса разнится в зависимости от рецепта, которому вы следуете. Время необходимого давления на сырную массу составляет от 2 до 16–18 часов.
После окончания прессования сыр вынимают из пресса, оборудование тщательно моют и сушат.

Двойной пресс идеально подходит для большой семьи или маленького домашнего производства
Гидравлический пресс своими руками

Всем здравствуйте.
Наверное каждый мечтает о прессе, кто-то хочет видеть его на животе, а я давно хотел заиметь его в гараже.
Сегодня поговорим о том как сделать гидравлический пресс своими руками.
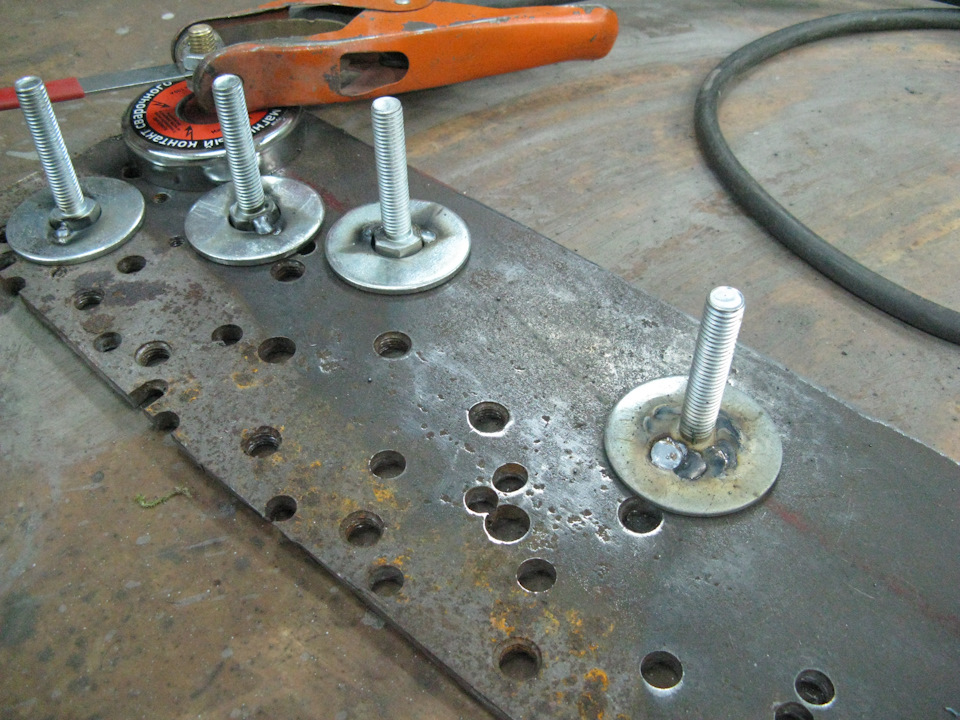
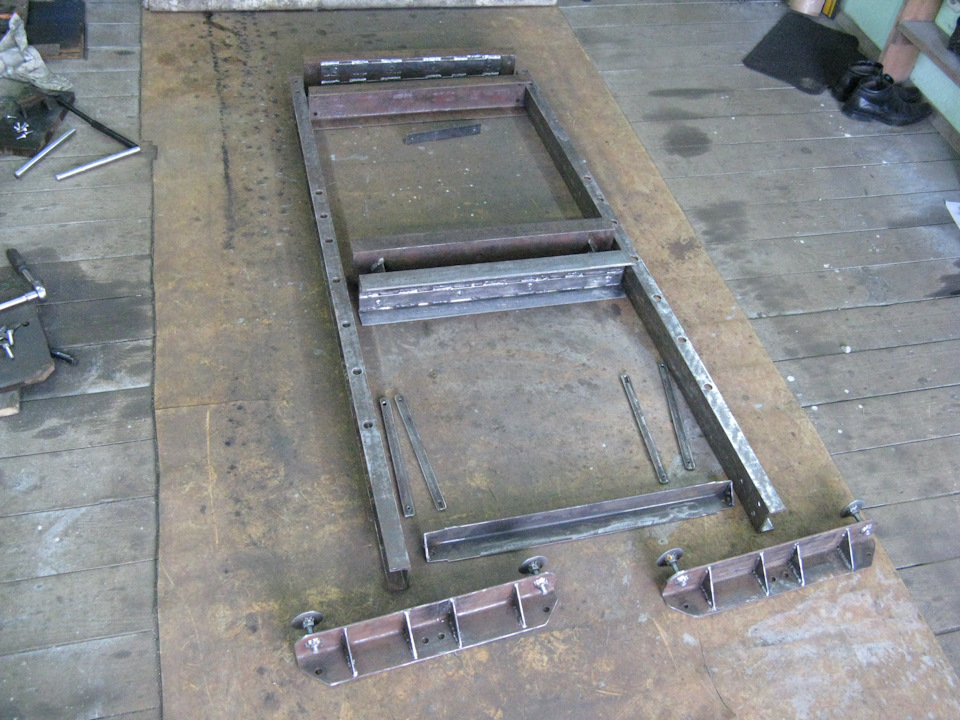
Для начала нам потребуются швеллеры. В моём случае это швеллер номер 10 на вертикальные стойки и 12 на горизонтальные перекладины. Металл использовал б/у, когда-то эти швеллеры были столбиками для забора у меня на даче.

Так как пресс необходимо сделать с регулируемой высотой стола, то необходимо изрядно перфорировать вертикальные стойки. Сверлить начинал на расстоянии 450 от верха, это расстояние примерно равно максимальному ходу домкрата плюс его высота, далее располагал отверстия вначале через 100 мм, затем через 150мм, всего просверлил 7 рядов отверстий.
Сверлить надо биметаллическими коронками на самой малой скорости. Вначале делал это перфоратором, но у него была слишком высокая скорость и коронки либо сгорали, либо обламывались зубья, затем уже сверлил шуруповёртом на малой скорости и всё пошло как по маслу, о да, при сверлении не забываем про охлаждение и добавляем немного масла.


Далее изготовил нижние опоры из 75 уголка. В них сделал регулируемые ножки из болтов М12 и шайб, которые сварив вместе, а в уголке приварил гайки.
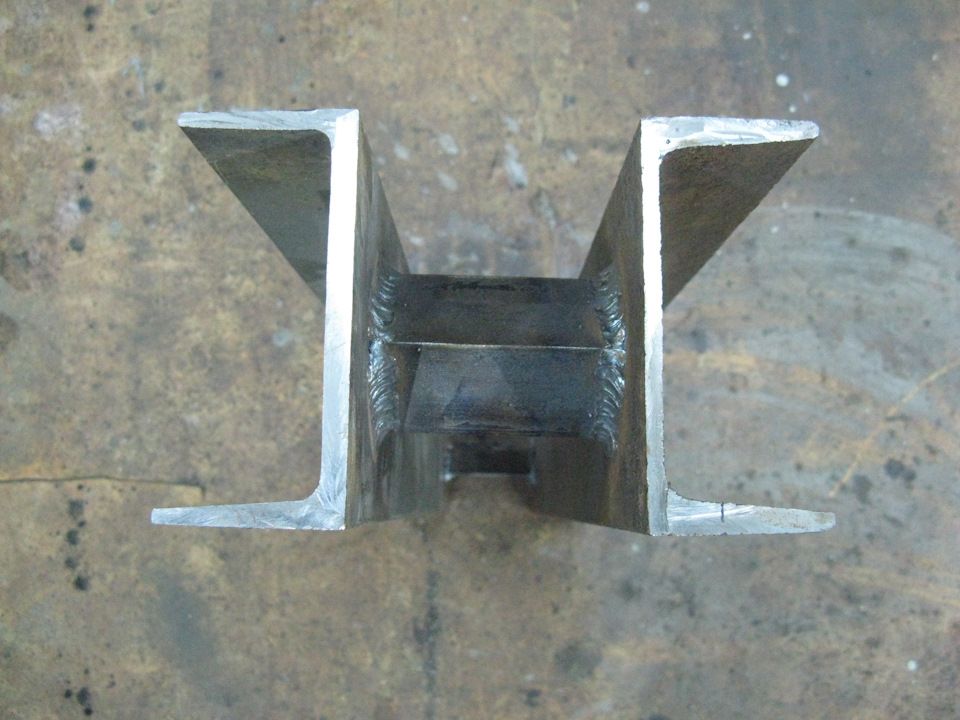
Верхние перекладины вначале хотел сделать разборными, поэтому вначале использовал болты ГБЦ М12 и фланцевые гайки, но практика показала, что в таком случае при нагрузке вся конструкция немного играет и впоследствии всё обварил по кругу. Перекладины рабочего стола соединил между собой уголком 50х50 и хорошенько обварил, при этом оставил зазор между вертикальными стойками в пару миллиметров, чтобы стол можно было перемещать по высоте.


Все детали зачистил и подготовил к покраске.
Домкрат.
Вначале делал пресс в расчёте использовать 12-ти тонный советский домкрат, но никак не мог заставить его работать и искал к нему ремкомплект.
В один момент плюнул на поиски ремкомплекта и решил купить китайский 20-ти тонный домкрат.
Домкрат 20т Forsage F-T92004 — цена 85р (~40$)

Данный домкрат сварной конструкции, поршень со штоком вставляются как кассета в гильзу. Такая конструкция по логике должна полностью исключать подсосы воздуха.
Но мы же хотим использовать его в прессе, а лучшая конструкция для него — это когда домкрат расположен вверх ногами штоком вниз.
Для этого большинство людей разбирает домкраты и вставляет в заборное отверстие всякие трубочки и прочее. Но есть варианты по-проще — это использовать внешний расширительный бачок и полностью исключить воздух из корпуса домкрата. В таком случае домкрат будет работать при любом расположении хоть боком, хоть вверх ногами, его всегда можно будет снять с пресса и использовать по прямому назначению без каких либо доработок.
Для такой доработки необходим штуцер и отверстие в корпусе. Можно использовать заливное отверстие, но лучше просверлить заглушку на заборной магистрали и нарезав резьбу установить туда штуцер. При таком варианте воздух будет скапливаться в самой верхней точке системы, т.е в расширительном бачке и пососы воздуха в домкрате не страшны.
Штуцер с ёлочкой М10х1 или М3/8 ссылка
Читайте также: