Предварительная штамповка металлической коронки
2) обезболивание твердых тканей зуба (при необходимости). Препарирование зуба. Эта манипуляция является закономерной необходимостью, вытекающей из требований, предъявляемых к искусственной коронке.
а) препарирование проводят острыми центрированными алмазными инструментами;
б) движения прерывистые и плавные;
в) используют воздушные и водяные охлаждения, орошение полости рта перманганатом калия;
г) применяют высокооборотные турбинные установки со скоростью вращения бора от 300–350 тыс. об/мин;
д) необходимо по возможности экономно сошлифовывать твердые ткани зуба.
Этапы препаровки зуба для изготовления металлической штампованной
а) сошлифовывание жевательной поверхности (режущего края) на толщину коронки — 0,3 мм, сохраняя анатомическую форму (бугры и фиссуры у жевательных зубов, медиальные и дистальные углыу фронтальных зубов); 29
б) препаровка вестибулярной и оральной поверхностей. Толщина снимаемого слоя зависит от формызуба и диаметра шейки;
в) сепарация и обработка медиальной и дистальной контактных поверхностей;
г) заглаживание острых краев.
Удаление твердых тканей производят с таким расчетом, чтобы диаметр коронки зуба был равен диаметру шейки зуба. После препарирования зуб должен иметь гладкую поверхность, по возможности цилиндрическую форму, а при невозможности этого — конусную с основанием у шейки;
3) получение оттисков (рабочего и вспомогательного), определение центрального соотношения челюстей.
Первый лабораторный этап:
1) изготовление гипсовых моделей (рабочей и вспомогательной), сопоставление их положения центральной окклюзии по определенным признакам,загипсовка в окклюдатор или артикулятор; 2) моделирование формы восстанавливаемого зуба (очерчивание клинической шейки зуба, наслоение моделировочного воска, окончательная моделировка на затвердевшем воске). Отмоделированный зуб по объему должен быть меньше восстанавливаемого на толщину слоя металла (0,25–0,3 мм); 3) вырезание гипсового штампа, его разметка; 4) изготовление металлического штампа из легкоплавкого металла. Для каждого зуба отливают 2 штампа, из которых первый используют для окончательной штамповки, а второй — для предварительной; 5) подготовка (нержавеющая сталь) или изготовление (золото, платина)гильз к штамповке. Для получения гильзы соответствующего диаметра необходимо ее уменьшить по диаметру с помощью аппарата для протягивания гильз«Самсон» или «Шарп». В процессе работы гильзу необходимо неоднократноподвергать термической обработке для восстановления прежней структуры металла; 6) предварительная штамповка коронки. Для ее проведения используют
штамп из легкоплавкого сплава№ 2, наковальню, свинцовое основание, молоток;
7) окончательная штамповка коронки. Она может быть наружной, внут-
ренней и комбинированной:
Метод наружной штамповки коронок по Паркеру. Аппарат Паркера
состоит из двух частей — пустотелого основания и входящего в него цилиндра,
наружный конец которого представляет собой массивную гладкую площадку.
Полость основания заполняется мольдином (смесь белой глины и глицерина)
или невулканизированным каучуком. Для этих же целей могут применяться ме-
ханические, гидравлические или пневматические прессы, облегчающие и уско-
ряющие процесс штамповки коронок. Металлический штамп зуба с надетой на
него предварительно отштампованной коронкой обертывают полотняной мате-
рией или плотной бумагой (для предупреждения попадания мольдина между30
коронкой и штампом) и после установления его строго по центру жевательной
поверхностью вниз ударами молотка или прессовкой в специальном прессе
вколачивают в массу. При этом мольдин или каучук выполняют роль контр-
штампа, равномерно передающего давление во всех направлениях и способст-
вующего плотному прилеганию коронки к поверхностиметаллического штампа.
Метод внутренней штамповки коронок. Этот метод применялся рань-
ше при наличии сильно разрушенных зубов, на которые нужно было изготовить
коронки, а гипсовый оттиск не мог точно передать отпечаток шейки зуба. Для
внутренней штамповки применялся аппарат, состоящий из трех частей: массив-
ной медной или стальной кюветы с выступами внутри для облегчения раскалы-
вания контрштампа из легкоплавкого металла, подставки для удаления легко-
плавкого металла из кюветы и резинового конуса, составляющего дно кюветы,
с металлическим штифтом для укрепления гипсового зуба.
Методика штамповки: вначале укрепляют на штифте гипсовый штамп с
кольцом, затем устанавливают на конус кювету и заполняют ее металлом. По-
сле этого удаляют металл, раскалывают его для извлечения гипсового зуба с
кольцом. Подбирают гильзу соответствующего диаметра, устанавливают ее
между половинами контрштампа и вводят в кювету. Гильзу наполняют дробью
или мягким каучуком и вколачивают внутрь металлической формы вначале де-
ревянными палочками, затем металлическими стержнями.
Метод комбинированной штамповки коронок. Этот метод включает
элементы наружной и внутренней штамповки и поэтому называется комбини-
рованным, а именно: из наружной штамповки заимствован способ изготовления
металлического штампа, а из внутренней — металлического контрштампа. Ап-
парат состоит из стальной кюветы, внутренние поверхности которой сведены
на конус и имеют по средней линии два выступа, облегчающих раскалывание
контрштампа. Кювета имеет подставку в виде металлического кольца. Дно кю-
веты имеет отверстие диаметром 1 см, чтобы можно было удалить контрштамп.
Для центрирования металлического штампа к кювете прилагается держатель,
который, фиксируя штамп, устанавливается в центральные вырезки ее верхней
Методика штамповки: поверхность металлического штампа обертывают
одним слоем липкого пластыря, оставляя свободной окклюзионную поверх-
ность или режущий край. Это соответствует толщине металлической коронки.
Для этого же можно смазать поверхность штампа маслом и обсыпать тальком.
Установив держатель со штампом по центру кюветы, в нее наливают расплав-
ленный легкоплавкий сплав, после затвердевания которого кювету устанавли-
вают на подставке кверху дном, удаляют вату из отверстия дна кюветы и, вста-
вив в отверстие пестик, ударами молотка удаляют контрштамп. Раскалывание
контрштампа и освобождение из него металлического штампа осуществляют с
помощью зубила или гипсового ножа, которые вставляют в углубление на бо-
ковой поверхности штампа. С поверхности металлического зуба удаляют лип-
кий пластырь, наколачивают предварительно отштампованную коронку и, ус-
тановив в углублении контрштампа, заколачивают последний в кювету, чтобы31
он занял прежнее положение. Штамп с коронкой освобождают от контрштампа
описанным выше способом, т. е. выбиванием контрштампа, разъединением его
на части, выделением штампа, его расплавлением и освобождением коронки.
Отштампованную коронку термически обрабатывают, подрезают края
соответственно проштампованной канавке от металлического штампа, создают
фальц по краю и проверяют ее на гипсовом штампе. Одиночные коронки перед
направлением в клинику отбеливают, кипятят, протирают; если же коронка
предназначена для якорного крепления мостовидного протеза, то ее не отбели-
вают из-за опасности истончения. Такие коронки отбеливают после оконча-
тельного изготовления мостовидного протеза.
Второй клинический этап: припасовка коронки в полости рта. Проводит-
ся, исходя из перечисленных выше требований, которым должна отвечать ис-
кусственная коронка. При проведении припасовки обращают внимание:
а) на анатомическую форму коронки;
б) наличие экватора, взаимоотношение с соседними зубами (контактный
в) рельеф отштампованной жевательной поверхности или режущего края,
учитывая возрастные особенности пациента;
г) соотношение края искусственной коронки и шейки зуба, длину корон-
ки, положение края коронки в области межзубных десневых сосочков;
д) взаимоотношение с зубами-антагонистами во всех видах окклюзии;
е) на топографию эмалево-цементной границы.
Второй лабораторный этап: отбеливание, шлифовка и полировка искусст-
венной коронки. Отбеливание проводят в специальном растворе, согласно ин-
струкции, до снятия окалины. Механическую обработку проводят порошком,
шлифовальной бумагой, эластическими кругами, после чего проводят оконча-
тельную шлифовку и полировку (паста ГОИ, фильц, бархотка).
Третий клинический этап: окончательная припасовка коронки и ее фик-
сация в полости рта на цемент.
а) обработка коронки (промывание перекисью водорода, обезжиривание
спиртом, высушивание воздухом);
б) подготовка фиксирующего материала. Нанесение на стеклянную пла-
стинку порциижидкости и порошка, изоляция зуба ватными тампонами;
в) медикаментозная обработка культи зуба 3 %-ным раствором перекиси
водорода, спиртом, высушивание теплым воздухом;
г) приготовление цементной массы. Порошок цемента постепенно добав-
ляют к жидкости и тщательно растирают до сметанообразной консистенции.
Коронку заполняют на 2/3 глубины цементом;
д) фиксация коронки. Наложение коронки на зуб, больной плотно смыка-
ет зубные ряды. Проводится проверка окклюзионных взаимоотношений при
центральной окклюзии; 32
е) удаление остатков цемента, наставления больному. После затвердева-
ния цемента его излишки удаляются с помощью экскаватора. Через 2 ч больной
может принимать пищу.
Ошибки и осложнения
при примененииметаллических штампованных коронок
1. Ошибки, допущенные в процессе препарирования:
а) препарирование зубов без обезболивания при гиперестезии эмали и
дентина и у пациентов с сердечно-сосудистыми заболеваниями (изменение кро-
вяного давления, ритма сердечной деятельности, чувство страха, возбуждение);
б) недостаточное препарирование твердых тканей зубов на жевательной
(или режущей), вестибулярной, оральной, медиальной, дистальной поверхно-
стях зуба. Это приводит к повышению прикуса при смыкании зубных рядов,
вызывает перегрузку периодонта в различных фазах артикуляционных движе-
ний нижней челюсти и, как следствие, приводит к травматическому периодон-
титу. При недостаточном сошлифовывании твердых тканей зуба с его вестибу-
лярной, оральной, медиальной, дистальной поверхностей диаметр зуба будет
больше диаметра его шейки. В этом случае искусственная коронка будет не-
плотно охватывать шейку зуба. Это, в свою очередь, будет способствовать по-
явлению циркуляторного кариеса, расцементировке коронки и развитию хро-
нического воспаления десны;
в) чрезмерное сошлифовывание эмали и дентина (перегрев твердых тка-
ней зуба, пульпы, вскрытие полости зуба, пульпит);
г) ранение слизистой оболочки десны, щеки, дна полости рта, языка.
2. Ошибки, допущенные в процессе получения оттисков и определения
центрального соотношения челюстей:
а) оттиск с расплывчатым, нечетким отображением шейки препарирован-
ного зуба не позволяет зубному технику изготовить точную, плотно охваты-
вающую шейку зуба коронку;
б) моделировка жевательной поверхности (режущего края) наугад или от-
сутствие такой моделировки.
3. Ошибки, допущенные в процессе лабораторных этапов изготовления
a) неправильная моделировка;
б) чрезмерное удлинение искусственной коронки на гипсовом штампе,
сужение или расширение в области шейки зуба;
в) недоштамповка жевательной поверхности (режущего края) или прише-
ечной части искусственной коронки.
4. Ошибки, допущенные в процессе припасовки коронки в полости рта:
a) невыявление и неустранение ошибок, допущенных на предыдущих
б) несоответствие коронки предъявляемым требованиям;
в) чрезмерное продвижение края коронки под десну и, как следствие, грубое
разрушение циркулярной связки имягких тканеймаргинального периодонта. 33
5. Ошибки, допущенные в процессе фиксации коронки в полости рта:
а) недостаточное обезжиривание и высушивание культи зуба (расцемен-
б) применение слишком жидкого фиксирующего материала (расцементи-
в) применение слишком густого фиксирующего материала (повышение
прикуса на коронке, травматическая перегрузка зуба, тяжелые патологические
Изготовление штампованной коронки этапы изготовления
Штампованные коронки представляют собой один из распространенных вариантов реставраций для восстановления эстетики зубных рядов, функциональных характеристик. Это имитации естественной формы зуба в виде колпачка, который одевается на подготовленную культю, либо стандартный абатмент или индивидуальный.
Все этапы процесса изготовления и установки делят на клинический и лабораторный, предлагаем подробнее ознакомиться с каждым из них.

Изготовление коронок для зубов, препарирование

Затем формируется два оттиска с верхней и нижней челюсти пациента:
В этом случае задействуются оттискные массы, альгинатные или полиэфирные. Процесс проходит по классической схеме с использованием ложек, в которые загружается состав, после чего вдавливается на челюсть и фиксируется до схватывания отпечатка. Готовые изделия оцениваются на предмет соответствия требованиям реставрации, дезинфицируются.
Изготовление коронок — чередование этапов
Далее начинается первый лабораторный этап – отливаются гипсовые модели челюстей, а так же формируются восковые базисы с окклюзионными валиками, которые позволяют выявить соотношения челюстей и единиц при естественных движениях. Валики используются не для всех операций.
Затем снова проводится клинический этап, который сводится к определению центральной окклюзии. Это основное отношение челюстей, которое необходимо для создания качественной реставрации.
Снова лабораторный этап, подразумевающий подготовку придесневой части гипсовой единицы, это необходимо для изготовления штампованной коронки. В процессе происходит гравировка шейки скальпелем, придающая контуру четкость и выраженную ступеньку границы, шейка обозначается химическим карандашом.
Модели из гипса фиксируются в артикуляторе или окклюдаторе, осматриваются визуально на предмет явных отклонений, проверяется степень разобщения с антагонистами. Четкость контуров шейки повышается за счет снятия излишков или наплывов гипса, для этого задействуется глазной скальпель. Шейка обводится химическим карандашом, по апроксимальным сторонам штампа проводится сепарация.
Изготовление коронок — моделирование и штампы
Моделирование проводят при помощи специального одноименного воска, на гипсовую культю он укладывается слой за слоем до получения необходимого объема. Затем заготовка обрабатывается для передачи естественной геометрии и всех поверхностей коронковой части.

Последовательность следующая:
До линии шейки сохраняется небольшой отступ, буквально в 1-1,5 мм, в противном случае будет увеличен объем этого участка и не удастся добиться плотного обхвата основания искусственным изделием. Важно воссоздать компонент не полностью идентичный природному, а уменьшить его объем на толщину металла будущей коронки.

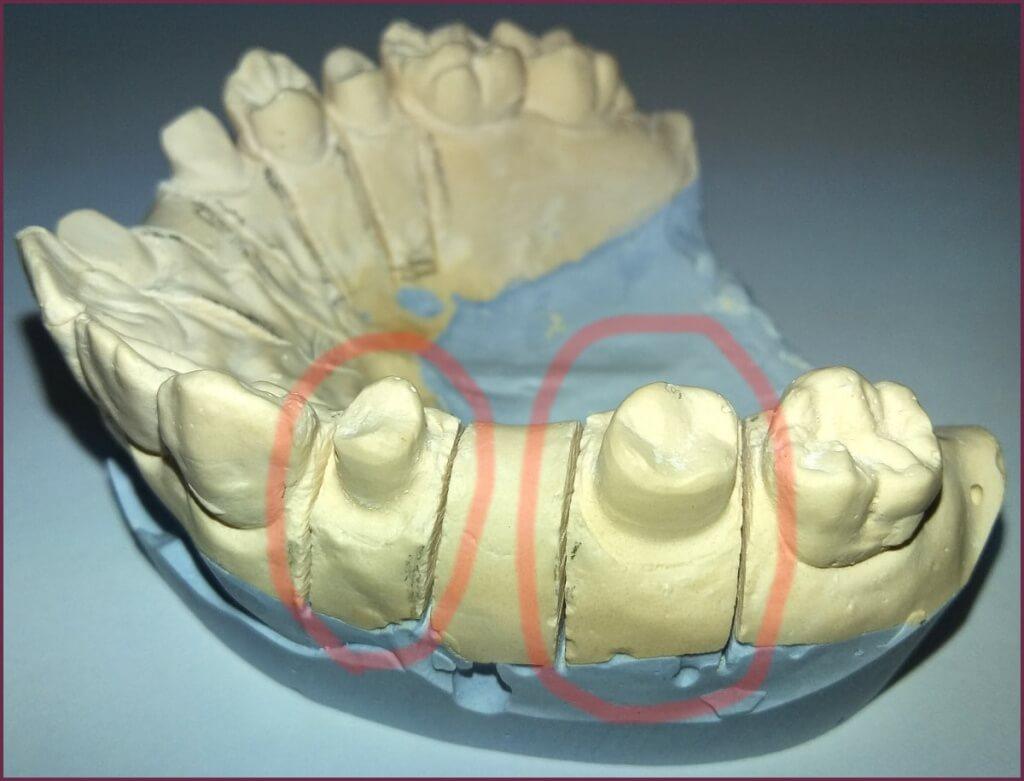
Затем формируется штамп из гипса – заготовка для металлического. Из гипса плоской пилочкой вырезается модель, диаметр нижней части которой равен диаметру шейки зуба. После выпиливания штамп опускается в холодную воду на 5-10 минут.
Более сложным и многоэтапным является изготовление штампа из металла.
Для этого создается форма из двух половин, которая создается на основе металлической рамки со следующими параметрами:
— борта высотой 20 мм;
— длина 150-200 мм, но может быть больше.

В эту форму заливают замешанный гипс, который сглаживается шпателем. За это время (пока заполнялась и разглаживалась рамка) заготовки штампов пробыли в холодной воде достаточное время, их извлекают. В гипс компоненты погружаются апроксимальной стороной на половину, расстояние между заготовками 5 мм. Затвердевшую гипсовую форму извлекают из металлической рамки и выравнивают поверхность, по краям бруска формируют два углубления в виде конуса.
Брусок погружают в воду, холодную, выдерживают так 2-3 минуты и заливают 20-30 мм гипса, чтобы получить вторую половину формы. Выдерживается необходимое время для твердения, после чего форма раскрывается, заготовки удаляются, ложе расширяется у основания и обе половины совмещают по созданным ранее коническим выступам.
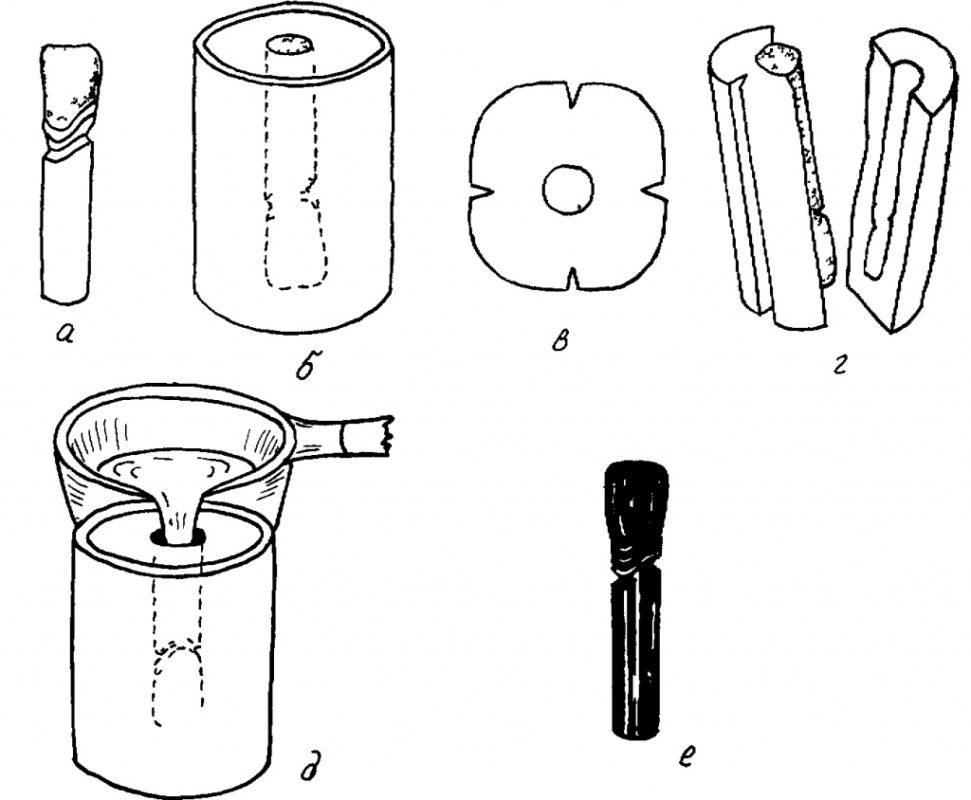
Заливается для штампов легкоплавкие металлы, которые расплавляются в специальной ложке, оснащенной деревянной ручкой. Для заливки используются отверстия в ложе, далее необходимо выждать время для застывания металла. Охлажденные половинки с штампами раскрывают, готовые компоненты удаляют и отправляют на дальнейшие этапы.
Изготовление коронок — гильза и предварительная штамповка
Гильза для выполнения следующего этапа используется стандартная, диаметр подбирается аналогичный диаметру шейки зуба. Если из существующего ассортимента ничего не подходит, можно подогнать под необходимые параметры стандартную гильзу, путем ее протяжки.
Для этого используются аппараты “Шарп”, “Самсон” или аналогичные по возможностям. Если деталь подготовлена правильно, то на штамп она натягивается плотно, с приличным усилием. После постановки ее обжигают.

Далее необходимо провести предварительную штамповку коронки, с этой целью гильза обрабатывается механически на наковальне, небольшим молотком, снова проводится обжиг. Теперь первый штамп используется, чтобы выбить в свинцовой пластинке углубление, идентичное жевательной поверхности и режущей кромке на штампе.
Гильза надевается на штамп и он вбивается в другую гильзу, которая помещена в углубление свинцовой пластины. Необходимо получить отпечаток поверхности зуба, после чего гильза повторно проходит этап температурной обработки (обжига).
Изготовление коронок — окончательная штамповка
Окончательная штамповка коронки проводится двумя методами:
— по методу Паркера.
В первом случае после описанной предварительной штамповки нужно получить контрштамп. Для этого второй штамп покрывается липким пластырем толщиной в пределах 0,25-0,28 мм. Кювету с конически сужающимся дном заливают легкоплавким сплавом и погружают в него полностью штамп коронковой частью вниз. После твердения сплава на кольце-подставке выбиваются контрштампы при помощи пестика.

Далее контрштампы раскалывают зубилом на две половины, пластырь с металлической детали удаляется, надевается отожженная гильза и вставляется в контрштамп на место ложа. Контрштампы помещаются в кювету, коронка штампуется молотком, необходимо наносить удары до того момента, пока контршатмп не дойдет до исходной позиции на дне кюветы.
Метод Паркера подразумевает использование одноименного аппарата, в нем происходит окончательная штамповка с использованием нового штампа.
Конструктивно аппарат Паркера – это массивная пустотелая основа и цилиндр, который в нее входит. Полость заполняется вулканизированным каучуком/мольдином, в этом веществе происходит окончательная штамповка за счет помещения в него гильзы коронковой частью внутрь и механического воздействия (ударами молотка по цилиндру). При необходимости используют пресс, развивающий давление в 2-3 атмосферы.
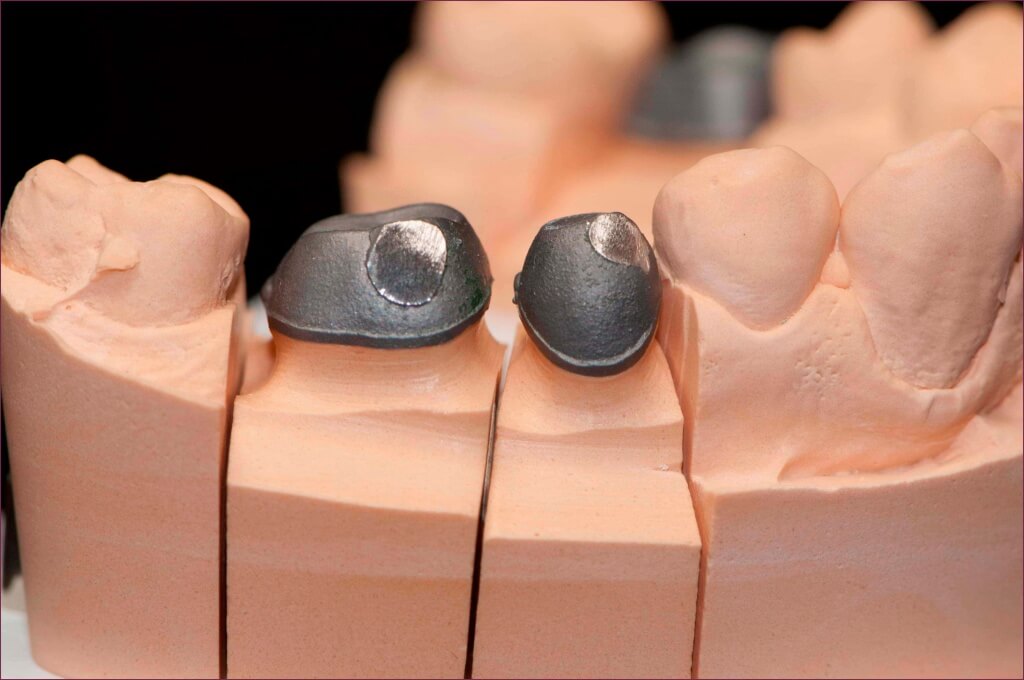
Готовая коронка снимается со штампа, очищается, кипятится в пробирке с соляной кислотой. Кромка обрезается коронковыми ножницами, необходимо точно соблюсти линию углубления. Если выпускается изделие из стали, то края обрабатываются карборундовыми камнями, если из золота – то достаточно использовать напильник для сглаживания.
Финальные клинико лабораторные этапы изготовления штампованной коронки
В финале изготовленная коронка примеряется в ротовой полости и все выявленные недостатки корректируются. Важно убедиться в отсутствии видимых повреждений и гладкости поверхности, все поверхности и края должны быть четко выражены.
Изготовление коронок из металла: особенности сплавов
Металлы являются одними из самых распространенных материалов в практике техника. Благодаря сочетанию нескольких составляющих удается получить уникальное вещество, обладающее оптимальным набором характеристик.
В случае с протезированием, изделия должны быть:
Посмотрим, как производители материалов для техников добиваются столь противоречивых свойств от своей продукции.

Классификация
Весь спектр используемых сплавов разделяют на две группы:
Первый класс должен обладать повышенной приживаемостью, не выделять при эксплуатации вредоносных соединений.
Важно минимизировать риски отторжений и аллергических реакций, для чего постоянно ведется поиск еще более качественных металлов.
Параллельно создаются новые технологии обработки и выплавки.
Технологические сплавы должны обладать следующим набором качеств:
— коррозийная стойкость, в том числе при воздействии органических соединений;
— прочность и твердость. Это позволит выдерживать значительные нагрузки на сжатие, изгиб, скручивание в продольном и поперечном направлении;
— при литье усадка должна быть минимальной. В таком случае удастся избежать значительных отклонений параметров отлитой заготовки от изначальной модели. Кроме того, чем меньше меняется объем материала при нагреве, тем меньше возникает внутренних напряжений, которые могут привести к поломке готовой конструкции;
— ковкость и текучесть. Эти параметры обеспечивают высокую восприимчивость металла к механической обработке, а значит удешевляют ее;
— должна обеспечиваться свариваемость и восприимчивость к пайке. За счет таких методик удобно собирать отдельные компоненты в целые протяженные реставрационные системы;
— дополнительным преимуществом будет возможность полировки, электролитической и механической обработки.

В зависимости от характеристик сплава, его состава, меняется комплекс этих параметров.
Свойства и особенности
Свойства материалов выделяют следующие:

К механическим относят способность выдерживать разрушительное воздействие внешних нагрузок. В процессе воздействия материал должен упруго и пластически деформироваться.
Упругое воздействие прекращается после окончания приложения силы.
Пластическое вызывает изменения структуры, вплоть до изменения формы и ее сохранения в дальнейшем. Металл претерпевает изменения структуры, плотности, электрического сопротивления.
В комплекс механических характеристик входят следующие:
Из физических выделяют плотность, теплопроводность, цвет, плавление, а так же расширение/сжатие при изменениях температуры.
Технологические параметры включают все аспекты, по которым определяется пригодность вещества к обработке. Ковкость, усадка и текучесть из всего спектра наиболее важны для работы техника.
Химические характеристики определяют поведение сплава в различных активных средах, щелочных, кислотных, растворах солей, а так же в классических эксплуатационных условиях, то есть на воздухе, при нормальной влажности. Определить поведение позволяет растворимость, жаростойкость и окисляемость.
Один из неприятных моментов, которые свойственны металлам, является гальванизм. Постоянное воздействие активных сред может вызвать выделение потенциально опасных соединений. В процессе происходит распад самой основы протеза, потому такие материалы из практики техников быстро исключают.

Важно избежать коррозии, которую часто провоцирует адсорбция металлом компонентов ротовой полости. Таким источником проблем может стать пища, слюна, ферменты полости рта, усиливают эффект переменные нагрузки, которые испытывает протез при эксплуатации. Даже титановые основания подвержены этому эффекту.
Выделяют несколько групп коррозии:
— по форме разрушения;
— по механизму процесса.
К первому классу относят равномерную или сплошную коррозию, местную и межкристаллитную.
Механизм позволяет разделить электрохимическое и химическое окисление.
Применение и технологии
Техник использует огромное количество методик обработки изделий в процессе выпуска.

Включают в этот комплекс следующие:
Рассмотрим каждый вариант подробнее.

Литье
Процесс подразумевает заполнение под давлением подготовленной формы, используется металл в расплавленном состоянии. Подается он под давлением, что позволяет равномерно заполнить все полости и естественные неровности модели.
Проводятся операции в несколько этапов:
— изготавливаются восковые модели;
— формируется литниковая система;
— модель покрывается слоем огнеупорного материала;
— в муфеле происходит формовка модели огнеупорным веществом;
— форма сушится и обжигается;
— сплав разогревается до текучего состояния;
— непосредственно отливается изделие;
— детали освобождаются от литников и огнеупорной массы.

По данной методике можно выпускать весь спектр зуботехнических систем, например, коронок, мостов, абатментов.
Ковка
Процесс подразумевает воздействие на заготовку механическим путем, которое приводит к изменению формы, но без строго определенных контуров. Техник для придания очертаний компонентам использует специальную наковальню, на ней образованы отростки, имеющие форму, близкую к человеческим зубам.
Штамповка
В этом случае изменения формы заготовки происходят только в соответствии с параметрами штампа. Таким образом можно получить гильзы (заготовки для выпуска единичных зубов), коронки, элементы съемных/несъемных конструкций.

Прокатка
Прокатка позволяет обработать слиток произвольной формы до состояния листовой заготовки. Так выпускается сырье для более сложных изделий.
Волочение
Путем волочения из слитка металла получают проволоку. На ее основе создают крепежные элементы, соединительные дуги для некоторых типов протезов, кламмеры съемных структур и аналогичные изделия.
Закалка

Закалка преобразует структуру металла, позволяет усилить определенные свойства: твердость и прочность. Происходит обработка посредством нагрева до высокой температуры с последующим резким охлаждением в воде или масле.
Процесс приводит к падению пластических качеств, росту жесткости и хрупкости. Ухудшается податливость при механических обработках.
Отжиг
Если после закалки сильно проявились негативные качества изделия, то можно провести отжиг, чтобы восстановить характеристики. В этом случае потребуется нагрев до высокой температуры (когда проявляются структурные изменения сплава), но точные значения индивидуальны для каждого сплава.
Температуры в 400-500 градусов достаточно, чтобы в структуре нержавеющей стали произошли изменения и снялись внутренние напряжения.
Паяние
Этот метод позволяет соединить несколько деталей из металла путем расплавления родственного сплава с более низкой температурой плавления. Используемый в качестве расходника материал называют припой.
Отбеливание
Отбеливание нужно, чтобы устранить с поверхности металлов окалину, которая образуется при воздействии кислорода и открытого пламени.
Для реализации процесса применяют растворы нескольких видов агрессивных кислот:
Благородные сплавы проще обрабатывать, например, для серебра достаточно 96-процентного спирта, для золота – 40-50-процентный раствор соляной кислоты.
Шлифовка/полировка
Указанные методики родственны по своей сути, но подразумевают различную чистоту.
Шлифовка – это несколько этапов грубой обработки, которая полезна при снятии слоя материала, устранения дефектов.
Для этого применяют абразивные насадки, станки с шлифовальными кругами различной зернистости. Полировка подразумевает использование более тонких материалов, фетровых и войлочных кругов, полировочных паст.

Обычно процесс включает несколько этапов для каждого из которых используется оснастка со своим зерном (частота расположения абразивных крошек на квадратном сантиметре поверхности).
С каждым последующим этапом размеры обрабатывающих фракций уменьшаются для повышения качества.
Изготовление коронок для зубов
Коронки предназначены для реставрации утраченных единиц, в основном одиночных. Используется для изготовления различный материал от металлов до современных композитов и керамики, как диоксид циркония.
Конструктивно они могут быть монолитными или составными.
Для каждого варианта применяется свой комплекс требований к обработке и изготовлению. Рассмотрим такие этапы, как препарирование и некоторые шаги выпуска изделий.
Общие особенности препарирования
Так как коронка в простейшем виде – это колпачок из материала, который надевается на обточенную культю. Используется либо естественный сохранившийся зуб, для снятия части материала и подготовки опоры, либо абатменты имплантатов.
Показаниями для применения метода являются:
— если зуб разрушается и коронка позволит его сохранить на длительный период;
— если есть риск повреждения единицы частями протезной конструкции;
— для создания надежной опоры протеза. Например, штампованные и цельнолитые компоненты могут использоваться при создании опоры для бюгельных и пластиночных структур;
— чтобы изменить окклюзионные соотношения челюстей при восстановлении.

Для цельнолитых коронок используют один из 4-х методов препарирования:
— тангенциальное без уступа;
— с полукруглым уступом;
— с прямоугольным циркулярным уступом;
— со скосом в 135 градусов.
Готовая конструкция должна передавать анатомическую форму, плотно обхватывать шейку единицы, край не должен погружаться в борозду десны более чем на 0,2-0,3 мм.
Нужно исключить завышение межальвеолярной высоты в центральной окклюзии, а так же помехи жевательным движениям.

Этапы обработки следующие:
— сепарация контактных поверхностей, для этого используется диск или игольчатая алмазная головка небольшой толщины;
— далее сошлифовываются оральные поверхности;
— режущие кромки обрабатываются на 1,5-2 мм, но с сохранением ориентиров для анатомического положения бугров.
Для металлокерамики и фарфора нужно создать сепарационную борозду, глубина ее равна удаляемому слою. Штампованные изделия должны иметь диаметр, равный сечению шейки единицы.
С вестибулярной поверхности нужно добиться небольшого погружения в десну, это не позволит реставрации выделяться при общении. Ширина уступа варьируется в пределах 0,6-1,5 мм.
Готовая культя должна иметь коническую форму, что идеально для металлокерамики и фарфора.
Особенности литых и штампованных коронок
Рассмотрим особенности препарирования под цельнолитые компоненты, штамповку, литые коронки с облицовкой.
Инструментом для удаления части эмали является бормашинка.
Необходимо удостовериться, что наконечник не бьет, иначе может снизиться точность. Сам процесс проводится прерывисто, чтобы исключить перегрев поверхности, для этого так же подойдет водяное и воздушное охлаждение.

В качестве инструментов понадобится следующий набор:
— диски для сепарации;
— боры для снятия грубой стружки, быстрой обработки на необходимую глубину;
— более щадящая обработка – снятие мелкой стружки при помощи карборундовых/алмазных насадок конической формы, заостренных, торцевых;
— шлифовка/полировка за счет финиров и полиров.
При работе нужно избегать длительного удержания на одном месте, иначе это может привести к ожогу пульпы, вскрытию полости единицы, повреждениям слизистых и мягких тканей.
Штампованые коронки
Штамповка противопоказана при патологической стираемости зубов, не подойдет при восстановлении размеров единицы в вертикальной плоскости.

Препарирование в этом случае происходит следующим образом:
— сначала сепарация контактных поверхностей, для чего используется алмазный диск;
— затем нужно снять 0,25-0,3 мм с режущих и жевательных кромок, при этом важно сохранить жевательные поверхности;
— сошлифовываются нависающие края, выпуклые части по экватору вестибулярной/оральной стороны.
Необходимо получить цилиндрическую форму в итоге, потому диаметр коронки не должен превышать диаметра шейки восстанавливаемого зуба.

Полный цикл выпуска штампованной коронки включает следующие пункты:
— получение гипсовых моделей;
— определение центральных окклюзионных взаимоотношений;
— моделирование из воска;
— формирование гипсового штампика;
— изготовление штампиков из легкоплавкого сплава;
Пластмассовые коронки
Этот вариант обычно рассматривается в качестве временного восстановления утраченных единиц на период создания более масштабной и качественной конструкции.
Противопоказаниями для этого метода восстановления является 1-2 класс дефектов Кенеди, патологическая стираемость или если опорный элемент слишком широкий и низкий.
Этапы немного отличаются от штамповки:
— снятие двойного слепка при помощи силиконовой массы (для рабочей модели) и альгинатной (для вспомогательной модели);
— определение центральных взаимоотношений;
— определение цвета пластика согласно выбранной шкале, проводится при естественном освещении;
— создание моделей путем гипсовки в артикуляторе/окклюдаторе;
— гипсовка в кювете;
— замена восковой композиции пластиком;

Цельнолитые коронки
Цельнолитая коронка в области шейки препарирование составляет 0,3-0,5 мм, по бокам – 0,5-1,2, с окклюзионной поверхности 1-1,5, конвергенция составляет 7 градусов.
Этапы выпуска следующие:
— до препарирования снимается слепок альгинатной массой;
— снятие двойного слепка силиконом для рабочей и альгинатной смесью для вспомогательной модели;
— центральную окклюзию определяют за счет восковых базисов с окклюзионными валиками/силиконовыми блоками;
— модели гипсуются, создается восковой или пластиковый колпачок;
— воском достраивается анатомическая форма единицы;
— выплавляется заготовка из сплава;
— коронка припасовывается и проводится коррекция;
Если на цельнолитой основе предполагается создать пластиковую облицовку, то нужно глубже отпрепарировать единицу. В частности, с боков углубиться уже на 1,5-2 мм, с окклюзионной поверхности на 1,5-2.
Так же в список этапов включается нанесение и фиксацию пластика на металлической основе.
Аналогичные характеристики препарирования и изменения в этапах работы происходят при создании цельнолитой конструкции с керамической облицовкой.
Слои фарфора наносятся с промежуточной сушкой на предварительно отпескоструенную поверхность.
Фарфор
Коронки на основе фарфора не подойдут для восстановления нижних резцов, при низких природных опорах, глубоком прикусе, слабом пародонте, бруксизме, эпилепсии и для протезирования в детском возрасте.
— создается временная пластиковая коронка для защиты опоры. Для этого проводится препарирование, ретракция;
— снимается слепок силиконовой и альгинатной массой, соответственно для рабочей и вспомогательной модели;
— оттиски переводятся в материал за счет гипсовки в артикуляторе/артикуляторе;
— формируется платиновый колпачок, на который послойно наносится облицовка. Слой за слоем с промежуточным обжигом массы;
— далее проводится припасовка, коррекция окклюзии и цвета;
— фольга извлекается, наносится глазурь;
— готовый компонент фиксируется.

Припасовка
Припасовка должна проводиться с точностью, чтобы выявить все несоответствия.
Для этого коронку без усилия продвигают в зубодесневую бороздку, если кромка мягких тканей побелела, значит низ коронки нужно сточить. Слишком широкие края подгибаются внутрь. Проверяются контактные пункты и взаимоотношения с антагонистами.
Данный способ уступает по прочностным характеристикам диоксиду циркония, но внешне его превосходит.
В сфере стоматологических материалов постоянно ведется поиск новых веществ и методик, именно прочность и визуальное сходство с природными зубами стали передовыми направлениями.
4.Предварительная штамповка металлической коронки.
Гильзу,протянутую и подобранную по размеру,отжигают.Предварительную штамповку проводят на зуботехнической наковальне .наковальня имеет металлические стержни,которые напоминают форму зубов,гильзе придаем примерную форму зуба,далее штамповку проводят на металлических штампах зуботехническим молоточком от режущей или жевательной поверности к краю коронки.
Билет № 33
1.Композиционные материалы светового отверждения.
Композиционные пломбировочные материалы (сложные)-представляющие собой комбинацию 2х химически различных компонентов:органической основой и неорганического наполнителя и соединяющего их поверхностно-активного в-ва –Силана.
Органическая полимерная матрица является основой композитов .Неорганический наполнитель обеспечивает прочность материала,устойчивость к истиранитю, уменьшает усадку, водопоглощение,улучшает эстетические свойства.
Классификация композитных материалов.
1. По размеру частиц наполнителя:
- мининаполненные композиты - с малыми частицами (размер частиц - 1-5 мкм);
- микронаполненные (размер частиц - 0,04-0,4 мкм);
- микрогибридные (смесь частиц различного размера: 0,04-0,1 и до 1-5 мкм);
- гибридные тотально выполненные композиты (смесь частиц различного размера: 5-8 мкм; 1-5 мкм; 0,01-0,1 мкм)
- наногибридные (смесь частиц размером от 0,004 до 3 мкм).
2. По способу отверждения:
- двойного отверждения (химического и светового).
3. По консистенции:
4. По назначению:
- для пломбирования жевательной группы зубов;
- для пломбирования фронтальной группы зубов;
Композиционные материалы химического отверждения
Композиционные материалы химического отверждения представлены в следующем виде: паста-паста, порошок-жидкость, паста-жидкость. Катализирующая паста содержит перекись бензоила, основная паста - третичные амины.
- минимальное время изготовления реставрации.
- требуют смешивания компонентов, в результате чего возможна пористость материала;
- сложность в приготовлении и работе: трудно рассчитать количество материала, необходимое на реставрацию; композиты меняют вязкость в процессе работы;
- реставрация с течением времени темнеет ("аминовое окрашивание" из-за остающихся в материале не прореагировавших активаторов);
- невысокие эстетические свойства.
Композиционные материалы светового отверждения
В 1977 году Dart и др. создали пломбировочный материал, который полимеризовался видимым светом с длиной волны 400-500нм. Это позволило добиться более полной полимеризации композита и улучшить его химико-физические свойства.
- высокая степень готовности к применению, не требуют замешивания,
- обладают хорошими рабочими характеристиками: более прочные и эстетичные по сравнению с композитами химического отверждения; не меняют вязкости в процессе работы; возможность моделирования пломбы длительное время; контролируемое отверждение; быстро, глубоко и надежно полимеризуются; обладают цветостабильностью (на данную характеристику влияет качество полировки);
- экономичны в использовании.
- увеличение затраченного времени на реставрацию;
- при избыточной плотности (мощности) светового потока фотополимеризатора возможность увеличения полимеризационной усадки пломбировочного материала, возникновение полимери-зационного стресса - появление напряжений на границе пломбы с зубом в процессе полимеризации, возникновение эффекта "дебондинга" (нарушение связи между пломбой и зубом);
- высокая стоимость пломбировочного материала и фотополимеризующих устройств.
Свойства композитов с различным размером частиц наполнителя
Свойства макронаполненных композиционных материалов
- удовлетворительные оптические свойства.
- высокая шероховатость поверхности из-за плохой полируемости и, как результат, вероятность быстрого накопления зубного налета;
- высокая абразивная износостойкость.
Показания к применению:
- пломбирование полостей I, II классов на участках, где нет высоких эстетических требований;
- моделирования культи зуба под коронку.
Свойства микронаполненных композиционных материалов
- хорошие эстетические свойства;
- низкая абразивная износостойкость.
- недостаточная механическая прочность;
- высокий коэффициент термического расширения.
- высокие эcтетические требования при пломбировании кариозных полостей III-V классов;
- высокие эcтетические требования при лечении некариозных поражений (клиновидных дефектов, эрозии эмали, гипоплазии и др.).
Свойства гибридных композиционных материалов
Размер частиц наполнителя композиционного материала определяет его прочностные, эстетические (полируемость, степень рассеивания света) свойства.
Наномеры- неассоциированные частицы размером 20- 75 нм (0,020-0,075 мкм).
Нанокластеры- агломераты наноразмерных частиц.
Показания к применению
Гибридные композиты считаются универсальными пломбировочными материалами, но в ряде случаев реставрации полостей II, IV, V классов не всегда эффективны в связи с недостаточно идеальной поверхностью композиционной пломбы (за исключением наногибридных композитов).
Свойства микрогибридных композиционных материалов
Обладают хорошими физико-химическими качествами, они устойчивы к отлому, имеют низкое водопоглощение, КТР приближен к КТР твердых тканей зуба, обладают высокой сопротивляемостью при изгибе и сдавливании, рентгеноконтрастны. Положительные свойства:
Читайте также: