Поверхностная пластическая деформация металлов
Поверхностное пластическое деформирование (ППД) – это обработка деталей давлением (без снятия стружки), при которой пластически деформируется только их поверхностный слой. ППД осуществляется инструментом, деформирующие элементы которого (шарики, ролики или тела иной конфигурации) взаимодействуют с обрабатываемой поверхностью по схемам качения, скольжения или внедрения.
Ключевые слова
Текст научной работы
При ППД по схеме качения деформирующие элементы (как правило, ролик или шарик) прижимается к поверхности детали с фиксированной силой, перемещается относительно нее, совершая при этом вращение вокруг своей оси. В зоне локального контакта деформирующего элемента с обрабатываемой поверхностью возникает очаг пластической деформации (ОД), который перемещается вместе с инструментом, благодаря чему поверхностный слой последовательно деформируется на глубину h, равную глубине распространения ОД.
В соответствии с ГОСТ 18296 поверхностное пластическое деформирование при качении инструмента по поверхности деформируемого материала называется накатыванием. В свою очередь, накатывание подразделяется на обкатывание и раскатывание в зависимости от того, какие поверхности обрабатываются: выпуклые (валы, галтели), плоские или вогнутые (например, отверстия). Достоинством накатывания является снижение сил трения между инструментом и обрабатываемым материалом.
К методам ППД, в которых ДЭ работают по схеме скольжения, относятся выглаживание и дорнование. Для этих процессов ДЭ должны изготавливаться из материалов, имеющих высокую твердость (алмаз, твердый сплав и т.п.) и несклонных к адгезионному схватыванию с обрабатываемым материалом.
Выглаживание применяется для ППД закаленных сталей и деталей маложестких, т.е. тогда, когда невозможно применить обработку накатыванием.
Недостатком выглаживания является низкая производительность и невысокая стойкость инструмента.
Методы накатывания, выглаживания и деформирующего протягивания относятся к методам статического поверхностного деформирования. Характерным признаком этих методов является стабильность формы и размеров ОД в стационарной фазе процесса.
Наряду с этими методами в машиностроении существует большое число методов ППД, основанных на динамическом (ударном) воздействии инструмента на поверхность детали). В этих процессах инструмент внедряется в поверхностный слой детали перпендикулярно профилю поверхности или под некоторым углом к ней. Многочисленные удары, наносимые инструментом по детали по заданной программе или хаотично, оставляют на ней большое число локальных пластических отпечатков, которые в результате покрывают (с перекрытием или без него) всю поверхность. Размеры очага деформации зависят от материала детали, размеров и формы инструмента и от энергии удара по поверхности. К методам ударного ППД относятся чеканка, обработка дробью, виброударная, ультразвуковая, центробежно-ударная обработка и др.
Поверхностное пластическое деформирование: повышает плотность дислокаций в упрочненном слое; измельчает исходную структуру; повышает величину твердости поверхности; уменьшает величину шероховатости; повышает износостойкость деталей и сопротивление схватыванию; увеличивает предел выносливости.
Из перечисленных выше методов ППД наиболее эффективным для упрочнения коррозионностойких сталей является метод алмазного выглаживания.
Выглаживание заключается в пластическом деформировании обрабатываемой поверхности скользящим по ней инструментом — выглаживателем. При этом неровности поверхности, оставшиеся от предшествующей обработки, сглаживаются частично или полностью, поверхность приобретает зеркальный блеск, повышается твердость поверхностного слоя, в нем образуются сжимающие остаточные напряжения, изменяется микроструктура и создается направленная структура (текстура). После выглаживания поверхность остается чистой, не шаржированной осколками абразивных зерен, что обычно происходит при процессах абразивной обработки. Такое сочетание свойств выглаженной поверхности предопределяет ее высокие эксплуатационные качества — износостойкость, сопротивление усталости и т.д.
Стойкость природных и синтетических кристаллов алмаза примерно одинакова. Формирование поверхностного слоя при алмазном выглаживании происходит вследствие пластической деформации обрабатываемой поверхности. Под действием радиальной силы, действующей на поверхность контакта алмаза с деталью, возникают контактные давления.
Если их величина превышает предел текучести, возникает пластическая деформация тонких поверхностных слоев. При пластической деформации поверхностный слой приобретает волокнистое специфическое строение (текстуру), исходная кристаллическая решетка искажается.
Эффективность алмазного выглаживания различных материалов в значительной мере определяется их структурным исходным состоянием. При выглаживании деталей из стали 45 установлено, что наиболее интенсивно возникает деформация в феррите, менее интенсивно — в перлите за счет ее блокирования хрупкими цементитными пластинами. Характерно, что насыщение поверхностного слоя дислокациями происходит при выглаживании деталей с определенной силой Pу= 200 Н (для стали 45). При алмазном выглаживании происходят структурные и фазовые превращения. Так, выглаживание деталей из низкоуглеродистой стали, приводит к увеличению концентрации на поверхности атомов углерода в 1,5–2 раза по сравнению со шлифованием. Высокая эффективность упрочнения мартенситной структуры и увеличение предела выносливости по сравнению с сорбитной при поверхностной пластической деформации объясняется более высокой плотностью дефектов, образующихся при деформировании стали с большим содержанием углерода в твердом растворе, а также дополнительным упрочняющим влиянием взаимодействия дислокаций с атомами углерода в мартенсите. Эксплуатационные характеристики деталей машин определяются качеством поверхностного слоя. В тонком поверхностном слое возникают усталостные трещины, происходят процессы коррозии и начинается изнашивание. На процессы изнашивания при контактном взаимодействии будут оказывать влияние как геометрические характеристики поверхностного слоя (макро-отклонения, волнистость, шероховатость), так и физико-механические свойства (твердость и остаточные напряжения, глубина и степень деформационного упрочнения, структурное состояние металла). Шероховатость (высота, форма неровностей и их направление) в значительной степени влияет на износостойкость деталей. Результаты исследований показали, что 70–80 % всей вариации показателей износостойкости связаны с параметрами шероховатости.
В начале работы узла трения контакт поверхностей деталей происходит по вершинам микронеровностей, фактическая площадь контакта мала, а удельные нагрузки большие, часто превышающие предел текучести. Как следствие, происходит разрушение микронеровностей за счет их пластического деформирования или среза, между соприкасающимися поверхностями появляется зазор. Высота неровностей в этот период уменьшается на 65–75 %, что должно привести к увеличению фактической площади контакта, а следовательно, к снижению давления. Однако появление зазоров вызывает увеличение динамической составляющей нагрузки, что затягивает период приработки, а в особо тяжелых условиях контактного нагружения может привести к катастрофическому изнашиванию, минуя фазу установившегося износа.
При работе в легких и средних условиях в период приработки шероховатость приобретает оптимальную высоту и направление, почти не зависящие от первоначальной геометрии. Поэтому важно в процессе механической обработки создавать поверхности, шероховатость которых по возможности будет соответствовать приработанным поверхностям трения для конкретных условий изнашивания. В общем случае изнашивание в зависимости от высоты неровностей имеет характер с явно выраженным оптимумом. Возрастание износа с увеличением высоты неровностей обусловлено механическим зацеплением, срезом и их смятием, а при уменьшении высоты неровностей по сравнению с оптимальной поверхностью износ увеличивается за счет возникновения молекулярного сцепления и заедания плотно соприкасающихся поверхностей.
Как указывалось выше, гальваническое нанесение хрома в машиностроении весьма эффективно, но не лишено недостатков. Так, покрытие по мере износа может отслаиваться от поверхности детали под действием абразивных включений, попадающих в трущиеся поверхности. Поэтому требуется дополнительная обработка методом пластического деформирования с целью ликвидации рисок и задиров на поверхности покрытия.
Металлизированные покрытия, также нашедшие широкое применение в машиностроении, имеют недостатки. Исследованиями установлено, что в металлизированном покрытии имеется большое количество пор. Поры хорошо удерживают масло при работе деталей в узлах трения с применением смазки. Однако, при работе поверхностей трения в условиях контакта с жидкой средой такие покрытия разрушаются из-за расклинивающего эффекта жидкости в порах. Поры необходимо закрыть, и это возможно только при помощи дополнительной обработки методом пластического деформирования.
Поэтому задачей данной работы является проведение экспериментов по исследованию влияния метода пластического деформирования, в частности, метода алмазного выглаживания на изнашивание поверхностей трения наносимых покрытий.
ТЕОРЕТИЧЕСКИЙ МАТЕРИАЛ
Деформа́ция (от лат. deformatio — «искажение») — изменение взаимного положения частиц тела, связанное с их перемещением друг относительно друга. Деформация представляет собой результат изменения межатомных расстояний и перегруппировки блоков атомов. Обычно деформация сопровождается изменением величин межатомных сил, мерой которого является упругое механическое напряжение.
Деформации разделяют на обратимые (упругие) и необратимые (неупругие, пластические, ползучести). Упругие деформации исчезают после окончания действия приложенных сил, а необратимые — остаются. В основе упругих деформаций лежат обратимые смещения атомов тела от положения равновесия (другими словами, атомы не выходят за пределы межатомных связей); в основе необратимых — необратимые перемещения атомов на значительные расстояния от исходных положений равновесия (то есть выход за рамки межатомных связей, после снятия нагрузки переориентация в новое равновесное положение).
Пластические деформации — необратимые деформации, вызванные изменением напряжений.
Деформации ползучести — необратимые деформации, происходящие с течением времени.
Способность веществ пластически деформироваться называется пластичностью. При пластической деформации металла одновременно с изменением формы меняется ряд свойств — в частности, при холодном деформировании повышается прочность.
Наиболее простые виды деформации тела в целом:
В большинстве практических случаев наблюдаемая деформация представляет собой совмещение нескольких одновременных простых деформаций. В конечном счёте, любую деформацию можно свести к двум наиболее простым: растяжению (или сжатию) и сдвигу.
Деформация физического тела вполне определяется, если известен вектор перемещения каждой его точки.
Деформация твёрдых тел в связи со структурными особенностями последних изучается физикой твёрдого тела, а движения и напряжения в деформируемых твёрдых телах — теорией упругости и пластичности. У жидкостей и газов, частицы которых легкоподвижны, исследование деформации заменяется изучением мгновенного распределения скоростей.
Деформация называется упругой, если она исчезает после удаления вызвавшей её нагрузки (то есть тело возвращается к первоначальным размерам и форме), и пластической, если после снятия нагрузки деформация не исчезает (или исчезает не полностью).
Все реальные твёрдые тела при деформации в большей или меньшей мере обладают пластическими свойствами. При некоторых условиях пластическими свойствами тел можно пренебречь, как это и делается в теории упругости. Твёрдое тело с достаточной точностью можно считать упругим, то есть не обнаруживающим заметных пластических деформаций, пока нагрузка не превысит некоторого предела (предел упругости).
Природа пластической деформации может быть различной в зависимости от температуры, продолжительности действия нагрузки или скорости деформации. При неизменной нагрузке, приложенной к телу, деформация изменяется со временем; это явление называется ползучестью. С возрастанием температуры скорость ползучести увеличивается. Частными случаями ползучести являются релаксация и упругое последействие. Одной из теорий, объясняющих механизм пластической деформации, является теория дислокаций в кристаллах.
Измерение деформации производится либо в процессе испытания материалов с целью определения их механических свойств, либо при исследовании сооружения в натуре или на моделях для суждения о величинах напряжений. Упругие деформации весьма малы, и их измерение требует высокой точности. Измерение деформаций называется тензометрией; измерения обычно производятся с помощью тензометров. Кроме того, широко применяются резистивные тензодатчики, поляризационно-оптический метод исследования напряжения, рентгеноструктурный анализ. Для суждения о местных пластических деформациях применяют накатку на поверхности изделия сетки, покрытие поверхности легко растрескивающимся лаком или хрупкими прокладками и т. д.
ОТВЕТИТЬ НА КОНТРОЛЬНЫЕ ВОПРОСЫ:
1. Что назывется деформацией?
2. Какие типы деформаций вы знаете?
3. Что такое деформация ползучести?
4. Пластические деформации это?
5. Что является частными случаями ползучести?
6. Что такое теория дислокаций в кристаллах?
7. Как производится измерение деформаций?
Домашнее задание: составить опорный конспект и выучить его.
МАТЕРИАЛОВЕДЕНИЕ
Дата 08.04.2020
УРОК №14
ТЕМА: «ВЛИЯНИЕ НАГРЕВА НА СТРУКТУРУ И СВОЙСТВА ДЕФОРМИРОВАННОГО МЕТАЛЛА»
ТЕОРЕТИЧЕСКИЙ МАТЕРИАЛ
Около 10…15 % всей энергии, затраченной на пластическую деформацию, поглощается металлом и накапливается в нем. Остальная часть энергии идет на нагрев металла.
Деформированный металл находится в неравновесном, неустойчивом состоянии, и в нем могут протекать процессы, направленные на достижение устойчивого состояния. Этот переход связан с уменьшением искажений в кристаллической решетке и снятием напряжений, что в свою очередь определяется возможностью перемещения атомов.
С повышением температуры подвижность атомов увеличивается и начинают развиваться процессы, приводящие металл к равновесному состоянию. По мере нагрева деформированный металл проходит стадии возврата и рекристаллизации, в результате чего изменяются его структура и свойства (рисунок 20).
В области возврата (при нагреве до 0,3 Тпл) происходит повышение структурного совершенства металла в результате уменьшения плотности дефектов строения. При этом не наблюдается заметных изменений структуры, видимой в оптический микроскоп. Механические свойства металла изменяются незначительно, порядка на 5…7 %.
При низких температурах (ниже 0,2 Тпл) протекает первая стадия возврата — отдых, когда происходит уменьшение точечных дефектов (вакансий) и перераспределение дислокаций без образования субграниц. При нагреве вакансии поглощаются дислокациями, которые двигаются к границам зерен. Часть дислокаций противоположного знака уничтожается.
Вторая стадия возврата — полигонизация, под которой понимают дробление (фрагментацию) кристаллов на субзерна (полигоны). При нагреве беспорядочно распределенные дислокации одного знака выстраиваются в дислокационные стенки, что приводит к образованию в монокристалле или в зерне поликристалла субзерен (полигонов), свободных от дислокаций и отделенных дислокационными границами.
Стадия первичной рекристаллизации в деформированном металле происходит при его нагреве выше 0,3Тпл. При высоких температурах подвижность атомов возрастает и образуются новые равноосные зерна.
Образование новых, равноосных зерен вместо ориентированной волокнистой структуры деформированного металла называется первичной рекристаллизацией.
В деформированном металле на участках с повышенной плотностью дислокаций образуются и растут зародыши. Образуется совершенно новое зерно, по размерам отличающееся от исходного до деформации. Наклеп практически полностью снимается, и свойства приближаются к их исходным значениям.
Температура, при которой начинается процесс рекристаллизации называется температурным порогом рекристаллизации.
Температурный порог рекристаллизации (Тр) связан с температурой плавления металла зависимостью А.А.Бочвара:
Тр = а∙Тпл , где Тпл — абсолютная температура плавления, К; а — коэффициент, зависящий от чистоты металла.
Для металлов высокой чистоты а = 0,1…0,2; для технически чистых металлов а=0,4; для сплавов твердых растворов а = 0,5…0,6.
Рекристаллизационный отжиг малоуглеродистых сталей проводят при 600…700 0 С, латуней и бронз при 560…700 0 С, алюминиевых сплавов при 350…450 0 С, титановых сплавов при 550…750 0 С.
Собирательная рекристаллизация проходит после завершения первичной рекристаллизации в процессе дальнейшего нагрева. Она заключается в росте образовавшихся новых зерен. Движущей силой собирательной рекристаллизации является поверхностная энергия зерен. При укрупнении зерен общая протяженность их границ становится меньше, что соответствует переходу металла в более равновесное состояние.
Поверхностно-пластическое деформирование (ППД)
Упрочнение поверхностного слоя металла изготовляемых деталей пластическим деформированием — один из наиболее про стых и эффективных технологических путей повышения работоспособности и надежности изделий машиностроения. В результате ППД повышаются твердость и прочность поверхностного слоя, формируются благоприятные остаточные напряжения, уменьшается параметр шероховатости Ra,увеличиваются радиусы закругления вершин, относительная опорная длина профиля и т. п.
Формирование поверхностного слоя с заданными свойствами должно обеспечиваться технологией упрочнения.
Основные способы поверхностного пластического деформирования, достигаемая точность и шероховатость поверхностей показаны на рис. 9.14.
Наиболее широко применяют способы обкатывания и раскатывания шариковыми и роликовыми обкатниками наружных и внутренних цилиндрических, плоских и фасонных поверхностей. Цилиндрические наружные, внутренние, фасонные поверхности обрабатываются, как правило, на токарных, револьверных, сверлильных и других станках; плоские поверхности – на строгальных, фрезерных станках. Примеры обкатывания и раскатывания поверхностей роликами приведены на рис. 9.15. Обычно этими способами обрабатывают достаточно жесткие детали из стали, чугуна и цветных сплавов.
На рис. 7.15, а показана схема обработки цилиндрических наружных и внутренних поверхностей, на рис. 7.15, б– плоских поверхностей и на рис. 7.15, в – фасонных поверхностей.
Качество обрабатываемой поверхности при обкатывании роликами и шариками в значительной степени зависит от режимов деформирования: силы обкатывания (или давления на ролик и шарик), подачи, скорости, числа рабочих ходов и применяемой смазочно-охлаждающей жидкости. До обкатывания и раскатывания заготовки обрабатывают точением, шлифованием и другими способами, обеспечивающими точность по 7–9-му квалитету и Ra< 1,6. 0,2 мкм. Припуск на обработку обычно рекомендуется выбирать равным 0,005–0,02 мм.
Пластическое поверхностное деформирование может быть от-делочно-упрочняющей операцией (улучшает шероховатость поверхности и упрочняет поверхностный слой), отделочно-упрочняющей и калибрующей операцией (кроме сказанного выше, повышает точность обработки); отделочно-калибрующей операцией (упрочнения не происходит).
Внутренние цилиндрические поверхности, кроме рассмотренных операций раскатывания, пластически деформируют путем прошивания и протягивания выглаживающими прошивками и протяжками (дорнование) и шариками.
Схемы обработки отверстий дорнованием приведены на рис. 7.16. Этими способами можно упрочнять, калибровать фасонные поверхности (шлицы, отверстия).Точность обработки поверхностей повышается на 30–60%, шероховатость обработанных внутренних поверхностей уменьшается. При обработке отверстий обязательным является применение смазочно-охлаждающих жидкостей. Дорнование осуществляются на протяжных станках и прессах.


Рис. 7.15. Схемы обкатывания поверхностей роликами
Наряду с изложенными выше способами широко применяют центробежное (инерционное) упрочнение. При этом используется центробежная сила шариков (роликов), свободно сидящих в радиальных отверстиях быстровращающегося диска. Схема центробежной обработки поверхности шариками показана на рис. 7.17. Шарики 2при вращении диска 3смещаются в радиальном направлении на величину h = (Rx - R),нанося многочисленные удары по заготовке 1 и пластически деформируя поверхность. Для получения поверхностей с минимальным параметром шероховатости и упрочненным слоем небольшой глубины применяют алмазное выглаживание. Процесс аналогичен обкатыванию, но инструментом служит кристалл алмаза, находящийся в специальной державке.

Рис. 7.16. Схемы дорнования отверстий: а – однозубым дорном; б – многозубым дорном; в – многозубым составным дорном
К методам пластического деформирования, упрочняющим поверхности деталей, кроме указанных на рис. 7.14, относятся: обработка дробью, гидровиброударная обработка; электромагнитное, ультразвуковое упрочнение и др.
Пластическая деформация металлов
Деформацией называется изменение размеров и формы тела под действием приложенных сил. Деформация делится на упругую и пластическую.
Упругая деформация. Упругой деформацией называют деформацию, влияние которой на форму, структуру и свойства тела полностью устраняется после прекращения действия внешних сил. Упругая деформация не вызывает заметных остаточных изменений в структуре и свойствах металла; под действием приложенной нагрузки происходит только незначительное относительное и полностью обратимое смещение атомов.
Пластическая деформация. При возрастании касательных напряжений выше определенной величины (предел или порог упругости) деформация становится необратимой. При снятии нагрузки устраняется лишь упругая составляющая деформации. Часть же деформации, которую называют пластической, остается.
Пластическая деформация в кристаллах может осуществляться скольжением и двойникованием. Скольжение (смещение) отдельных частей кристалла относительно друг друга происходит под действием касательных напряжений, когда эти напряжения в плоскости и в направлении скольжения достигают определенной критической величины (τк).
Схема упругой и пластической деформаций металла с кубической структурой, подвергнутого действию касательных напряжений, показана на рис. 18. Эта схема дает наглядное представление о смещении атомов в соседних плоскостях при сдвиге на одно межатомное расстояние.
Скольжение в кристаллической решетке протекает по плоскостям, и направлениям с наиболее плотной упаковкой атомов где величина сопротивлению сдвигу (τк) наименьшая, а сама величина τ значительна. Это объясняется тем, что расстояние между соседними атомными плоскостями наибольшее, т. е. связь между ними наименьшая.
Чем больше в металле возможных плоскостей и направлений скольжения, тем выше его способность к пластической деформации. Металлы, имеющие кубическую кристаллическую решетку, обладают высокой пластичностью, так как скольжение в них происходит во многих направлениях. Металлы с гексагональной плотноупакованной структурой менее пластичны и поэтому труднее, чем металлы с кубической структурой, поддаются прокатке, штамповке и другим способам деформации.
Процесс скольжения не следует, однако, представлять как одновременное передвижение одной части кристалла относительно другой. Такой жесткий или синхронный сдвиг потребовал бы напряжений, в сотни или даже тысячи раз превышающих те, при которых в действительности протекает процесс деформации.
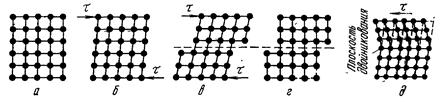
Рис. 18. Схема упругой и пластической деформации металла под действием напряжения сдвига:
а – первоначальный кристалл; б – упругая деформация; в – увеличение упругой и пластической деформации, вызванных скольжением, при нагружении, большем предела упругости; г – напряжения, обусловившие появление сдвига (после сдвига сохранилась остаточная деформация); д – образование двойника.
Рис. 19. Движение краевой дислокации, приводящее к образованию ступеньки единичного сдвига на поверхности кристалла:
а – схема движения дислокации; б – краевая дислокация в кристаллической структуре; в – дислокация переместилась на дно; г – на два межатомных расстояния в решетке под влиянием приложенного напряжения; д – выход дислокации на поверхность и появление сдвига.
Скольжение осуществляется в результате перемещения в кристалле дислокаций, что показано на рис. 19. Чтобы дислокация из исходного положения 1 переместилась в соседнее положение 14, не нужно сдвигать всю верхнюю половину кристалла на одно межатомное расстояние.
Достаточно, чтобы произошли следующие перемещения атомов: атом 1 в положение атома 2, атом 3 — в 4, атом 5 — в 6, атом 7 — в 8, атом 9 — в 10, атом 11 — в 12, атом 13 — в 14, атом 15 — в 16 и атом 17 — в 18. Также смещаются атомы не только в плоскости чертежа, но и во всех атомных слоях, параллельных этой плоскости.
Незначительные перемещения атомов в области дислокации приводят к перемещению дислокаций на одно межатомное расстояние.
Следует иметь в виду, что перемещение дислокаций, образовавшихся в процессе кристаллизации, ограничено. Большие деформации возможны только вследствие того, что движение этих дислокаций вызывает появление или размножение большого количества новых дислокаций в процессе пластической деформации.
Двойникование. Пластическая деформация некоторых металлов, имеющих плотноупакованные решетки К12 и Г12, помимо скольжения, может осуществляться двойникованием, которое сводится к переориентировке части кристалла в положение, симметричное по отношению к первой части относительно плоскости, называемой плоскостью двойникования. Двойникование подобно скольжению сопровождается прохождением дислокаций сквозь кристалл.
При большой деформации в результате процессов скольжения зерна (кристаллиты) меняют свою форму. До деформации зерно имело округлую форму, после деформации в результате смещений по плоскостям скольжения зерна вытягиваются в направлении действующих сил τ, образуя волокнистую или слоистую структуру. Одновременно с изменением формы зерна внутри него происходит дробление блоков и увеличение угла разориентировки между ними.
Текстура деформации. При большой степени деформации возникает преимущественная кристаллографическая ориентировка зерен. Закономерная ориентировка кристаллитов относительно внешних деформирующих сил получила название текстуры (текстура деформации).
Наклеп. С увеличением степени деформации свойства, характеризующие сопротивление деформации (σв, σт, НВ и др.), повышаются, а способность к пластической деформации — пластичность (δ и φ) уменьшается. Это явление роста упрочнения получило название наклепа. Упрочнение металла в процессе пластической деформации (наклеп) объясняется увеличением числа дефектов кристаллического строения (дислокаций, вакансий, межузельных атомов).
Все дефекты кристаллического строения затрудняют движение дислокаций, а следовательно, повышают сопротивление деформации и уменьшают пластичность. Наибольшее значение имеет, увеличение плотности дислокаций, так как возникающее при этом взаимодействие между ними тормозит дальнейшее их перемещение. В результате деформации уменьшается плотность, сопротивление коррозии и повышается электросопротивление. Холодная деформация ферромагнитных металлов, например железа, повышает коэрцитивную силу и уменьшает магнитную проницаемость.
Свойства пластически деформированных металлов.
В результате холодного пластического деформирования металл упрочняется и изменяются его физические свойства — электросопротивление, магнитные свойства, плотность. Наклепанный металл запасает 5-10% энергии, затраченной на деформирование. Запасенная энергия тратится на образование дефектов решетки (например, плотность дислокаций возрастает до 10 9- 10 12 см -2 ) и на упругие искажения решетки. Свойства наклепанного металла меняются тем сильнее, чем больше степень деформации (рис. 20).
При деформировании увеличиваются прочностные характеристики (твердость;σв; σ0,2; σупр) и понижаются пластичность и вязкость (δ; φ; ан). Металлы интенсивно наклепываются в начальной стадии деформирования, после 40%-ной деформации механические свойства меняются незначительно. С увеличением степени деформации предел текучести растет быстрее предела прочности (временного сопротивления).
Обе характеристики у сильно наклепанных металлов сравниваются, а удлинение становится равным нулю. Такое состояние наклепанного металла является предельным, при попытке продолжить деформирование металл разрушается.
Путем наклепа твердость и временное сопротивление (предел прочности) удается повысить в 1,5-3 раза, а предел текучести — в 3-7 раз при максимально возможных деформациях. Металлы с ГЦК-решеткой упрочняются сильнее металлов с ОЦК-решеткой. Среди сплавов с ГЦК-решеткой сильнее упрочняются те, у которых энергия дефектов упаковки минимальна (например, интенсивно наклепываются аустенитная сталь; алюминиевая бронза с 7% А1; никель; а алюминий упрочняется незначительно).
Упрочнение при наклепе широко используют для повышения механических свойств деталей, изготовленных методами холодной обработки давлением. В частности, наклеп поверхностного слоя деталей повышает сопротивление усталости. Понижение пластичности при наклепе используют для улучшения обрабатываемости резанием вязких и пластичных материалов (сплавов алюминия, латуней и др.).
Влияние нагрева на структуру и свойства холоднодеформированных металлов.
Неравновесная структура, созданная холодной деформацией у большинства металлов устойчива при комнатной температуре. Переход металла в более стабильное состояние происходит при нагреве. Процессы, происходящие при нагреве подразделяют на две основные стадии: возврат и рекристаллизацию; обе стадии сопровождаются выделением теплоты и уменьшением свободной энергии. Возврат происходит при относительно низких температурах, рекристаллизация — при более высоких.
Возвратом называют все изменения тонкой структуры и свойств, которые не сопровождаются изменением микроструктуры деформированного металла, т. е. размер и форма кристаллов при возврате не изменяются.
Рекристаллизацией называют зарождение и рост новых кристаллов с меньшим количеством дефектов строения; в результате рекристаллизации образуются совершенно новые, чаще всего, равноосные кристаллы.
Возврат. Стадию возврата, в свою очередь, разделяют на две возможные стадии: отдых и полигонизацию. Отдых при нагреве деформированных металлов происходит всегда, а полигонизация развивается лишь при определенных условиях.
Отдыхом холоднодеформированного металла называют стадию возврата, при которой вследствие перемещения атомов уменьшается количество точечных дефектов, в основном вакансий; в ряде металлов, таких как алюминий и железо, отдых включает также переползание дислокаций, которое сопровождается взаимодействием дислокаций разных знаков и приводит к заметному уменьшению их плотности. Перераспределение дислокаций сопровождается также уменьшением остаточных напряжений.
Отдых вызывает значительное уменьшение удельного электросопротивления и повышение плотности металла. Если при отдыхе уменьшается плотность дислокаций, то наблюдается уменьшение твердости и прочности металла (алюминий, железо); если плотность дислокаций при отдыхе не меняется, то отдых не сопровождается изменением механических свойств (медь, латунь, никель).
Полигонизация — это процесс разделения деформированных зерен металла на полигоны — области с малой плотностью дислокаций. Эти области называются блоками. Процесс полигонизации протекает в интервале температур отдых — рекристаллизация и заканчивается созданием блочной структуры.
Полигонизация приводит к дальнейшему снятию упругих искажений кристаллической решетки и более полному восстановлению физических свойств металла. Механические свойства его при этом изменяются незначительно. Текстура сохраняется, хотя и становится блочной.
Вслед за возвратом протекает рекристаллизация, заключающаяся в зарождении и росте новых неискаженных равноосных зерен (рис. 21).
При первичной рекристаллизациив деформированной среде зарождаются и растут равноосные зерна до тех пор, пока полностью не исчезнет текстура, созданная деформацией. Зародышами зерен являются отдельные энергетически выгодные блоки (центры рекристаллизации). После исчезновения текстуры металл приобретает равновесную мелкозернистую структуру.
Суммарная протяженность границ мелких зерен велика. Граничные зоны зерен представляют собой тонкие (в несколько атомных слоев) сильно искаженные области, так как здесь сопрягаются кристаллические решетки различно ориентированных стыкующихся зерен, сюда стекаются точечные дефекты и дислокации. Поэтому граничные зоны зерен и характеризуются высокими значениями энергии (поверхностной энергии), которая уменьшается за счет округления зерен и дальнейшего их роста путем фронтального перемещения граничных зон растущих зерен и поглощения мелких.
Атомы из мелких зерен диффундируют через границу в растущие зерна, отчего первые постепенно исчезают, а вторые разрастаются. В результате число зерен структуры металла уменьшается, а их размеры увеличиваются. Рост одних равноосных зерен за счет исчезновения других представляет собой собирательную рекристаллизацию.
Температура начала рекристаллизации зависит от многих факторов и прежде всего от степени деформации материала и содержания примесей в нем. Определено, что
где Трекр— абсолютная минимальная температура рекристаллизации; α — коэффициент, учитывающий вышеперечисленные факторы; Тпл — абсолютная температура плавления данного вещества.
Минимальная температура рекристаллизации железа и других металлов технической чистоты определяется по формуле А. А. Бочвара:
Термическая операция, заключающаяся в нагреве деформированного (текстурованного) материала до температуры выше Трекр, выдержке и последующем медленном охлаждении (в печи), называется рекристаллизационным отжигом.
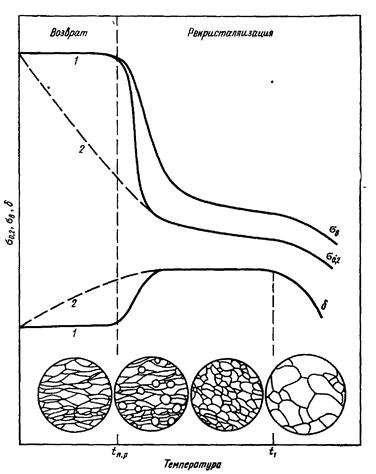
Рис. 21. Влияние нагрева на механические свойства и структуру металла, упрочненного деформацией.
Практически температура рекристаллизационного отжига выбирается выше расчетной (обычно на 200. 300°С), так как чем выше температура нагрева, тем быстрее протекает рекристаллизация, характеризующаяся, в частности, уменьшением твердости металла. Для железа и низкоуглеродистой стали температура рекристаллизационного отжига принимается равной 650. 700°С.
Для того чтобы в металле при нагреве протекала рекристаллизация, необходима его хотя бы минимальная предварительная холодная обработка (критическая степень деформации εкр для железа равна 5. 6 %, для малоуглеродистой стали — 7. 15, для меди — около 5, для алюминия — 2. 3 %).
При рекристаллизации после деформирования материала с εкр зерно растет в нем особенно сильно и может увеличиться по сравнению с исходным во много раз. Выбирая степень деформации и температуру рекристаллизационного отжига, можно получить в металле зерно нужного размера. Рекристаллизационный отжиг широко используют для управления формой и размерами зерен, текстурой и свойствами металлов и сплавов.
Создание текстуры и наклеп возможны только в случае холодного деформирования металла. Обработка давлением называется холодной, если она совершается при температурах ниже температуры рекристаллизации, горячей — при температурах выше температуры рекристаллизации.
При горячей обработке давлением одновременно с пластической деформацией металла протекает рекристаллизация, которая продолжается и после деформации до тех пор, пока температура металла не станет ниже Трекр. При этом в металлах не возникает текстура и они не наклепываются. Такая обработка широко используется при производстве горячекатаного стального полуфабриката различного профиля.
Пластическая деформация материалов
Пластическая деформация – эффективный инструмент формирования структуры различных материалов. На ее особенностях основаны технологии обработки давлением, придание материалам особых свойств, создание наноматериалов.

Понятие деформации
Под термином «деформация» понимаются любые изменения структуры, формы, размеров тел. Она происходит под влиянием напряжений — сил, которые действуют на единицу площади сечения заготовок или деталей. Деформация металла обусловлена:
- внешними силами;
- усадкой;
- структурными превращениями;
- внутренними физико-механическими процессами.
Примеры прилагаемых к телу нагрузок:
- сжатие – нагрузка прикладывается соосно по направлению к телу;
- растяжение – возникает при продольном от тела приложении нагрузки (соосно или параллельно плоскости, в которой находятся точки крепления тела);
- изгиб – нарушение прямолинейности главной оси тела;
- кручение – возникает при приложении к телу крутящего момента.
Механизм и виды деформирования изучаются материаловедением, физикой твердого тела, кристаллографией.

Твердые тела подвержены двум видам деформации:
В таблице приведены сравнительные характеристики этих явлений.
· в структуре возникают остаточные изменения;
Пластическое деформирование ведет к модификациям в структурах металлов и их сплавов, а, следовательно, к изменениям их свойств.
Механизм возникновения
Возникновение пластической деформации обусловлено процессами, имеющими кристаллографическую природу: скольжением; двойникованием; межзеренным перемещением.
Скольжение
Происходит под воздействием касательных напряжений. Проявляется в виде перемещения одной части кристалла относительно другой. Этот процесс, в пределах кристалла, называется линейной дислокацией. Когда линейная дислокация выходит из кристалла, на его поверхности возникает ступенька, равная одному периоду решетки. Увеличение напряжения ведет к перемещению новых атомных плоскостей. Образуются новые ступеньки единичных сдвигов на поверхности кристалла. Чтобы дислокация продвинулась, не требуется разрывать все атомные связи в плоскости скольжения. Межатомная связь разрывается только в краевой зоне дислокации.

Современная теория основана на положениях:
- последовательность распространения скольжения в плоскости сдвига;
- место возникновения скольжения – это область нарушения кристаллической решетки, возникающая при нагружении кристалла.
Одно из свойств металла – теоретическая прочность. Ее используют для характеристики сопротивления пластическому деформированию. Она определяется силами межатомных связей в кристаллических решетках и значительно превышает реальную. Так для железа прочность:
- 30 кг/мм — реальная;
- 1340 кг/мм — теоретическая.
Различие вызвано тем, что для движения дислокации разрушаются лишь связи между атомами, находящимися у края дислокации, а не все атомные связи. Для этого необходимы меньшие усилия.
Двойникование
Это процесс образования в кристалле областей с закономерно измененной ориентацией кристаллической структуры. Двойникованием достигается незначительная степень деформации.
Двойниковые образования возникают по одному из двух механизмов:
- являются зеркальной переориентацией структуры матрицы (материнского кристалла) в некоторой плоскости;
- путем поворота матрицы на определенный угол вокруг кристаллографической оси.
Двойникование свойственно кристаллам, имеющим решетки:
- гексагональную (магний, цинк, титан, кадмий);
- объемно-центрированную (железо, вольфрам, ванадий, молибден).
Склонность к нему повышается при увеличении скорости деформации и снижении температуры.

Двойникование в металлах с кубической гранецентрированной решеткой (алюминий, медь) — результат отжига заготовки, которая подверглась пластическому деформированию.
Межзеренное перемещение
Такое изменение структуры материала идет вод воздействием растягивающего усилия. Процесс, в первую очередь, начинается в зерне, в котором направление легкого скольжения совпадает с направлением действия нагрузки. Это зерно будет растягиваться. Соседние зерна при этом будут разворачиваться до того момента, когда в них направление легкого скольжения также совместится с направлением силы. После они начнут деформироваться.
Результат межзеренного перемещения – волокнистая структура материала. Его механические свойства неодинаковы в разных направлениях:
- пластичность выше в направлении, параллельном действию растягивающего усилия, чем в перпендикулярном направлении;
- прочность имеет высокие показатели поперек приложению усилия, в продольном направлении – показатели ниже.
Эта разница свойств называется анизотропия
Виды пластической деформации
В зависимости от температуры и скорости процесса различают такие виды пластической деформации:


Одно из определяющих понятий — температура рекристаллизации. Она соответствует наименьшей температуре нагрева, при которой возможно возникновение новых зерен и определяется температурой плавления металла по формуле:
Холодная деформация. Наклеп
Холодная деформация проходит при температурах, ниже tрек. В ее результате возникает искажение кристаллической структуры материала. Все зерна растягиваются в одном направлении. Растет прочность, а свойства пластичности снижаются. Это упрочнение называется наклеп (нагортовка). Он может быть:
- полезным — наклепанный слой формируется специально, например в дробеметных машинах, накатыванием поверхностей роликами или шариками, чеканкой бойками, гидроабразивными методами;
- неумышленным (вредным) – возникает при воздействии на металл существенных давлений со стороны обрабатывающего инструмента.
Причина наклепа заключается в развороте плоскостей скольжения и усилении искажений кристаллической решетки. Упрочненный, наклепанный металл быстро вступает в химические реакции, хорошо корродирует и склонен к коррозионному растрескиванию. Деформировать его затруднительно. Но наклеп повышает свойство сопротивления усталости.
В прокатном производстве этот тип деформации применяется для обработки давлением пластичных металлов, заготовок с малым сечением. Такие методы, как штамповка и волочение, позволяют достичь требуемой чистоты поверхности и обеспечить точность размеров.
Устранить изменения в структуре, которые появляются при холодной деформации, возможно термообработкой (отжигом).
При отжиге подвижность атомов повышается. В металле из множественных центров вырастают новые зерна, которые заменяют вытянутые, деформированные. Они характеризуются одинаковыми размерами во всех направлениях. Это эффект называется рекристаллизацией.
Горячая деформация
Горячая деформация имеет такие характерные признаки:
- Температура, выше tрек.
- Материал приобретает равноосную (рекристаллизованную) структуру.
- Сопротивление материала деформированию ниже в десять раз, чем при холодной.
- Отсутствует упрочнение.
- Свойства пластичности более высокие, чем при холодной.
Благодаря этим обстоятельствам, технологии горячей деформации применяются при обработке давлением крупных заготовок, малопластичных и сложно деформируемых материалов, литых заготовок. При этом используется оборудование меньшей мощности, чем для холодной деформации.
Недостаток процесса — возникновение окалины на поверхности заготовок. Это снижает показатели качества и возможность обеспечения требуемых размеров.

Процессы, после которых структура образцов рекристаллизована частично с признаками упрочнения, называются неполной горячей деформацией. Она является причиной неоднородности структуры металла, пониженных механических и пластических характеристик. Регулированием соответствия скорости деформирующего воздействия и рекристаллизации, можно достичь условий, при которых рекристаллизация распространится во всем объеме обрабатываемой заготовки.
Рекристаллизация начинается после окончания деформирования. При значительных температурах описанные явления происходят за секунды.
Таким образом, особенности воздействия холодной деформации используются для улучшения рабочих характеристик изделий. Сочетанием горячей и холодной деформаций, режимов термообработки можно воздействовать на изменение этих свойств в требуемых пределах.
Интенсивная пластическая деформация
Получить беспористые объемные металлические наноматериалы можно технологиями интенсивной пластической деформации (ИПД). Их суть заключается в деформировании металлических заготовок:
- при относительно небольших температурах;
- при повышенном давлении;
- с высокими степенями деформации.
Это обеспечивает формирование гомогенной наноструктуры с большеугловыми границами зерен. Вопреки интенсивному воздействию, образцы не должны получать механические повреждения и разрушаться.
- кручение (ИПДК);
- разноканальное угловое прессование;
- всесторонняя ковка;
- мультиосевое деформирование;
- знакопеременный изгиб;
- аккумулированная прокатка.
Первые работы по созданию наноматериалов выполнены в 80х-90х годах ХХ века с использованием методов кручения и разноканального прессования. Первый метод применим для небольших образцов – получаются пластинки диаметром 10…20 мм и толщиной до 0,5 мм. Для того чтобы получить массивные наноконструкции используется второй метод, в основу которого положена деформация сдвигом.


Методы пластической деформации позволяют получать заготовки из стали, сплавов цветных металлов и других материалов (резина, керамика, пластмассы).
Они высокопроизводительные, позволяют обеспечить требуемое качество получаемых изделий, улучшить их механические свойства.
Читайте также: