Порошковая покраска металла преимущества
Использование порошковой окраски – современный способ окрашивания металлических поверхностей. Процесс производства порошковой краски не предусматривает использование опасных для здоровья человека, крайне токсичных растворителей жидкого типа. При этом сохраняется рельеф поверхностей, имеется возможность нанесения покрытия с разной степенью глянца, а также возможность использования краски любой фактуры и цвета. Так, например, установка порошковой окраски Wagner Sprintx AF позволяет окрашивать изделия даже с частой сменой оттенков и цветов.
Поставка порошковой краски осуществляется в уже готовом виде, поэтому перед покраской изделия не требуется контролировать вязкость и колировку. Наличие антикоррозийного покрытия позволяет порошковой краске «выдерживать» температурные режимы от -60 до +150 градусов и обеспечивает отличную электроизоляцию.
Порошковая окраска имеет три основных достоинства: прочность (после поверхность изделия становится более прочной и износостойкой), экологичность и экономичность. Далее мы рассмотрим преимущества порошковой окраски перед другими способами.
В чем экономия?
- Порошковая краска задействована в производственном процессе практически без ее потерь: 98% краски переносится на изделие, а краску, не перенесенную на поверхность изделия, можно использовать при повторном процессе покраски;
- Так как технология порошковой окраски достаточно автоматизирована, оператору не потребуется долгого и сложного обучения;
- После покраски металла порошковой краской нет необходимости в уходе за покрытием изделия;
- Потеря материала в процессе покраски минимальна;
- Порядка 95% от оставшегося объема краски можно использовать повторно, следовательно, данная технология – гарант высокой степени утилизации;
- Учитывая полное отсутствие растворителей в процессе окраски, нет необходимости в затратах времени на его испарение и дополнительных затрат.
Помощь экологии
- Опасность возгорания сведена к нулю;
- Полное отсутствие вредных для организма человека органических соединений;
- Нет токсичных выделений и неприятных запахов;
- Работа с порошковыми красками позволяет улучшить санитарно-гигиенические условия труда работающего;
- Летучие вещества, появляющиеся в процессе полимеризации, выделяются всегда в пределах допустимой нормы.
Технология такой покраски является экологически чистой.
Сравнительные характеристики
Преимущества оборудования для «порошковой» окраски изделий из металла перед обычной краской, очевидны.
Учитывая, что покрытие полностью состоит из сухого вещества, для окраски достаточно одного слоя, тогда как жидкие покрытия требуют многослойности. Этот фактор также позволяет сэкономить и время, затраченное на работу.
Второй плюс порошкового покрытия заключается в отсутствии необходимости грунтовать поверхность изделия. При обычном окрашивании избежать этого этапа нельзя.
Время, затраченное на сушку окрашенного порошком материала, также значительно сокращается по сравнению с обычными красками.
Качество покрытия и эксплуатационные свойства у «порошков» значительно выше, чем, например, у масляных красок.
Недостатков у данной краски немного:
- Порошковое покрытие наносится только с помощью специальных установок;
- Окрашиванию подлежат изделия, изготовленные из материалов, которые выдерживают высокие температурные режимы (как правило, металлические изделия);
- Размеры изделия ограничиваются габаритами печи полимеризации, но при этом печь полимеризации обычно изготавливается под потребности заказчика;
- Для окраски изделия разными цветами потребуется несколько контейнеров в системе напыления;
- Если в помещении очень холодно, то окрашивание проходит сложнее;
- Этот метод окраски нельзя использовать для пластиковых и деревянных изделий;
- Сложно устранить незначительные дефекты локально: потребуется перекрашивать большую поверхность. В таких случаях можно использовать пистолет-распылитель СТАРТ-50.
При всех перечисленных незначительных недостатках очевидно, что порошковая окраска является самым эффективным, экономичным, безопасным и надежным способом для окраски металлических изделий. Именно поэтому она с годами не теряет популярность у клиентов нашей компании.
Плюсы и минусы красок

Рассмотрим, какие есть плюсы и особенности порошковой окраски. Это очень важно сделать, чтобы выбрать нужное покрытие. Так можно получить лучший результат. Поэтому используйте порошковую покраску. Благодаря ей можно добиться высококачественного покрытия, которое становится декоративным в умелых руках.
Наносить порошковую краску очень легко. Например, ее можно нанести на металл, из которого выполнен автомобиль. Также краска проста в применении. Металл, который нужно покрыть, может быть любым. Например, даже такой, который проводит электрический ток. Он может выдержать до двухсот градусов по Цельсию, что достигается, возможно, при нагреве в электропечах.
Благодаря порошковой окраске можно добиться того, что покрытие получит защитные свойства. Так как плюсов у этого вида краски много, то использовать ее можно практически для любого покрытия. Выбор безграничен. Поэтому есть возможность выделить все плюсы и некоторые особенности данной краски.
Преимущества порошковой краски

Остановимся на преимуществах порошковой краски.
Выделим самые главные:
- Во-первых, благодаря краске на основе порошка можно добиться высокой антикоррозийной стойкости, особенно это касается металлической поверхности.
- Во-вторых, благодаря порошковой краске металл, да и вообще любая поверхность, даже хрупкая, становится прочной по отношению к ударам.
- В-третьих, подобный вид покраски служит возможностью получения декоративного покрытия, она защищает изделия от воздействия окружающей среды. Порошковая краска является идеальным способом для защиты и украшения металлических изделий.
- В-четвертых, при использовании порошковой краски нет нужды в грунтовке поверхности. А это в свою очередь дает возможность потратить меньше времени на покраску материала.
- В-пятых, после обрабатывания поверхности порошковой краской она становится устойчивой к загрязнению бензином, химическими веществами, защищенной от ультрафиолетового облучения.
- В-шестых, покрываемому материалу придаются свойства покрытия, в частности речь идет о химических и физических качествах.
- В-седьмых, снижается число операций, которые являются технологическими, но они, конечно же, очень нужны, чтобы процесс окрашивания прошел гладко.
- В-восьмых, порошковая краска в отличие от обычной – это всегда экологически чистое производство.
- В-девятых, окрашиваемый материал широко применим, что приводит к его высокому уровню использования.
- В-десятых, работа по порошковой окраске стоит намного меньше, чем другими красками, в этом случае она никак не сравнится и по качеству с результатом, который возможно получить от других красок.
- В-одиннадцатых, поверхность становится электроизоляционной, если ее покрасить порошковой краской. Так можно избавиться от распространения электрического поля на данную поверхность, что защищает от поражения электрическим током.
- В-двенадцатых, абразивное стирание порошковой краске не грозит. Так как она обладает отличным свойством устойчивости к воздействию на нее внешних физических факторов.
- В-тринадцатых, материал, который был покрыт порошковой краской, выдерживает самые разные температуры, особенно он приспособлен к серьезным перепадам.
- В-четырнадцатых, защищает отлично кромки и углы от опасности не быть окрашенными обычной краской, которая наносится кисточкой или валиком.
- В-пятнадцатых, если нанести только одним слоем краску в виде порошка, она будет смотреться лучше, чем нанесение двух слоев масляной краски.
Если в производство включены требования экологических служб, то порошковая краска подойдет как нельзя лучше, так как она является совершенно чистым продуктом техногенного производства. Есть и еще положительные моменты.
В частности для того чтобы покрасить поверхность за короткое время, возьмите порошковую краску. Так как только в этом случае можно сократить время обработки материала. Ведь порошковая краска сохнет гораздо быстрее, наносится за короткий промежуток времени. Поэтому достаточно нанести только один слой и все готово, можно пользоваться изделием спустя несколько часов. А результат удивит вас своим качеством.
Говоря о порошковой краске, хочется сказать, что она единственная в своем роде.
Так как в ней отсутствуют полностью летучие вредные вещества, которыми можно надышаться и получить серьезное отравление.
Чего не скажешь о других видах красок, отличающихся сильными вредными качествами, что приводит к ограничению нахождения в помещении, где осуществляется покраска.
В современном мире порошковой краской можно назвать тот вид лакокрасочного покрытия, который способен обеспечить покрытие практически без отходов. Чего не скажешь об обычной масляной или акриловой краске. Безотходная технология, то есть без испарений, которые отправляются в воздух, разрушая озоновый слой атмосферы.
Таблица. Области применения порошковых красок.
| Тип порошковой краски | Преимущества | Недостатки | Область применения |
|---|---|---|---|
| Эпоксидная | Высокая адгезия, механическая прочность и химическая стойкость к воздействию влаги, щелочей, алифатических и ароматических углеводородов, смазочных масел, топлива, сырой нефти. Интервал рабочих температур от –60 до +120 °С. Диэлектрические свойства покрытий достаточно высоки | Низкая устойчивость к ультрафиолету и, соответственно, слабая стойкость вне помещений, невысокая термостойкость, склонность к пожелтению при отверждении | Антикоррозионная защита изделий, подвергающихся химическому воздействию, а также используемых внутри помещений: - металлической мебели; - бытового оборудования |
| Эпоксидно- полиэфирная | Относительно низкая цена и хорошее качество получаемых покрытий. Краски получают комбинированием эпоксидного и полиэфирного олигомера. Покрытия имеют красивый внешний вид, хороший глянец и равномерную окраску, устойчивы к воздействию воды, водных растворов солей, разбавленных щелочей и кислот | По сравнению с эпоксидным покрытием - пониженная стойкость к химреактивам, трудность получения матовых покрытий при низкотемпературном отверждении | Окраска изделий, эксплуатирующихся внутри помещений: - металлической мебели; - осветительного оборудования; - электронагревательных и бытовых приборов; - различной металлической фурнитуры |
| Полиэфирная | Достаточно высокая стойкость к воздействию атмосферных факторов, светостойкость, механическая и электрическая прочность, повышенная стойкость к истиранию. Улучшают внешний вид изделия благодаря высокой глянцевитости. Удовлетворительная адгезия к металлам | Щелочестойкость и диэлектрические показатели несколько ниже по сравнению с эпоксидными и эпоксидно-полиэфирными красками | Для окраски изделий, подвергающихся постоянному воздействию атмосферных факторов: - фасадных панелей - сельскохозяйственной техники, велосипедов - кондиционеров - других металлических изделий и конструкций, находящихся на открытом воздухе |
Плюсы порошковой краски с экономической точки зрения

Рассмотрим, какие есть положительные моменты в покрытии поверхности порошковой краской в экономической области:
Плюсы порошковой краски со стороны экологической области
Рассмотрим шесть основных пунктов, которые будут складываться в общую картину, связанную с защитой экологической среды:
- Во-первых, нет в составе вредных веществ, которые бы имели органическую природу.
- Во-вторых, сам процесс окраски несет чисто экологический момент.
- В-третьих, опасность возгорания вещества практически сведена к минимуму.
- В-четвертых, химические запахи практически не выделяются, что делает краску пригодной даже в детской комнате.
- В-пятых, то, как порошковая краска производится, ведет к тому, что санитарно-гигиенические условия работы с ней улучшаются.
- В-шестых, летучие вещества не имеют возможности превысить предельно допустимую норму, касающуюся процесса полимеризации.
Преимущества порошковой краски по сравнению с остальными красками

Рассмотрим, какие существуют плюсы в использовании порошковой краски наряду с краской, которая используется вместе с растворителем:
- Достижение декоративных, а также физико-химических качеств, которые дает полимерное покрытие, чего нельзя добиться при использовании традиционного применения краски.
- Качество покрытия после этого становится намного более высоким, при эксплуатации достигаются лучшие свойства.
- Как мы уже отметили, не требуется грунтовка, что просто необходимо при использовании обычной краской на растворителе.
- Нужно нанести всего один слой покрытия, так как практически все сто процентов порошка уходят на поверхность, образуя яркий и плотный слой. Чего не скажешь о масляных красках, которые требуют нанесения не одного слоя, что требует времени на высыхание каждого слоя.
- Много пор в покрытии. При этом возможно большое количество положительных качеств, в частности увеличивается ударопрочность, а также антикоррозийность.
- Так как порошковая краска в баллончике уже готова к непосредственному использованию, то получается, что не нужна дополнительная подготовка к работе.
- Теряется в процессе работы всего до четырех процентов порошковой краски, тогда как остальные жидкие краски составляют потерю до сорока процентов.
- Для затвердевания краски на основе порошка требуется всего тридцать минут.
- Не нужно иметь и большие помещения под склады, где можно было бы хранить краску. Так как она очень компактна.
- Порошковое покрытие обладает большой прочностью, поэтому эту краску легко транспортировать, упаковывать и хранить.
Минусы краски на основе порошка
Выделим основных пять минусов, которые свойственны для порошковой краски:
- Нужен новый контейнер для каждого цвета. В одном и том же использовать нельзя.
- Также возможен взрыв, поэтому нужно правильно обращаться с баллончиком.
- Тонкий слой краски нанести очень сложно.
- Если температура низкая, то покрасить поверхность будет сложно.
- Если конструкция нестандартная или часть сборной, то применить порошковую краску будет сложно, так как она распыляется на большую площадь поверхности.
материалы по теме

«Порошки» и гальваника вынуждена потесниться
В ближайшие несколько лет сфера использования порошковых и гальванических покрытий может значительно сузиться. Специалисты связывают это с применением полимеров и прочих неметаллических материалов для литья, а также с 3-D печатью полноценных деталей. Быстрее всего расходы на развитие таких технологий могут окупить себя в сфере машиностроения.

«ЯЗПК» нарастил выпуск продукции на 20 %
Специалисты «Ярославского завода порошковых красок» («ЯЗПК») ввели в эксплуатацию новую − шестую − производственную линию. За один час она способна изготовить до 600 кг продукции. Следовательно, предприятие нарастило выпуск продукции на 20 %, сообщается на сайте органов государственной власти Ярославского региона.

Краски и полимеры
Давно известно, продукция, выпускаемая лакокрасочной промышленностью, пользуется стабильным спросом у потребителей во всём мире. Краски и лаки удобны и просты в применении, позволяют придать помещению новый вид, а сложным механизмам продлить срок эксплуатации. Но, покупая краску или лак, мы не всегда себе представляем, к каким поверхностям эта продукция подходит лучше всего. Ведь согласитесь, бывает, что мы окрасили стену понравившейся нам краской. Вроде всё отлично, и красиво, и не так дорого. Но, через несколько месяцев краска начала пузыриться и отколупываться.
Порошковая покраска металлоконструкций
Сегодняшняя обработка металла сочетает новейшие технологии, оборудование и специальные навыки. Грамотный подход к процессу позволяет добиться необходимого качества, придать желаемую форму и размеры заготовкам, и, что не менее важно, обеспечить долгую службу и эстетичный вид металлических изделий.
В современной промышленности используется множество методов обработки металла. Особого внимания заслуживает порошковая покраска металлоизделий. Данный способ имеет следующие преимущества:
- Изделия из металла надёжно защищаются от коррозии.
- Они приобретают привлекательный внешний вид. Заслуживает внимания то, что при порошковой покраске металлоконструкций можно выбирать любой цвет из числа тех, что представлены в каталоге RAL.
- Металлические изделия остаются безопасными в экологическом отношении. Этим технология порошковой покраски выгодно отличается от других способов нанесения лакокрасочного покрытия, применяемых в промышленности.
- Данная технология приводит к минимальному удорожанию изделий из металла.
Недостатки порошкового окрашивания
- Невозможно добиться уникального оттенка — необходимо выбирать из представленной цветовой гаммы.
- Технологии ручного нанесения не существует — покраска металла порошком возможна только в заводских условиях и с применением специализированного оборудования.
- Дефект окрашивания не корректируется локально — можно лишь полностью перекрасить элемент.
- Покраске поддаются только те материалы, которые выдерживают температурное воздействие до 200 градусов, а это не всегда допустимо.
- Есть ограничения по габаритам деталей, они должны помещаться в камеру полимеризации.
Виды порошковых красок по составу смол
В зависимости от состава смол порошковые краски классифицируются на три основные категории:
- Эпоксидные. Эти составы отличаются высокой прочностью, устойчивостью к воздействию химикатов, масел и топлива. Они не требуют предварительного грунтования и при этом сами могут использоваться в качестве грунтовочного слоя перед окраской металлоконструкций жидкими порошковыми составами.
Так как эпоксидные краски не являются проводниками электричества, они нашли широкое применение в электро- и радиотехнических отраслях для повышения коррозийной устойчивости деталей. - Эпоксидно-полиэфирные. Ценятся за свои декоративные свойства и способны создавать необычные визуальные эффекты, например, тисненой кожи или патины. Однако по устойчивости к окислению и влиянию окружающей среды этот вид проигрывает другим.
- Полиэфирные. Отличаются стойкостью перед механическими, атмосферными воздействиями, истиранию. Характеризуются высокой адгезией, что делает их универсальными для покраски металлоконструкций из любых видов металлов, в том числе легких сплавов. Отличные изоляторы. Уязвимы к действию щелочи.
Этапы порошковой покраски металлоконструкций
При покраске металла порошковой краской последовательно выполняется несколько этапов:
- Подготовка поверхности, на которую будет наноситься краска. При реализации этого этапа с поверхности изделия удаляются загрязнения и окислы, она тщательно обезжиривается и подвергается фосфатированию. Предварительная подготовка значительно улучшает адгезию, обеспечивает долговечность лакокрасочного покрытия и надёжность защиты окрашенных изделий от коррозии.
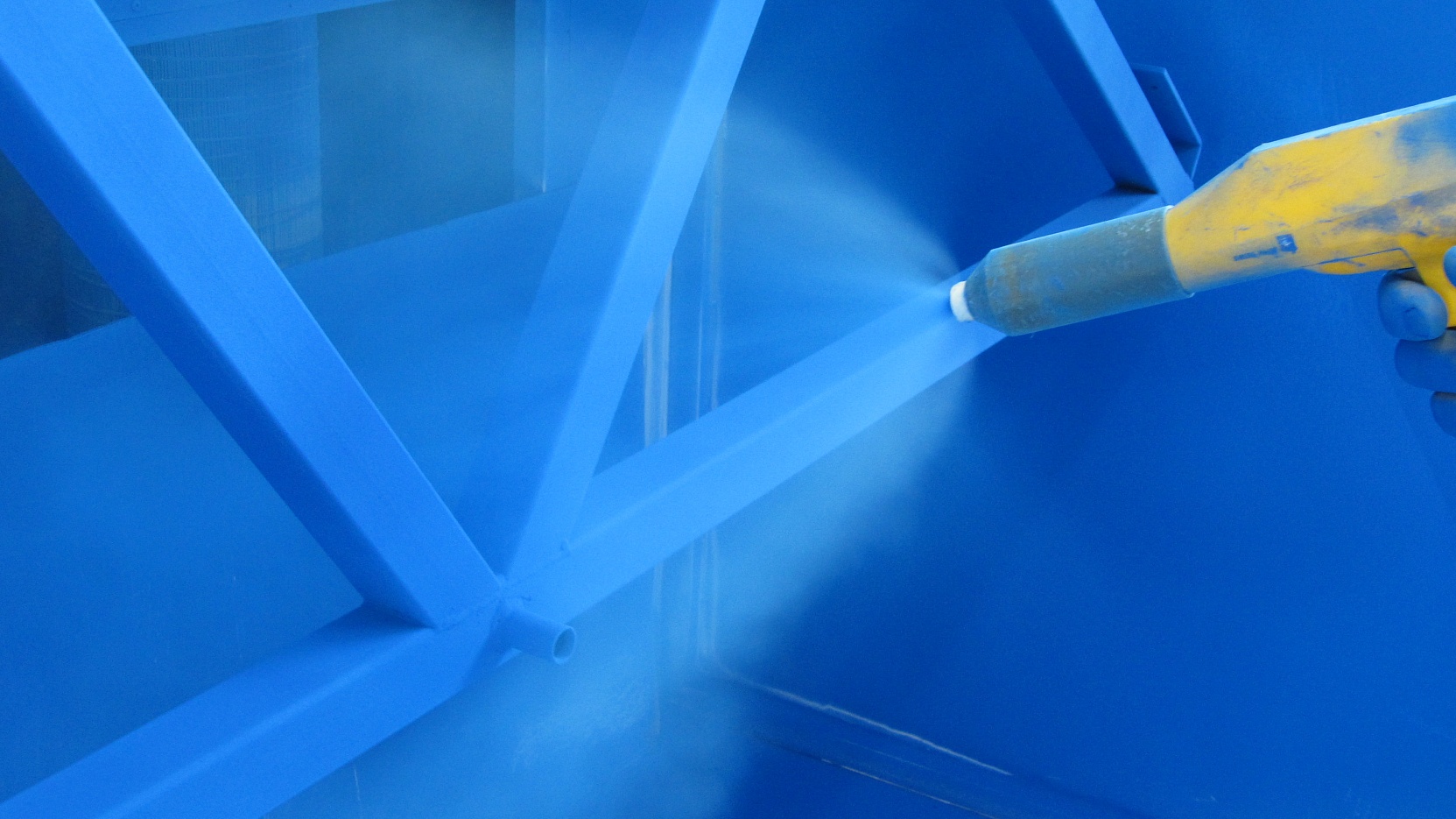
- Распыление порошковой краски. Выполняется в специальных окрасочных камерах. Краска наносится на поверхность металлических изделий с помощью окрасочных пистолетов. Она представляет собой смесь частиц красящего пигмента и каучука. Пистолеты придают частицам электрический заряд, благодаря которому они притягиваются к поверхности окрашиваемого изделия и удерживаются на ней до следующего этапа.
- Полимеризация нанесенной краски. Выполняется в камере полимеризации, где изделие нагревается, вследствие чего частицы краски плавятся и растекаются по поверхности, прочно соединяясь с ней. После того как изделие остынет, порошковая покраска металла считается законченной.
Оборудование для порошковой покраски металлоконструкций
Технология окрашивания изделий из металла порошковой краской реализуется с применением современного оборудования:
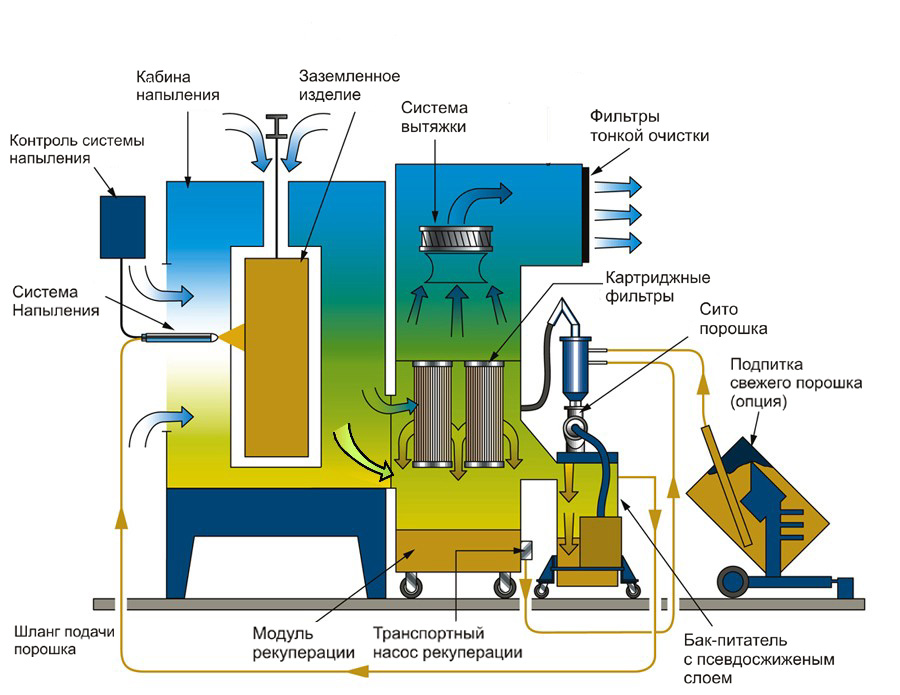
Покрасочная камера. В ней на поверхность металлического изделия наносится порошковая краска (для этого используются окрасочные пистолеты). Покрасочная камера имеет два проёма (входной и выходной), она оснащена вентилятором, коллектором, пультом управления и рядом других приспособлений.
Печь полимеризации. Используется для термического закрепления краски на поверхности окрашиваемого металлического изделия. Эта печь оснащена нагревательными элементами, которые за время, не превышающее получаса, нагревают воздух в печи (а вместе с ним и изделие) до температуры 130-220°С. Краска, которая в виде порошка находится на поверхности изделия, плавится и образует тонкую плёнку, прочно сцепляющуюся с металлическим основанием. Время полимеризации, как правило, варьируется от 10 до 30 минут.
Транспортная система. В её состав входят устройства, предназначенные для перемещения тележек с металлическими изделиями, их загрузки в камеры и выгрузки.
Виды изделий, обрабатываемых методом порошковой окраски металла
Одним из важных преимуществ данного метода окрашивания является его универсальность. Порошковую краску можно наносить на самые разные изделия. Среди них:
- Профиль и другие металлические конструкции.В данном случае, однако, существует ограничение - размеры покрасочной камеры. При порошковой покраске профиля габариты металлического изделия не должны превышать 6,9х0,85х2,4 м.
- Всевозможные мелкие изделия из металла.Технология порошковой покраски может применяться для декоративной обработки заклёпок и саморезов, дверей и решёток, панелей и козырьков, а также многих других металлических предметов.
- Металлическая мебель. Покраска в данном случае может выполняться с декоративной или реставрационной целью. При грамотном выборе цвета мебель из металла после окрашивания становится чрезвычайно привлекательной. Заслуживает внимания и то, что покрытие, которое на неё наносится, устойчиво к механическим воздействиям, атмосферным осадкам, солнечному свету и многим другим негативным внешним факторам. После покраски металлическая мебель может эксплуатироваться как внутри помещений, так и за их пределами.
- Детали автомобилей, мото- и квадроциклов, велосипедов и мопедов, катеров, яхт и лодок. Речь может идти о бамперах и глушителях, обвесах и суппортах, рамах велосипедов и множестве других деталей. Высокая устойчивость лакокрасочного покрытия, обеспечиваемая при покраске деталей автомобилей и других транспортных средств, в данном случае крайне актуальна. Известно, что такие детали очень часто эксплуатируются при неблагоприятных условиях. Даже в этом случае порошковое покрытие, благодаря высокой прочности его сцепления с металлом, в течение долгих лет будет сохранять свой первоначальный внешний вид. Большое значение имеет и то, что цвет краски может быть любым.
Порошковая покраска профиля и других металлоконструкций
Желаете выполнить порошковую покраску металла на высоком уровне? Обратитесь к специалистам, входящим в штат Nayada. В настоящее время компания имеет все возможности для качественной, быстрой и недорогой порошковой покраски профиля и других металлоизделий. Использование современного оборудования и лучших расходных материалов, глубокие познания специалистов и богатый опыт работы - вот что заставляет обращаться именно к мастерам Nayada.
Что такое порошковая покраска.

С поверхности металлических изделий удаляются все органические и неорганические загрязнения. Если изделие перекрашивается, то очень важно качественно удалить прошлый слой краски. Удаление старого слоя производится с помощью пескоструйки. Грубые абразивы позволяют быстро и качественно удалить старый слой краски, а неорганические абразивы позволяют сгладить рельеф. Нанесение порошкового грунта

После того как мы подготовили поверхность под покраску, изделие помещается в камеру напыления. Там порошковый грунт, имеющий электростатический заряд, с помощью электростатического распылителя наносится на заземленное изделие. Он предназначен для противокоррозионной защиты. Нанесение порошковой краски

После того как грунт оплавился и закрепился на поверхности с помощью электростатического распылителя в камере напыления, порошковая краска, имеющая электростатический заряд, наносится на заземлённое изделие. Покраска должна осуществляться в несколько слоев, это обеспечит гладкое и равномерное покрытие. Нанесение порошкового лака

После того как мы достали изделее из печи полимиризации ему необходимо дать остыть до комнатной температуры. После этого мы наносим порошковый лак (глянцевый или матовый). Порошковый лак наносится на уже окрашенное изделие для улучшения внешнего вида и, частично, защиты от ультрафиолетовых лучей, так же он придает порошковому покрытию дополнительную маханическую прочность и практичность.В некоторых случаях он наносится на чистый металл, для сохранения текстуры и защиты от окисления. Полимеризация покрытия

Окрашенные изделия поступают в печь (камеру полимеризации). При температуре 180-200°С частицы порошковой краски оплавляются и закрепляются на поверхности изделия. Процесс полимеризации длится от 15 до 30 минут. (повторяется после каждого нанесенного слоя) Преимущества порошковых красок

порошковые полимерные покрытия обладают уникальными механическими и декоративными характеристиками и имеют ряд преимуществ перед покрытиями, получаемыми при жидком окрашивании, а именно:

Высокая адгезия (сцепление покрытия с поверхностью)

Широкий диапазон толщины покрытий

Отсутствие потеков на вертикальных поверхностях

Повышенная прочность на удар, изгиб

Стойкость к истиранию и коррозии

Сопротивляемость атмосферному воздействию

Стойкость к химии и перепаду температур. Ну и немного видео.
Порошковая покраска металла

Порошковая краска, предназначенная в основном для окрашивания металла, начала применяться в широкой практике в 60-е годы прошлого века. Сегодня она уверенно занимает лидирующие позиции среди всех лакокрасочных покрытий.
Материал представляет собой многокомпонентную композицию, в которой дисперсионной средой является воздушная струя, подаваемая под высоким давлением. В процессе напыления частицы краски приобретают электрический заряд, благодаря которому плотно притягиваются к противоположно заряженной поверхности обрабатываемой детали. Первоначально использовались краски термопластичного типа, но сегодня в основном востребованы термореактивные композиции, обеспечивающие стойкость и долговечность ЛКП.
Характеристики порошковой краски
Главные требования к окрашивающему составу: однородность, физическая и химическая стабильность, размер частиц – 50-100 мкм. Порошковые краски содержат:
- твердые частицы;
- пленкообразующие смолы – эпоксидные, полиэфирные, полиэтиленовые, поливинилхлоридные;
- отвердители;
- наполнители;
- специальные добавки.
В зависимости от наличия или отсутствия красящих пигментов, различают пигментированные и непигментированные системы. Материалы первого типа образуют поверхностный слой в выбранной цветовой гамме. Непигментированные композиции, часто называемые порошковым лаком, востребованы для покрытия токопроводящих изделий из металла.
Первые порошковые краски были изготовлены на основе эпоксидных смол. Они используются и сегодня благодаря высокой адгезии к основанию, прочности и устойчивости покрытия к различного рода растворителям. Их минус – появление желтого оттенка при нагревании. Он не ухудшает эксплуатационные свойства ЛКП, но отражается на внешнем виде.
Порошковые составы на основе полиэфиров подходят для окраски металлических изделий и конструкций, используемых на открытом воздухе. Такое покрытие не желтеет, имеет хороший глянец, удовлетворительную адгезию к металлоизделиям, хорошую химическую стойкость. Суперпрочные полиэфиры используются при высоких требованиях к механической прочности ЛКП. Один из существенных плюсов полиэфирных композиций – низкая температура отверждения, позволяющая наносить состав на материалы, плохо переносящие высокие температуры. Свойства, похожие на полиэфирные порошки, имеют уретановые материалы.
Области применения «сухого» окрашивания
Этот метод позволяет создавать долговечное, устойчивое к царапинам и сколам ЛКП на металлических и других поверхностях, способных выдерживать высокие температуры. Он занял прочные позиции в следующих отраслях:
- производство бытовой техники – кухонных плит, стиральных машин, газовых и электрических плит, кондиционеров;
- транспортостроение – покраска кузовов и других элементов транспортных средств;
- строительство – защита и придание декоративного вида металлическим дверям, воротам и другим металлоконструкциям:
- производство промышленного оборудования, инструмента, элементов инженерных коммуникаций.
Способы покраски металла порошковой краской
Существует несколько технологий окрашивания металлических изделий: электростатическая, трибостатическая, в псевдоожиженном слое, газопламенным напылением.
Электростатический способ
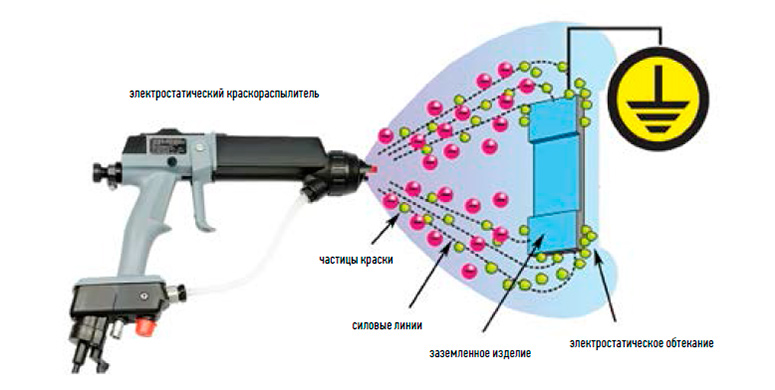
Впервые краскопульт для электростатического окрашивания был запатентован в 40-е годы прошлого века. В его конструкцию входит пистолет, использующий сжатый воздух, и высоковольтный электрод, заряжающий порошок на выходе из ствола. Заземленная деталь притягивает частицы краски, обычно имеющие отрицательный заряд, в случае нейлонных композиций – положительный.
Электростатическим пистолетом коронного типа лучше всего создавать толстый ЛКП, наносить краски металлик, обрабатывать материалы с высокой проводимостью заряда.
Популярные формы сопла – дефлекторная и плоская. В первом случае обеспечивается хорошее рассеивание красителя, во втором – оказывается четко направленное действие. Существуют и другие формы сопла, но они применяются гораздо реже.
Трибостатический
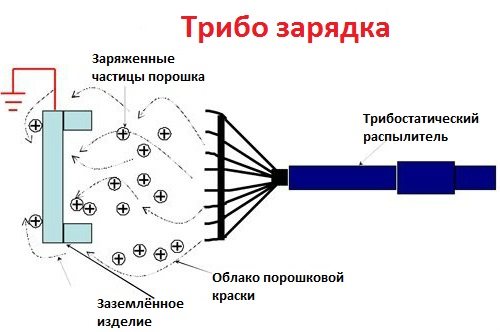
Пистолет для трибостатического порошкового покрытия металлических изделий имеет длинный ствол, на внутренней поверхности которого закреплен абразивный материал. Частицы краски, как и при электростатическом способе, движутся с помощью сжатого воздуха. Заряд они приобретают благодаря трению по абразиву. Плюсы такого решения – качественное окрашивание углублений, создание тонкослойного ЛКП, отсутствие высоковольтного источника электротока. Минусы – невысокая скорость процесса и ограниченное количество порошковых красок, для которых может использоваться эта технология.
В псевдоожиженном слое
Этот способ полимерно-порошкового покрытия металла применяется для создания толстого, надежного и прочного, антикоррозионного ЛКП. Порошок переводится в аэрозольное состояние. При подаче заряда образуется облако заряженных частиц, в которое погружается заземленная вращающаяся деталь. На ее поверхности оседает толстый равномерный слой краски. Этот метод подходит для термопластичных и термореактивных порошков.
Газопламенное напыление

Термопластичный порошок пропускают через пламя газовой горелки. Частицы красителя плавятся и покрывают изделие. Плюсы этого способа – мобильность оборудования, окрашивание крупногабаритных объектов. Такой способ покрытия металла порошковой краской может использоваться при любых температуре и влажности.
Виды составов для порошковой окраски металла
Такие краски могут иметь термопластичную, термореактивную и УФ-отверждаемую основу.
- В термопластичных композициях связующими смолами являются винил, нейлон, полиэстер. Большинство таких материалов нуждается в предварительном грунтовании поверхности. Окрашивание осуществляется при высоких температурах, химические реакции при этом отсутствуют. Частицы порошка под высоким давлением наносятся на поверхность детали, сплавляются между собой, а после остывания образуют защитно-декоративный слой – мягкий и эластичный.
- В материалах с УФ-основой имеется фотоиницииатор. Отверждение ЛКП происходит при попадании на поверхность ультрафиолетовых лучей.
- Популярные сегодня термореактивные красители, содержащие специальный отвердитель, образуют прочный и надежный поверхностный слой благодаря протеканию химических реакций между компонентами состава. В горячем состоянии порошок, попавший на деталь, растекается, а при охлаждении полимеризуется с образованием прочной и долговечной пленки, устойчивой к химическим веществам, царапинам, ударам. Доля таких материалов во всем объеме порошковых красителей – примерно 80%.
Оборудование для порошковой окраски стали и других металлов
Для этого процесса необходимы:
- Пистолет, конструкция которого зависит от поставленной технической задачи.
- Компрессор для выработки сжатого воздуха, который необходим для окрашивания, пескоструйной обработки, обдува деталей.
- Устройства для очищения сжатого воздуха от масла и воды, подготовки поверхности к покраске.
- Покрасочная камера. Имеет хорошее освещение рабочей зоны, вентиляционную систему, фильтры для улавливания излишне распыленного материала.
- Полимеризационная печь, габариты которой выбираются в зависимости от размеров предметов, с которыми планируется работать. Она необходима для нагрева детали после нанесения краски. В процессе такого нагрева происходит плотное сшивание химических связей компонентов красителя – полимеризация. Популярные виды печей – конвекционный и терморадиационный.
Этапы процесса окрашивания
Для получения красивого, равномерного ЛКП, устойчивого к механическим и химическим повреждениям, необходимо:
После охлаждения на воздухе металлопродукция готова к отправке заказчику.
Правила безопасности при порошковом окрашивании металлических деталей и конструкций
При электростатической покраске электрозаряд передается частицам состава. Для обеспечения их хорошего притягивания к предмету и безопасности процесса необходимо заземлить остальных участников этой технологической операции.
Если человек не заземлен, то частицы красителя будут огибать его контуры, а не двигаться к обрабатываемому объекту. Пол, на котором стоит оператор, должен быть сухим и чистым, а подошва его обуви – кожаной. Необходимо заземлить: крюки, на которые подвешивается изделие, воздушный рукав, емкость, из которой подается краситель, и прочие токопроводящие предметы.
Негативные последствия отсутствия или неэффективности заземления:
- неоднородный слой;
- перерасход красителя из-за его оседания на стенках камеры, полу, стенах;
- слишком тонкое ЛКП;
- необходимость постоянно настраивать применяемое оборудование.
Преимущества и недостатки порошковой покраски металлических изделий
Популярность этого метода обеспечивают:
- экологичность красящего состава благодаря отсутствию токсичных летучих соединений, оказывающих вредное влияние на окружающую среду и здоровье людей;
- минимальная усадка покрытия, обеспеченная отсутствием растворителя;
- отсутствие дефектов, возникающих при нанесении жидких ЛКМ;
- широкие цветовая гамма и спектр текстур;
- краткое время отвердевания защитно-декоративного слоя;
- минимальные потери окрашивающего материала – примерно 5%, при распылении жидких ЛКМ они могут составлять до 70%;
- возможность выполнять работы оператору с низкой квалификацией или полностью автоматизировать этот процесс;
- устойчивость ЛКП к механическим повреждениям, ультрафиолетовому излучению, низким и высоким температурам;
- долговечность защитно-декоративного слоя – 15-20 лет.
Этот метод порошковой покраски металла имеет небольшие ограничения. С его помощью сложно нанести тонкослойное и очень гладкое покрытие, получить высокий глянец. Жидкие аналоги однозначно побеждают, если речь идет о необходимости получить необычный сложный оттенок.
Преимущества заказа услуги порошкового окрашивания деталей и конструкций в компании «Адамант Сталь»
Мы обеспечиваем высокое качество результата и оперативное выполнение даже крупных заказов благодаря:
Читайте также: