Полукруглый паз в металле
Пока поиск вылавливает только станки. Что-то я не очень себе представляю рубанок такой конструкции. Думаю, широкой стаместкой из набора пневмомолотка. В свое время пользовал берет на ура, миллиметров сорок по ширине. Не умею, блин, топором. Не уверен только что руки от тряски в таких количествах выдержат.
andrey_o написал :
Подскажите, как называется инструмент для выборки полукруглого паза в бревне
Все равно конопатить. Учись топором, ничего особо сложного, мне лет 13 было когда я начал отцу помогать дом рубить. Стоишь сбоку от бревна, дальнюю сторону паза рубишь пяткой, ближнюю носком топора, топор не перпендикулярно, а под углом к бревну - тогда при ударе он щепу сам откалывает.
2Викторыч
Конопатить, оно понятно, по любому. Только бесит, хороший материал испортили - ширина паза на некоторых бревнах до 2-3см уменьшается, а на одном и вовсе на нет сходит. Чего конопатить если паза ВООБЩЕ нет, просто бревно на бревне лежит. Не знаю как буду выворачиваться с углами, но так оставлять не хочу. Эх-х-х мля. плотники. топором только сучья обрублены, одной пилой наколбасили.
Хорошо когда инструмент настроен, даже топор, и если есть кому показать. А так. какая разница хоть топор, хоть пневмостамеска, всё-равно с нуля начинать. Жалко компрессор продал, прикупил бы пневмомолоток. Теперь вот голова в раскорячку, то-ли так то-ли эдак.
andrey_o написал :
Чего конопатить если паза ВООБЩЕ нет, просто бревно на бревне лежит. Не знаю как буду выворачиваться с углами, но так оставлять не хочу.
Дом в бревне планируешь оставить или обшивать будешь? Если паз углубить - придется все вышележашие венцы врубать, если дом под обшивку, то может шут с ними, с пазами?
Раньше пользовал дедовским топором = гнуто-скошенным в левую сторону = если научился им махать - никакого оппарата не надо.
а по вашему вопросу - если не очень большой объем работы - то есть ручные полукруглые рубанки, электрические тоже есть = для дуг самый нормуль. Но потом этот агрегат будет лежать - может в прокате будет?
2Викторыч
Обшива не помешает и в переспективе так и будет. Просто когда заказывал специально переплачивал за толщину, не менее 24см. И нате. из под кровати. Не понос, так судорга. Обидно по второму разу работу делать, но иначе. не знаю, нафик было огород городить. И чесс слово, хуже чем есть не сделаю.
Встречал и у других производителей.
2AMA3OH
Стоп, а в какой плоскости изогнута подошва? Рисунков не нашел. Вдоль линии строгания или поперек? Както непонятно - и вогнутый, и выпуклый одновременно? Как это? без смены ножей?
2andrey_o Это не то. У этих рубанков гибкая подошва, ее можно сделать и выпуклой и вогнутой, но полукруглый паз им не прострогаешь, вот торец круглой столешницы можно. ИМХО, рубанок для твоих целей не пойдет, бревна то не ровные или их нужно сначала калибровать. Раньше бревна через кольцо прогоняли, сейчас точат, тогда и паз нужен одинаковый по сечению по всей длине, такой можно и рубанком.
Вам скорее всего поможет вот такой рубанок от Фестул. HL 850 EB-Plus
Дорого конечно, но если не купите, поймёте в каком направлении искать.
и до кучи прикупить для него бочкообразный барабан.
вот фото:
А я видел как лихо рубили такой жёлоб в бревне чем-то похожим на тяпку или кетмень с длинной ручкой.
2Serjant
Примерно оно и есть. Только чует мое сердце, затея моя с рубанком - дохлый номер, другой уровень, не миллиметры снимать. Всё-равно что чайной ложкой ведро наполнять.
Поищу как тесло выглядит. короче - назад в будущее.
andrey_o написал :
Поищу как тесло выглядит. короче - назад в будущее.
Как топор, только ручка вбок идет.
Действительно. Приварить к широкой стороне обуха градусов под 80 к плоскости лезвия кусок трубы, вставить ручку по росту, пришурупить, заточить топор полукругом. Бревно между ног . и как картошку окучивать в два три прохода. А тесло это вроде двуручный "струг" с полукруглым лезвием. Им можно доводить сидя на бревне, строгая к себе и отступая.
С уважением, Рестоврато.
Тесло - предшественник рубанка. Название от слова - тесать. Цельнокованный с насаженными в бока дерев. ручками. Режущая часть напоминает щелевой нож для чистки овощей, только изогнута полукругом. Один из признаков древности иконы - простружка обратной стороны иконы теслом. От рубанка небольшие ступеньки, от тесла полукруглые выемки.
А вот таким методом (см.рис), но ручной циркуляркой, закрепленной на платформе (из фанеры), которая передвигается по направляющим (мет.уголок, ровные бруски), зафиксированным неподвижно относительно окучиваемого бревна.

Реставрато написал :
А тесло это вроде двуручный "струг" с полукруглым лезвием.
Двуручный с полукруглым лезвием это и есть струг.
O_TER написал :
А вот таким методом (см.рис), но ручной циркуляркой, закрепленной на платформе (из фанеры), которая передвигается по направляющим (мет.уголок, ровные бруски), зафиксированным неподвижно относительно окучиваемого бревна.
Неожиданное применение циркулярки
Мне первое, что пришло в голову это поставить фрезу диам.100мм в циркулярку и гонять по бревну, выставляя на разную глубину. Но спалить можно - слишком много длинных проходов. Вот, как сделать направляющую недодумал.
Да, циркулярка у меня с посадочным на 32 и фрезы соответственно на 32.
Еще один девайс
ВДСиР №19(2004) стр. 79
из каталога Virutex 2006 г.
Мужики, чесно говоря сами себе проблемы ищите.
неужели так принципиально иметь чашку в бревне чтобы она была полукруглой?? этож бред. мох и пакля всё равно всё забьёт и таки будет усё нормуль.
поэтому, берём здоровый плотницкий рубанок, скажем Ребир, дешовый, мощный, для плотницких работ. и нахрен срубаем всё что не нужно на бревне. получаем ровный строганный паз, подогонять потом бревно к бревну плёвое дело. прогнать таким монстром вдоль бревна плёвое дело, сам пользую такую зверушку много лет.
вот фото и ссыла:
Прогоняем с двух сторон - получаем дом из пласта!
Прогоняем с четырёх сторон - получаем дом из бруса!
неа, я имел ввиду что топором вырублен вот такой U-образный паз в круглом бревне, а рубанком легко выстругиваем V-образный. простота решения проблемы очевидна.
Викторыч написал :
Двуручный с полукруглым лезвием это и есть струг.
Кору им хорошо с бревен снимать, а делать выемки. лучше топором.
А может фрезером попробывать? Прибиваем или прикручиванием по сторонам будущего паза пару брусков 25*25 для направляющей и в путь. Давечась я киловатным диолдом выбирал в брусе паз сечением 50*25 довольно быстро получаеться.
Алексейй написал :
А может фрезером попробывать?
Дмитрий Т написал :
Кору им хорошо с бревен снимать, а делать выемки. лучше топором.
Кору лучше снимать БСЛ-110, ей и сучки не очень крупные срубить можно.
Андрей, не занимайся ерундой, поставить деревянный бревенчатый дом не владея топором не реально, учись. Все эти фрезеры, рубанки, циркулярки в применении к бревну - чушь (если только из бревна брус делать - тогда рубанок поможет, но муторно, пилорама лучше). Технология простая - уложил бревно, посмотрел, решил, что паз надо углубить, например, на пару сантиметров. Взял чертилку высотой два сантиметра и, держа ее горизонтально, опирая на нижнее бревно, проводим на верхнем линни с двух сторон. Переворачиваем бревно и начинаем рубить по линиям. Встаешь с боку от бревна, по дальней линии рубишь пяткой (это ближний к тебе конец режущей кромки), в момент удара топорище смотрит вверх, по ближней линии рубишь носком (это дольний от тебя конец режущей кромки), топорище смотрит вниз. При рубке топор держишь так, чтобы лезвие смотрело не вертикально вниз, а под углом градусов в 30, тогда в момент удара топор "заламывает" и он сам щепу выкалывает. Выбрав таким образо паз начерно садишься на бревно вдоль (бревно между ног) и начинаешь подчищать вдоль линий, середину подчищаешь, завалив лезвие от вертикали и выламывая щепу. Пока не уверен в точности и силе удара - руби там где сложно промахнуться, например, посередине желоба, а там где точность нужна приставляй топоро к линии и бей по нему колотушкой (березовая чурка обтесанная с одной стороны под ручку). Сейчас много черновой работы можно бензопилой сделать, народ даже скульптуры режет.
Как сделать полукруглую выемку? и подводы-отводы
Привет. Пытаюсь выточить такие детальки (фото 1). Но проблема с полукруглыми пазами. Получается только 3D рельефом. А если выбираешь вектор и "выпуклое скругление" получается неровно круглый профиль (фото 2), да еще и не сквозной.
Как можно в 2D добиться такого выреза?. В 3D нет наклонного врезания, а фреза концевая.
И еще по поводу подводов-отводов. Это скорость подхода фрезы при контакте с заготовкой? Это не аналог наклонного врезания? А то в 3д траектории фреза тупо втыкается в материал, страшно.
Прикрепленные изображения
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
ДАВНО ЖИВУ-ПРИВЫК УЖЕ.
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк
Забыл написать что деталька алюминиевая. Косяк, но часть моего незнания ).
Спасибо DedAlex. Нашел такие же, но по металлу (на фото) - подойдут? С ними в арткаме как с обычными сферическими работать?
И — боже вас сохрани — не читайте до обеда постов с вопросами. А то потеряете в весе. Мало этого. Пониженные коленные рефлексы, скверный аппетит и угнетённое состояние духа.
Посчитал вопрос тупым, отписался, с утра поспешил-проверил. Не зря ли время тратится?))) колени норм?
Еще раз спасибо, за бесценные ответы и потраченные силы.
Можно вопрос? Вам сколько лет?
Двоечник - да, иначе бы не писал сюда.
Ребят, вам своего времени не жалко? Если вопрос тупой - пройдите мимо. А то детский сад начинается.
Тут по весне всегда детсад.
А ничего не умею, лох, думать тоже не хочу, искать не хочу - а вы все говно, потому что не можете мне пожевать, что бы я проглотил, и вообще проходите мимо все, кто не даст мне сиюминутное решение, гавнюки.
Как можно в 2D добиться такого выреза?
Усилием воли,чёрт побери))). Что за формулировка вопроса?Что за "выточить"?Что за станок?
Если уж хватило фантазии идти в люди,то сообразите,что у Вас тут родственников нету и проктологи тоже на каком-то другом сайте,чтобы Ваш геморрой разглядывать пристально))).
Почешите темя.Там,за костями черепа,должен быть мозг.Поэтому не усердствуйте.
Судя по тому,что на скрине в первом посте фреза 3мм,то "полукруглая выёмка" небольшая.
Ну и сделайте растром(не думаю,что у Вас там серия миллионная на горизонте маячит).Чтобы небыло проблем с врезаниями - сделайте канал шире(вспомогательное построение).Границы постройте и внутри границ "точите"))).Тогда никакого наклонного врезания не надо.
Можно черновую снять прямой фрезой - тогда проще будет чистовую обрабатывать.
P.S.А чего нам времени жалеть?Нам не интересны вопросы.Нам нужна жертва.
Единственное,что может спасти - это возраст.Если 14-15 лет,то я с примерами отвечу и файл уп приложу.
Технология фрезерования пазов, канавок, уступов, и разрезания заготовок фрезой
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Фрезерование пазов
Выемку металла в детали, ограниченную фасонными или плоскими поверхностями, называют пазом. Пазы бывают прямоугольными, Т-образными, типа «ласточкин хвост», фасонными, сквозными, открытыми, закрытыми и др. Обработка пазов является распространенной операцией на фрезерных станках различных типов и осуществляется дисковыми, концевыми и фасонными фрезами (рис. 5.23).
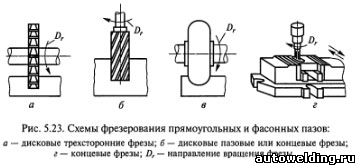
Сквозные прямоугольные пазы чаще всего фрезеруют дисковыми трехсторонними фрезами (рис. 5.23, а), дисковыми пазовыми или концевыми фрезами (рис. 5.23, б). При фрезеровании точных пазов ширина дисковой фрезы (диаметр концевой фрезы) должна быть меньше ширины паза, а фрезерование на заданный размер производят за несколько проходов. Обработка пазов концевыми фрезами требует правильного выбора направления вращения шпинделя станка относительно винтовых канавок фрез. Оно должно быть взаимно противоположным.
Фрезерование замкнутых пазов производят на вертикально-фрезерных станках концевыми фрезами (рис. 5.23, г). Диаметр фрез следует принимать на 1. 2 мм меньше ширины паза. Врезание на заданную глубину резания осуществляют перемещением стола с заготовкой в продольном и вертикальном направлениях, затем включают продольное движение подачи стола и фрезеруют паз на необходимую длину с последующими чистовыми проходами по боковым сторонам паза.
Криволинейные пазы фрезеруют за один рабочий ход на полную их глубину. Соответственно этому условию назначают результирующее движение подачи, равное сумме векторов поперечного и продольного движения подач. Для уменьшения врезания в местах изменений направлений пазов необходимо вести обработку фрезами с минимальными вылетами и уменьшать скорости подачи.
Фрезерование пазов специальных профилей — Т-образных, типа «ласточкин хвост» — осуществляют на вертикально- или продольно-фрезерных станках за три (Т-образные пазы) или два (пазы типа «ласточкин хвост») перехода. Учитывая неблагоприятные условия работы Т-образных и одноугловых фрез, используемых при выполнении указанных операций, подача на зуб S, не должна превышать 0,03 мм/зуб; скорость резания — 20. 25 м/мин.
Особенности фрезерования шпоночных пазов
Шпоночные пазы на валах подразделяют на сквозные, открытые, закрытые и полузакрытые. Они могут быть призматическими, сегментными, клиновыми и др. (соответственно сечениям шпонок). Заготовки валов удобно закреплять на столе станка в призмах. Для коротких заготовок достаточно одной призмы. При большой длине вала заготовку устанавливают на двух призмах. Правильность расположения призмы на столе станка обеспечивается с помощью шипа в основании призмы, входящего в паз стола (рис. 5.24).
Шпоночные пазы фрезеруют пазовыми дисковыми фрезами, пазовыми затылованными (ГОСТ 8543—71), шпоночными (ГОСТ 9140-78) и насадными фрезами. Пазовая или шпоночная фреза должна быть установлена в диаметральной плоскости заготовки.
Фрезерование открытых шпоночных пазов с выходом канавки по окружности, радиус которой равен радиусу фрезы, производят дисковыми фрезами. Пазы, в которых не допускается выход канавки по радиусу окружности, фрезеруют концевыми или шпоночными фрезами.
Гнезда под сегментные шпонки фрезеруют хвостовыми и насадными фрезами на горизонтально- и вертикально-фрезерных станках. Направление движения подачи — только к центру вала (рис. 5.25, а).

Для получения точных по ширине пазов обработку ведут на специальных шпоночно-фрезерных станках с маятниковой подачей (рис. 5.25, б). При этом способе фреза врезается на 0,2. 0,4 мм и фрезерует паз по всей длине, затем опять врезается на ту же глубину и фрезерует паз на всю длину, но в другом направлении.
Для фрезерования шпоночных пазов рекомендуется применять шпоночные фрезы с S_= 0,02. 0,04 мм/зуб при скорости резания v = 15. 20 м/мин; дисковые пазовые фрезы с S_ = 0,03. 0,06 мм/зуб при скорости резания v = 25. 40 м/мин.
Операцией, аналогичной фрезерованию пазов, является фрезерование канавок на заготовках режущих инструментов. Канавки могут быть расположены на цилиндрической, конической или торцовой части заготовок. В качестве инструмента для обработки канавок применяют одноугловые или двухугловые фрезы.
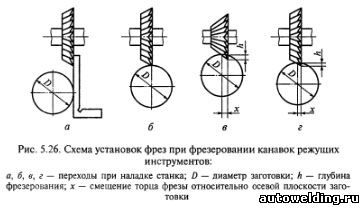
При фрезеровании угловых канавок на цилиндрической части режущего инструмента с передним углом γ= 0° одноугловыми фрезами вершины зубьев фрез должны проходить через диаметральную плоскость заготовки. Установку фрезы производят с помощью угольника (рис. 5.26, а) по центру вставленного в коническое отверстие шпинделя так, чтобы вершины зубьев фрез и центра совместились, а затем перемещают заготовку в поперечном направлении на величину, равную половине ее диаметра, или по проведенной на торце или цилиндрической поверхности заготовки риске, проходящей через ее диаметральную плоскость (рис. 5.26, б).
При обработке угловых канавок с заданным положительным значением переднего угла γ торцовая поверхность одноугловой фрезы должна находиться от диаметральной плоскости на некотором расстоянии х (рис. 5.26, в), которое можно определить по формуле
где D — диаметр заготовки, мм; γ — передний угол,°.
Вершины зубьев двухугловой фрезы при настройке на обработку угловых канавок следует установить в диаметральной плоскости с помощью одного из рассмотренных выше способов, а затем — сместить заготовку относительно фрезы на величину х (рис. 5.26, г), которая зависит от диаметра заготовки D, глубины профиля канавки h, угла рабочей фрезы 8 и переднего угла фрезы γ:
x = D/(2sin(γ+δ) - hsinδ/cosγ).
При γ= 0° x = (D/2 - /0)sinδ.
Заготовка может быть установлена и закреплена одним из следующих способов: в центрах делительной головки и задней бабки или в центрах на оправке.
Угловые фрезы также используют при фрезеровании угловых канавок на конической поверхности. Устанавливают фрезы относительно диаметральной плоскости заготовки так же, как и при фрезеровании угловых канавок на цилиндрической поверхности.
Заготовка при фрезеровании угловых канавок на конической поверхности может быть закреплена в трехкулачковом патроне, на концевой оправке, вставленной в коническое отверстие шпинделя делительной головки или в центры делительной головки и задней бабки. Последний из перечисленных способов установки заготовки используют при небольшом угле конусности.
Фрезерование уступов
Две взаимно-перпендикулярные плоскости образуют уступ. На заготовках может быть один или несколько уступов. Обработка уступов — это распространенная операция, которую и осуществляют дисковыми или концевыми фрезами, или набором дисковых фрез (рис. 5.27, а — в) на горизонтально- и вертикально-фрезерных станках так же, как и обработку пазов. Уступы, имеющие большие размеры, фрезеруют торцовыми фрезами (рис. 5.27, г).
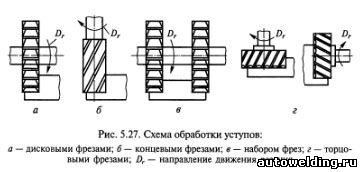
Торцовые фрезы используют при фрезеровании заготовок с широкими уступами на горизонтально- и вертикально-фрезерных станках. Деталь с симметрично расположенными уступами обрабатывают на двухпозиционных поворотных столах. После фрезерования первого уступа деталь в приспособлении поворачивают на 180°.
Для легкообрабатываемых материалов и материалов средней трудности обработки с большой глубиной фрезерования применяют дисковые фрезы с нормальными и крупными зубьями. Фрезерование труднообрабатываемых материалов следует вести фрезами с нормальными и мелкими зубьями. При фрезеровании уступа следует брать дисковую фрезу, ширина которой на 5. 6 мм больше ширины уступа. В этом случае точность размера уступа по ширине не зависит от ширины фрезы.
Разрезание заготовок
Операции полного отделения части материала от заготовки, разделения заготовок на отдельные части, а также образования одного или нескольких мерных узких пазов (прорезей, шлицов) осуществляют отрезными и прорезными фрезами. Диаметр отрезной фрезы следует выбирать по возможности минимальным. Чем меньше диаметр фрезы, тем выше ее жесткость и виброустойчивость.Заготовки чаще всего устанавливают и закрепляют в тисках (рис. 5.28). Отрезку тонкого листового материала и его разрезку на полосы предпочтительнее вести при попутном фрезеровании и небольших подачах (S_= 0,01. 0,08 мм/зуб). Скорости резания при отрезании отрезными и прорезными фрезами из быстрорежущей стали в зависимости от глубины фрезерования и подачи на зуб фрезы составляют: при обработке заготовок из серого чугуна v=12. 65 м/мин; из ковкого чугуна — 27. 75 м/мин; из стали — 24. 60 м/мин.
Фрезерование пазов – как качественно выполнить операцию?
Фрезерование пазов – ответственная процедура, точность и правильность ее выполнения напрямую влияет на надежность и качество сопряжений в различных механических устройствах, где используются шпонки.
1 Виды шпоночных пазов и требования к их обработке
Соединения шпоночного типа можно встретить в самых разных устройствах. Чаще всего они применяются в машиностроительной отрасли. Шпонки для таких сопряжений бывают клиновыми, сегментными и призматическими, реже встречаются изделия с другими видами сечений.
Шпоночные пазы принято подразделять на следующие типы:
- с выходом (иначе говоря – открытые);
- сквозные;
- закрытые.

Любые из этих пазов необходимо фрезеровать максимально точно, так как от качества проведенной операции зависит надежность посадки изделий, сопрягаемых с валом, на шпонку. Квалитет точности пазов после обработки должен иметь такие показатели:
- 8 класс точности – длина;
- 5 класс – глубина;
- 3 либо 2 класс – ширина.
Квалитет точности должен соблюдаться неукоснительно. В противном случае после фрезерования придется выполнять трудоемкие и очень сложные работы по подгонке, в частности, подпиливание сопрягаемых элементов конструкции либо непосредственно шпонок.

Нормативные документы выдвигают строгие требования к точности расположения шпоночного паза, а также величине шероховатости его поверхности.
Квалитет шероховатости стенок (боковых) паза не может быть ниже пятого класса, а его грани обязаны размещаться абсолютно симметрично по отношению к проходящей через ось вала плоскости.
2 Фрезы для обработки шпоночных пазов
Чтобы обеспечить требуемый квалитет точности различных пазов, для их обработки применяются разные виды пазовых фрез:
- Затылованные по Госстандарту 8543. Они могут иметь сечение 4–15 и 50–100 мм. После переточки такой инструмент не изменяется по своей ширине. Затачивают затылованные фрезы исключительно по передней поверхности.
- Дисковые по стандарту 573. Их зубья располагаются на цилиндрической части. Дисковый режущий инструмент рекомендован для обработки пазов небольшой глубины.
- С цилиндрическим и коническим хвостовиком. Они бывают сечением 16–40 мм (конические) и 2–20 мм (цилиндрические). Для изготовления подобных фрез обычно применяются твердые сплавы (например, ВК8). Инструмент имеет 20-градусный угол наклона канавки. Режущее приспособление из твердого сплава дает возможность выполнять фрезерование уступов и пазов из плохо поддающихся обработке материалов и сталей прошедших закалку. Такой инструмент в несколько раз увеличивает квалитет точности и шероховатости поверхности, а также существенно повышает производительность работ.
- Насадные под шпонки сегментного типа по Госстандарту 6648. Фрезы, позволяющие обрабатывать любые разновидности пазов под сегментные шпонки сечением от 55 до 80 мм. В этом же стандарте описывается и хвостовой инструмент под такие шпонки. С их помощью фрезеруют изделия сечением не более 5 мм.

Основным инструментом для обработки пазов на фрезерном станке являются специальные шпоночные фрезы, выпускаемые по Госстандарту 9140. Они располагают двумя зубьями с режущими торцовыми кромками, имеют хвостовик конической либо цилиндрической формы. Для обработки шпоночного паза они идеальны, так как рабочие кромки данных фрез направлены в тело инструмента, а не наружу.
Шпоночные фрезы работают и с продольной, и с осевой подачей (как на сверлильных станках), они гарантируют необходимый квалитет шероховатости уступов и пазов после обработки. Переточка подобного инструмента осуществляется по зубьям, расположенным в торцевой части фрезы, благодаря чему ее начальное сечение почти не изменяется.
3 Особенности обработки шпоночных уступов и пазов
Фрезерование элементов шпоночного соединения производится на валах. Для удобного крепления заготовок валов используют призму – специальное приспособление, облегчающее процесс обработки. Если вал имеет большую длину, применяют две призмы, если небольшую – достаточно и одной.
Призматическое приспособление для уступов и пазов должно располагаться максимально точно. Этого добиваются за счет наличия в его основании шипа, который вводится в паз рабочего стола. Для закрепления валов используют прихваты. Они опираются непосредственно на вал, что исключает вероятность прогиба последнего. Обычно под прихваты укладывают латунную либо медную (небольшую по толщине) пластинку. Она предохраняет готовую поверхность изделия от повреждений.

Крепление валов выполняют в обычных тисках, которые монтируют на стол так, чтобы их можно было развернуть на 90 градусов. За счет возможности поворота тиски без проблем устанавливают на вертикально- и горизонтально-фрезерные агрегаты.
На призме вал фиксируется губками (посредством маховичка его зажимают), вращающимися вокруг пальцев. Описываемое приспособление для обработки уступов и шпоночного паза имеет в своей конструкции упор. Он позволяет монтировать вал по длине.
Чаще всего применяются призмы с магнитом (оксидно-бариевым) постоянного действия. Призматический корпус сделан из двух частей. Между этими половинками и устанавливается магнит. Как видим, приспособление для фрезерования уступов и шпоночных соединений выполнено достаточно просто, но при этом гарантирует эффективную обработку изделий.
4 Как фрезеруют закрытые пазы?
Обработка пазов закрытого типа осуществляется на горизонтально-фрезерных агрегатах. Для работы используется описанное выше приспособление, которое снабжается призмами либо самоцентрирующимися тисками. Установка валов на них производится стандартным образом.
Кроме того, существует еще один вариант установки валов. Специалисты называют его "монтажом по яблочку". В этом случае вал размещается по отношению к рабочему инструменту (концевая либо шпоночная фреза для уступов и пазов) на глаз. Затем запускают режущее приспособление и аккуратно подводят его к валу до момента их взаимодействия.
При контакте фрезы и вала на последнем остается слабый след рабочего инструмента. Когда след получается в виде неполного круга, стол требуется слегка сместить. Если же рабочий видит перед собой полный круг, никаких дополнительных действий производить не нужно, можно начинать фрезерование.

Закрытые пазы, которые впоследствии слегка пригоняются, обрабатывают по двум разным схемам:
- Врезанием фрезы (ручная операция) на всю глубину уступа и механической подачей в продольном направлении.
- Ручным врезанием инструмента на заданную глубину и механической продольной подачей в одну сторону, а затем еще одним врезанием и подачей, но уже в противоположную сторону.
Первая методика обработки уступов и пазов используется для фрез сечением 12–14 мм. В остальных случаях рекомендована вторая схема.
5 Тонкости обработки открытых и сквозных пазов и уступов
Такие элементы фрезеруют только после того, как все работы по их цилиндрической поверхности полностью завершены. Дисковый инструмент применяют в ситуациях, когда радиусы фрезы и канавки одинаковые.
Обратите внимание – эксплуатация фрез допускается до некоторого момента. При каждой новой заточке инструмента его ширина становится меньше на определенную величину. После нескольких таких операций фрезы становятся негодными для работы с пазами, их можно использовать для выполнения других операций, которые не выдвигают высоких требований к геометрическим параметрам по ширине.

Рассмотренное ранее приспособление подходит для обработки уступов и пазов сквозного и открытого типа. Здесь важно обеспечить правильную установку режущего инструмента на оправку. Монтаж нужно производить так, чтобы биение фрезы по торцу было как можно меньшим. Заготовка фиксируется в тисках с накладками (латунь, медь) на губках.
Точность монтажа фрезы проверяют штангенциркулем и угольником. Процесс выглядит следующим образом:
- инструмент ставят поперечно со стороны конца вала, который выступает из тисков, на заданную заранее дистанцию;
- при помощи штангенциркуля проверяют правильность выставленной дистанции;
- с другого конца вала устанавливают угольник и опять выполняют проверку.

Совпадение результатов замеров говорит о том, что фреза смонтирована правильно.
Добавим, что сегментные шпонки обрабатываются специальными фрезами (насадными либо хвостовыми). Двойной радиус канавок таких шпонок определяет диаметр инструмента, который можно использовать для фрезерования. При выполнении таких работ подача выполняется вертикально (по отношению к оси вала – в перпендикулярном направлении).
6 Шпоночно-фрезерные агрегаты для обработки валов
Если пазы должны иметь максимально точную ширину, их обработку следует выполнять на специальных шпоночных станках. Они работают шпоночным двузубым режущим инструментом, а подача на таких агрегатах выполняется по маятниковой схеме.
Шпоночно-фрезерное станочное оборудование обеспечивает обработку паза по всей его протяженности при врезании рабочего инструмента на глубину от 0,2 до 0,4 миллиметров. Причем фрезерование проводится дважды (врезание и подача в одну сторону, затем – те же операции в обратную сторону).
Описываемые станки оптимальны для массового и серийного изготовления шпоночных валов. Работают они в автоматическом режиме – после обработки изделия подача бабки в продольном направлении отключается автоматически и шпиндельный узел перемещается в начальное положение.

Кроме того, данные агрегаты гарантируют высокую точность получаемого паза, а фреза по периферии почти совсем не изнашивается, так как фрезерование ведется ее торцовыми частями. Минусом применения такой технологии считается ее длительность. Стандартная обработка пазов за два или один проход осуществляется в несколько раз быстрее.
Размеры пазов при использовании шпоночно-фрезерного оборудования контролируется либо калибрами, либо измерительным штрих-инструментом. В качестве калибров применяют круглые пробки. Замеры при помощи штангенглубиномера и штангенциркуля выполняются стандартно (устанавливается сечение, ширина, длина, толщина паза).
На современных предприятиях активно эксплуатируются два шпоночных станка: 6Д92 – для обработки концевым немерным инструментом закрытых пазов, и МА-57 – для фрезерования трехсторонним инструментом открытых пазов. Эти агрегаты, как правило, интегрируют в автоматизированные технологические линии.
Читайте также: