Плазменный резак по металлу своими руками
Аппарат плазменной резки является довольно востребованным оборудованием, позволяющим производить резку любых металлов во многих областях производства. Плазморезы используются не только на предприятиях. В последнее время они начали появляться и в домашних мастерских. Но, поскольку почти в каждой мастерской уже имеются сварочные аппараты, то будет разумнее не покупать готовый плазморез, а изготовить его из инвертора своими руками.
Для чего нужен плазморез
Плазменный резак в некоторых случаях является незаменимым инструментом для обработки металлических изделий, поскольку температура плазмы, выходящей из его горелки, достигает 25-30 тыс. градусов. Благодаря таким характеристикам сфера применения плазморезов довольно обширная:
- изготовление разного рода конструкций из металла;
- прокладка трубопроводов;
- быстрая резка любых металлов, в том числе и высоколегированных жаропрочных сталей, имеющих в составе титан, никель и молибден, температура плавления которых выше 3000°С;
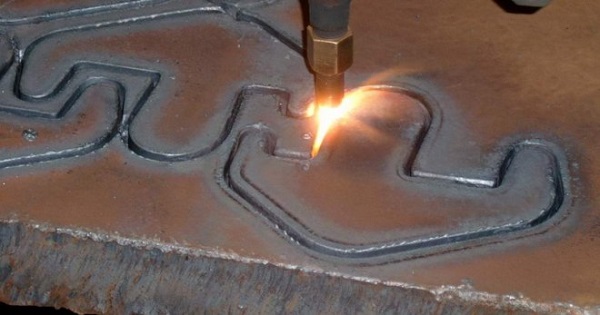
- фигурный раскрой тонколистовых материалов (токопроводящих) благодаря высокой точности реза.
Кроме всего, плазморезы (в качестве альтернативы лазерным резакам) применяются в составе автоматических линий на крупных предприятиях для вырезания деталей различной конфигурации из листовых материалов.

Следует различать такие понятия, как плазменная резка и плазменная сварка. Последняя доступна только на дорогом, профессиональном оборудовании, стоимость которого начинается от 100 тыс. рублей.
Инвертор или трансформатор
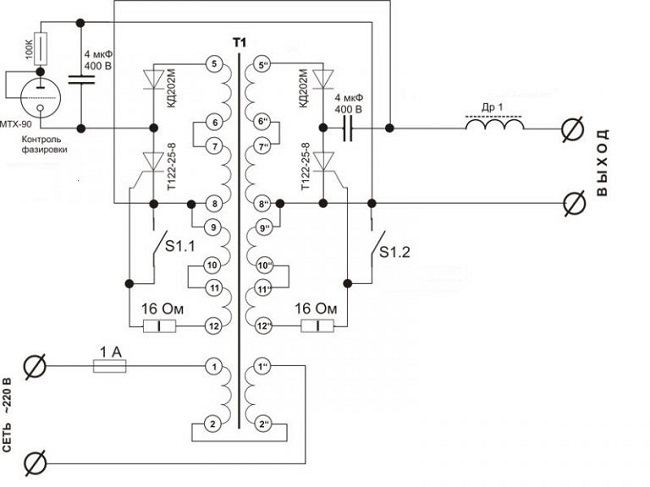
Существуют различные способы, а также чертежи и схемы, по которым можно сделать плазменный резак. Например, если его делать на основе трансформаторного сварочника, то подойдет схема плазмореза, предоставленная ниже, на которой подробно расписано, какие детали нужны для изготовления данного модуля.
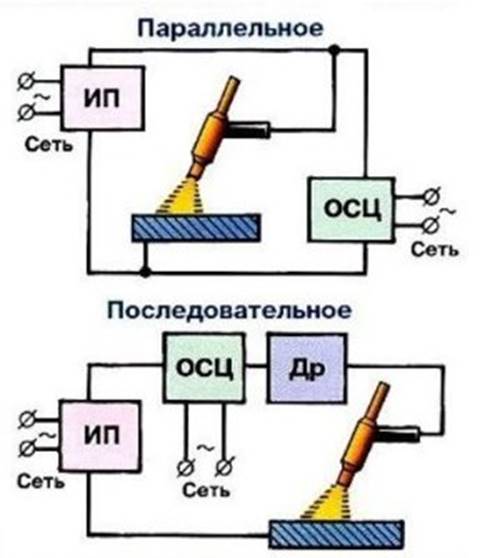
Если у вас уже есть инвертор, то чтобы его переделать в плазменный резак, потребуется небольшая доработка, а именно добавить в электрическую схему аппарата осциллятор. Он подключается между инвертором и плазмотроном двумя способами, как показано на следующем рисунке.
Осциллятор можно спаять самостоятельно по схеме, предоставленной ниже.
Если делать плазменный резак самостоятельно, то выбирать трансформатор в качестве источника тока не рекомендуется по нескольким причинам:
- агрегат потребляет много электроэнергии;
- трансформатор имеет большой вес и неудобен в транспортировке.
Несмотря на это, сварочный трансформатор имеет и положительные качества, например, нечувствительность к перепадам напряжения. Также им можно резать металл большой толщины.
Но преимущества аппарата для плазменной резки на инверторе перед трансформаторным агрегатом налицо:
- малый вес;
- высокий показатель КПД (выше на 30%, чем у трансформатора);
- малое потребление электричества;
- качественная резка благодаря более стабильной дуге.
Поэтому предпочтительнее сделать плазморез из сварочного инвертора, чем из трансформатора.
Типовая конструкция плазмореза
Чтобы собрать аппарат, благодаря которому будет возможна воздушно-плазменная резка металлов, потребуется иметь в наличии следующие составляющие.
- Источник питания. Требуется для подачи на электрод горелки электрического тока. В качестве источника питания может выступать либо трансформатор (сварочный), выдающий переменный ток, либо сварочный агрегат инверторного типа, на выходе которого наблюдается постоянный ток. Исходя из вышесказанного, предпочтительнее использовать инвертор, причем с функцией аргонной сварки. В таком случае он будет иметь разъем для подключения шлангопакета и место для подсоединения газового шланга, что упростит переделку аппарата.
- Плазмотрон (резак). Является очень важной деталью оборудования, которая имеет сложную конструкцию. В плазмотроне происходит образование струи плазмы под воздействием электрического тока и направленного потока воздуха. Если вы решились собрать плазморез своими руками, то данный элемент лучше приобрести в готовом виде, на китайских сайтах.
- Осциллятор. Требуется для эффективного розжига дуги и ее стабилизации. Как уже говорилось выше, паяется по несложной схеме. Но если вы не сильны в радиоделе, то данный модуль можно купить в Китае за 1400 руб.
- Компрессор. Предназначен для создания воздушного потока, поступающего в горелку. Благодаря ему охлаждается плазмотрон, повышается температура плазмы и сдувается расплавленный металл с места реза на заготовке. Для самоделки подойдет любой компрессор, к которому обычно подключают краскопульт. Но чтобы убрать водяные пары из воздуха, нагнетаемого компрессором, потребуется установка фильтра-осушителя.
- Кабель-шланг. Через него в горелку поступает ток, способствующий розжигу электрической дуги и ионизации газов. Также через данный шланг подается сжатый воздух в горелку. Кабель-шланг можно изготовить самостоятельно, разместив электрический кабель и кислородный шланг внутри, например, водопроводного шланга подходящего диаметра. Но все же лучше купить готовый шлангопакет, который будет иметь все элементы для подсоединения к плазмотрону и к агрегату.
- Кабель массы. Имеет на конце зажим для прикрепления к обрабатываемому металлу.
Сборка аппарата
После того, как все нужные элементы будут подготовлены, можно приступать к сборке плазмореза:
- подсоедините к инвертору шланг, через который будет осуществляться подача воздуха от компрессора;
- подсоедините к лицевой стороне инвертора шлангопакет и кабель массы;
- к шлангопакету подсоедините горелку (плазмотрон).
После сборки всех элементов можно приступать к испытаниям оборудования. Для этого подсоедините кабель массы к детали или металлическому столу, на котором она размещена. Включите компрессор и дождитесь, пока он накачает в ресивер необходимое количество воздуха. После автоматического отключения компрессора включите инвертор. Поднесите горелку вплотную к металлу и нажмите кнопку пуска, чтобы между электродом горелки и заготовкой возникла электрическая дуга. Она под воздействием кислорода превратится в поток плазмы, и начнется резка металла.
Советы по эксплуатации самодельного плазмореза
Для того чтобы самодельный плазморез из сварочного инвертора мог работать эффективно и продолжительное время, следует прислушаться к советам специалистов, относящихся к эксплуатации аппарата.
- Рекомендуется иметь определенное количество прокладок, которые применяются для подключения шлангов. Особенно их наличие следует проверять, когда приходится часто перевозить агрегат. В некоторых случаях отсутствие необходимой прокладки сделает использование аппарата невозможным.
- Поскольку сопло резака подвергается воздействию высоких температур, то оно со временем изнашивается и выходит из строя. Поэтому следует заранее побеспокоиться о приобретении запасных сопел.
- Подбирая комплектующие для плазмореза, следует учитывать, какой мощности агрегат вы хотите получить. В первую очередь это касается выбора подходящего инвертора.
- При выборе электрода для горелки, если вы ее изготавливаете самостоятельно, нужно отдать предпочтение такому материалу, как гафний. Этот материал в процессе нагрева не выделяет вредных веществ. Но все же настоятельно рекомендуется использовать готовые резаки, изготовленные на заводе, в которых соблюдаются все параметры по завихрению воздушного потока. Самодельный плазматрон не гарантирует качественной резки и быстро выходит из строя.
Что относится к правилам безопасности, то работу следует проводить в специальной одежде, защищающей от брызг раскаленного металла. Также для защиты глаз следует одевать сварочные очки “хамелеоны”.
Изготовление плазмореза из инвертора своими руками: инструкция, схемы, видео

Сделать функциональный плазморез своими руками из серийного сварочного инвертора не так уж сложно, как это может показаться на первый взгляд. Для того чтобы решить эту задачу, необходимо подготовить все конструктивные элементы такого устройства:
- плазменный резак (его также называют плазмотроном);
- сварочный инвертор или трансформатор, который будет выступать в роли источника электрического тока;
- компрессор, при помощи которого будет создаваться струя воздуха, необходимая для формирования и охлаждения потока плазмы;
- кабели и шланги для объединения в одну систему всех конструктивных элементов аппарата.
Общая схема работы плазменной резки
Плазморез, в том числе и самодельный, успешно используется для выполнения различных работ как в производственных, так и в домашних условиях. Незаменим такой аппарат в тех ситуациях, когда необходимо выполнить точный, тонкий и высококачественный рез заготовок из металла. Отдельные модели плазморезов по своим функциональным возможностям позволяют использовать их в качестве сварочного аппарата. Такая сварка выполняется в среде защитного газа аргона.

Газовый шланг и обратный кабель для плазменной резки
При выборе для комплектации самодельного плазмотрона источника питания важно обращать внимание на силу тока, которую такой источник сможет вырабатывать. Чаще всего для этого выбирают инвертор, обеспечивающий высокую стабильность процессу плазменной резки и позволяющий более экономно расходовать электроэнергию. Отличаясь от сварочного трансформатора компактными габаритами и легким весом, инвертор более удобен в использовании. Единственным минусом применения инверторных плазморезов является трудность раскроя с их помощью слишком толстых заготовок.

Горелка плазменного резака ABIPLAS и ее составные части
При сборке самодельного аппарата для выполнения плазменной резки можно использовать готовые схемы, которые несложно найти в интернете. В Сети, кроме того, есть видео по изготовлению плазмореза своими руками. Используя при сборке такого устройства готовую схему, очень важно строго ее придерживаться, а также обращать особенное внимание на соответствие конструктивных элементов друг другу.
Схемы плазмореза на примере аппарата АПР-91
В качестве донора при рассмотрении принципиальной электрической схемы мы будем использовать аппарат плазменной резки АПР-91.
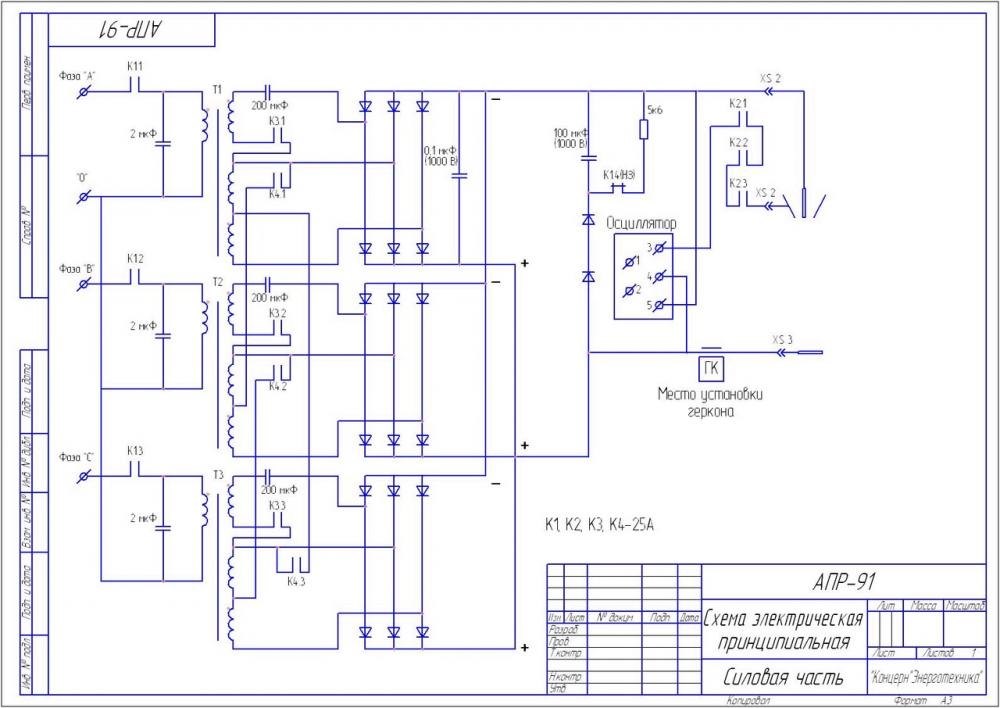
Схема силовой части (нажмите для увеличения)
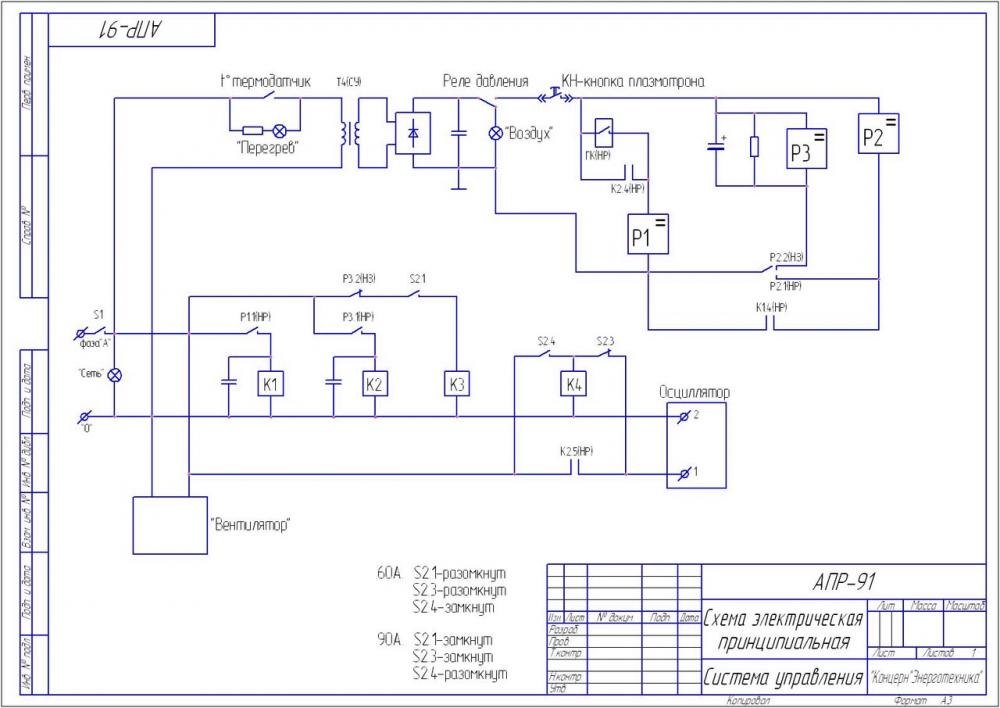
Схема управления плазмореза (нажмите для увеличения)
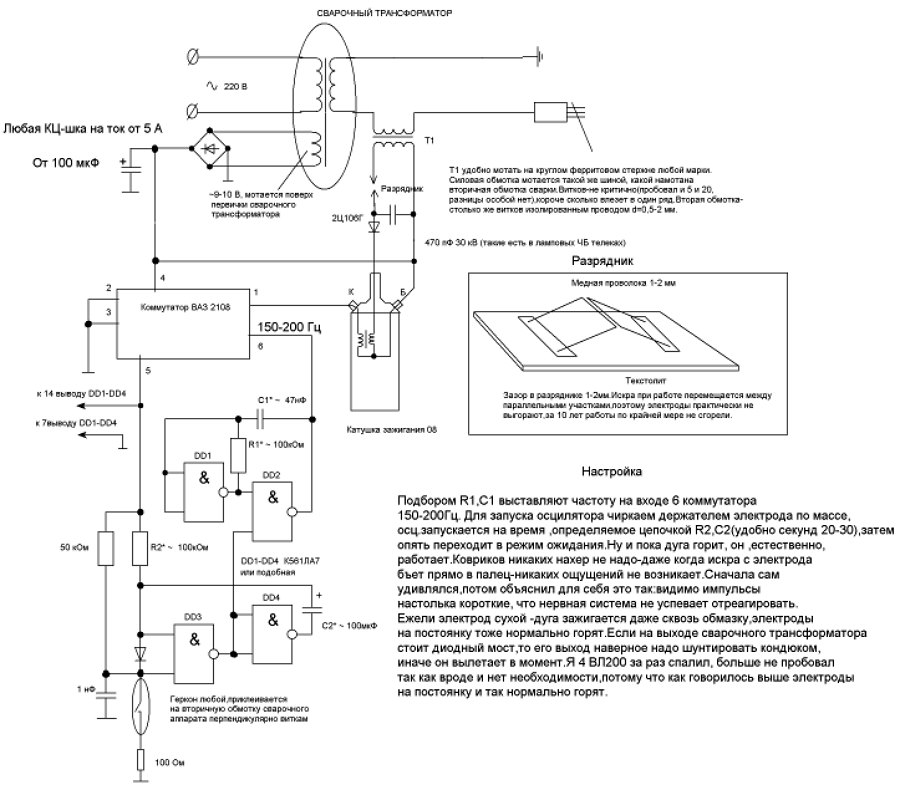
Схема осциллятора (нажмите для увеличения)
Элементы самодельного аппарата для плазменной резки
Первое, что необходимо найти для изготовления самодельного плазмореза, – это источник питания, в котором будет формироваться электрический ток с требуемыми характеристиками. Чаще всего в этом качестве используются инверторные сварочные аппараты, что объясняется рядом их преимуществ. Благодаря своим техническим характеристикам такое оборудование обеспечивает высокую стабильность формируемого напряжения, что положительно сказывается на качестве выполнения резки. Работать с инверторами значительно удобнее, что объясняется не только их компактными габаритами и незначительным весом, но и простотой настройки и эксплуатации.
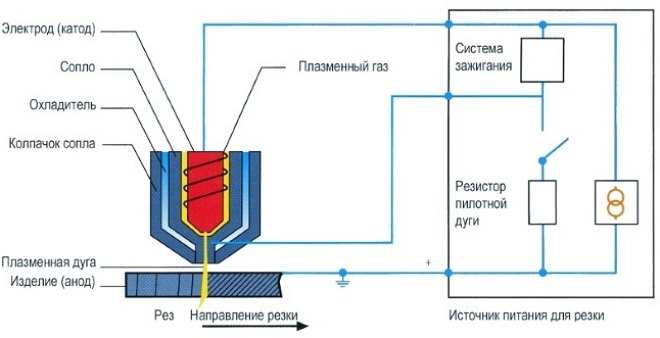
Принцип работы плазмореза
Благодаря компактности и небольшому весу плазморезы на основе инверторов можно использовать при выполнении работ даже в самых труднодоступных местах, что исключено для громоздких и тяжелых сварочных трансформаторов. Огромным преимуществом инверторных источников питания является и то, что они обладают высоким КПД. Это делает их очень экономичными в плане потребления электроэнергии устройствами.
В отдельных случаях источником питания для плазмореза может служить сварочный трансформатор, но его использование чревато значительным потреблением электроэнергии. Следует также учитывать и то, что любой сварочный трансформатор отличается большими габаритами и значительной массой.
Основным элементом аппарата, предназначенного для раскроя металла при помощи струи плазмы, является плазменный резак. Именно данный элемент оборудования обеспечивает качество резки, а также эффективность ее выполнения.

Форма и размер плазменной струи зависит от диаметра сопла
Для формирования воздушного потока, который будет преобразовываться в высокотемпературную струю плазмы, в конструкции плазмореза используется специальный компрессор. Электрический ток от инвертора и воздушный поток от компрессора подаются к плазменному резаку при помощи кабель-шлангового пакета.
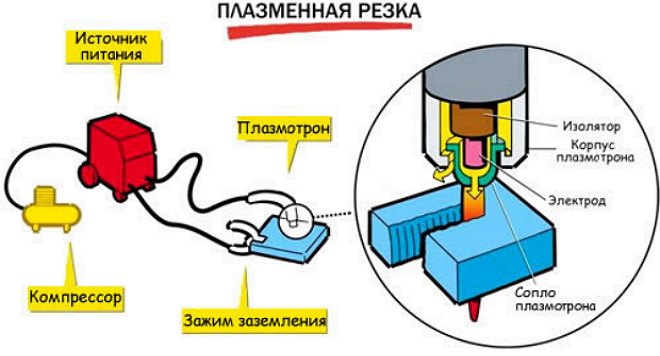
Центральным рабочим элементом плазмореза является плазмотрон, конструкция которого состоит из следующих элементов:
- сопла;
- канала, по которому подается воздушная струя;
- электрода;
- изолятора, который одновременно выполняет функцию охлаждения.
Конструкция плазменного резака и рекомендации по его изготовлению
Первое, что необходимо сделать перед изготовлением плазмотрона, – это подобрать для него соответствующий электрод. Наиболее распространенными материалами, из которых делают электроды для выполнения плазменной резки, являются бериллий, торий, цирконий и гафний. На поверхности данных материалов при нагревании формируются тугоплавкие оксидные пленки, которые препятствуют активному разрушению электродов.

Сменные насадки для плазмотрона
Некоторые из вышеперечисленных материалов при нагревании могут выделять опасные для здоровья человека соединения, что следует обязательно учитывать, выбирая тип электрода. Так, при использовании бериллия формируются радиоактивные оксиды, а испарения тория при их соединении с кислородом образуют опасные токсичные вещества. Совершенно безопасным материалом, из которого делают электроды для плазмотрона, является гафний.
За формирование струи плазмы, благодаря которой и выполняется резка, отвечает сопло. Его изготовлению следует уделить серьезное внимание, так как от характеристик данного элемента зависит качество рабочего потока.

Строение сопла плазменной горелки
Наиболее оптимальным является сопло, диаметр которого составляет 30 мм. От длины данного элемента зависит аккуратность и качество исполнения реза. Однако слишком длинным сопло также не стоит делать, поскольку это способствует слишком быстрому его разрушению.
Как уже говорилось выше, в конструкции плазмореза обязательно присутствует компрессор, формирующий и подающий к соплу воздушный поток. Последний необходим не только для формирования струи высокотемпературной плазмы, но и для охлаждения элементов аппарата. Использование сжатого воздуха в качестве рабочей и охлаждающей среды, а также инвертора, формирующего рабочий ток силой 200 А, позволяет эффективно разрезать металлические детали, толщина которых не превышает 50 мм.
Выбор газа для плазменной резки металла
Для того чтобы приготовить аппарат для плазменной резки к работе, необходимо соединить плазмотрон с инвертором и воздушным компрессором. Для решения такой задачи используется кабель-шланговый пакет, который применяют следующим образом.
- Кабелем, по которому будет подаваться электрический ток, соединяются инвертор и электрод плазмореза.
- Шлангом для подачи сжатого воздуха соединяют выход компрессора и плазмотрон, в котором из поступающего воздушного потока будет формироваться струя плазмы.
Особенности работы плазмореза
Чтобы сделать плазморез, используя для его изготовления инвертор, необходимо разобраться в том, как такой аппарат работает.
После включения инвертора электрический ток от него начинает поступать на электрод, что приводит к зажиганию электрической дуги. Температура дуги, горящей между рабочим электродом и металлическим наконечником сопла, составляет порядка 6000–8000 градусов. После зажигания дуги в камеру сопла подается сжатый воздух, который проходит строго через электрический разряд. Электрическая дуга нагревает и ионизирует проходящий через нее воздушный поток. В результате его объем увеличивается в сотни раз, и он становится способным проводить электрический ток.
При помощи сопла плазмореза из токопроводящего воздушного потока формируется уже струя плазмы, температура которой активно повышается и может доходить до 25–30 тысяч градусов. Скорость плазменного потока, за счет которого и осуществляется резка деталей из металла, на выходе из сопла составляет порядка 2–3 метров в секунду. В тот момент, когда струя плазмы соприкасается с поверхностью металлической детали, электрический ток от электрода начинает поступать по ней, а первоначальная дуга гаснет. Новая дуга, которая горит между электродом и обрабатываемой деталью, называется режущей.
Характерной особенностью плазменной резки является то, что обрабатываемый металл плавится только в том месте, где на него воздействует плазменный поток. Именно поэтому очень важно сделать так, чтобы пятно воздействия плазмы находилось строго по центру рабочего электрода. Если пренебречь этим требованием, то можно столкнуться с тем, что будет нарушен воздушно-плазменный поток, а значит, ухудшится качество выполнения реза. Для того чтобы соблюсти эти важные требования, используют специальный (тангенциальный) принцип подачи воздуха в сопло.
Необходимо также следить за тем, чтобы не образовалось сразу два плазменных потока вместо одного. Возникновение такой ситуации, к которой приводит несоблюдение режимов и правил выполнения технологического процесса, может спровоцировать выход инвертора из строя.
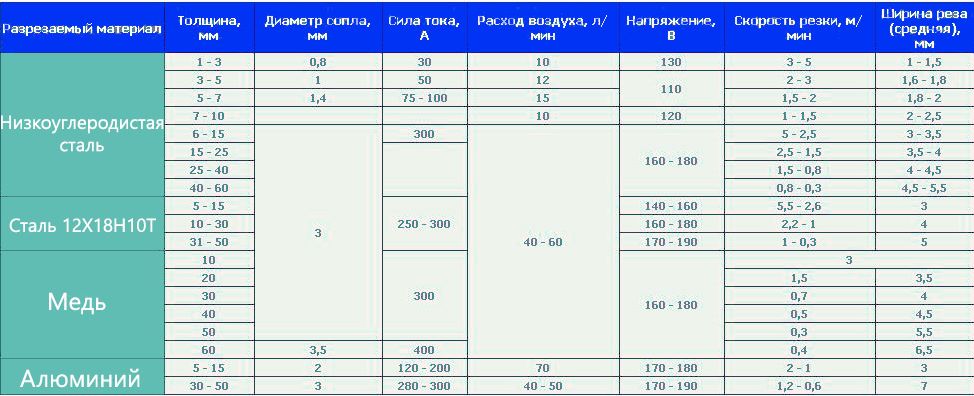
Параметры плазменной резки различных металлов (нажмите для увеличения)
Важным параметром плазменной резки является скорость воздушного потока, которая не должна быть слишком большой. Хорошее качество реза и быстроту его выполнения обеспечивает скорость воздушной струи, равная 800 м/сек. При этом сила тока, поступающего от инверторного аппарата, не должна превышать 250 А. Выполняя работу на таких режимах, следует учитывать тот факт, что в этом случае увеличится расход воздуха, используемого для формирования плазменного потока.
Самостоятельно сделать плазморез несложно, если изучить необходимый теоретический материал, просмотреть обучающее видео и правильно подобрать все необходимые элементы. При наличии в домашней мастерской такого аппарата, собранного на основе серийного инвертора, может качественно выполняться не только резка, но и плазменная сварка своими руками.
Если в вашем распоряжении нет инвертора, можно собрать плазморез и на основе сварочного трансформатора, но тогда придется смириться с его большими габаритами. Кроме того, плазморез, изготовленный на основе трансформатора, будет обладать не очень хорошей мобильностью, так как переносить его с места на место затруднительно.
Аппарат плазменной сварки и принципы его работы

Оборудование
Выполнить работу по раскрою металла без соответствующего оборудования не так уж и просто. В связи с этим каждый мастер должен позаботиться о том, чтобы у него в мастерской был плазменный сварочный аппарат.
На данный момент подобный агрегат, который еще совсем недавно считался новинкой и использовался только на производстве, позволяет решать большинство задач, связанных со сваркой и резкой металла.
Схемы плазмореза
На крупных промышленных предприятиях аппарат плазменной сварки используется достаточно широко. Практически все задачи, связанные с ремонтными и строительными работами, требуют использования плазменной резки или сварки.
Там обычно используется специализированное малогабаритное оборудование, а для обработки крупных изделий применяются агрегаты с системами ЧПУ.
В бытовых целях покупать дорогостоящий прибор не всегда целесообразно. Особенно если нет необходимости в его постоянном использовании. В таком случае можно сделать устройство плазменной сварки своими руками.
Чтобы правильно изготовить самодельный прибор такого типа, необходимо в первую очередь выбрать подходящую схему. В данном случае чертеж будет одним из главных моментов, так как в нем указаны все основные конструкционные детали.
Во многих видео в интернете достаточно подробно показано, как сделать данное устройство. Там же можно найти и необходимые чертежи. Даже элементарных знаний и навыков электротехники будет достаточно, чтобы понять все условные обозначения, представленные на схемах.
Что нужно для плазмореза?
Наиболее простым вариантом сделать плазморез, будет изготовление устройства своими руками из инвертора. Он отличается достаточно простой конструкцией, работоспособностью и доступностью основных деталей.

Схема устройства плазмотрона.
Самодельное оборудование резки с помощью плазмы не оснащается ЧПУ. Данный факт можно отнести скорее к преимуществам, чем к недостаткам. Конечно, сделать два абсолютно одинаковых изделия будет практически невозможно. С другой стороны нет необходимости приобретать одну из самых дорогих деталей.
Кроме того не каждый квалифицированный специалист способен самостоятельно сделать подобный узел. Покупать же готовые детали – практически тоже самое, что и купить новый инструмент.
Чтобы собрать плазменный аппарат, понадобятся следующие элементы:
- компрессор для подачи газа под давлением; ; ;
- защищенный электрический кабель;
- шланги.
Сначала необходимо выбрать правильный компрессор для воздушно-кислородной системы. Выпускают два вида подобных агрегатов: поршневые и винтовые. Первые в свою очередь разделяются на масляные и без использования масла, а также на ременные и с прямым соединением.
Эксплуатировать компрессоры необходимо с соблюдением ряда правил:
- работа в отрицательных температурах требует предварительного прогрева масла;
- следует регулярно менять воздушный фильтр;
- необходимо контролировать уровень масла;
- раз в полгода следует проводить полную очистку от посторонних примесей;
- по завершению работы делается сброс давления в системе.
Чтобы собрать плазменный сварочный инструмент своими руками, возможно использование простого компрессора сжатого воздуха. По тонким шлангам с соответствующими разъемами осуществляется воздухообмен. На входе устанавливают электрический клапан, регулирующий подачу воздуха.
Провод от устройства к горелке аппарата следует разместить в канале. Тут лучше размещать большой шланг, чтобы в нем мог поместиться кабель. Проходящий поток воздуха помимо своего прямого назначения будет также обеспечивать охлаждение провода.
Работа сварочного плазмореза требует силу тока, соответствующую величине, которая вырабатывается инвертором или трансформатором. Во втором случае установка получится громоздкой. Большой вес трансформатора в совокупности с баллоном или компрессором сделают аппарат немобильным.
Важным фактором является и низкий коэффициент полезного действия трансформатора, в связи с чем будет высокий расход электроэнергии при резке.

Плазменная сварка и резка. Использование инвертора существенно проще, удобнее и выгоднее по расходам на электричество. В результате с использованием такого узла можно обеспечить приемлемую мобильность инструмента, способного резать металл толщиной до тридцати миллиметров.
Плазмотрон – второй по важности элемент данного приспособления. Этот узел отличается крайне сложным устройством. В связи с этим изготовить его самостоятельно практически невозможно, хотя чертежи подобной детали можно без труда найти в интернете.
Стоит отметить, что плазмотрон работает под высоким давлением и температурой. Если сделать что-либо неправильно, то он становится опасным. Собрать подобную деталь можно из уже готовых элементов, продающихся в специализированных магазинах.
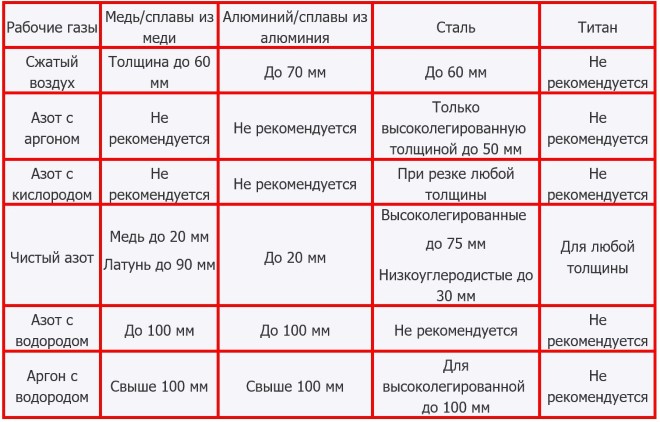
Не стоит забывать и про рабочий газ. Изготавливая устройство резки плазмой, следует определиться с условиями его эксплуатации. В обработке черных металлов достаточным будет использование одного компрессора. Медь, титан и сплавы на основе меди потребуют азота, а алюминий – азота с водородом.
Сборка устройства
Плазменные сварочные аппараты тяжело разместить в переносном корпусе или ящике из-за большого количества узлов. В данном случае отлично подойдет складская тележка. На нее без проблем получиться установить инвертор, а также баллон с рабочим газом и кабельно-шланговую систему.

Из чего состоит плазморез?
В простой мастерской перемещать оборудование не составит труда, а вот выезд за пределы такой рабочей зоны можно осуществить путем погрузки инструмента в прицеп легкового автомобиля.
Итак, как сделать самодельный аппарат для сварки? В начале следует проверить совместимость выбранных элементов. Если это первая попытка сборки подобного инструмента, тогда лучше всего проконсультироваться с опытным специалистом, который уже собирал плазменные аппараты для сварки.
Сам процесс сборки включает следующие этапы:
- подготовка деталей;
- сборка электрической цепи в соответствии с выбранной схемой;
- подключение компрессора с помощью шлангов;
- в случае необходимости можно использовать источник бесперебойного питания.
Особенности работы
После сборки инструмента необходимо проверить его работоспособность.

Схема плазменного резака.
Принцип работы плазменного сварочного устройства выглядит следующим образом:
- после включения на плазмотрон инвертором подается ток с высокой частотой;
- между наконечником сопла и рабочим электродом зажигается дуга температурой до восьми тысяч градусов;
- в камеру подается сжатый воздух, который из патрубка проходит в дугу, нагреваясь и расширяясь в объеме.
- соплом формируется узкий рабочий поток, температурой до 30000°С;
- на выходе формируется высокотемпературная плазма для резки.
Схема плазменной сварки представлена на рисунке.
Применение такого портативного резака позволяет аккуратно кроить металлические детали. Качество выполняемой работы будет существенно выше, чем при использовании автоматов.
В результате, используя доступные в интернете схемы и чертежи, можно изготовить качественный инструмент для домашнего использования.
Самодельный микроплазменный сварочный аппарат – отличный инструмент для домашнего использования. С его помощью можно легко и без особых усилий осуществлять резку металла как с использованием защитных газов, так и с водой.
Сделать подобное оборудование, которое станет незаменимым в любой мастерской, под силу каждому. В интернете есть большое количество разнообразных схем этого прибора. Так что его изготовление не должно вызвать особых затруднений.
Как сделать плазменный резак своими руками?

Плазменные резаки активно используются в мастерских и предприятиях, связанных с цветными металлами. Большинство небольших предприятий применяют в работе плазменный резак, изготовленный своими руками.
Плазменный резак хорошо себя показывает при разрезе цветных металлов, поскольку позволяет локально прогревать изделия и не деформировать их. Самостоятельное производство резаков обусловлено высокой стоимостью профессионального оборудования.
В процессе изготовления подобного инструмента используются комплектующие от других электроприборов.
Особенности и назначение плазменного резака
Инвертор плазменной резки используется для выполнения работ как в домашних, так и в промышленных условиях. Существует несколько видов плазморезов для работы с различными типами металлов.
- Плазморезы, работающие в среде инертных газов, например, аргона, гелия или азота.
- Инструменты, работающие в среде окислителей, например, кислорода.
- Аппаратура, предназначенная для работы со смешанными атмосферами.
- Резаки, работающие в газожидкостных стабилизаторах.
- Устройства, работающие с водной или магнитной стабилизацией. Это самый редкий вид резаков, который практически невозможно найти в свободной продаже.
Большинство инверторных плазменных резаков состоят из:
- форсунки;
- электрода;
- защитного колпачка;
- сопла;
- шланга;
- головки резака;
- ручки;
- роликового упора.
Принцип действия простого полуавтоматического плазмореза состоит в следующем: рабочий газ вокруг плазмотрона прогревается до очень высоких температур, при которых происходит возникновение плазмы, проводящей электричество.
Затем, ток, идущий через ионизированный газ, разрезает металл путем локального плавления. После этого струя плазмы снимает остатки расплавленного металла и получается аккуратный срез.
По виду воздействия на металл различают такие виды плазматронов:
- Аппараты косвенного действия.
Данный вид плазматронов не пропускает через себя ток и пригоден лишь в одном случае – для резки неметаллических изделий. - Плазменная резка прямого действия.
Применяется для разрезки металлов путем образования плазменной струи.
Конструкция плазменного резака и рекомендации по работе с ним серьезно разнятся в зависимости от типа устройства.
Делаем плазменный резак своими руками
Плазменная резка своими руками может быть изготовлена в домашних условиях. Неподъемная стоимость на профессиональное оборудование и ограниченное количество представленных на рынке моделей вынуждают умельцев собирать плазморез из сварочного инвертора своими руками.
Самодельный плазморез можно выполнить при условии наличия всех необходимых компонентов.
Перед тем как сделать плазморежущую установку, необходимо подготовить следующие комплектующие:
- Компрессор.
Деталь необходима для подачи воздушного потока под давлением. - Плазмотрон.
Изделие используется при непосредственной резке металла. - Электроды.
Применяются для розжига дуги и создания плазмы. - Изолятор.
Предохраняет электроды от перегрева при выполнении плазменной резки металла. - Сопло.
Деталь, размер которой определяет возможности всего плазмореза, собранного своими руками из инвертора. - Сварочный инвертор.
Источник постоянного тока для установки. Может быть заменен сварочным трансформатором.
Источник питания устройства может быть либо трансформаторным, либо инверторным.

Схема работы плазменного резака.
Трансформаторные источники постоянного тока характеризуются следующими недостатками:
- высокое потребление электрической энергии;
- большие габариты;
- труднодоступность.
К преимуществам такого источника питания можно отнести:
- низкую чувствительность к перепадам напряжения;
- большую мощность;
- высокую надежность.
Инверторы, в качестве блока питания плазмореза можно использовать, если необходимо:
- сконструировать небольшой аппарат;
- собрать качественный плазморез с высоким коэффициентом полезного действия и стабильной дугой.
Благодаря доступности и легкости инверторного блока питания плазморезы на его основе могут быть сконструированы в домашних условиях. К недостаткам инвертора можно отнести лишь сравнительно малую мощность струи. Из-за этого толщина металлической заготовки, разрезаемой инверторным плазморезом, серьезно ограничена.
Одной из главнейших частей плазмореза является ручной резак.
Сборка данного элемента аппаратуры для резки металла осуществляется из таких компонентов:
- рукоять с пропилами для прокладки проводов;
- кнопка запуска горелки на основе газовой плазмы;
- электроды;
- система завихрения потоков;
- наконечник, защищающий оператора от брызг расплавленного металла;
- пружина для обеспечения необходимого расстояния между соплом и металлом;
- насадки для снятия окалин и нагара.
Резка металла различной толщины осуществляется путем смены сопел в плазмотроне. В большинстве конструкций плазмотрона, сопла закрепляются специальной гайкой, с диаметром, позволяющим пропустить конусный наконечник и зажать широкую часть элемента.
После сопла располагаются электроды и изоляция. Для получения возможности усиления дуги при необходимости в конструкцию плазматрона включают завихритель воздушных потоков.
Сделанные своими руками плазморезы на основе инверторного источника питания являются достаточно мобильными. Благодаря малым габаритам такую аппаратуру можно использовать даже в самых труднодоступных местах.
Чертежи
В глобальной сети интернет имеется множество различных чертежей плазменного резака. Проще всего изготовить плазморез в домашних условиях, используя инверторный источник постоянного тока.

Электрическая схема плазмореза.
Наиболее ходовой технический чертеж резака на основе плазменной дуги включает следующие компоненты:
- Электрод.
На данный элемент подается напряжение от источника питания для осуществления ионизации окружающего газа. Как правило, в качестве электрода используются тугоплавкие металлы, образующие прочный окисел. В большинстве случаев конструкторы сварочных аппаратов используют гафний, цирконий или титан. Лучшим выбором материала электрода для домашнего использования является гафний. - Сопло.
Компонент автоматического плазменный сварочного аппарата формирует струю из ионизированного газа и пропускает воздух, охлаждающий электрод. - Охладитель.
Элемент используется для отвода тепла от сопла, поскольку при работе температура плазмы может достигать 30 000 градусов Цельсия.
Большинство схем аппарата плазменной резки подразумевают такой алгоритм работы резака на основе струи ионизированного газа:
- Первое нажатие на кнопку пуск включает реле, подающее питание на блок управления аппаратом.
- Второе реле подает ток на инвертор и подключает электрический клапан продувки горелки.
- Мощный поток воздуха попадает в камеру горелки и очищает ее.
- Через определенный промежуток времени, задаваемый резисторами, срабатывает третье реле и подает питание на электроды установки.
- Запускается осциллятор, благодаря которому производится ионизация рабочего газа, находящегося между катодом и анодом. На данном этапе возникает дежурная дуга.
- При поднесении дуги к металлической детали зажигается дуга между плазмотроном и поверхностью, называющаяся рабочей.
- Отключение подачи тока для розжига дуги при помощи специального геркона.
- Проведение резальных или сварочных работ. В случае пропажи дуги, реле геркона вновь включает ток и разжигает дежурную струю плазмы.
- При завершении работ после отключения дуги, четвертое реле запускает компрессор, воздух которого охлаждает сопло и удаляет остатки сгоревшего металла.
Наиболее удачными считаются схемы плазмореза модели АПР-91.
Что нам понадобится?

Чертеж плазменного резака.
Для создания аппарата плазменной сварки необходимо обзавестись:
- источником постоянного тока;
- плазмотроном.
В состав последнего входят:
- сопло;
- электроды;
- изолятор;
- компрессор мощностью 2-2.5 атмосферы.
Большинство современных мастеров изготавливают плазменную сварку, подключаемую к инверторному блоку питания. Сконструированный при помощи данных компонентов плазмотрон для ручной воздушной резки работает следующим образом: нажатие на управляющую кнопку зажигает электрическую дугу между соплом и электродом.
После завершения работы, после нажатия на кнопку выключения, компрессор подает струю воздуха и сбивает остатки металла с электродов.
Сборка инвертора
В случае, если фабричного инвертора нет в наличии, можно собрать самодельный.
Инверторы для резаков на основе газовой плазмы, как правило, имеют в строении такие комплектующие:
- блок питания;
- драйвера силовых ключей;
- силовой блок.
- набора отверток;
- паяльника;
- ножа;
- ножовки по металлу;
- крепежных элементов резьбового типа;
- медных проводов;
- текстолита;
- слюды.
Блок питания самодельного инвертора для плазменной резки собирается на базе ферритового сердечника и должен иметь четыре обмотки:
- первичную, состоящую из 100 витков проволоки, толщиной 0.3 миллиметра;
- первая вторичная из 15 витков кабеля с толщиной 1 миллиметр;
- вторая вторичная из 15 витков проволоки 0.2 миллиметра;
- третья вторичная из 20 витков 0.3 миллиметровой проволоки.
Обратите внимание! Для минимизации негативных последствий от перепадов напряжения в электрической сети, намотку следует проводить по всей ширине деревянного основания.
Силовой блок самодельного инвертора должен состоять из специального трансформатора. Для создания данного элемента следует подобрать два сердечника и намотать на них медную проволоку толщиной 0.25 миллиметров.
Отдельного упоминания стоит система охлаждения, без которой инверторный блок питания плазмотрона может быстро выйти из строя.
Рекомендации по работе

Чертеж технологии плазменной резки.
При работе на аппарате плазменной резки для достижения наилучших результатов нужно соблюдать рекомендации:
- регулярно проверять правильность направления струи газовой плазмы;
- проверять правильность выбора аппаратуры в соответствии с толщиной металлического изделия;
- следить за состоянием расходных деталей плазмотрона;
- следить за соблюдением расстояния между плазменной струей и обрабатываемым изделием;
- всегда проверять используемую скорость резки, чтобы избежать возникновения окалин;
- время от времени диагностировать состояние системы подвода рабочего газа;
- исключить вибрацию электрического плазмотрона;
- поддерживать чистоту и аккуратность на рабочем месте.
Заключение
Аппаратура для плазменной резки – это незаменимый инструмент для аккуратной нарезки металлических изделий. Благодаря продуманной конструкции плазмотроны обеспечивают быстрый, ровный и качественный порез металлических листов без необходимости последующей обработки поверхностей.
Большинство рукоделов из небольших мастерских предпочитают своими руками собирать мини резаки для работы с не толстым металлом. Как правило, самостоятельно сделанный плазморез по характеристикам и качеству работы не отличается от заводских моделей.
Станок плазменной резки с ЧПУ

Обычно, когда мне было нужно вырезать из листового металла какую-то деталь (или много деталей), я обращался в компанию, занимающуюся лазерной и плазменной резкой, и они решали мою проблему. В какой-то момент мне надоело ждать по 5-7 дней, пока исполнят заказ, ездить по пробкам за вырезанными деталями, искать на производстве кладовщика, чтобы забрать заказ и вот это вот все. Человеческий фактор тоже никто не отменял: то подрядчик что-то вырезать забудет, то сам накосячишь с заказом, и приходится по новой ждать, пока вырежут недостающие позиции. Ну и, наконец, ползучий рост цен на все сделал свое дело, и однажды стало понятно, что заказывать резку на стороне становится просто не выгодно.
Пришло время делать ЭТО — строить станок плазменной резки с ЧПУ.
Просмотрев пару сотен различных видео на Youtube и изучив существующие подходы к строительству подобных станков в гаражных условиях, я решил, что при постройке станка буду максимально экономить на механической части и везде, где только возможно, обходиться материалами, которые можно купить в магазине или на строительном рынке. А вот на электронной части, наоборот экономить не буду.
Основная масса проблем, с которой сталкиваются самодеятельные станкостроители, связана как раз с некорректной работой электроники станка. И часто именно она мешает закончить проект и довести его до стадии "боевой" эксплуатации. Поэтому было решено блок управления станком строить, не увлекаясь кроиловом, а механическую часть собирать с минимальным бюджетом и в дальнейшем модернизировать ее по мере необходимости.
Для тех кому интересны подробности, я изложил все соображения вот здесь:
Начал с разработки конструкции. Базу станка решил собирать из стандартного стального профиля сечением 40х40мм и 60х40мм. Конструкция модульная, что в перспективе облегчит доработку и модернизацию (а она 100% понадобится, потому что в таком сложном проекте сделать все сразу идеально невозможно).
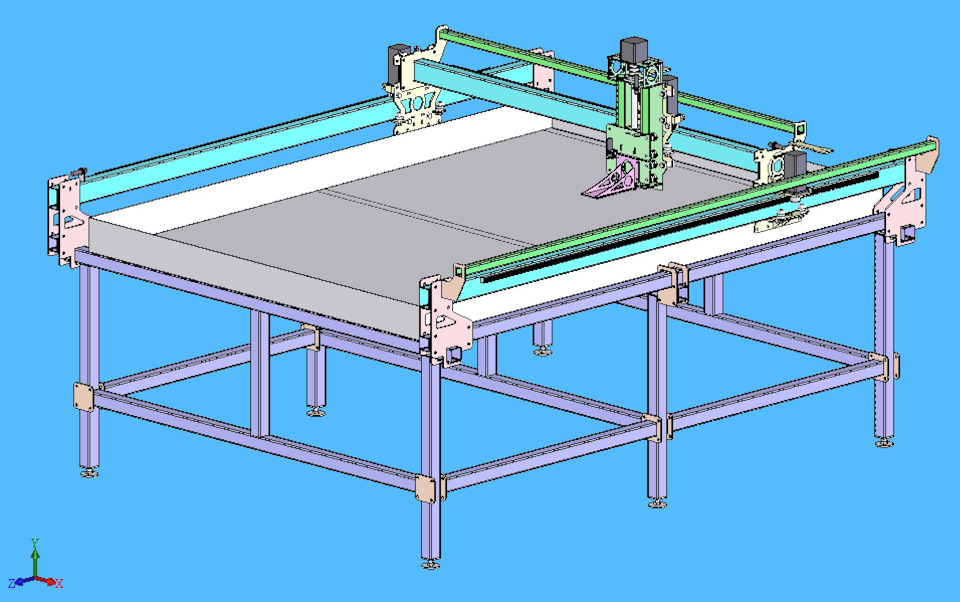
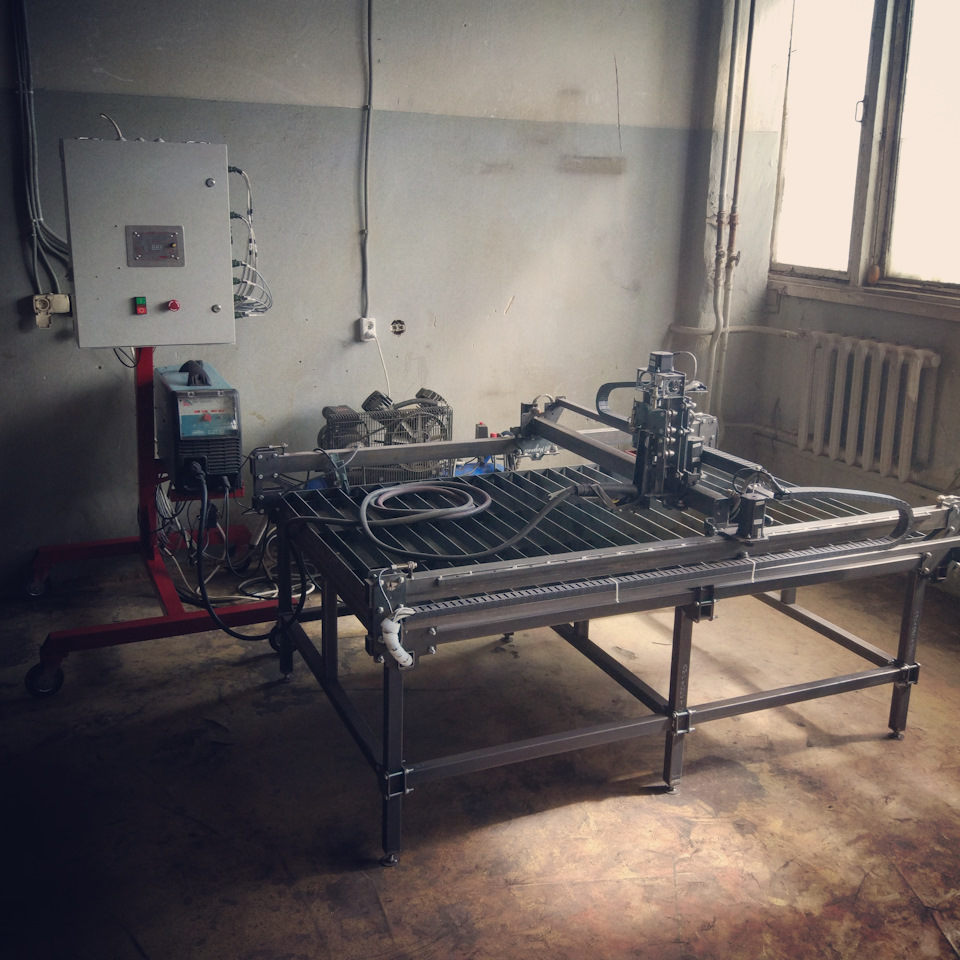
Начали с постройки стола, на который в дальнейшем будут устанавливаться все элементы станка:
Готовый стол. Собран из профиля 40х40. Сварки старались делать как можно меньше, чтобы избежать поводок. Все, что возможно, собирали на болтах с помощью заранее вырезанных лазером зажимных пластин. Такая технология сильно экономит время при сборке т.к. не требуется размечать и сверлить крепежные отверстия в элементах из профиля.

Ось Z собирали по тому же принципу. В качестве направляющих использовали стандартный профиль 25х25, из готовых элементов взяли только ШВП и подшипниковые блоки для поддержки ее вала.
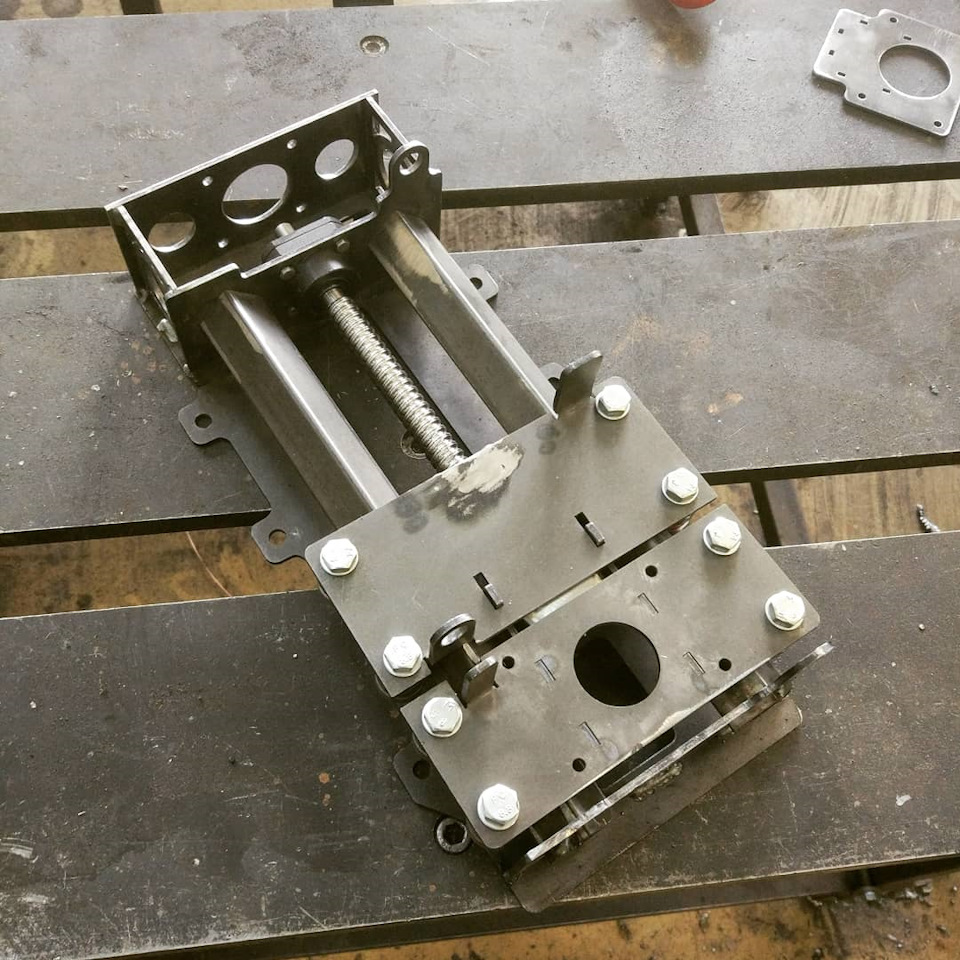
Процесс сборки оси Z:
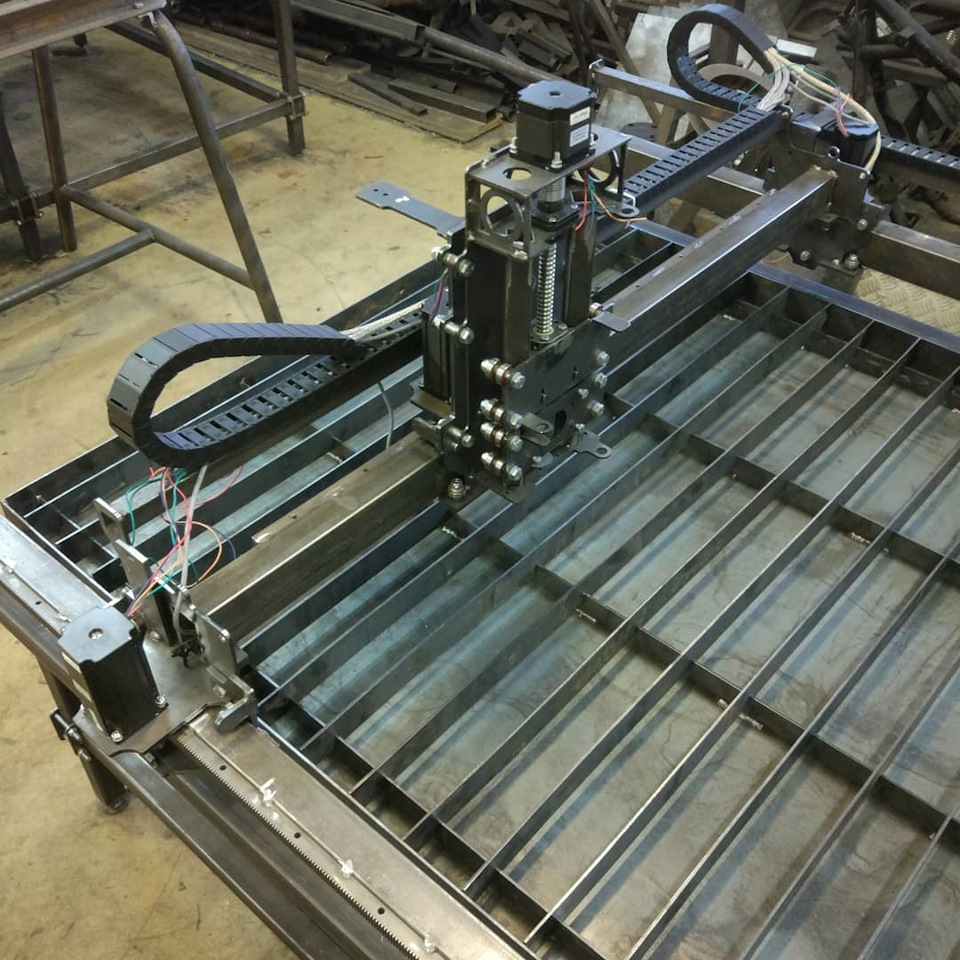
Далее пришла очередь сборки направляющих…
…и установки портала на стол:
Как я уже говорил, не все идеально получается с первого раза. Чаще всего сталкиваешься с неожиданными проблемами, которые приходится исправлять. Наш проект не стал исключением:
Последним этапом стала сборка водяного поддона. Поскольку возможности поставить мощную вытяжку для удаления продуктов горения металла у меня нет, я решил для сборки окалины использовать ванну с водой. Она не так удобна в использовании, как вытяжка, но у нее есть огромное преимущество с точки зрения пожарной безопасности.

Далее пришла очередь блока управления. Его решил разместить в специально для этих целей купленном готовом шкафу. Шкаф выбрал достаточно большой, т.к. драйверы шаговых двигателей сильно нагреваются при работе, и плотно упаковывать все это хозяйство не полезно. Большой шкаф, 2 приточных и 2 вытяжных вентилятора — это обеспечит нормальную температуру работы драйверов.

Прикинул размещение элементов на монтажной панели…
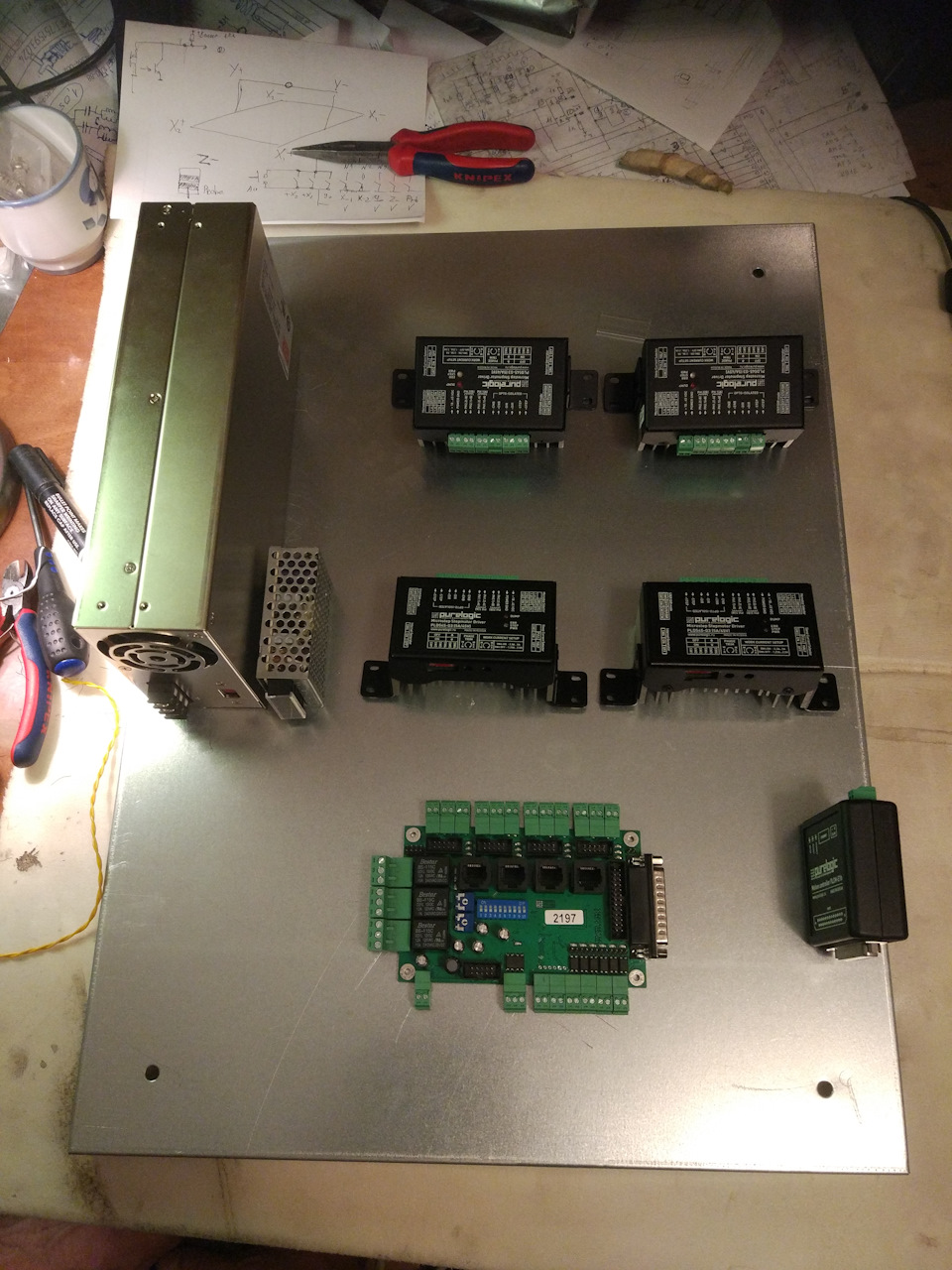
…и приступил к сборке.
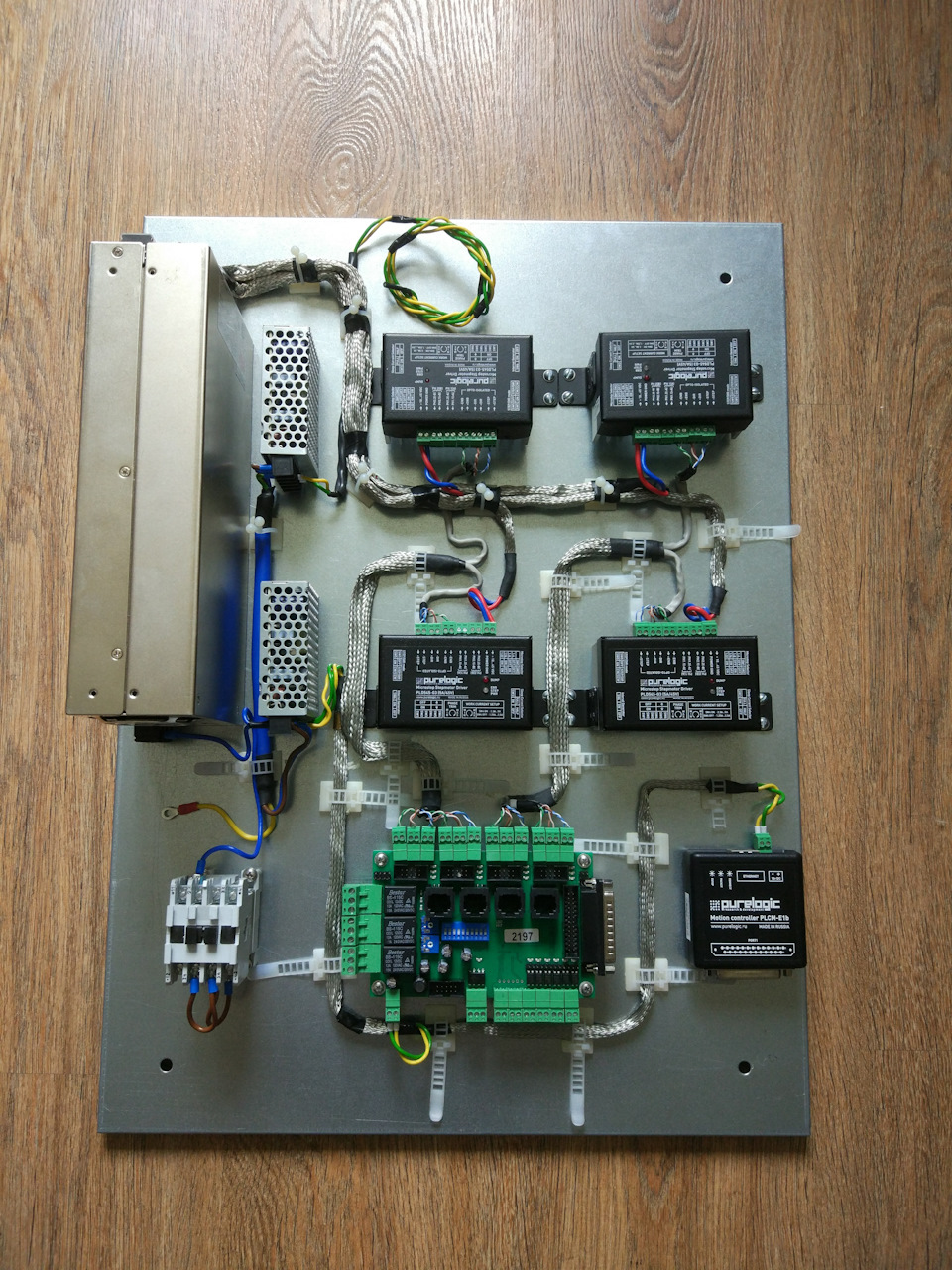
К сборке подошли весьма параноидально. Все сигнальные цепи были убраны в экранирующую оплетку, которая была заземлена на корпус:
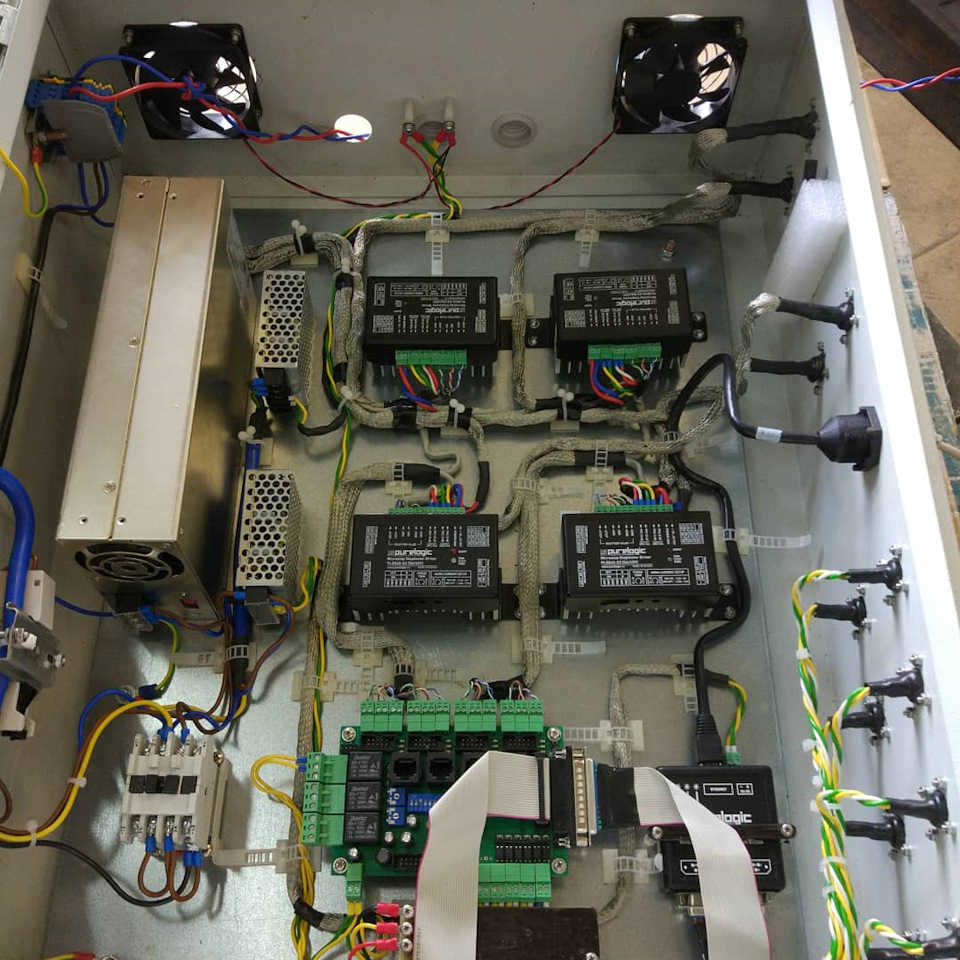
Блок автоматического контроля высоты плазмотрона приобрел готовым. Долго выбирал из нескольких вариантов, предлагаемых в РФ, рассматривал польский блок Proma, но в итоге остановился на блоке Владимира Егорова из Киева, т.к. он показался мне более удобным в плане подключения и работы.

При резке металла плазмой разрезаемый лист ведет при нагреве, и он начинает изгибаться (да и исходные листы приходят с металлобазы кривыми, как жизнь портовой шлюхи). Чтобы рез был качественным, необходимо, чтобы расстояние от поверхности листа до сопла горелки оставалось неизменным на всем протяжении работы. Блок контроля высоты следит за этим расстоянием и дает команды на подъем или опускание горелки по мере необходимости.

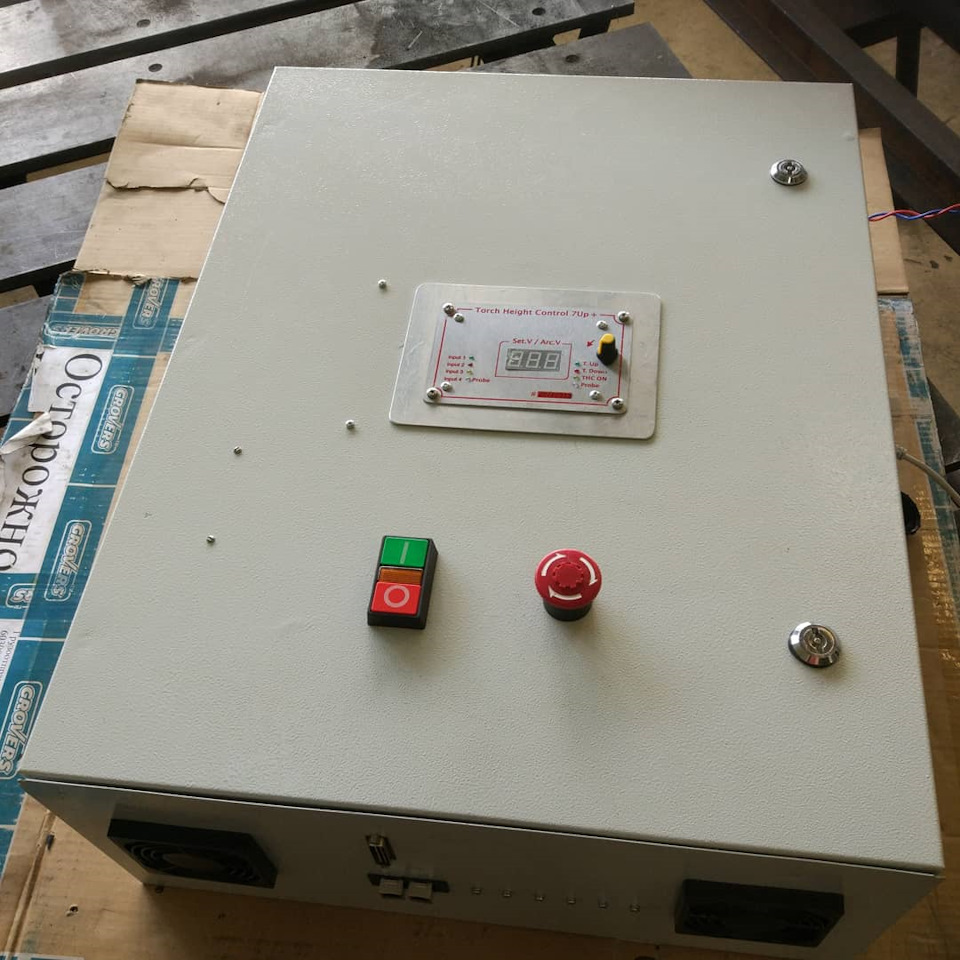
Лицевая панель шкафа выглядит скромно: кнопка включения питания, кнопка аварийной остановки и настройки блока контроля высоты:
Для блока управления нужна стойка. Ее сварили из профиля 60х60мм и поставили на колеса, чтобы было легко перемещать с места на место.

На стойке, кроме самого блока управления, закреплен и источник плазмы. У меня это Grovers Cut 60. Его главные достоинства — пневматический поджиг дуги и резка металла больших толщин (до 25мм с черновым качеством) при работе от 220В. У меня максимальная толщина резки будет 12мм, поэтому такого источника хватит с лихвой.

Станок управляется с компьютера программой Mach3. Я выбирал между Mach3, Linux CNC и Puremotion, но остановился на первом варианте. Одна из причин — большое количество информации по настройке данного пакета и весьма демократичная цена. Кроме того, мой станок управляется не через параллельный порт, а через ethernet. Производитель контроллера (Purelogic) не поддерживает LinuxCNC, поэтому от его использования пришлось отказаться, хотя этот пакет очень стабильно работает и бесплатен.
Тестирование станка начал с перемещений в ручном режиме
Настроил датчики хоуминга и возврат референтную точку:
Проверил, как станок исполняет реальный G-код. Вместо горелки закрепил маркер. Получился станок для рисования :-)
И, наконец, резка первой детали:
Готовый станок перенесли на подготовленное для него место:


Управляющий станком компьютер находится на противоположном конце мастерской. За счет того, что станок управляется по локальной сети сильно снизилось влияние на линии управления электромагнитных помех, возникающих при резке. Это в свою очередь исключило все трудно диагностируемые ошибки, на которые часто жалуются пользователи программы Mach3, и повысило стабильность работы всей системы.
Станок имеет рабочее поле 1500х1000мм. Т.е. можно взять стандартный лист 1500х3000 или 1500х6000, отрубить от него метровую полосу и работать. Конечно, идеально иметь станок, на который лист укладывается целиком, но я себе такого позволить не могу, т.к. ограничен размерами помещения и тем, что находится оно на 4 этаже, куда большой лист не затащить.
Главный вопрос, который меня волновал при постройке — какая в итоге получится точность с такими примитивными направляющими? Опыт показал, что для большинства стоящих передо мной задач точности достаточно. Фланцы, косынки, закладные, детали станков под сварку, вывески и декоративные элементы — все это режется без проблем, и существующие погрешности на результат не влияют. Да, это, конечно, не лазер. Да, конечно, точность резки еще можно повысить (и я со временем это сделаю). Зато теперь я могу резать детали БЫСТРО, многократно быстрее и точнее, чем вручную, даже с использование шаблонов. Экономия времени и сил колоссальная. Решение заморачиваться с постройкой станка было верным, и итоговый результат стоит потраченных времени и средств (я уже не говорю о полученном в процессе постройки опыте).
P.S. Для тех кому интересна данная тема вот здесь есть еще пара видео на тему данного станка:
Устройство блока управления:
Полный обзор станка и комментарии об опыте его двухмесячной эксплуатации
Метки: чпу, станок плазменной резки
Комментарии 78
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Хороший станок получился! Тоже сделал три года назад фрезер чпу 3,5*2 м. Теперь озадачился постройкой чпу плазмы. Поэтому вопрос: Что хотел бы поменять на сегодняшний день? Так сказать работа над ошибками. Просто хотел взять за основу Вашу модельку(подход очень понравился) и хотел уточнить все ли устраивает, особенно размеры рабочего поля.

Вообще эта конструкция через 3-4 месяца после начала эксплуатации была серьезно переделана. В первую очередь отказался от стальной профильной трубы в качестве направляющих. Посмотрите, чуть позже в блоге есть записи о модернизации этого станка. Для хоббийного станка, на котором учишься, стальной профиль — это неплохое решение, но для ежедневного использования на производстве (а у нас он работает именно так) оно не годится.
Второе, что было сделано — это отказ от китайского источника плазмы в пользу Hypertherm PMX 65. Надо было, конечно, брать 105-й или хотя бы 85-й, но все уперлось в бюджет. Вместе с источником заменил и блок автоматического контроля высоты (егоровский заменил на Purelogic). Hypertherm потребляет больше воздуха, и потребовался более производительный компрессор.
С тех пор никаких глобальных доработок больше не делалось.
Главное, что хотелось бы поменять на сегодня — это размер рабочего поля, потому что возможность положить лист 3000х1500 дает значительную экономию материала при серийном производстве. Но я сильно ограничен пространством мастерской, и 1500х1000 — это максимум, что я могу себе позволить на сегодня.
Второй принципиальный момент — глубина "ванны", куда наливается вода. Ее нужно делать раза в три глубже, т.е. примерно 120-150мм или даже все 200мм. При долгой интенсивной работе, особенно если резать толщины типа 12мм, будет очень много шлака и отходов — под них нужно место.
Также немного поменял бы конструкцию самого поддона, чтобы упростить слив воды в конце рабочей смены. И сделал бы слив из трубы 1.25" или даже 1.5" — чтобы быстрее опустошать ванну.
Третий момент, который хочется поменять — это увеличить жесткость станины. Портал весит довольно привычно, и при резке на больших скоростях, когда горелка резко тормозит и меняет направление, на станину передается приличный импульс, и по столу идет приличная вибрация. Не то, чтобы это катастрофически сказывалось на чистоте работы станке, но мне бы хотелось от этой вибрации уйти. На мой взгляд, столу нужно чуть больше жесткости.
И еще мне очень не хватает индуктивного поиска поверхности. Механический поиск (нажимом) слегка прогибает тонкие листы (от 3мм и меньше), в результате чего высота поджига дуги и рабочая высота резки устанавливается некорректно — это влияет на качество резки.
Огромное спасибо за развернутый ответ! Цена на Hypertherm реально конская, наверно он "вылит" из цельного куска золота. Молодцы, вложено много! Мне такой не потянуть(не по деньгам а просто нет необходимости, так как такой загрузки как у Вас- не будет). Но не вкладывая в производство- не будет результата. А какой именно блок у Purelogic посоветовали бы, исходя из своего опыта? Резать в основном буду от 2-8мм. на малых скоростях. Но так как являюсь перфекционистом, даже эту малость хочется делать на отлично. У меня резак Aurora AIRHOLD 45 26928. NEMA23 без редукторов не тянули? Еще раз спасибо!
Я брал блок THC1 — он наиболее универсален и полностью интегрируется с софтом Pumotix (от Mach3 я отказался при первой возможности), который я использую для управления станком. Огромным плюсом является возможность программного управления этим блоком прямо из G-кода и автоматической подстройки эталонного напряжения дуги под высоту резки и износ расходников.
NEMA23 без редукторов прекрасно справлялись, но редуктора дали очень хорошую плавность хода (никакой микрошаговый режим с этим не сравнится) и, главное, возможность гораздо быстрее разгонять и тормозить портал — это важно при резке отверстий и контуров, где траектория движения горелки резко меняет свое направление. Шаговые двигатели никогда не набирают скорость и не тормозят мгновенно — нужно время. Чем тяжелее портал и слабее двигатели, тем сложнее разогнать всю систему быстро. Редукторы решают эту проблему.
Hypertherm своих денег стоит, другое дело, что не всегда есть возможность такие деньги заплатить. У него много особенностей, которых нет у бюджетных китайских источников: пневмоподжиг, автоматическое поддержание оптимального давления воздуха, интерфейс обратной связи со станком, длительный срок жизни расходников (и большой ассортимент расходников для разных задач — и для обычной резки, и специально для тонкого металла). А главное, у него все заявленные характеристики честные — если написано, что может резать определенную толщину с определенной скоростью и заданным п/в, значит так и будет. И чистота реза будет идеальной. Большой плюс — это готовые технологические карты: открываешь книжечку, находишь в таблице параметры резки, соответствующие нужной толщине металла, и можно быть уверенным, что все будет резаться с пристойным качеством. Сколько я времени потратил, сколько материала и расходников извел со своим "китайцем", чтобы заставить его резать чисто… а потом просто подключил Hypertherm и с первых сантиметров получил желаемый результат, да еще и с вдвое более высокой скоростью (это к вопросу о заявляемых китайскими производителями характеристиках оборудования).
Помимо Hypertherm, конечно, есть и другие достойные производители, которые дешевле. Та же Cebora, например, или Helvi. Но я с ними не работал, поэтому ничего конкретного про них сказать не могу.
С вашим аппаратом главную проблему вижу в горелке — ручную горелку очень сложно корректно закрепить на оси Z. Главное требование — абсолютная перпендикулярность к поверхности рабочего стола. Если этого не добиться, края детали всегда будут скошены в одну сторону, а расходники будут преждевременно изнашиваться, потому что один край сопла из-за наклона всегда прогорает быстрее. Из-за этого и дуга будет расфокусироваться, что приведет к снижению качества реза. Вторая проблема — это малая скорость резки. 40А для 8мм стали это уже не грани приемлемой производительности. Резка на малой скорости означает, что даже простые контуры будут резаться медленнее, а дуга гореть дольше. Больше время горения дуги — быстрее износ, чаще замена. Я на своем "китайце" сопла за неделю работы десятками менял. Отчасти из-за высокой нагрузки на них, отчасти из-за того, что не получалось оптимальный режим работы подобрать — технологических карт к таким аппаратам никто не пишет.
Читайте также: