Плавка металла на индукционной плите
Плавка металла методом индукции широко применяется в разных отраслях: металлургии, машиностроении, ювелирном деле. Простая индукционная печь для плавки металла собирается в домашних условиях несложно, ее можно собрать своими руками, имея схемы и руководство.
Принцип действия
Нагрев и плавка металлов в индукционных печах происходят за счет внутреннего нагрева и изменения кристаллической решетки металла при прохождении через них высокочастотных вихревых токов. В основе этого процесса лежит явление резонанса, при котором вихревые токи имеют максимальное значение.
Чтобы вызвать протекание вихревых токов через расплавляемый металл, его помещают в зону действия электромагнитного поля индуктора — катушки. Она может иметь форму спирали, восьмерки или трилистника. Форма индуктора зависит от размеров и формы нагреваемой заготовки.
Катушка индуктора подключается к источнику переменного тока. В производственных плавильных печах используют токи промышленной частоты 50 Гц, для плавки небольших объемов металлов в ювелирном деле используют высокочастотные генераторы, как более эффективные.
Вихревые токи замыкаются по контуру, ограниченному магнитным полем индуктора. Поэтому нагрев токопроводящих элементов возможен как внутри катушки, так и с внешней ее стороны.
- Поэтому индукционные печи бывают двух типов:
Канальная печь слишком габаритная и рассчитана на промышленные объемы плавки металлов. Её используют при выплавке чугуна, алюминия и других цветных металлов.
Тигельная печь довольно компактна, ей пользуются ювелиры, радиолюбители, такую печь можно собрать своими руками и применять в домашних условиях.
Устройство

- Самодельная печь для плавки металлов имеет довольно простую конструкцию и состоит из трех основных блоков, помещенных в общий корпус:
Тигель помещают в индуктор, концы обмотки подключают к источнику тока. При протекании тока по обмотке вокруг нее возникает электромагнитное поле с переменным вектором. В магнитном поле возникают вихревые токи, направленные перпендикулярно его вектору и проходящие по замкнутому контуру внутри обмотки. Они проходят через металл, положенный в тигель, при этом нагревая его до температуры плавления.
Достоинства индукционной печи:
- быстрый и равномерный нагрев металла сразу после включения установки;
- направленность нагрева — греется только металл, а не вся установка;
- высокая скорость плавления и однородность расплава;
- отсутствует испарение легирующих компонентов металла;
- установка экологически чиста и безопасна.
В качестве генератора индукционной печи для плавки металла может быть использован сварочный инвертор. Также можно собрать генератор по представленным ниже схемам своими руками.
Печь для плавки металла на сварочном инверторе
Эта конструкция отличается простотой и безопасностью, так как все инверторы оборудованы внутренними защитами от перегрузок. Вся сборка печи в этом случае сводится к изготовлению своими руками индуктора.
Индуктор можно закрепить в корпусе из графита или текстолита и установить внутрь тигель. Можно просто поставить индуктор на термостойкую поверхность. Корпус не должен проводить ток, иначе замыкание вихревых токов будет проходить через него, и мощность установки снизится. По этой же причине не рекомендуется располагать в зоне плавления посторонние предметы.
При работе от сварочного инвертора его корпус нужно обязательно заземлять! Розетка и проводка должны быть рассчитаны на потребляемый инвертором ток.
В основе системы отопления частного дома лежит работа печи или котла, высокая производительность и долгий бесперебойный срок службы которых зависит как от марки и установки самих отопительных приборов, так и от правильного монтажа дымохода.
В этой статье вы найдёте рекомендации по выбору твердотопливного котла, а в следующей — познакомитесь с видами и правилами установки дымохода:
Индукционная печь на транзисторах: схема
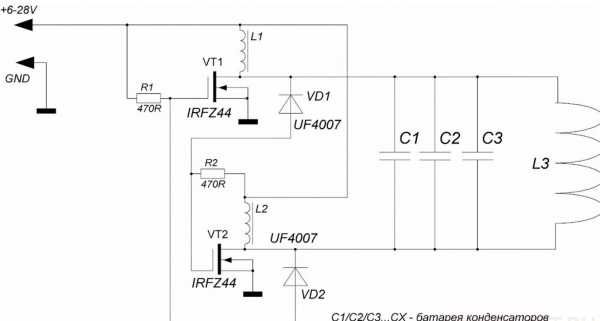
Существует множество различных способов собрать индукционный нагреватель своими руками. Достаточно простая и проверенная схема печи для плавки металла представлена на рисунке:

- Чтобы собрать установку своими руками, понадобятся следующие детали и материалы:
Последовательность сборки своими руками:
- Полевые транзисторы устанавливают на радиаторы. Поскольку схема в процессе работы сильно греется, радиатор должны быть достаточно большими. Можно установить их и на один радиатор, но тогда нужно изолировать транзисторы от металла с помощью прокладок и шайб из резины и пластика. Распиновка полевых транзисторов приведена на рисунке.

- Необходимо изготовить два дросселя. Для их изготовления медную проволоку диаметром 1,2 мм наматывают на кольца, снятые с блока питания любого компьютера. Эти кольца состоят их порошкового ферромагнитного железа. На них необходимо намотать от 7 до 15 витков проволоки, стараясь выдерживать расстояние между витками.

- Собирают перечисленные выше конденсаторы в батарею общей емкостью 4,7 мкФ. Соединение конденсаторов — параллельное.


- Выполняют обмотку индуктора из медной проволоки диаметром 2 мм. Наматывают на подходящий по диаметру тигля цилиндрический предмет 7-8 витков обмотки, оставляют достаточно длинные концы для подключения к схеме.
- Соединяют элементы на плате в соответствии со схемой. В качестве источника питания используют аккумулятор на 12 В, 7,2 A/h. Потребляемый ток в режиме работы — около 10 А, емкости аккумулятора в этом случае хватит примерно на 40 минут.При необходимости изготовляют корпус печи из термостойкого материала, например, текстолита.Мощность устройства можно изменить, поменяв количество витков обмотки индуктора и их диаметр.
При продолжительной работе элементы нагревателя могут перегреваться! Для их охлаждения можно использовать вентилятор.
Индукционный нагреватель для плавки металла: видео
Индукционная печь на лампах

Более мощную индукционную печь для плавки металлов можно собрать своими руками на электронных лампах. Схема устройства приведена на рисунке.
Для генерации высокочастотного тока используются 4 лучевые лампы, соединенные параллельно. В качестве индуктора используется медная трубка диаметром 10 мм. Установка оснащена подстроечным конденсатором для регулировки мощности. Выдаваемая частота — 27,12 МГц.
Для сборки схемы необходимы:
- 4 электронные лампы — тетрода, можно использовать 6L6, 6П3 или Г807;
- 4 дросселя на 100…1000 мкГн;
- 4 конденсатора на 0,01 мкФ;
- неоновая лампа-индикатор;
- подстроечный конденсатор.
Сборка устройства своими руками:
Для всех любителей деликатесов, приготовленных методом холодного копчения, предлагаем узнать здесь как быстро и просто своими руками сделать коптильню, а тут познакомиться с фото и видео инструкцией по изготовлению генератора дыма для холодного копчения.
Охлаждение схемы
Промышленные плавильные установки оснащены системой принудительного охлаждения на воде или антифризе. Выполнение водяного охлаждения в домашних условиях потребует дополнительных затрат, сопоставимых по цене со стоимостью самой установки для плавки металла.
Выполнить воздушное охлаждение с помощью вентилятора можно при условии достаточно удаленного расположения вентилятора. В противном случае металлическая обмотка и другие элементы вентилятора будут служить дополнительным контуром для замыкания вихревых токов, что снизит эффективность работы установки.
Элементы электронной и ламповой схемы также способны активно нагреваться. Для их охлаждения предусматривают теплоотводящие радиаторы.
Индукционная печь для плавки металла — где купить и цены
Меры безопасности при работе
- Основная опасность при работе с самодельной установкой — опасность получения ожогов от нагреваемых элементов установки и расплавленного металла.
- Ламповая схема включает элементы с высоким напряжением, поэтому её нужно разместить в закрытом корпусе, исключив случайное прикосновение к элементам.
- Электромагнитное поле способно воздействовать на предметы, находящиеся вне корпуса прибора. Поэтому перед работой лучше надеть одежду без металлических элементов, убрать из зоны действия сложные устройства: телефоны, цифровые камеры.
Печь для плавки металлов в домашних условиях может использоваться также для быстрого нагрева металлических элементов, например, при их лужении или формовке. Характеристики работы представленных установок можно подогнать под конкретную задачу, меняя параметры индуктора и выходной сигнал генераторных установок — так можно добиться их максимальной эффективности.
Как своими руками собрать индукционную печь для плавки металла в домашних условиях
Как сделать плавильную печь из индукционной плиты

В повседневной жизни мы используем бытовые приборы и порой даже не задумываемся о принципах их действия. С развитием технического прогресса в жизнь входят новые разработки и устройства. Одним из таких является индукционная плита. Принцип её работы основывается на последовательном превращении энергии из электрической в электромагнитную, а затем в тепловую энергию. На данный момент ещё нет вариантов с большим КПД.
Плиты с индукцией имеют ряд особенностей.
- Быстрое нагревание при маленьком потреблении электроэнергии.
- Еда получается без дыма, запаха горечи и вредных микроэлементов.
- Плита нагревает только еду в посуде, поэтому обжечься об неё невозможно.
Дополнительным преимуществом индукционной плиты является возможность использования ее качеств в других целях, например, для создания плавильной печи.
Переделка индукционной плиты в плавильную печь

Если вам нужна маленькая плавильня не для крупных масштабов, а для собственных нужд объёмом на 1 л максимум, можно сделать ее из плитки индукционного типа.
Благодаря её преимуществам и способности превращать электромагнитные волны в энергию нагревания, она отлично подойдёт для таких целей.
Понадобится внести некоторые изменения в конструкцию, добавить несколько деталей, переделать корпус, и у вас получится то, что необходимо.
Такая модель, сделанная своими руками, будет очень удобна в использовании и сэкономит средства.
Важно! Процесс создания плавильной печи потребует знаний и времени, поэтому внимательно изучите все теоретические основы и ознакомьтесь с инструкцией. Если вы сомневаетесь, что сможете все выполнить, то лучше доверить это профессионалам.
Какие детали нужны для самодельной индукционной печи

Прежде чем приступить к изготовлению самодельной плавильной печи, основанной на принципе работы индукционной плиты, вам потребуется собрать нужные элементы. А в случае необходимости докупить недостающие детали.
Для работы потребуется следующее.
- Индукционная плита.
- Медная трубка диаметром 8 мм длиной 3 м.
- Конденсатор.
- Переключатель.
- Лампа накаливания для контроля.
- Тигель.
Совет. Качество и скорость плавления будут во многом определяться мощностью генератора, ламп и частоты, с которой осуществляется нагрузка.
Как сделать индукционную плавильню из плиты
- Из медной трубы необходимо скрутить индуктор, переходящий из плоского (в нижней части) в цилиндрический (наверху). Получается своеобразный стакан из медных витков. Сделайте его необходимого размера.
- Присоедините всю конструкцию согласно схеме электроприбора. Конденсатор и лампочку используйте параллельно в цепи.
- Чтобы приступить к работе, включите электроплиту в сеть, поместите в тигель, расположенный внутри индуктора, металл и нажмите на переключатель нашего изделия.
Такое устройство является наиболее простым и удобным в использовании. Оно не изменяет конструкции самой плитки, поэтому его может сделать каждый.
Справка. Температура составляет примерно 1000 °C, чего вполне достаточно даже для плавления серебра.
Полезные советы по изготовлению плавильной печи из индукционной плиты

Для правильного выполнения работ и достижения необходимого вам результата мы подскажем несколько полезных советов. Они пригодятся при изготовлении домашнего самодельного оборудования.
- Если вам необходима такая печь для обогрева помещения, используйте нихром, для плавки подойдёт графит в спирали.
- Чем больше частота и мощность, тем больше КПД. Но тут главное — не переусердствовать.
- В изделии используйте мощные лампочки, но не больше четырех в одной конструкции.
Конечно, по такой инструкции не получится собрать полноценную печь для плавки металлов. Такие конструкции просто не предназначены для подобных работ, но можно получить прибор для небольших нагрузок и маленького объёма. Этого вполне достаточно для личных нужд. Если же вам нужны бо́льшие результаты и производительность, то, несомненно, стоит подумать о приобретении качественной плавильни.
Как обмануть индукционную плиту

Прогресс не стоит на месте, и немало новшеств появляется в области бытовой техники. Индукционную плиту нельзя назвать новшеством в полном смысле слова — изобретение датируется 70-ми годами прошлого столетия. Широкое распространение эти плиты получили только в последние годы ввиду массы достоинств — высокого КПД, малой потребляемой мощности по сравнению с классической электроплитой, пожаробезопасности и удобства этого вида устройств. Есть, однако, и свои нюансы в их использовании. Иногда приходится обманывать индукционную плиту, о том зачем это делать и как, пойдёт речь далее в статье.
Зачем это нужно

Устройство требовательно относительно того, какая посуда используется в процессе приготовления. Должны выполняться следующие условия:
- Первое требование — по химическому составу материал, из которого она изготовлена, должен быть ферромагнетиком и проводить индукционные токи. Говоря проще, требуется металлическая посуда, причём такая, к которой магнит прилипает — именно таков критерий, подходит она или нет. Это может быть и эмалированная сталь, и пищевая нержавейка, и чугун, главное, чтоб материал проводил магнитные токи. Специальные комплекты индукционной посуды имеют соответствующую маркировку в виде значка, изображающего пружину, или надписи induction. Чтобы пользоваться алюминиевой, керамической или стеклянной посудой придётся обходить систему распознавания посредством индукционных дисков.
- Второе условие — плоское дно у используемой посуды, покрывающее более 70% рабочей поверхности плиты.
- И ещё — толщина используемой посуды должна быть минимум два миллиметра, в противном случае она может деформироваться в процессе эксплуатации, и плита также перестанет её «видеть». В случае несоблюдения этих условий, срабатывания электроники на плите не происходит, и процесс готовки не начинается.
Если посуда не соответствует данным требованиям, печь может её не распознать. В таких случаях придуманы некоторые хитрости, чтобы обмануть печь.
Что поможет обмануть индукционную плиту

Чтобы процесс нагрева пошёл, нужно ввести устройство в заблуждение, обеспечив выполнение вышеуказанных условий. Делается этот манёвр с помощью специальных дисков.
Что такое индукционные диски

На самом деле за этим мудрёным названием скрывается круглый диск, изготовленный из ферромагнетика, например, из нержавеющей стали, подходящего диаметра, чтобы перекрыть рабочую поверхность плиты, идеально плоский и достаточно толстый, чтобы не деформироваться при нагреве. Его можно приобрести в специализированном магазине, через интернет, либо сделать в домашних условиях из подручных материалов.
Внимание!
У этого решения есть небольшой минус — производительность плиты несколько падает за счёт отдачи диском части тепла в окружающую среду. Как результат — процесс приготовления пищи происходит медленнее, чем при использовании посуды напрямую, без диска.
Особенности использования индукционных дисков

Смысл процесса в том, что сначала происходит нагрев диска, установленного на рабочую поверхность, а затем тепло от него передаётся к стоящей на нём посуду.
Принцип работы индукционных печей. Принцип индукционного нагрева
Принцип индукционного нагрева заключается в преобразовании энергии электромагнитного поля, поглощаемой электропроводным нагреваемым объектом, в тепловую энергию.
В установках индукционного нагрева электромагнитное поле создают индуктором, представляющим собой многовитковую цилиндрическую катушку (соленоид). Через индуктор пропускают переменный электрический ток, в результате чего вокруг индуктора возникает изменяющееся во времени переменное магнитное поле. Это — первое превращение энергии электромагнитного поля, описываемое первым уравнением Максвелла.
Нагреваемый объект помещают внутрь индуктора или рядом с ним. Изменяющийся (во времени) поток вектора магнитной индукции, созданной индуктором, пронизывает нагреваемый объект и индуктирует электрическое поле. Электрические линии этого поля расположены в плоскости, перпендикулярной направлению магнитного потока, и замкнуты, т. е. электрическое поле в нагреваемом объекте носит вихревой характер. Под действием электрического поля, согласно закону Ома, возникают токи проводимости (вихревые токи). Это — второе превращение энергии электромагнитного поля, описываемое вторым уравнением Максвелла.
В нагреваемом объекте энергия индуктированного переменного электрического поля необратимо переходит в тепловую. Такое тепловое рассеивание энергии, следствием чего является нагрев объекта, определяется существованием токов проводимости (вихревых токов). Это — третье превращение энергии электромагнитного поля, причем энергетическое соотношение этого превращения описывается законом Ленца—Джоуля.
Описанные превращения энергии электромагнитного поля дают возможность:
1) передать электрическую энергию индуктора в нагреваемый объект, не прибегая к контактам (в отличие от печей сопротивления)
2) выделить тепло непосредственно в нагреваемом объекте (так называемая «печь с внутренним источником нагрева» по терминологии проф. Н. В. Окорокова), в результате чего использование тепловой энергии оказывается наиболее совершенным и скорость нагрева значительно увеличивается (по сравнению с так называемыми «печами с внешним источником нагрева»).
На величину напряженности электрического поля в нагреваемом объекте оказывают влияние два фактора: величина магнитного потока, т. е. число магнитных силовых линий, пронизывающих объект (или сцепленных с нагреваемым объектом), и частота питающего тока, т. е. частота изменений (во времени) магнитного потока, сцепленного с нагреваемым объектом.
Это дает возможность выполнить два типа установок индукционного нагрева, которые различаются и по конструкции и по эксплуатационным свойствам: индукционные установки с сердечником и без сердечника.
По технологическому назначению установки индукционного нагрева подразделяют на плавильные печи для плавки металлов и нагревательные установки для термической обработки (закалки, отпуска), для сквозного нагрева заготовок перед пластической деформацией (ковкой, штамповкой), для сварки, пайки и наплавки, для химико-термической обработки изделий и т. д.
По частоте изменения тока, питающего установку индукционного нагрева, различают:
1) установки промышленной частоты (50 Гц), питающиеся от сети непосредственно или через понижающие трансформаторы;
2) установки повышенной частоты (500-10000 Гц), получающие питание от электромашинных или полупроводниковых преобразователей частоты;
3) высокочастотные установки (66 000-440 000 Гц и выше), питающиеся от ламповых электронных генераторов.
Установки индукционного нагрева с сердечником
В плавильной печи (рис. 1) цилиндрический многовитковый индуктор, изготовленный из медной профилированной трубки, насаживают на замкнутый сердечник, набранный из листовой электротехнической стали (толщина листов 0,5 мм). Вокруг индуктора размещают огнеупорную керамическую футеровку с узким кольцевым каналом (горизонтальным или вертикальным), где находится жидкий металл. Необходимым условием работы является замкнутое электропроводное кольцо. Поэтому невозможно расплавить отдельные куски твердого металла в такой печи. Для пуска печи приходится в канал заливать порцию жидкого металла из другой печи или оставлять часть жидкого металла от предыдущей плавки (остаточная емкость печи).
Рис.1. Схема устройства индукционной канальной печи: 1 — индикатор; 2 — металл; 3 — канал; 4 — магнитопровод; Ф — основной магнитный поток; Ф1р и Ф2р — магнитные потоки рассеяния; U1 и I1 — напряжение и ток в цепи индуктора; I2 — ток проводимости в металле
В стальном магнитопроводе индукционной канальной печи замыкается большой рабочий магнитный поток и лишь небольшая часть полного магнитного потока, создаваемого индуктором, замыкается через воздух в виде потока рассеяния. Поэтому такие печи успешно работают на промышленной частоте (50 Гц).
В настоящее время существует большое число типов и конструкций таких печей, разработанных во ВНИИЭТО (однофазные и многофазные с одним и несколькими каналами, с вертикальным и горизонтальным закрытым каналом разной формы). Эти печи применяют для плавки цветных металлов и сплавов со сравнительно низкой температурой плавления, а также для получения высококачественного чугуна. При плавке чугуна печь используют либо в качестве копильника (миксера), либо в качестве плавильного агрегата. Конструкции и технические характеристики современных индукционных канальных печей приведены в специальной литературе.
Установки индукционного нагрева без сердечника
В плавильной печи (рис. 2) расплавляемый металл находится в керамическом тигле, помещенном внутрь цилиндрического многовиткового индуктора. Индуктор изготовляют из медной профилированной трубки, через которую пропускают охлаждающую воду. Узнать подробнее о конструкции индуктора можно здесь.
Отсутствие стального сердечника приводит к резкому увеличению магнитного потока рассеяния; число магнитных силовых линий, сцепляемых с металлом в тигле, будет крайне мало. Это обстоятельство требует соответствующего увеличения частоты изменения (во времени) электромагнитного поля. Поэтому для эффективной работы индукционных тигельных печей приходится питать их токами повышенной, а в отдельных случаях и высокой частоты от соответствующих преобразователей тока. Подобные печи имеют очень низкий естественный коэффициент мощности (cos φ=0,03-0,10). Поэтому необходимо применять конденсаторы для компенсации реактивной (индуктивной) мощности.
В настоящее время имеется несколько типов индукционных тигельных печей, разработанных во ВНИИЭТО в виде соответствующих размерных рядов (по емкости) высокой, повышенной и промышленной частоты, для плавки стали (тип ИСТ).

Рис. 2. Схема устройства индукционной тигельной печи: 1 — индуктор; 2 — металл; 3 — тигель (стрелками показана траектория циркуляции жидкого металла в результате электродинамических явлений)
Преимуществами тигельных печей являются следующие: выделяющееся непосредственно в металле тепло, высокая равномерность металла по химическому составу и температуре, отсутствие источников загрязнения металла (помимо футеровки тигля), удобство управления и регулирования процесса плавки, гигиеничность условий труда. Кроме этого, для индукционных тигельных печей характерны: более высокая производительность вследствие высоких удельных (на единицу емкости) мощностей нагрева; возможность плавить твердую шихту, не оставляя металл от предыдущей плавки (в отличие от канальных печей); малая масса футеровки по сравнению с массой металла, что уменьшает аккумуляцию тепловой энергии в футеровке тигля, снижает тепловую инерцию печи и делает плавильные печи этого типа исключительно удобными для периодической работы с перерывами между плавками, в частности для фасонно-литейных цехов машиностроительных заводов; компактность печи, что позволяет достаточно просто изолировать рабочее пространство от окружающей среды и осуществлять плавку в вакууме или в газовой среде заданного состава. Поэтому в металлургии широко применяют вакуумные индукционные тигельные печи (тип ИСВ).
Наряду с преимуществами у индукционных тигельных печей имеются следующие недостатки: наличие относительно холодных шлаков (температура шлака меньше температуры металла), затрудняющих проведение рафинировочных процессов при выплавке качественных сталей; сложное и дорогое электрооборудование; низкая стойкость футеровки при резких колебаниях температуры вследствие небольшой тепловой инерции футеровки тигля и размывающего действия жидкого металла при электродинамических явлениях. Поэтому такие печи применяют для переплава легированных отходов с целью снижения угара элементов.
Использованная литература:
1. Егоров А.В., Моржин А.Ф. Электрические печи (для производства сталей). М.: «Металлургия», 1975, 352 с.
Читайте также: