Обработка металлических изделий механическая патент
Ремонт электронной бытовой техники, бытовых приборов, часов, металлоизделий бытового и хозяйственного назначения, предметов и изделий из металла, изготовление готовых металлических изделий хозяйственного назначения по индивидуальному заказу населения
Ремонт мебели и предметов домашнего обихода
Услуги в области фотографии
Ремонт, техническое обслуживание автотранспортных и мототранспортных средств, мотоциклов, машин и оборудования, мойка автотранспортных средств, полирование и предоставление аналогичных услуг
Оказание автотранспортных услуг по перевозке грузов автомобильным транспортом индивидуальными предпринимателями, имеющими на праве собственности или ином праве (пользования, владения и (или) распоряжения) транспортные средства, предназначенные для оказания таких услуг
Оказание автотранспортных услуг по перевозке пассажиров автомобильным транспортом индивидуальными предпринимателями, имеющими на праве собственности или ином праве (пользования, владения и (или) распоряжения) транспортные средства, предназначенные для оказания таких услуг, за исключением деятельности легкового такси и арендованных легковых автомобилей с водителем
Деятельность легкового такси и арендованных легковых автомобилей с водителем
Реконструкция или ремонт существующих жилых и нежилых зданий, а также спортивных сооружений
Услуги по производству монтажных, электромонтажных, санитарно-технических и сварочных работ
Услуги по остеклению балконов и лоджий, нарезке стекла и зеркал, художественной обработке стекла
Услуги в сфере дошкольного образования и дополнительного образования детей и взрослых
Услуги по присмотру и уходу за детьми и больными
Сбор тары и пригодных для вторичного использования материалов
Сдача в аренду (наем) собственных или арендованных жилых помещений, а также сдача в аренду собственных или арендованных нежилых помещений (включая выставочные залы, складские помещения), земельных участков
Изготовление изделий народных художественных промыслов
Услуги по переработке продуктов сельского хозяйства, лесного хозяйства и рыболовства для приготовления продуктов питания для людей и корма для животных, а также производство различных продуктов промежуточного потребления, которые не являются пищевыми продуктами
Производство и реставрация ковров и ковровых изделий
Ремонт ювелирных изделий, бижутерии
Чеканка и гравировка ювелирных изделий
Деятельность в области звукозаписи и издания музыкальных произведений
Услуги по уборке квартир и частных домов, деятельность домашних хозяйств с наемными работниками
Деятельность, специализированная в области дизайна, услуги художественного оформления
Проведение занятий по физической культуре и спорту
Услуги носильщиков на железнодорожных вокзалах, автовокзалах, аэровокзалах, в аэропортах, морских, речных портах
Услуги платных туалетов
Услуги по приготовлению и поставке блюд для торжественных мероприятий или иных событий
Оказание услуг по перевозке пассажиров водным транспортом
Оказание услуг по перевозке грузов водным транспортом
Услуги, связанные со сбытом сельскохозяйственной продукции (хранение, сортировка, сушка, мойка, расфасовка, упаковка и транспортировка)
Услуги, связанные с обслуживанием сельскохозяйственного производства (механизированные, агрохимические, мелиоративные, транспортные работы)
Деятельность по благоустройству ландшафта
Охота, отлов и отстрел диких животных, в том числе предоставление услуг в этих областях, деятельность, связанная со спортивно-любительской охотой
Занятие медицинской деятельностью или фармацевтической деятельностью лицом, имеющим лицензию на указанные виды деятельности, за исключением реализации лекартвенных препаратов, подлежащих обязательной маркировке средствами идентификации, в том числе контрольными (идентификационными) знаками в соответствии с Федеральным законом от 12 апреля 2010 года N 61-ФЗ "Об обращении лекарственных средств"
Осуществление частной детективной деятельности лицом, имеющим лицензию
Услуги по прокату
Услуги экскурсионные туристические
Организация обрядов (свадеб, юбилеев), в том числе музыкальное сопровождение
Организация похорон и предоставление связанных с ними услуг
Услуги уличных патрулей, охранников, сторожей и вахтеров
Розничная торговля, осуществляемая через объекты стационарной торговой сети, имеющие торговые залы
Розничная торговля, осуществляемая через объекты стационарной торговой сети, не имеющие торговых залов, а также через объекты нестационарной торговой сети
Услуги общественного питания, оказываемые через объекты организации общественного питания
Услуги общественного питания, оказываемые через объекты организации общественного питания , не имеющие зала обслуживания посетителей
Оказание услуг по забою и транспортировке скота
Производство кожи и изделий из кожи
Сбор и заготовка пищевых лесных ресурсов, недревесных лесных ресурсов и лекарственных растений
Переработка и консервирование фруктов и овощей
Производство молочной продукции
Растениеводство, услуги в области растениеводства
Производство хлебобулочных и мучных кондитерских изделий
Рыболовство и рыбоводство, рыболовство любительское и спортивное
Лесоводство и прочая лесохозяйственная деятельность
Деятельность по письменному и устному переводу
Деятельность по уходу за престарелыми и инвалидами
Сбор, обработка и утилизация отходов, а также обработка вторичного сырья
Резка, обработка и отделка камня для памятников
Разработка компьютерного программного обеспечения, в том числе системного программного обеспечения, приложений программного обеспечения, баз данных, web-страниц, включая их адаптацию и модификацию
Ремонт компьютеров и коммуникационного оборудования
Предоставление услуг по ковке, прессованию, объемной и листовой штамповке и профилированию листового металла (группировка включает только услуги по ковке металлов)
Обработка металлов и нанесение покрытий на металлы (группировка включает только услуги по лужению; услуги по нанесению покрытий никелем, медью, хромом, драгоценными металлами электролитическим и химическим методами)
Обработка металлических изделий механическая (группировка включает только услуги по обработке металлических изделий с использованием прочих основных технологических процессов машиностроения)
Изготовление кухонной мебели по индивидуальному заказу населения
Изготовление прочей мебели и отдельных мебельных деталей, не включенных в другие группировки по индивидуальному заказу населения
Строительство жилых и нежилых зданий (группировка включает только работы по возведению жилых зданий; работы строительные по возведению нежилых зданий и сооружений (работы по строительству новых объектов, возведению пристроек, реконструкции и ремонту зданий); строительство инженерных коммуникаций для водоснабжения и водоотведения, газоснабжения (группировка включает только работы строительные по прокладке местных трубопроводов; работы по бурению водозаборных скважин или отрывке колодцев, требующие специальной квалификации; работы строительные по строительству оросительных систем (каналов), водоводов и водоводных конструкций, водоочистных станций, станций очистки сточных вод и насосных станций); производство прочих строительно-монтажных работ (группировка включает только работы изоляционные; работы по установке оград, заборов, защитных перильных и аналогичных ограждений); производство штукатурных работ; работы столярные и плотничные; работы по устройству покрытий полов и облицовке стен; производство малярных и стекольных работ; производство кровельных работ (группировка включает только работы кровельные прочие); работы строительные специализированные прочие, не включенные в другие группировки (группировка включает только работы гидроизоляционные; работы бетонные и железобетонные; работы каменные и кирпичные; работы строительные по строительству открытых плавательных бассейнов; работы строительные по устройству декоративных каминов, печей, очагов, дымоходов, газоходов; работы строительные специализированные прочие, не включенные в другие группировки)
Разработка строительных проектов; производство прочих отделочных и завершающих работ (группировка включает только работы отделочные декоративные); деятельность по благоустройству ландшафта
ШЛИФОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ Российский патент 2016 года по МПК B24B7/12 B24B27/04
Изобретение относится к шлифовальному устройству для шлифования металлического изделия, в частности непрерывно-литого сляба, заготовки квадратного сечения или слитка.
Непрерывно-литые изделия, в частности слябы, в большинстве случаев после непрерывной отливки подвергаются поверхностной обработке шлифованием, чтобы при дальнейшей обработке изделия достичь достаточного качества. При шлифовании непрерывно-литого сляба он обычно в реверсивном движении перемещается возвратно-поступательно в продольном направлении под шлифовальным устройством (шлифовальным агрегатом). В конце каждого реверсивного движения шлифовальное устройство совершает периодическое движение поперечной подачи, пока вся поверхность сляба не будет отшлифована. Во время шлифования сляб устанавливается на шлифовальном столе, опираясь на него своей длинной широкой стороной.
Устройство для шлифования слябов такого типа описано в ЕР 0053274 А.
При так называемом НР-шлифовании (High-Pressure-шлифовании - шлифование под высоким давлением) сляба по экономическим соображениям должна достигаться достаточная скорость съема металла. При этом производительность шлифования повышается за счет увеличения ширины шлифовального круга, если одновременно повышается мощность привода двигателя, например с 315 кВт до 630 кВт при удвоении ширины шлифовального круга; за счет этого можно поддерживать постоянной удельную мощность двигателя по отношению к ширине шлифовального круга. Однако ширина шлифовального круга ограничена процессом его изготовления и прочностью его связки; на практике шлифовальные круги шириной более 150 мм не используются.
Поэтому стало известным использование нескольких, в частности двух, шлифовальных кругов рядом друг с другом на одном шлифовальном шпинделе. Однако при этом возникает следующий недостаток: при шлифовании зона контакта между шлифовальным кругом и шлифуемым изделием перемещается по ширине шлифовального круга, а именно периодически перемещается возвратно-поступательно, что обусловлено реверсированием сляба, от соответственно внешней кромки шлифовального круга к его середине. Поэтому расширение зоны контакта и повышение мощности привода необязательно приводят к желаемому повышению производительности шлифования, а, при определенных условиях, лишь к повышению стойкости шлифовального круга (кругов).
Следовательно, нельзя исходить из того, что использование сдвоенных шлифовальных кругов на одном приводном шпинделе при удвоенной мощности привода также приведет к удвоенной скорости съема.
В основе изобретения лежит задача создания шлифовального устройства, у которого упомянутое повышение мощности привода привело бы непосредственно к повышению скорости съема. В соответствии с этим должна быть повышена рентабельность процесса шлифования металлических изделий, таких как слябы, заготовки квадратного сечения и слитки.
Эта задача решается, согласно изобретению, за счет того, что шлифовальное устройство содержит по меньшей мере два шлифовальных агрегата, причем каждый шлифовальный агрегат содержит несущее устройство для шлифовального блока, шлифовальный блок содержит по меньшей мере один приводимый во вращение шлифовальный круг, и шлифовальные круги расположены так, что их оси вращения параллельны друг другу.
Несущее устройство установлено предпочтительно с возможностью поворота вокруг оси, которая параллельна оси вращения шлифовального круга и расположена на расстоянии от нее. При этом могут быть предусмотрены средства, с помощью которых можно регулировать расстояние между осью поворота несущего устройства и осью вращения шлифовального круга. Эти средства для регулирования расстояния могут быть выполнены предпочтительно в виде эксцентрика.
В одном альтернативном решении предусмотрено, что каждое несущее устройство включает в себя линейную направляющую, с помощью которой можно перемещать шлифовальный круг перпендикулярно его оси вращения и предпочтительно горизонтально.
Кроме того, каждый шлифовальный агрегат может содержать нагрузочное устройство для приложения определенного прижимного усилия шлифовального круга к металлическому изделию, причем нагрузочное устройство включает в себя, в частности, цилиндро-поршневую систему для приложения усилия шлифования.
Шлифовальные агрегаты могут быть установлены с возможностью поворота сообща вокруг оси, которая расположена перпендикулярно оси вращения шлифовальных кругов и вертикально, причем ось поворота лежит предпочтительно в зоне шлифовальных кругов, в частности между шлифовальными кругами обоих шлифовальных агрегатов.
Шлифовальные круги шлифовальных агрегатов расположены предпочтительно непосредственно рядом друг с другом. Они могут иметь разную зернистость и/или структуру.
Шлифовальный круг может приводиться во вращение приводным двигателем без промежуточного редуктора или прочих элементов преимущественно напрямую.
Благодаря предложенному решению достигается то, что повышение мощности привода шлифовального устройства непосредственно приводит к пропорциональному повышению мощности шлифования (скорости шлифования). Это позволяет распределить мощность шлифования по шлифовальным кругам так, что каждый шлифовальный круг имеет собственную зону контакта.
Пример осуществления изобретения изображен на чертежах, на которых представляют:
фиг. 1 - схематичный вид сбоку шлифовального агрегата шлифовального устройства;
фиг. 2 - схематичный вид «Х» шлифовального агрегата по фиг. 1;
фиг. 3 - схематичный вид сверху на шлифовальное устройство с двумя шлифовальными агрегатами;
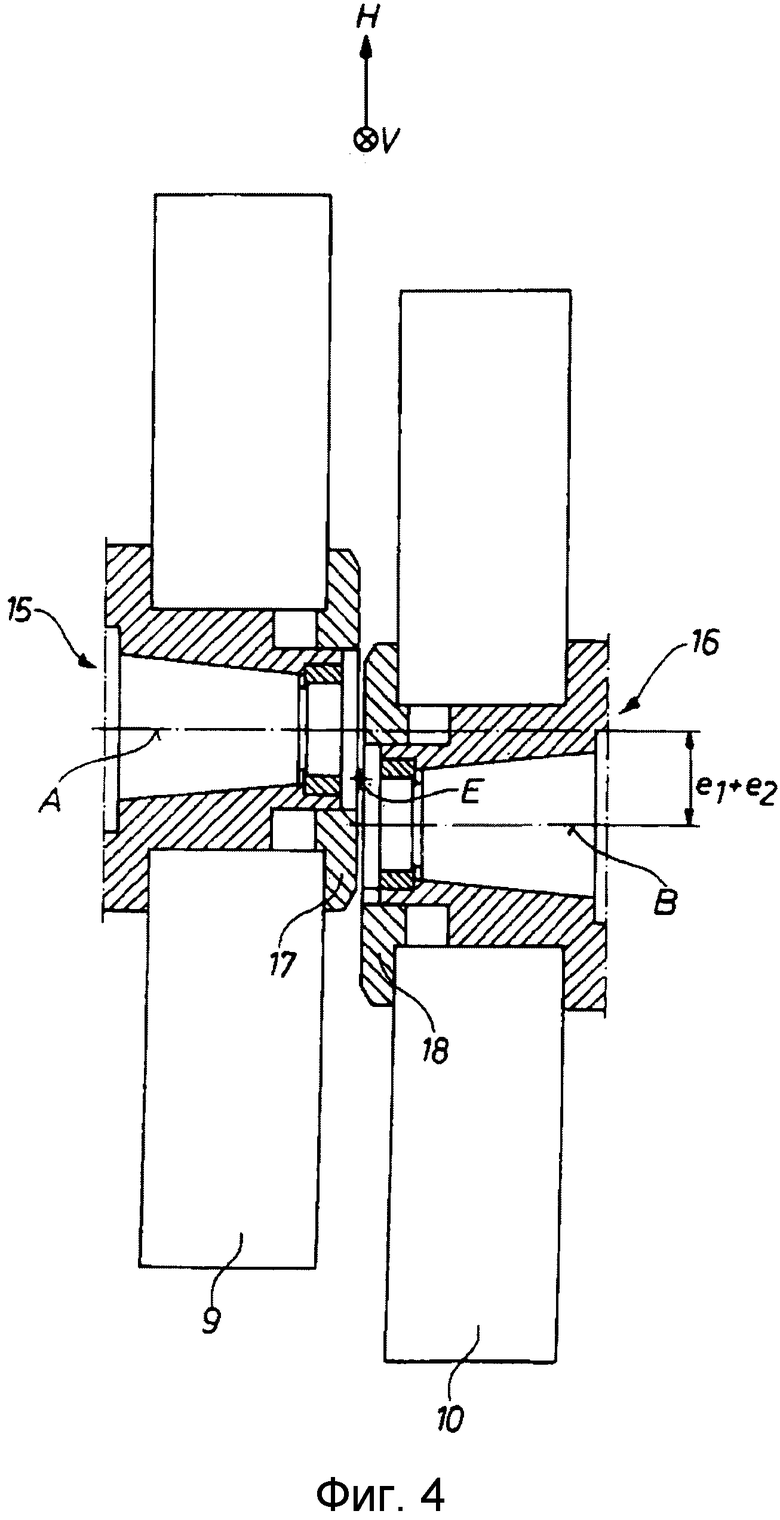
фиг. 4 - увеличенный вид зоны шлифовальных кругов шлифовального устройства по фиг. 3.
На фиг. 1 и 2 изображен шлифовальный агрегат 3, 4, являющийся составной частью шлифовального устройства 1, изображенного на фиг. 3.
Шлифовальный агрегат 3, 4 содержит несущее устройство 5, 6, выполненное в виде маятниковой консоли с противовесом 19. Несущее устройство 5 установлено с возможностью поворота вокруг оси C, D. Шлифовальный агрегат 3, 4 содержит шлифовальный блок 7, 8 и шлифовальный круг 9, 10, приводимый во вращение непосредственно приводным двигателем 11, 12. Шлифовальный круг вращается вокруг оси А, В.
Для воздействия нужного прижимного усилия F на шлифуемое металлическое изделие 2 предусмотрено лишь схематично обозначенное нагрузочное устройство 14, выполненное, например, в виде цилиндро-поршневой системы.
Схематично обозначены также средства 13, с помощью которых можно изменять расстояние между осью поворота C, D и осью вращения А, В. В данном случае ось вращения А, В можно настраивать или смещать относительно оси поворота C, D в горизонтальном направлении Н посредством эксцентрика.
Шлифуемый материал, то есть металлическое изделие 2, возвратно-поступательно перемещается под шлифовальным кругом 9, 10, что обозначено направлением движения G изделия 2.
На фиг. 3 изображено все шлифовальное устройство 1, причем также обозначено направление движения G, совершаемого изделием 2 во время хода шлифования. Видно, что оба несущих устройства 5, 6, то есть обе маятниковые консоли, расположены параллельно друг другу, а на их концах расположено по одному шлифовальному блоку 7, 8 со шлифовальным кругом 9, 10. Посредством лишь схематично обозначенного эксцентрика 14 можно изменять положение шлифовального круга 9, 10 в горизонтальном направлении, то есть можно незначительно изменять расстояние а, b между осью поворота C, D несущего устройства 5, 6 и осью вращения А, В шлифовального круга 9, 10. Созданное эксцентриком 14 смещение в горизонтальном направлении Н обозначено е1 и е2. Если оба эксцентрика обоих несущих устройств 5, 6 настраиваются со смещением по отношению друг к другу в направлении горизонтали Н, то между шлифовальными кругами 9, 10 возникает расстояние в горизонтальном направлении Н, соответствующее сумме е1 и е2.
Кроме того, предусмотрено, что все шлифовальное устройство 1 может поворачиваться вокруг оси Е, проходящей в вертикальном направлении V. Угол поворота относительно продольной оси (перпендикулярно оси поворота C, D и в данном случае в горизонтальном направлении Н) обозначен α и составляет 90°. При этом ось вращения Е находится между обоими шлифовальными кругами 9, 10.
На фиг. 4 видно стремление разместить оба шлифовальных круга 9, 10 как можно ближе друг к другу. Они установлены на посадочном приспособлении 15, 16. Фиксация шлифовальных кругов 9, 10 происходит посредством крепежного кольца 17, 18. Между обоими шлифовальными кругами 9, 10 имеется лишь узкий зазор. В соответствии с этим между ними имеется минимально возможное расстояние, которое ограничено только шириной крепежных колец 17, 18 и небольшим свободным пространством между ними.
В частности, если шлифование осуществляется под углом α 0-90°, предпочтительно 45-90°, то оба шлифовальных круга 9, 10 шлифуют друг за другом с соответственно отдельными зонами контакта с изделием 2.
Если оба (или более) шлифовальных круга выполнены с разной зернистостью и/или структурой, то предпочтительным образом можно осуществлять одновременно две операции. Так, шлифовальный круг с большим/более грубым зерном может выполнять сначала операцию чернового шлифования, за которой следует операция чистового шлифования, выполняемая шлифовальным кругом с более мелким зерном.
Предпочтительно предусмотрен непосредственный привод шлифовального круга, установленный непосредственно на приводном валу приводного электро- или гидродвигателя.
Также может быть предусмотрено, что привод осуществляется косвенно через редукторы, клиновые ремни, ходовые винты и подобное.
В этой связи следует отметить, что предпочтительно для каждого шлифовального агрегата предусмотрен шлифовальный блок с собственным приводным двигателем. Если предусмотрен названный косвенный тип привода, то возможно также, чтобы единственный приводной двигатель приводил во вращение по меньшей мере два шлифовальных круга.
Если должна выполняться операция вышлифовывания дефектов или другая специальная шлифовальная операция, то может быть предусмотрено использование только одного шлифовального круга.
Каждый из шлифовальных блоков 7, 8 может быть оснащен более чем одним шлифовальным кругом 9, 10.
Перечень ссылочных позиций
1 - шлифовальное устройство
2 - металлическое изделие (сляб, заготовка квадратного сечения, слиток)
3 - шлифовальный агрегат
4 - шлифовальный агрегат
5 - несущее устройство (маятниковая консоль)
6 - несущее устройство (маятниковая консоль)
7 - шлифовальный блок
8 - шлифовальный блок
9 - шлифовальный круг
10 - шлифовальный круг
11 - приводной двигатель
12 - приводной двигатель
13 - средство для регулирования расстояния (эксцентрик)
14 - нагрузочное устройство (цилиндропоршневая система для приложения усилия шлифования)
15 - посадочное приспособление для шлифовального круга
16 - посадочное приспособление для шлифовального круга
17 - крепежное кольцо
18 - крепежное кольцо
А - ось вращения шлифовального круга
В - ось вращения шлифовального круга
С - ось поворота несущего устройства
D - ось поворота несущего устройства
Е - ось поворота шлифовального устройства
G - направление движения металлического изделия
F - прижимное усилие
H - горизонтальное направление
V - вертикальное направление
Похожие патенты RU2574567C2
- Шиллер,Гюнтер
- Хофманн, Карл Роберт
- Юнкер, Эрвин
- Юнкер, Эрвин
- Юнкер, Эрвин
- Химмельсбах Георг
- С. Дейл Кристи[Us]
- Чарльз В. Тафф[Us]
- Джеми Ф. Позо[Us]
- Юнкер, Эрвин
- Юнкер Эрвин
- Налян Ашот Арутюнович
- Налян Григор Арутюнович
Иллюстрации к изобретению RU 2 574 567 C2
Реферат патента 2016 года ШЛИФОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ
Изобретение относится к машиностроению и может быть использовано для шлифования металлических изделий, в частности непрерывно-литых слябов, заготовок квадратного сечения или слитков. Шлифовальное устройство содержит по меньшей мере два шлифовальных агрегата с несущим устройством для шлифовального блока, содержащего по меньшей мере один приводимый во вращение шлифовальный круг. Шлифовальные круги расположены непосредственно рядом друг за другом так, что их оси вращения проходят параллельно друг другу в горизонтальном направлении и на заданном расстоянии друг от друга. В результате обеспечивается высокая скорость шлифования металлических изделий. 8 з. п. ф-лы, 4 ил.Формула изобретения RU 2 574 567 C2
1. Шлифовальное устройство (1) для шлифования металлического изделия, в частности непрерывно-литого сляба, заготовки квадратного сечения или слитка, содержащее по меньшей мере два шлифовальных агрегата (3, 4) с несущим устройством (5, 6) для шлифовального блока (7, 8), причем шлифовальный блок содержит по меньшей мере один приводимый во вращение шлифовальный круг (9, 10), отличающееся тем, что шлифовальные круги (9, 10) шлифовальных агрегатов (3, 4) расположены непосредственно рядом друг за другом так, что их оси (А, В) вращения проходят параллельно друг другу в горизонтальном направлении и на заданном расстоянии друг от друга.
2. Устройство по п. 1, отличающееся тем, что каждое несущее устройство (5, 6) установлено с возможностью поворота вокруг оси (С, D), которая параллельна оси (А, В) вращения шлифовального круга (9, 10) и расположена на расстоянии (а, b) от нее.
3. Устройство по п. 2, отличающееся тем, что предусмотрены средства (13), выполненные с возможностью регулирования расстояния (а, b) между осью (С, D) поворота несущего устройства (5, 6) и осью (А, В) вращения шлифовального круга (9, 10).
4. Устройство по п. 3, отличающееся тем, что средства (13) для регулирования расстояния (а, b) включают в себя эксцентрик.
5. Устройство по п. 1, отличающееся тем, что каждое несущее устройство (5, 6) включает в себя линейную направляющую, выполненную с возможностью перемещения шлифовального круга (9, 10) перпендикулярно его оси вращения (А, В).
6. Устройство по любому из пп. 1-5, отличающееся тем, что каждый шлифовальный агрегат (3, 4) содержит нагрузочное устройство (14) для приложения определенного прижимного усилия (F) шлифовального круга (9, 10) к металлическому изделию (2), причем нагрузочное устройство (14) включает в себя, в частности, цилиндропоршневую систему для приложения усилия шлифования.
7. Устройство по любому из пп. 1-5, отличающееся тем, что шлифовальные агрегаты (3, 4) установлены с возможностью поворота совместно вокруг оси (Е), которая расположена перпендикулярно оси вращения (А, В) шлифовальных кругов (9, 10) и вертикально, причем ось поворота (Е) лежит предпочтительно в зоне шлифовальных кругов (9, 10), в частности между шлифовальными кругами (9, 10) обоих шлифовальных агрегатов (3, 4).
8. Устройство по любому из пп. 1-5, отличающееся тем, что шлифовальные круги (9, 10) шлифовальных агрегатов (3, 4) имеют разную зернистость и/или структуру.
9. Устройство по любому из пп. 1-5, отличающееся тем, что шлифовальный круг (9, 10) установлен с возможностью приведения во вращение напрямую приводным двигателем (11, 12) без промежуточного редуктора.
Способ механической обработки
Изобретение относится к машиностроению в части лезвийного резания с предшествующим упрочнением, шлифованием или перерезанием волокон композитных деталей. Способ включает резание лезвийным инструментом и опережающее использование инструмента для формоизменения поверхности резания, который для сокращения длительности технологического цикла, повышения качества ювенильной поверхности детали и/или эксплуатационных характеристик лезвийного инструмента устанавливают в области перехода поверхности резания в обработанную поверхность детали. Инструмент для формоизменения поверхности резания может быть выполнен в виде деформирующего ролика, одна коническая поверхность которого предназначена для пластического деформирования поверхности резания, а другая - для упрочнения поверхности детали; или шлифовального круга, установленного диаметрально противоположно лезвийному инструменту, выполненному в виде резца. При этом шлифовальный круг может быть конической формы, причем одна коническая поверхность круга предназначена для формоизменения поверхности резания, а другая - для шлифования поверхности детали. При обработке композитной детали шлифовальный круг может иметь тарельчатую форму и устанавливается с возможностью перерезания волокон композитной детали до их срезания резцом. 4 з.п.ф-лы, 3 ил.
Изобретение относится к машиностроению в части механической обработки и может использоваться всюду, где требуется регламентное качество обработанной поверхности детали.
Известен способ обработки резанием [1], согласно которому поверхность резания до основного срезания резцом формоизменяется конусообразным роликом, вершину которого "устанавливают на границе раздела твердого и мягкого слоев обрабатываемого материала", т.е. вблизи обрабатываемой поверхности заготовки с литейной коркой.
Недостатком известного способа, принятого за прототип, является невозможность упрочнения или шлифования ювенильной поверхности детали совместно с основным резанием, а также невозможность качественной обработки композитной (волоконной) детали.
Отмеченные и им сопутствующие недостатки прототипа устраняются расположением опережающего инструмента в области перехода поверхности резания в обработанную поверхность детали.
Существенность, новизна и полезность заявленного изобретения иллюстрируются графически.
На фиг. 1 представлен способ обработки резцом с опережающим упрочнением поверхности детали.
На фиг. 2 - это способ на фиг. 1, но с опережающим процессом шлифования.
На фиг. 3 изображен способ на фиг. 2, в котором шлифовальный круг формы "Т" перерезает волокна композитной детали до их срезания резцом.
Для воспроизводства способа механической обработки детали 1 (фиг. 1) в форме лезвийного резания, например токарным проходным резцом 2, с упрочнением поверхности детали, необходимо кроме технологических движений 3 использовать конический ролик 4, располагая его в области перехода поверхности резания 5 в обработанную поверхность 6 детали 7. Причем одна коническая поверхность ролика обеспечивает пластическое формоизменение поверхности резания деформированием, а другая упрочняет уже созданную поверхность детали.
При этом коническая поверхность 8 ролика, обеспечивающая упрочнение поверхности детали, идентична поверхности этой детали.
Механическая обработка резанием по фиг. 1 осуществляется следующим образом. Ролик 4 вершиной 9 пластически деформирует канавку 10, одна сторона которой принадлежит поверхности 5, а другая совпадает с поверхностью 6. После деформирования канавки 5 происходит основное резание резцом,в результате которого срезается припуск. При достаточности качества упрочнения поверхности 6 детали 7 вершина 11 резца 2 не принимает участие в процессе или лишь срезает гребни пластически деформированных волн от ролика 4 (на фиг. 1 волны не обозначены).
Технологические возможности заявленного способа механической обработки расширяются, если в качестве опережающего инструмента используется шлифовальный круг, установленный диаметрально противоположно лезвийному инструменту, например токарному проходному резцу (см. фиг. 2). Механическая обработка по фиг. 2 отличается от вышеописанной тем, что используется конусообразный шлифовальный круг 12, который, формируя канавку 10, шлифует поверхность 6 детали 7.
При этом резец 2 может выполняться составным из пластин 13 и 14.
При обработке композитной детали (см. фиг. 3) шлифовальный круг выполняется тарельчатой формы, который своей вершиной 9 опережает вершину 11 резца 2 на величину подачи S и шаг между волокнами 15 композитной детали 7. При этом круг 12 формы "Т" шлифует и волокна и матрицу 16 поверхности 6 детали 7 еще до основного резания резцом 2, изображенного в виде токарного проходного упорного.
Лабораторная апробация свидетельствует о материализации, предпочтительности и эфф ективности заявленного решения.
Источники информации 1. Авт. св. N 1274852, СССР, МПК B 23 B 1/00, 07.12.86. БИ N 45.
1. Способ механической обработки, включающий резание лезвийным инструментом и опережающее использование инструмента для формоизменения поверхности резания, отличающийся тем, что инструмент для формоизменения поверхности резания устанавливают в области перехода поверхности резания в обработанную поверхность детали.
2. Способ по п.1, отличающийся тем, что инструмент для формоизменения поверхности резания выполняют в виде деформирующего ролика, одна коническая поверхность которого предназначена для пластического деформирования поверхности резания, а другая - для упрочнения поверхности детали.
3. Способ по п.1, отличающийся тем, что инструмент для формоизменения поверхности резания выполняют в виде шлифовального круга, установленного диаметрально противоположно лезвийному инструменту, выполненному в виде резца.
4. Способ по п.3, отличающийся тем, что используют шлифовальный круг конической формы, причем одна коническая поверхность круга предназначена для формоизменения поверхности резания, а другая - для шлифования поверхности детали.
5. Способ по п.3, отличающийся тем, что при обработке композитной детали шлифовальный круг выполняют тарельчатой формы и устанавливают с возможностью перерезания волокон композитной детали до их срезания резцом.
Способ обработки металлического изделия и установка для его реализации

Изобретение относится к оборудованию и методам, используемым для удаления с поверхности металлических изделий различных загрязнений. При обработке металлического изделия осуществляют его протягивание через вакуумную камеру с электродуговым разрядом (ЭДР), возбуждаемым, по крайней мере, между одним анодом, размещенным в вакуумной камере, и металлическим изделием. Периодически проводят отключение рабочего анода в цепи ЭДР и замену его другим анодом, а отключенный анод подвергают механической очистке и/или очистке методом ЭДР. В процессе очистки контролируют параметры в цепи ЭДР и сравнивают их с номинальными значениями, а периодическую замену рабочего анода другим анодом производят при отклонении параметров в цепи ЭДР от номинальных значений, превышающем допустимую величину. Для реализации способа установка содержит вакуумную камеру с входным и выходным уплотнителями, систему протягивания металлического изделия через камеру, систему вакуумирования, систему возбуждения ЭДР с анодом и источником питания и устройство очистки. Система протягивания металлического изделия через камеру может быть выполнена в горизонтальном или в вертикальном исполнении. 2 н. и 6 з.п. ф-лы, 4 ил.
Предлагаемые способ и установка относятся к методам и оборудованию, используемым для удаления с поверхности металлических изделий окалины, ржавчины, оксидных пленок, органических смазок, различных загрязнений и поверхностных вкраплений с помощью электродугового разряда (ЭДР) в вакууме. Данный способ и устройство могут быть использованы на предприятиях черной и цветной металлургии, заводах по производству и обработке металлических лент, труб, проката различного сортамента, проволоки, тросов и корда.
Предшествующий уровень техники
Известны способы и устройства для обработки металлического изделия путем его протягивания через вакуумную камеру с ЭДР, возбуждаемым, по крайней мере, между одним анодом, размещенным в вакуумной камере, и металлическим изделием (патенты РФ №2153025 С1, кл. С23С 14/22, 2000; №2135315 С1, кл. В21В 45/04, 1998; №2135316 С1, кл. В21В 45/04, 1998; №2181636 С2, кл. В08В 7/00, В21В 45/04, 2000). Недостатком указанных способов и устройств является загрязнение анода в процессе электродуговой очистки металлических изделий из-за интенсивного взрывного испарения материала катода (очищаемого изделия) в катодных пятнах, при котором возникает поток ионов, нейтральных атомов и макрочастиц от катода к аноду. В результате на поверхности анода происходит неконтролируемое осаждение конденсата, содержащего как материал самого катода, так и компоненты всевозможных загрязнений, изначально находившихся на поверхности катода.
В результате накопления конденсата на поверхности анода происходит изменение его геометрической формы, изменение зазора между анодом и обрабатываемой поверхностью изделия, разрыхление и эрозия поверхности анода, возрастание сопротивления анода и, как следствие, возрастание энергопотребления, искажение электрических полей, уменьшение скорости и ухудшение качества процесса очистки изделий.
В настоящее время наиболее распространенным методом удаления конденсата с анода и обновления анодной поверхности в процессах электродуговой очистки металлических изделий является ручная механическая очистка анодов. Для этого оператор установки должен остановить процесс очистки, разгерметизировать один или несколько шлюзов, демонтировать анод, счистить анодный конденсат ручной или механизированной щеткой или заменить загрязненный анод на новый, переустановить анод в аппарате, загерметизировать шлюз, создать необходимый вакуум и запустить технологический процесс заново. Обычно данная процедура занимает 2-3 часа (см., например, заявку на патент США 2004/0060131 A1).
Известен способ обработки металлических изделий, включающий нанесение покрытия методом плазменного напыления на металлическое изделие в вакуумной камере, с возбуждаемым, по крайней мере, между одним анодом, размещенным в вакуумной камере, и металлическим изделием ЭДР и периодической механической чисткой анодов специальной механической насадкой на беспроводную аккумуляторную электродрель (Заявка на патент США 2004/0060131 A1). Недостатком этого способа является необходимость останова технологического процесса на время очистки анода, периодической замены или перезарядки аккумуляторов электродрели, требующих сброса вакуума и разгерметизации камеры.
Наиболее близкими по технической сущности и достигаемому результату являются способ и устройство для обработки металлического изделия в вакуумной камере с ЭДР, возбуждаемым, по крайней мере, между одним анодом, размещенным в вакуумной камере, и металлическим изделием, и периодической механической очистки анодов специальными кольцевыми устройствами, перемещаемыми по аноду без сброса вакуума и разгерметизации камеры (патент Японии №6256981 А, кл. С23С 5/00, 1994) (прототип).
Недостатком этого способа и устройства является низкая производительность очистки, поскольку ни способ, ни устройство не предназначены для непрерывной обработки металлического изделия, протягиваемого через вакуумную камеру.
Техническим результатом изобретения является повышение производительности очистки металлических изделий, снижение энергозатрат и, как следствие, снижение себестоимости очистки за счет обновления рабочей поверхности анода в процессе очистки металлического изделия без останова технологического процесса.
Указанный технический результат достигается тем, что способ обработки металлического изделия включает его протягивание через вакуумную камеру с ЭДР, возбуждаемым, по крайней мере, между одним анодом, размещенным в вакуумной камере, и металлическим изделием, при этом периодически проводят отключение рабочего анода из цепи ЭДР и замену его другим анодом, а отключенный анод подвергают очистке.
Целесообразно, чтобы отключенный анод подвергали механической очистке. Механическая очистка позволяет снять с поверхности анода все загрязнения и подготовить его для использования в основном процессе очистки металлического изделия.
Целесообразно, чтобы отключенный анод подвергали очистке путем возбуждения ЭДР между отключенным анодом и вспомогательным электродом, при этом на вспомогательный электрод подают положительное напряжение по отношению к указанному аноду. Очистка анода посредством ЭДР позволяет снять с него все загрязнения и подготовить его для использования в основном процессе очистки металлического изделия.
Целесообразно контролировать параметры в цепи ЭДР и сравнивать их с номинальными значениями, а периодическую замену рабочего анода другим анодом производить при отклонении параметров в цепи ЭДР от номинальных значений, превышающем допустимую величину. Контроль параметров в цепи ЭДР позволяет своевременно отключить загрязненный анод и заменить его другим. Это позволяет повысить производительность очистки металлических изделий и снизить энергозатраты.
Указанный технический результат достигается тем, что установка для реализации указанного способа содержит вакуумную камеру с входным и выходным уплотнителями, систему протягивания металлического изделия через камеру, систему вакуумирования, систему возбуждения ЭДР с анодом и источником питания, при этом анод выполнен в виде блока модулей, содержащего, по меньшей мере, два электрода, с возможностью его поворота на фиксированный угол, а установка дополнительно содержит устройство механической очистки анодов и/или устройство электродуговой очистки анодов, включающее вспомогательный электрод и источник питания для возбуждения ЭДР между вспомогательным электродом и отключенным анодом.
Указанное исполнение установки позволяет, не прерывая процесса очистки металлического изделия, обеспечить своевременную очистку анодов, что позволяет повысить производительность очистки металлических изделий и снизить энергозатраты.
Целесообразно, чтобы система протягивания металлического изделия через вакуумную камеру могла быть выполнена в горизонтальном или в вертикальном исполнении, что расширяет технологические возможности использования установки.
Целесообразно, чтобы привод устройства механической системы очистки был выполнен с возможностью контроля силы прижима механического чистящего устройства к поверхности анода. Это позволяет обеспечить надежное удаление загрязнений с поверхности анода.
Целесообразно, чтобы установка содержала блок контроля и сравнения параметров ЭДР с номинальными значениями. Это позволяет своевременно определить время замены рабочего анода другим и повысить производительность очистки металлических изделий.
Блок анодных модулей, состоящий, как минимум, из двух анодов, закреплен на поворотной турели. В то время как один анод задействован в процессе электродуговой очистки металлического изделия, поверхность другого анода может подвергаться как механической обработке (с помощью щеток или абразивных дисков), так и обработке ЭДР с целью ее обновления и удаления конденсата и инородных включений.
В случае электродуговой очистки анода вспомогательный электрод подводится к очищаемому аноду для создания ЭДР постоянного тока. При этом на вспомогательный электрод подается положительное напряжение по отношению к очищаемому аноду. Под действием инициированной вакуумной дуги поверхность анода обновляется за счет испарения конденсата, состоящего из материала обрабатываемых изделий и, частично, поверхностного слоя материала анода. Таким образом, очистка рабочей поверхности анода может производиться без останова основного процесса электродуговой обработки изделий.
Проведенный анализ уровня техники показал, что заявленная совокупность существенных признаков, изложенная в формуле изобретения, неизвестна. Это позволяет сделать вывод о ее соответствии критерию «новизна».
Для проверки соответствия заявленного изобретения критерию «изобретательский уровень» проведен дополнительный поиск известных технических решений с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного технического решения.
Установлено, что заявленное техническое решение не следует явным образом из известного уровня техники. Следовательно, заявленное изобретение соответствует критерию «изобретательский уровень».
На фиг.1 представлена структурная схема установки для очистки кольцевых электродуговых модулей (анодов), используемых в установках электродуговой очистки проволоки, катанки, и труб небольшого диаметра: а) механическая очистка и б) очистка ЭДР.
На фиг.2 представлена структурная схема установки для очистки плоских электродуговых модулей (анодов), используемых в установках электродуговой очистки металлической ленты и листового проката: а) механическая очистка и б) очистка ЭДР.
Каждая из установок, показанных на фиг.1 и 2, может включать в себя как блоки механической (1), так и электродуговой очистки (2). Для упрощения описания устройства эти блоки детализированы по отдельности.
Для описания работы установок введены следующие обозначения:
1 - блок механической очистки анода, состоит из механических щеток или абразивных кругов с гидравлическим или пневматическим приводом (привод показан схематично);
2 - блок электродуговой очистки анода состоит из вспомогательного электрода заданной конфигурации с гидравлическим или пневматическим приводом (привод показан схематично);
3 - обрабатываемое изделие;
4 - вакуумная камера;
5 - входной уплотнитель;
6 - роликовые контакты;
7 - выходной уплотнитель;
8 - система питания и управления постоянного тока ЭДР (используемого для очистки изделия);
9 - блок кольцевых электродуговых модулей с продольными прорезями (аноды);
10 - блок плоских электродуговых модулей (аноды);
11 - система вакуумирования;
12 - поворотная турель с гидравлическим или пневматическим приводом (привод показан схематично);
13 - система питания и управления постоянного тока ЭДР вспомогательного электрода;
Сведения, подтверждающие возможность осуществления изобретения
Очистка поверхности анодов от конденсата осуществляется на обеих установках по идентичной методике. Очищаемое изделие (3) подается в вакуумную камеру (4) через входной уплотнитель (5) по направляющим роликам (6) и выводится через выходной уплотнитель (7). Очистка изделия производится с помощью ЭДР постоянного тока, создаваемого при помощи блока питания дуги (8) между изделием (3) и анодом анодного модуля, который либо охватывает обрабатываемое изделие, в случае очистки проволоки или катанки (9), либо развернут к обрабатываемому изделию, в случае очистки ленты или листового проката (10). При этом в камере при помощи системы вакуумирования (11) постоянно поддерживается необходимый для работы вакуум. Когда рабочая поверхность анода, развернутого к очищаемому изделию, начинает загрязняться, это проявляется в росте энергозатрат на очистку изделия. В случае, когда отклонение параметров ЭДР превышает допустимое значение, оператором или программным устройством подается команда системе управления, и турель (12) производит замену одного рабочего анода на другой путем разворота блока анодных модулей, состоящего, по крайней мере, из двух электродов, на фиксированный угол. В результате разворота блока анод с очищенной (обновленной) поверхностью разворачивается к очищаемому изделию, а отработавший анод с загрязненной поверхностью разворачивается к блокам очистки. После выполнения операции по развороту блока анодных модулей, по решению оператора или автоматики, может быть произведена либо механическая, либо электродуговая очистка загрязненной поверхности отработавшего анода от конденсата.
При любом типе очистки, пока поверхность отработавшего анодного модуля очищается, очистка металлического изделия (3) продолжается при помощи другого анодного модуля с уже очищенной поверхностью. Для каждого типа электродов подбираются механические щетки или абразивные круги соответствующей конфигурации (фиг.1а, 2а). Для кольцевого анода степень очистки определяется подбором диаметра щетки или круга, равным или немного большим, чем внутренний диаметр кольцевых электродов (9) или набора абразивных кругов и щеток с возрастающими диаметрами, расположенных на одной оси, а гидравлическая или пневматическая система приводов блока очистки позволяет контролировать пространственное положение и обеспечивает возвратно-поступательное движение щеток. В случае с плоским анодом (10) гидравлическая или пневматическая система приводов блока очистки позволяет контролировать как пространственное положение и возвратно-поступательное движение, так и силу прижима чистящего элемента к рабочей поверхности анода.
В случае электродуговой очистки анода оператор или автоматика подводит вспомогательный электрод соответствующей конфигурации (2) к очищаемому анодному модулю на заданное расстояние и включает систему питания ЭДР вспомогательного электрода (13). При этом вспомогательный электрод находится под положительным напряжением относительно очищаемого анода (фиг.1б, 2б). В данном случае процесс очистки анода может контролироваться по изменению величины подаваемой мощности или визуально. По окончании очистки оператор выключает ЭДР между вспомогательным электродом (2) и очищенным анодным модулем.
В обеих установках гидравлические или пневматические системы блоков механической (1) и электродуговой очистки (2) позволяют контролировать пространственную ориентацию очистных механизмов, приводить их в рабочее положение, прижимать к очищаемым поверхностям анодов (механическая очистка), подводить к очищаемым поверхностям анодов на требуемое расстояние (электродуговая очистка) и отводить на позицию режима ожидания по окончании процесса очистки.
Таким образом, прошедший очистку анодный модуль с обновленной рабочей поверхностью становится готовым к работе и при помощи турели (12) может быть развернут к очищаемому изделию и использован в процессе электродуговой очистки изделий.
На основании вышеизложенного можно сделать вывод, что заявленные способ и установка для обработки металлических изделий могут быть реализованы на практике с достижением заявленного технического результата, т.е. они соответствуют критерию «промышленная применимость».
1. Способ обработки металлического изделия путем его протягивания через вакуумную камеру с ЭДР, возбуждаемым, по крайней мере, между одним анодом, размещенным в вакуумной камере, и металлическим изделием, отличающийся тем, что периодически в цепи ЭДР проводят отключение рабочего анода и замену его другим анодом, при этом отключенный анод подвергают очистке.
2. Способ по п.1, отличающийся тем, что отключенный анод подвергают механической очистке.
3. Способ по п.1, отличающийся тем, что отключенный анод подвергают очистке путем возбуждения ЭДР между отключенным анодом и вспомогательным электродом, при этом на вспомогательный электрод подают положительное напряжение относительно указанного анода.
4. Способ по п.1, отличающийся тем, что контролируют параметры в цепи ЭДР и сравнивают их с номинальными значениями, а периодическую замену рабочего анода другим анодом производят при отклонении параметров в цепи ЭДР от номинальных значений, превышающем допустимую величину.
5. Установка для обработки металлического изделия для реализации способа по любому из пп.1-4, содержащая вакуумную камеру с входным и выходным уплотнителями, систему протягивания металлического изделия через камеру, систему вакуумирования, систему возбуждения ЭДР с анодом и источником питания, отличающаяся тем, что анод выполнен в виде сборки, содержащей, по меньшей мере, два электрода, с возможностью его поворота на фиксированный угол, а установка дополнительно содержит устройство механической очистки анодов и/или устройство электродуговой очистки анодов, включающее вспомогательный электрод и источник питания для возбуждения ЭДР между вспомогательным электродом и отключенным анодом.
6. Установка по п.5, отличающаяся тем, что система протягивания металлического изделия через камеру может быть выполнена в горизонтальном или в вертикальном исполнении.
7. Установка по п.5, отличающаяся тем, что привод устройства системы механической очистки выполнен с возможностью контроля силы прижима механического чистящего устройства к поверхности анода.
8. Установка по п.5, отличающаяся тем, что она содержит блок контроля и сравнения параметров ЭДР с номинальными значениями.
Виды деятельности, подпадающие под патент в 2022 году для ИП

Патент для ИП – это разрешение заниматься определённым направлением бизнеса. Какие именно виды деятельности ПСН вправе осуществлять предприниматель, устанавливают Налоговый кодекс и законы субъектов РФ. Из этой статьи вы узнаете, какие существуют виды патентов для ИП на 2022 год, и как рассчитать стоимость патента.
Список видов патентной деятельности, приведённый в статье 346.43 Налогового кодекса, является рекомендованным. Это означает, что каждый регион принимает соответствующий закон, в котором утверждает виды деятельности на патенте на 2022 год, разрешённые на его территории.
Региональный перечень может включать в себя все или некоторые рекомендованные направления из статьи 346.43 НК РФ, а также может быть дополнен другими, новыми, видами деятельности. Кроме того, НК РФ установил запрещённые виды деятельности для патента, которые приведены в конце статьи.
Какой бизнес разрешён для патента
Патентная система налогообложения в России предназначена только для ИП. Виды деятельности, рекомендованные Налоговым кодексом для патента ИП в 2022 году, указаны в статье 346.43 НК РФ. Вот этот перечень:
- ремонт и пошив швейных, меховых и кожаных изделий, головных уборов и изделий из текстильной галантереи, ремонт, пошив и вязание трикотажных изделий по индивидуальному заказу населения;
- ремонт, чистка, окраска и пошив обуви;
- парикмахерские и косметические услуги;
- стирка, химическая чистка и крашение текстильных и меховых изделий;
- изготовление и ремонт металлической галантереи, ключей, номерных знаков, указателей улиц;
- ремонт электронной бытовой техники, бытовых приборов, часов, металлоизделий бытового и хозяйственного назначения, предметов и изделий из металла, изготовление готовых металлических изделий хозяйственного назначения по индивидуальному заказу населения;
- ремонт мебели и предметов домашнего обихода;
- услуги в области фотографии;
- ремонт, техническое обслуживание автотранспортных и мототранспортных средств, мотоциклов, машин и оборудования, мойка автотранспортных средств, полирование и предоставление аналогичных услуг;
- оказание автотранспортных услуг по перевозке грузов автомобильным транспортом индивидуальными предпринимателями, имеющими на праве собственности или ином праве (пользования, владения и (или) распоряжения) транспортные средства, предназначенные для оказания таких услуг;
- оказание автотранспортных услуг по перевозке пассажиров автомобильным транспортом индивидуальными предпринимателями, имеющими на праве собственности или ином праве (пользования, владения и (или) распоряжения) транспортные средства, предназначенные для оказания таких услуг;
- реконструкция или ремонт существующих жилых и нежилых зданий, а также спортивных сооружений;
- услуги по производству монтажных, электромонтажных, санитарно-технических и сварочных работ;
- услуги по остеклению балконов и лоджий, нарезке стекла и зеркал, художественной обработке стекла;
- услуги в сфере дошкольного образования и дополнительного образования детей и взрослых;
- услуги по присмотру и уходу за детьми и больными;
- сбор тары и пригодных для вторичного использования материалов;
- деятельность ветеринарная;
- сдача в аренду (наем) собственных или арендованных жилых помещений, а также сдача в аренду собственных или арендованных нежилых помещений (включая выставочные залы, складские помещения), земельных участков;
- изготовление изделий народных художественных промыслов;
- услуги по переработке продуктов сельского хозяйства, лесного хозяйства и рыболовства для приготовления продуктов питания для людей и корма для животных, а также производство различных продуктов промежуточного потребления, которые не являются пищевыми продуктами;
- производство и реставрация ковров и ковровых изделий;
- ремонт ювелирных изделий, бижутерии;
- чеканка и гравировка ювелирных изделий;
- деятельность в области звукозаписи и издания музыкальных произведений;
- услуги по уборке квартир и частных домов, деятельность домашних хозяйств с наемными работниками;
- деятельность, специализированная в области дизайна, услуги художественного оформления;
- проведение занятий по физической культуре и спорту;
- услуги носильщиков на железнодорожных вокзалах, автовокзалах, аэровокзалах, в аэропортах, морских, речных портах;
- услуги платных туалетов;
- услуги по приготовлению и поставке блюд для торжественных мероприятий или иных событий;
- оказание услуг по перевозке пассажиров водным транспортом;
- оказание услуг по перевозке грузов водным транспортом;
- услуги, связанные со сбытом сельскохозяйственной продукции (хранение, сортировка, сушка, мойка, расфасовка, упаковка и транспортировка);
- услуги, связанные с обслуживанием сельскохозяйственного производства (механизированные, агрохимические, мелиоративные, транспортные работы);
- деятельность по благоустройству ландшафта;
- охота, отлов и отстрел диких животных, в том числе предоставление услуг в этих областях, деятельность, связанная со спортивно-любительской охотой;
- занятие медицинской деятельностью или фармацевтической деятельностью лицом, имеющим лицензию на указанные виды деятельности, за исключением реализации лекарственных препаратов, подлежащих обязательной маркировке средствами идентификации, в том числе контрольными (идентификационными) знаками в соответствии с Федеральным законом от 12 апреля 2010 года N 61-ФЗ "Об обращении лекарственных средств";
- осуществление частной детективной деятельности лицом, имеющим лицензию;
- услуги по прокату;
- услуги экскурсионные туристические;
- организация обрядов (свадеб, юбилеев), в том числе музыкальное сопровождение;
- организация похорон и предоставление связанных с ними услуг;
- услуги уличных патрулей, охранников, сторожей и вахтеров;
- розничная торговля, осуществляемая через объекты стационарной торговой сети, имеющие торговые залы;
- розничная торговля, осуществляемая через объекты стационарной торговой сети, не имеющие торговых залов, а также через объекты нестационарной торговой сети;
- услуги общественного питания, оказываемые через объекты организации общественного питания;
- услуги общественного питания, оказываемые через объекты организации общественного питания, не имеющие зала обслуживания посетителей;
- оказание услуг по забою и транспортировке скота;
- производство кожи и изделий из кожи;
- сбор и заготовка пищевых лесных ресурсов, недревесных лесных ресурсов и лекарственных растений;
- переработка и консервирование фруктов и овощей;
- производство молочной продукции;
- растениеводство, услуги в области растениеводства;
- производство хлебобулочных и мучных кондитерских изделий;
- рыболовство и рыбоводство, рыболовство любительское и спортивное;
- лесоводство и прочая лесохозяйственная деятельность;
- деятельность по письменному и устному переводу;
- деятельность по уходу за престарелыми и инвалидами;
- сбор, обработка и утилизация отходов, а также обработка вторичного сырья;
- резка, обработка и отделка камня для памятников;
- разработка компьютерного программного обеспечения, в том числе системного программного обеспечения, приложений программного обеспечения, баз данных, web-страниц, включая их адаптацию и модификацию;
- ремонт компьютеров и коммуникационного оборудования;
- животноводство, услуги в области животноводства;
- деятельность стоянок для транспортных средств;
- помол зерна, производство муки и крупы из зерен пшеницы, ржи, овса, кукурузы или прочих хлебных злаков;
- услуги по уходу за домашними животными;
- изготовление и ремонт бондарной посуды и гончарных изделий по индивидуальному заказу населения;
- услуги по изготовлению валяной обуви;
- услуги по изготовлению сельскохозяйственного инвентаря из материала заказчика по индивидуальному заказу населения;
- граверные работы по металлу, стеклу, фарфору, дереву, керамике, кроме ювелирных изделий по индивидуальному заказу населения;
- изготовление и ремонт деревянных лодок по индивидуальному заказу населения;
- ремонт игрушек и подобных им изделий;
- ремонт спортивного и туристического оборудования;
- услуги по вспашке огородов по индивидуальному заказу населения;
- услуги по распиловке дров по индивидуальному заказу населения;
- сборка и ремонт очков;
- изготовление и печатание визитных карточек и пригласительных билетов на семейные торжества;
- переплетные, брошюровочные, окантовочные, картонажные работы;
- услуги по ремонту сифонов и автосифонов, в том числе зарядка газовых баллончиков для сифонов.
Важно: максимально возможная площадь для приобретения патента на общепит и розничную торговлю составляет 150 кв. метров (ранее ограничение составляло 50 кв. метров). Однако на ПСН запрещена розничная продажа таких маркированных товаров, как лекарства, изделия из меха, обувь.
Ещё раз обращаем ваше внимание: виды деятельности ПСН, разрешённые на территории конкретного субъекта РФ, надо узнавать из соответствующего регионального закона.
Например, для Москвы патентные направления на 2022 год перечислены в законе № 53 от 31.10.12 (в редакции от 24.11.21). Если в региональном законе нет какого-то пункта из статьи 346.43 НК РФ, то получить патент на этот вид деятельности нельзя. За разъяснениями рекомендуем обращаться в ИФНС по месту деятельности.
Кроме того, субъекты Российской Федерации вправе на своей территории:
- устанавливать дополнительные ограничения по общему количеству автотранспортных средств; объектов стационарной и нестационарной торговой сети, объектов организации общественного питания (или их общей площади); по общей площади сдаваемых в аренду жилых/нежилых помещений и земельных участков;
- без ограничений определять размер потенциально возможного годового дохода по конкретному виду деятельности, что может привести к существенному росту стоимости патентов.

Условия перехода на ПСН
Патентная система налогообложения – это специальный налоговый режим для малого бизнеса, и чтобы работать на ПСН, надо соответствовать требованиям НК РФ:
- На патенте вправе работать только индивидуальные предприниматели. Возможность получить патент для организации не раз обсуждалась, но так и не реализовалась на практике.
- Количество работников ИП на патенте не должно превышать 15 человек. При этом учитывается численность сотрудников только по видам деятельности на ПСН, а не суммарно на всех налоговых режимах, если ИП их совмещает.
- Годовой доход ИП на патенте ограничивается суммой в 60 млн. рублей. Если же предприниматель совмещает ПСН с другим налоговым режимом, то доходы учитывают суммарно.
Сколько стоит патент
Конечно, прежде чем купить патент, надо рассчитать его стоимость и сравнить с налоговой нагрузкой на других льготных режимах, например, УСН. Особенность патентной системы налогообложения в том, что налог здесь рассчитывают, исходя не из реального полученного дохода, а из потенциально возможного.
То есть государство считает, что занимаясь выбранным видом деятельности в конкретном регионе, предприниматель получает предполагаемый фиксированный доход. Размер этого дохода определяют региональные законы, поэтому стоимость патента на один и тот же вид деятельности в двух соседних регионах может отличаться в разы.
Например, потенциально возможный годовой доход на ПСН для парикмахерских и косметических услуг в г. Москве в 2022 году составляет 1 980 000 рублей, а в Московской области – 952 950 рублей. Соответственно, покупка патента для предпринимателя в столице обойдется в два раза дороже, чем в области. Почему? Потому что предполагается, что цены в московских парикмахерских выше, а клиентов больше.
Дополнительно на стоимость патента влияет физический показатель: количество работников, транспортных средств, торговых точек, объектов для сдачи недвижимости и др. Таким образом, чтобы рассчитать размер налога на ПСН и принять решение, стоит ли оформлять патент для ИП на 2022 год, надо знать потенциально возможный годовой доход по региону и физический показатель выбранного направления бизнеса.
Собираетесь открывать ИП или уже открыли? Не забудьте про расчётный счёт. Тем более сейчас многие банки предлагают выгодные условия по открытию и ведению расчётного счёта.
Пример расчёта
Чтобы упростить расчёт, воспользуемся специальным калькулятором, разработанным Федеральной налоговой службой. Узнаем, во что обойдётся патент ИП в Москве сроком на 1 месяц для химчистки. Указываем период, выбираем муниципальное образование и направление деятельности.
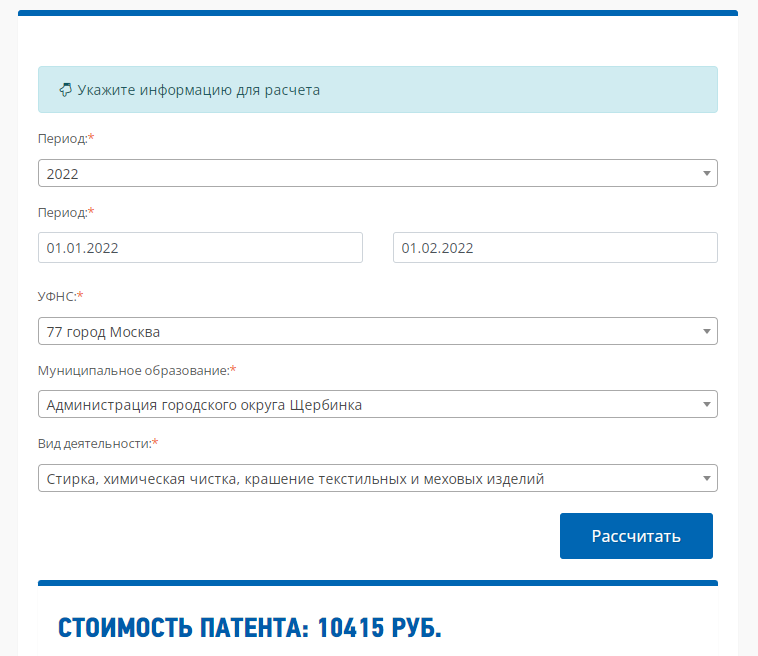
Нажимаем кнопку «Рассчитать» и получаем, что сумма налога для нашего примера составит 10 415 рублей.
Кроме того, надо учесть, что страховые взносы, которые ИП платят за себя и работников, можно учитывать при расчёте стоимости патента, поэтому она будет меньше, чем указывается в калькуляторе. Принцип уменьшения налога такой же, как на УСН Доходы:
- если ИП работает сам, то вправе учесть всю сумму перечисленных для себя взносов;
- если у ИП есть работники, то уменьшить стоимость патента можно не более чем на 50%.
Рекомендуем перед выбором системы налогообложения получить бесплатную консультацию по расчёту налоговой нагрузки у специалистов 1С. Это сэкономит вам в дальнейшем значительные суммы.
Налоговые каникулы
Как купить патент
Чтобы перейти на патентную систему, надо подать в ИФНС по месту ведения деятельности заявление по форме 26.5-1. Если вы только регистрируете ИП, и при этом адрес вашей прописки и местоположение будущего бизнеса находятся в одном муниципальном образовании, то подать заявление можно сразу с документами на регистрацию индивидуального предпринимателя. В этом случае патент вам выдадут вместе со свидетельством ИП.
Если же бизнес вы планируете вести в другом регионе, не там, где прописаны, то заявление по форме 26.5-1 у вас примут только после регистрации ИП. Причём, подать его надо заранее, не позднее 10 рабочих дней до начала деятельности.
Кроме того, виды патентов для ИП на 2022 год будут отличаться друг от друга по разрешённому направлению бизнеса, сроку и территории действия. Так, если предприниматель планирует организовать грузоперевозку, а также вести розничную торговлю, для этого надо приобретать разные патенты. Оплачивать их тоже придётся отдельно.
Сколько действует патент
ПСН удобна в плане того, что на этой системе налогообложения нет деклараций. Необходимо только вести книгу учёта доходов, в ИФНС её не сдают, но при проверке инспектор вправе затребовать КУД для контроля.
Но этот плюс ПСН нивелируется тем, что срок действия патента ограничен тем периодом, который был указан в заявлении о его выдаче. Максимальный срок действия – один календарный год, после чего снова придётся обращаться в инспекцию. Если же вы указали период в несколько месяцев, то каждый раз при продлении срока надо подавать новое заявление. Так что, применение ПСН, с одной стороны, удобно, а с другой – надо рассчитывать выгоду работы на этом режиме в каждом конкретном случае.
Запрещенные виды деятельности на патенте в 2022 году
В статье 346.43 Налогового кодекса указаны также направления бизнеса, на которые нельзя получить патент ИП в 2022 году:
- видов деятельности, осуществляемых в рамках договора простого товарищества (договора о совместной деятельности) или договора доверительного управления имуществом;
- деятельности по производству подакцизных товаров, а также по добыче и реализации полезных ископаемых;
- розничной торговли, осуществляемой через объекты стационарной торговой сети с площадью торгового зала более 150 квадратных метров;
- услуг общественного питания, оказываемых через объекты организации общественного питания с площадью зала обслуживания посетителей более 150 квадратных метров;
- оптовой торговли, а также торговли, осуществляемой по договорам поставки;
- услуг по перевозке грузов и пассажиров индивидуальными предпринимателями, имеющими на праве собственности или ином праве (пользования, владения и (или) распоряжения) более 20 автотранспортных средств, предназначенных для оказания таких услуг;
- деятельности по совершению сделок с ценными бумагами и (или) производными финансовыми инструментами, а также по оказанию кредитных и иных финансовых услуг.
Также следует учитывать, что на патенте запрещено продавать некоторые товары, подлежащие маркировке, например лекарства, меховые изделия, обувь.
Читайте также: