Обозначение твердости металла на чертежах
Заместитель руководителя
организации п/я Г-4668
________ В.А. Резниченко
«28» ноября 1980 г.
ОТРАСЛЕВОЙ СТАНДАРТ
ОСТ 26-07-2027-80
Письмом организации п/я А-7326 от «28» ноября 1980 г. № 11-10-4/1984 срок действия установлен с 01.01.82.
Несоблюдение стандарта преследуется по закону
1 . Настоящий стандарт распространяется на условные обозначения материалов для их записи в конструкторской документации при проектировании и модернизации трубопроводной арматуры и приводных устройств к ней в соответствии с государственными стандартами.
2 . Обозначение материала, из которого изготавливаются детали, должно включать в себя наименование и марку материала по химическому составу (или только марку), а также номер стандарта.
3 . При изготовлении детали из сортового материала определенного профиля и размера примеры условного обозначения материала деталей следует записывать в соответствии с табл. 1 , 2 , 3 .
Условное обозначение на чертеже или в спецификации
То же, для стали марки ВСт3см, 4 категории группы прочности ОК360В
Сталь холоднокатанная марки 30ХГСА, толщина листа 2 мм, нормальной точности Б, нормальной плоскостности ПН, II группы отделки поверхности, сортамент - по ГОСТ 19904-90 , технические требования по ТУ 14-1-411В-86
Сталь холоднокатанная марки 08X13, толщина листа 2 мм, термически обработанная, травленная, М2а группы поверхности, нормальной точности прокатки, с обрезной кромкой 0, нормальной плоскостности ПН, сортамент по ГОСТ 19904-90 , технические требования по ГОСТ 5582-75
Сталь холоднокатанная, термически обработанная, травленная, толсто-листовая марки 12Х18Н10Т, М2а группы поверхности, повышенной точности прокатки А, с обрезной кромкой 0, улучшенной плоскостности ПУ, размером 5,0, сортамент по ГОСТ 19904-90 , технические требования по ГОСТ 7350-77
Сталь холоднокатанная марки 08Х18Н10 толщина листа 2 мм, нагартованная Н1, повышенной точности прокатки А, нормальной плоскостности ПН, с обрезной кромкой 0, сортамент по ГОСТ 19904 -74, технические требования по ГОСТ 5582-75
Сталь горячекатанная марки 12Х18Н9Т, толщина листа 2 мм, термически обработанная, травленная, тонколистовая, М3б группы поверхности, нормальной точности прокатки Б, с необрезной кромкой Н0, улучшенной плоскостности ПУ, сортамент по ГОСТ 19903-74 , технические требования по ГОСТ 5582-75
Сталь горячекатанная марки 14Х17Н2, толщина листа 10 мм, термически обработанная, травленная, толстолистовая, М3б группы поверхности, нормальной точности прокатки Б, с необрезной кромкой Н0, нормальной плоскостности ПН, сортамент по ГОСТ 19903-74 , технические требованиям ГОСТ 7350-77
Тоже, для стали марки 20Х13с размером 40 мм
Прокат горячекатанный марки 20, толщиной 8 мм, нормальной точности по толщине БТ, с обрезной кромкой 0, нормальной плоскостности ПН, с твердостью (ТВ1), мех. свойствами по табл. 3 (М1), с испытаниями на изгиб (КИ), в термически обратном состоянии (ТО), сортамент по ГОСТ 19903-74 , технические требования по ГОСТ 1577-93
Сталь горячекатанная марки Ст3, толщиной 20 мм, нормальной точности Б, с образной кромкой 0, нормальной плоскостности ПН, сортамент по ГОСТ 19903-74 , технические требования по ГОСТ 14637-89
Сталь горячекатанная марки 09Г2С, толщиной 8 мм, нормальной точности Б, нормальной плоскостности ПН, 3 категории, сортамент по ГОСТ 19903-74 , технические требования по ГОСТ 5520-79
Сталь низколегированная толстолистовая марки 09Г2С, толщиной 40 мм, 4 категории, технические требования по ГОСТ 19281-89 , сортамент по ГОСТ 19903-74
Сталь широкополосная, универсальная, марки Ст3сп, толщиной 20 мм, шириной 500 мм, с ребровой кривизной по классу Б, сортамент по ГОСТ 82-70 , технические требования по ГОСТ 14637-89
Сталь полосовая горячекатанная марки 08Х18Н10Т, толщиной 8 мм, шириной 50 мм, предназначенная для холодной механической обработки (подгруппа Б) сортамент по ГОСТ 4405-75 технические требования по ГОСТ 5949-75
Прокат полосовой горячекатанный, из стали марки 45, термически обработанный, толщиной 36 мм, шириной 90 мм, обычной точности прокатки (В), серповидности класса 2, мерной длины (МД), с качеством поверхности группы 3ГП, с мех. св-ми по табл. 3 (М1) с твердостью (ТВ1), сортамент по ГОСТ 103-76 , технические требования по ГОСТ 1050-88
Сталь полосовая горячекатанная марки 40Х, подгруппы б, без термической обработки, толщиной 25 мм, шириной 40 мм, сортамент по ГОСТ 103-76 , технические требования по ГОСТ 4543-71
Сталь горячекатанная полосовая пружинная, размером 5 ´ 45 мм, марки 60С2А, обычной точности прокатки, категории 3Б, сортамент по ГОСТ 7419-90 . Технические требования по ГОСТ 14959-79
Лента стальная холоднокатанная марки 08КП, особо мягкая ОМ, повышенной точности изготовления по толщине и ширине Т, Ш, 1 группы с контролем микроструктуры К, толщиной 0,5 мм, шириной 100 мм по ГОСТ 503-81
Лента 08КП-0М-Т- III-1-К-0,5 ´ 100
Лента стальная плющенная, термообработанная, 3П группы, повышенной точности изготовления по толщине и ширине, темная, размером 0,6 ´ 1,4 мм по ГОСТ 21997-76
Лента 3П-ПТ-ПШ-4-0,6 ´ 1,4
Лента стальная холоднокатанная, марка стали 10ПС, полунагартованная ПН, нормальной точности изготовления, 4 группы, необрезная - Н0, толщиной 1,2 мм, шириной 200 мм по ГОСТ 503-81
Лента 10ПС-ПН-4-Н0-1,2 ´ 200
Лента холоднокатанная из стали марки 20X13, мягкая М, нормальной точности НТ, третьей группы, поверхности класса А, обрезная 0, толщиной 0,5 мм, шириной 100 мм по ГОСТ 4986-79
Лента 0,5 ´ 100-М-НТ-0-20Х13-3-А
То же, из стали марки 12Х18Н9, полунагартованная ПН, первой группы, повышенной точности ПТ, необрезная Н0, толщиной 0,2 мм, шириной 300 мм поверхности класса Г по ГОСТ 4986-79
Лента 0,2 ´ 300-ПН-ПТ-Н0-12Х18Н9-1-Г ГОСТ 4986-79
Лента стальная холоднокатаная марки 45, повышенной точности по толщине и ширине ТШ, 1 группы обезуглероживания, светлая С, с обрезной кромкой, нагартованная Н, толщиной 2 мм, шириной 30 мм по ГОСТ 2284-79
Лента 45ТШ-1-С-Н-2 ´ 30
Лента стальная холоднокатанная пружинная, марки 60С2А, повышенной точности, по ширине и толщине ТШ, светлая С, с обрезной кромкой 0, нагартованная Н, толщиной 0,5 мм, шириной 30 мм до ГОСТ 2283-79
Лента 60С2А-ТШ-С-Н-0,5 ´ 30
Прутки горячекатаные круглые марки Ст3, диаметром 50 мм, обычной точности прокатки В, категории I, подгруппы II, сортамент по ГОСТ 2590-88 , технические условия по ГОСТ 535 -89
Прокат горячекатанный круглый из стали марки 45, диаметром 30 мм, обычной точности прокатки (В), II кл. по кривизне, немерной длины (НД), без термической обработки, с качеством поверхности группы 2ГП, с механическими св-ми по табл. 3 (М1) с твердостью (ТВ1), сортамент по ГОСТ 1050-88
Прутки горячекатанные круглые марки 12Х18Н9Т, диаметром 25 мм, обычной точности прокатки В, подгруппы б, сортамент по ГОСТ 2590-88 , технические требования по ГОСТ 5949-75
Прутки горячекатанные круглые марки 12МХ, диаметром 30 мм, обычной точности прокатки В, подгруппы б, без термической обработки, сортамент по ГОСТ 2590-88 , технические требования по ГОСТ 20072-74
Прутки горячекатанные, круглые марки 60С2А, размером 23 мм, обычной точности прокатки В, группы качества поверхности 3ГП, категории 4А, сортамент по ГОСТ 2590-88 , технические требования по ГОСТ 14959-79
Прокат калиброванный круглый марки 45, диаметром 20 мм, нагартованный - Н, квалитета h 11, качество поверхности группы В, сортамент по ГОСТ 7417-75 , технические требования по ГОСТ 1051-73
Сталь калиброванная круглая марки 40Х, диаметром 25 мм, нагартованная Н, квалитета h 12, качества поверхности группы В, сортамент по ГОСТ 7417-75 , технические требования по ГОСТ 4543-71
Сталь калиброванная круглая марки А12, диаметром 10 мм, нагартованная Н, подгруппы б, без термической обработки, квалитета h11, сортамент по ГОСТ 7417-75 , технические требования по ГОСТ 1414-75
Сталь калиброванная круглая, диаметром 25 мм, квалитета h 11, марки 12Х1МФ, нагартованная Н, группа качества поверхности В, сортамент по ГОСТ 7417-75 , технические требования по ГОСТ 20072-74
Прокат угловой равнополочный размером 40 ´ 40 ´ 5, марки Ст3сп, обычной точности прокатки Б, категории 2, подгруппы I, сортамент по ГОСТ 8509-93 , технические условия по ГОСТ 535-88
Прокат горячекатанный квадратный, марки Ст3сп, со стороной квадрата 60 мм, обычной точности прокатки В, II класса кривизны, категории 2, подгруппы I , сортамент по ГОСТ 2591-88 , технические условия по ГОСТ 535-88
Прокат горячекатанный квадратный марки 45, сторона квадрата 30 мм, немерной длины, I класса кривизны, без термической обработки, повышенной точности Б, c качеством поверхности 1ГП, с механическими свойствами по табл. 8 М2, с твердостью по табл. 7 ТВ2
Прокат калиброванный квадратный марки 45, сторона квадрата 30 мм, группа качества поверхности Б, квалитета h11, нагартованная Н, сортамент по ГОСТ 8559-75 , технические требования по ГОСТ 1051-73
Прутки горячекатанные квадратные марки 12Х18Н9Т, сторона квадрата 30 мм, обычной точности прокатки В, II класса кривизны, подгруппы б, без термической обработки, сортамент по ГОСТ 2591-88 , технические требования по ГОСТ 5949-75
Прутки горячекатанные шестигранные, марки Ст3сп, размером 22 мм, повышенной точности прокатки Б, категории 2, подгруппы I, сортамент по ГОСТ 2879-88 , технические условия по ГОСТ 535-88
Прутки горячекатанные шестигранные обычной точности прокатки В, марки 40Х, размером 22 мм, 2 группы качества поверхности, сортамент по ГОСТ 2879-88 , технические требования по ГОСТ 10702-78
Прутки горячекатанные шестигранные нормальной точности прокатки, марки 40Х, размером 60 мм, качественная, подгруппы а, термически обработанная Т, сортамент по ГОСТ 2879-88 , технические требования по ГОСТ 4543-71
Прутки горячекатанные шестигранные, обычной точности прокатки В, размером 22 мм, марки 30, без термической обработки, II класса по кривизне, немерной длины (НД), с качеством поверхности группы 2ГП, с механическими свойствами М1, с твердостью ТВ1, сортамент по ГОСТ 2879-88 , технические требования по ГОСТ 1050-88
Прокат калиброванный шестигранный марки 45, размером «под ключ» 21 мм, термообработанный Т, с качеством поверхности группы В, сортамент по ГОСТ 8560-78 , технические требования по ГОСТ 1051-73
Прокат горячекатанный. Швеллеры с уклоном внутренних граней полок - швеллер номер 20 из марки стали Ст3сп, категории 2, подгруппы I по ГОСТ 535-88 , сортамент по ГОСТ 8240-89
То же, с параллельными гранями полок (П), из стали марки Ст3сп, категории 2, подгруппы I по ГОСТ 535-88 , сортамент по ГОСТ 8240 -83
Труба стальная бесшовная горячедеформированная с наружным диаметром 70 мм, со стенкой толщиной 3,5 мм, немерной длины, из стали марки 10, изготовляемой по группе А ГОСТ 8731-74 , сортамент по ГОСТ 8732-78
То же, из стали марки БСт3сп, категория стали I , изготовляемой по группе Б ГОСТ 8731-74 , сортамент по ГОСТ 8732-78
Труба стальная электросварная, наружным диаметром 1020 мм толщиной стенки 10 мм, марки БСт3сп, 2-го класса точности по наружному диаметру торцов, 3-го класса точности по овальности, немерной длины, изготовленная по группе Б ГОСТ 10706-76 , сортамент по ГОСТ 10704-91
Труба стальная электросварная холоднотянутая с наружным диаметром 20 мм и толщиной стенки 2 мм, немерной длины, марки БСт2сп, изготовляемой по группе Б, сортамент по ГОСТ 10707-80 , технические требования по ГОСТ 8733 -87
То же из стали 10, изготовляемой по группе Г
Труба стальная прецизионная, холоднодеформированная с наружным диаметром 8 мм, повышенной точности с толщиной стенки 0,3 мм, обычной точности, немерной длины, из стали марки 20 с поставкой по химическому составу и механическим свойствам по ГОСТ 8733 -87 группа В, сортамент по ГОСТ 9567-75
Труба бесшовная горячедеформированная из коррозионностойкой стали марки 08Х18Н10, наружным диаметром 76 мм, толщиной стенки 5 мм, обычной точности изготовления, немерной длины по ГОСТ 9940-81
Труба 76 ´ 5-08X18Н10 ГОСТ 9940-81
То же высокой точности изготовления
Труба 76в ´ 5в-08Х18Н10 ГОСТ 9940-81
Труба бесшовная холоднодеформированная из коррозионностойкой стали марки 12Х18Н9, наружным диаметром 70 мм, толщиной стенки 3 мм, повышенной точности изготовления по толщине стенки по ГОСТ 9941-81
Труба 70 ´ 3п-12Х18Н9 ГОСТ 9941-81
То же, обычной точности изготовления, немерной длины
Труба 70 ´ 3-12Х18Н9 ГОСТ 9941-81
Труба стальная водогазопроводная, неоцинкованная, обычной точности изготовления, с условным проходом 20 мм, толщиной стенки 2,8 мм, немерной длины, без резьбы и без муфт по ГОСТ 3262-75
То же, с цинковым покрытием, немерной длины, с резьбой
Проволока I класса, повышенной точности, диаметром 1,2 мм по ГОСТ 9389-75
Проволока стальная легированная пружинная марки 60С2А, неполированная и нешлифованная, группы Н, повышенной точности, для горячей навивки пружин, диаметром 9 мм по ГОСТ 14963-78
То же, из стали марки 51ХФА, полированная, группа А, повышенной точности, для пружин холодной навивки, диаметром 3,5 мм по ГОСТ 14963-78
Проволока из высоколегированной коррозионностойкой стали марки 12Х18Н9Т, диаметром 2,5 мм, нормальной точности изготовления, термически обработанная, оксидированная по ГОСТ 18143-72
Проволока стальная низкоуглеродистая общего назначения диаметром 1,2 мм, термически обработанная, светлая по ГОСТ 3282-74
То же, термически необработанная 2-го класса, II группы
Проволока стальная низкоуглеродистая качественная светлая без покрытия КС диаметром 1,2 мм по ГОСТ 792-67
Проволока сварочная диаметром 3 мм, марки Св-08А, предназначенная для сварки (наплавки) с неомедненной поверхностью по ГОСТ 2246-70
Проволока 3 с в-08А ГОСТ 2246-70
Лист алюминиевый из сплава марки АД1, без термической обработки, обычной отделки поверхности, нормальной точности изготовления, толщиной 2 мм по ГОСТ 21631-76
То же, нагартованный, повышенной отделки поверхности, повышенной точности изготовления, толщиной 2 мм по ГОСТ 21631-76
Лист горячекатанный из латуни марки Л63, прямоугольного сечения, толщиной 4 мм, шириной 1000 мм, длиной 2000 мм по ГОСТ 931-90
Лист ГПРХХ 4 ´ 1000 ´ 2000 Л63
Лист холоднокатанный из латуни марки ЛС-59-1 прямоугольного сечения, мягкий, толщиной 4 мм, шириной 1000 мм, длиной 2000 мм, по ГОСТ 931-90
Лист ДПРХМ 4 ´ 1000 ´ 2000 ЛС50-1
Лист горячекатанный из меди марки М1р, прямоугольного сечения, толщиной 5 мм, шириной 600 мм, длиной 1500 мм по ГОСТ 495-92
Лист ГПРХХ 5 ´ 600 ´ 1500М1р
То же, холоднокатанный из меди марки М3, прямоугольного сечения, мягкая, толщиной 5 мм, шириной 1000 мм, длиной 2000 мм по ГОСТ 495-92
Лист ДПРХМ 5 ´ 1000 ´ 2000М3
Тоже, холоднокатаный из меди марки М3р, прямоугольного сечения, твердый, толщиной 5 мм, шириной 1000 мм, длиной 2000 мм по ГОСТ 495-92
Лист ДПРХТ 5 ´ 1000 ´ 2000М3р
Лист из никеля марки ПП-2, толщиной 5,0 мм по ГОСТ 6235-91
Лист холоднокатанный из свинца марки С1 прямоугольного сечения нормальной точности изготовления, мягкий, толщиной 0,5 мм по ГОСТ 9559-89
Лист ДПРНМ 0,5 С1 ГОСТ 9559 -83
Лист ВТ1-0-8 ´ 1000 ´ 1500
Лента холоднокатанная из оловянно-фосфористой бронзы марки БрОФ 6,5-0,15, прямоугольного сечения, нормальной точности изготовления, мягкая, толщиной 0,50 мм, шириной 80 мм, немерной длины по ГОСТ 1761-92
Лента ДПРНМ 0,50 ´ 80НДБрОФ 6,5-0,15
Лента из бронзы марки БрАМц9-2 холоднокатанная, мягкая, толщиной 0,60 мм, шириной 15 мм по ГОСТ 1595-90
Лента ДПРХМ 0,6 ´ 15БрАМЦ9-2
То же, твердая, толщиной 0,50 мм, шириной 10 мм по ГОСТ 1595-90
Лента ДПРХТ 0,5 ´ 10 БрАМ-9
Лента из бериллевой бронзы марки БрБ2, мягкая (закаленная) толщиной 0,50 мм, шириной 200 мм, нормальной точности (Н) изготовленная по ГОСТ 1789-70
Лента БрБ2-М-0,50 ´ 200-Н
То же, твердая (деформированная после закалки на 30 - 40 %), толщиной 0,50 мм, шириной 200 мм, повышенной точности изготовления по ГОСТ 1789-70
Лента БрБ2-Т-0,50 ´ 200-П
Лента ДПРНМ 0,50 ´ 100НДБрКМц3-1
Лента ДПРПТ 0,50 ´ 100НД
Лента ДПРПТ 0,50 ´ 250НДЛС59-1
Лента холоднокатанная из меди марки М1, прямоугольного сечения, твердая, повышенной точности изготовления, толщиной 0,20 мм, шириной 175 мм, немерной длины по ГОСТ 1173-93
Лента ДПРПТ 0,20 ´ 175НДМ1
Тоже, из меди марки М3, прямоугольного сечения, нормальной точности изготовления, мягкая, толщиной 0,50 мм, шириной 100 мм, немерной длины по ГОСТ 1173-93
Лента ДПРНМ 0,50 ´ 100НДМ3
Полоса из бериллиевой бронзы марки БрБ2, мягкая (закаленная) толщиной 4 мм, шириной 50 мм, нормальной точности изготовления по ГОСТ 1789-70
Полоса БрБ2-М-4 ´ 50-Н
То же, твердая (деформированная после закалки на 30 - 40 %) толщиной 4 мм, шириной 50 мм, повышенной точности изготовления по ГОСТ 1789-70
Полоса БрБ2-Т-4 ´ 50-П
Полоса из бронзы марки БрАМц9-2, горячекатанная, прямоугольного сечения, толщиной 2,0 мм, шириной 50 мм по ГОСТ 1595-90
Полоса ГПРХХ2,0 ´ 50БрАМц9-2
Полоса из бронзы марки БрАМц9-2, холоднокатанная, прямоугольного сечения, мягкая, толщиной 2,0 мм, шириной 50 мм, по ГОСТ 1595-90
Полоса ДПРХМ2,0 ´ 50БрАМц9-2
Полоса ДПРХМ2,5 ´ 200НДБрКМц3-1
Полоса ДПРХТ2,5 ´ 200НДБрКМц3-1
Полоса из оловянно-фосфористой бронзы марки БрОФ6,5-0,15 холоднокатанная, прямоугольного сечения, нормальной точности изготовления, мягкая, толщиной 2,0 мм, шириной 100 мм, немерной длины по ГОСТ 1761-92
Полоса ДПРНМ2,0 ´ 100НДБрОФ6,5-0,15
То же, из оловянно-цинковой бронзы марки БрОЦ4-3, твердая, толщиной 3,0 мм, шириной 100 мм, немерной длины по ГОСТ 1761-92
Полоса ДПРНТ3,0 ´ 100НДБрОЦ4-3
Полоса холоднокатанная из латуни марки Л63 прямоугольного сечения, мягкая, нормальной точности изготовления, размером 0,8 ´ 100 мм, немерной длины
Полоса ДПРНМ0,8 ´ 100НДЛ63
То же, из латуни марки ЛС59-1, прямоугольного сечения, твердая, повышенной точности изготовления, размером 4 ´ 500 мм, немерной длины по ГОСТ 931-90
Полоса ДПРПТ4 ´ 500НДЛС59-1
Полоса холоднокатанная из меди М2, прямоугольного сечения, нормальной точности изготовления, мягкая, толщиной 1,0 мм, шириной 150 мм, длиной 1000 мм по ГОСТ 495 -77
Полоса ДПРНМ1,0 ´ 150 ´ 1000М2
То же, из меди марки М3р, твердая, толщиной 2 мм, шириной 300 мм, длиной 1000 мм по ГОСТ 495 -77
Полоса ДПРНТ2,0 ´ 300 ´ 1000
Полоса из никеля марки НП3, горячекатанная, толщиной 9,0 мм шириной 150 мм, немерной длины по ГОСТ 6235-91
Полоса НП3-Гк-9 ´ 150
То же, холоднокатанная, твердая, толщиной 7,0 мм, шириной 170 мм, немерной длины по ГОСТ 6235-91
Обозначение термообработки на чертежах
В технике под термической обработкой подразумевается такая технология обработки металлов и сплавов при которой в результате теплового воздействия происходит изменения их свойств в необходимом для нас направлении. В ходе этого процесса происходят структурные изменения обрабатываемых материалов. Таким образом, изменение строения их кристаллических решеток является основной и единственной задачей, которую решает термообработка.
Чертежи тех деталей, которые в ходе изготовления предполагается подвергать термической, химико-термической и другим разновидностям обработки, согласно ГОСТ 2.310–68 должны содержать показатели свойств, которые будут получены в результате проведения необходимых технологических процессов. К примеру:
• Твердость: НВ (по Бринелю), HV (по Виккерсу), HRA (по Роквеллу, шкала А ), HRB (по Роквеллу, шкала В ), HRCэ (по Роквеллу, шкала Сэ );
• Ударная вязкость: ( σв ) ;
• Предел упругости: ( σу ) ;
• Предел прочности: ( ак ) .
Для обозначения глубины обработки на технических чертежах используется символ h .
Чтобы обозначить глубину, на которую должна производиться обработка, а также необходимую твердость материала, используются предельные значения « от…до », к примеру: h0,6…0,8; 30…35 HRC .
Тогда, когда это обосновано с технической точки зрения, действующие стандарты допускают обозначать эти величины их номинальными значениями с указанием предельных отклонений, к примеру: 0,8±0,1; (43±3) НRС .
При нанесении текстовой информации о величинах свойств материалов на чертеже допускается применять знаки ≤ или ≥ , например: σв ≥ 1300 кгс/см 2 , твердость ≥ 650 HV и т.п.
Выбор проекции
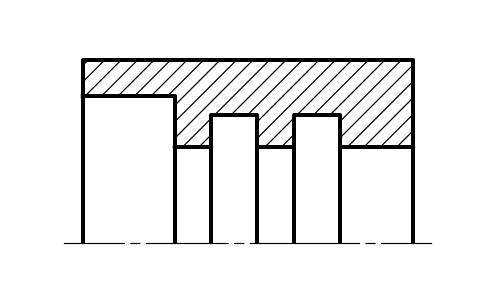
Поверхности деталей, которые в ходе их изготовления должны подвергаться термической обработке, на чертежах отмечаются утолщенной штрихпунктирной линией. При этом используется та проекция изделия, на которой такое обозначение будет ясно определено.
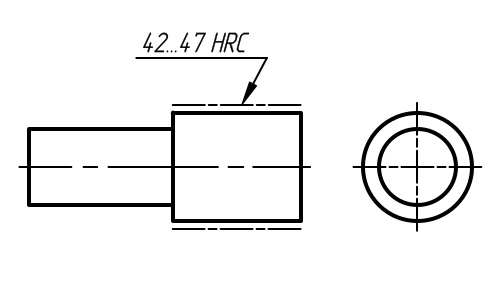
Термическая обработка поверхности
Поверхности изделий, которые в ходе производственного цикла должны быть термически обработанными, можно отметать и на прочих проекциях. Надписи, содержащие показатели свойств материала, которые относятся к одним и тем же поверхностям, должны наноситься только один раз.
Обозначение термообработки на чертежах
Нередко при составлении чертежей бывает так, что те надписи, которые служат для указания размеров и свойств материалов подвергаемых обработке поверхностей, могут существенно затруднить чтение технической документации. Чтобы этого избежать, действующими стандартами допускается их указание на упрощенном изображении, приводимом дополнительно.
Наименование обработки
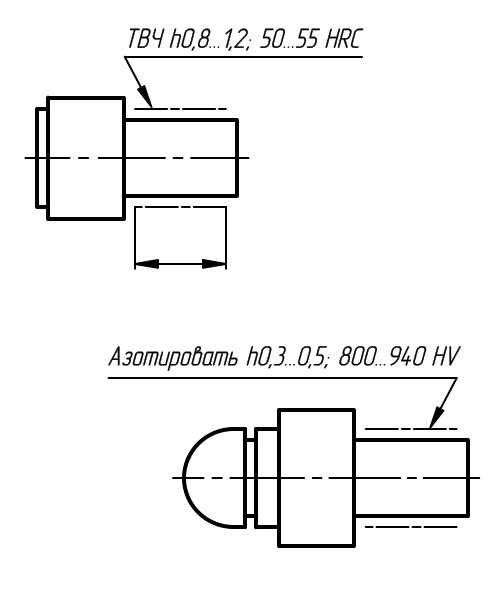
Существуют разновидности термической обработки, результаты проведения которой контролю не подвергаются (таковой, к примеру, является отжиг). Кроме того, технологический процесс изготовления деталей нередко предполагает проведения только одного вида обработки, гарантирующего достижения всех требуемых свойств материала и долговечности изготавливаемой детали. Их также допускается указывать на технических чертежах. Они обозначаются теми словами или условными сокращениями, которые принято использовать в научно-технической литературе.
Указание на чертеже термообработки
Место испытания твердости
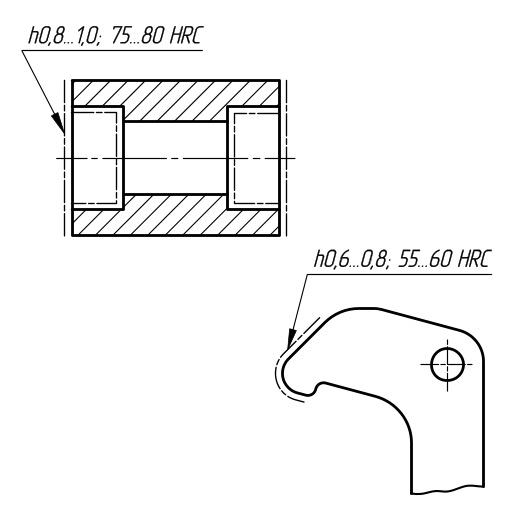
В случае если это необходимо, место проверки показателя твердости обозначают на чертеже в зоне требуемой твердости.
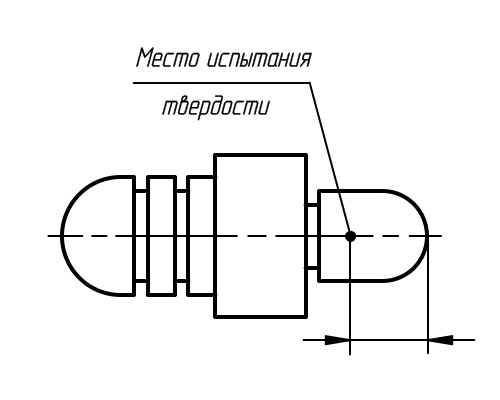
Место испытания твердости
Запись в технических требованиях
В тех случаях, когда согласно технологии изготовления детали вся ее поверхность подвергается одному виду обработки, это указывается на чертеже в технических требованиях, к примеру: « Отжечь », « Цементировать 0,5. 0,6 мм; 53. 60 HRC » « 30..35HRC ».
В тех случаях, когда согласно технологии изготовления детали одному виду обработки подвергается большая ее часть, а остальные части подлежат предохранению от такого воздействия, то технические требования должны содержать запись следующего типа: « 35. 40 НRС, кроме места, обозначенного особо », « 45. 50 HRC, кроме поверхности А » и т.д.
Изменение свойств металлов
Термообработка на чертежах
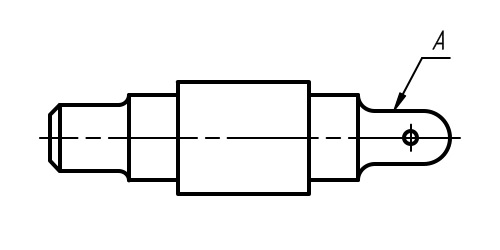
В тех случаях, когда должны быть обработаны участки или поверхности изделий, которые определяются техническим понятием или термином (к примеру, поверхности, обозначаемые буквенными символами, поверхности зубчатого колеса или зубьев, хвостовики режущих инструментов или же их рабочие части), то действующие стандарты допускают их не обозначать с помощью утолщенной штрихпунктирной линии, в случае если это не приведёт к неправильному пониманию чертежа. В технических же требованиях делается надпись следующего типа: « Поверхность В – 40. 45 НRС », « Хвостовик h0,7. 0,9 мм; 45. 50 НRС » и т.п.
Обработка участков изделия
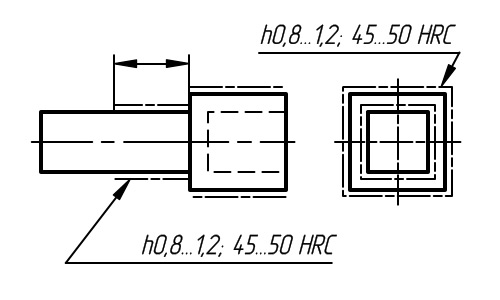
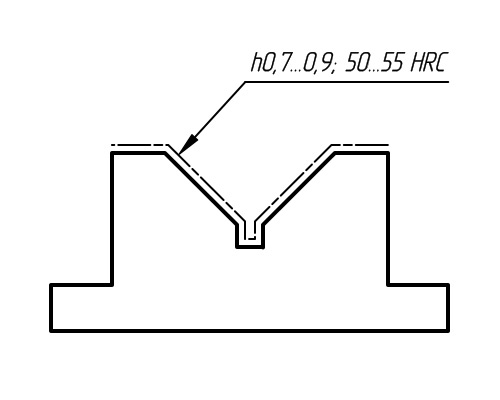
В тех случаях, когда обработке подвергаются отдельные участки деталей, то они должны быть на чертежах отмечены утолщенной штрихпунктирной линией. Она проводится на расстоянии 0,8…1 мм от них и указываются определяющие размеры поверхности. Кроме того, все показатели свойств материала, а также, если это необходимо, способы их получения, указываются на полках линий-выносок.
Изменение свойств металла при нагреве
В тех местах, где те размеры, которые определяют подвергаемые обработке поверхности, ясны из данных чертежа, их можно не проставлять.
Термическая обработка деталей
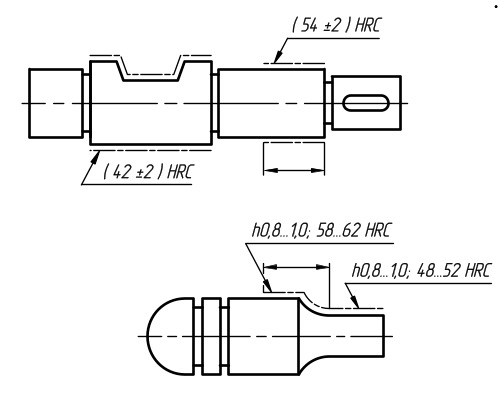
В тех случаях, когда требования к свойствам материала детали различны для разных участков ее поверхности, то все они должны указываться по отдельности.
Симметричные участки обработки
В тех случаях, когда симметричные поверхности или участки деталей обрабатываются одинаково, все они отмечаются утолщенной штрихпунктирной линией. Указание свойств материала делается только один раз.
Обозначения графические материалов в сечениях
Все детали, которые изображаются на технических чертежах, представляют собой определенные геометрические тела и их комбинации. Изготавливаться они должны из определенных материалов, в соответствии с закладываемыми при их разработке требованиями.
Вид материала указывается в основной надписи чертежа. В тех случаях, когда на техническом чертеже надо указать сечение, материал обозначается графически, в зависимости от того, какого он вида.
Одним из основных требований, предъявляемых к графическим обозначениям в сечениях материалов, является то, что детали должны легко различаться, вид материала надлежит показывать так, чтобы чтение чертежа не было затруднено.
Основным нормативным документом, которым устанавливаются правила нанесения материалов в сечениях и их графического изображения, является ГОСТ 2.306 – 68 . Он действует для всех отраслей промышленности и строительства.









Допускается применять дополнительные обозначения материалов, не предусмотренных стандартом, поясняя их на чертеже.
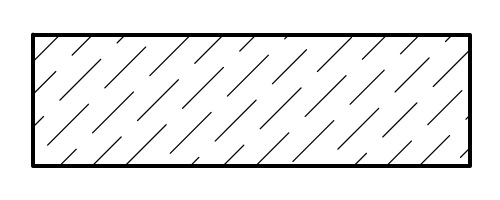
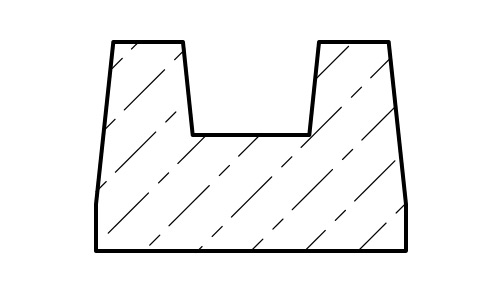
Пример штриховки металлов
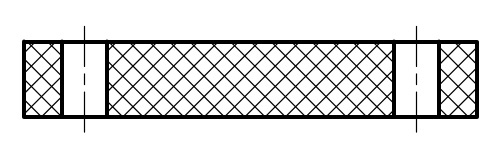
Штриховка неметаллических материалов
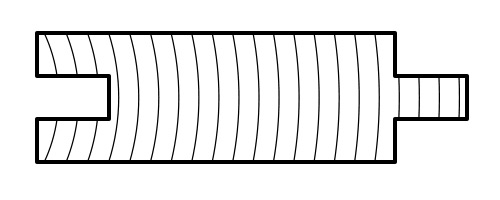
Пример штриховки камня

Штриховка керамических и силикатных материалов
Пример штриховки бетона
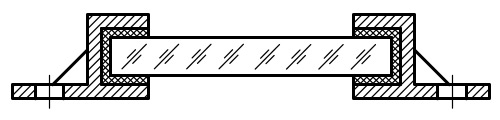
Пример штриховки стекла
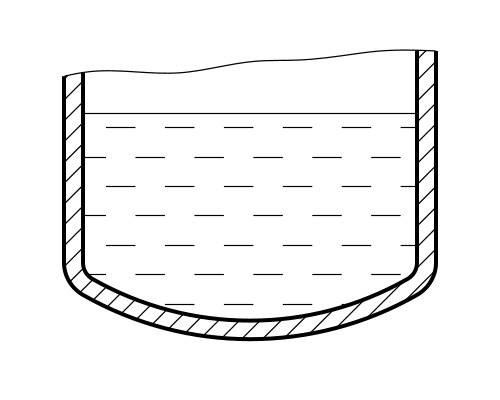
Штриховка жидкости на чертеже
Согласно стандарту, нанесение всех параллельных линий штриховки должно осуществляться под углом 45° к оси изображения, его контуру или же к рамке самого чертежа.
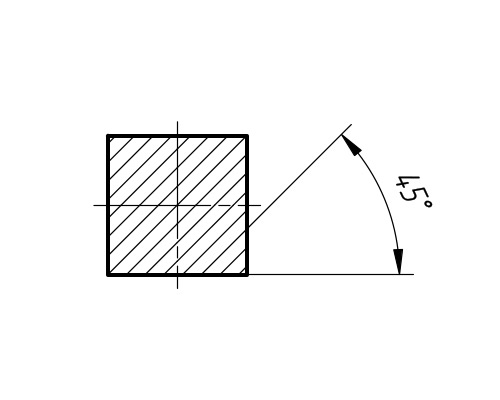
Штриховка под углом 45° относительно линии контура изображения
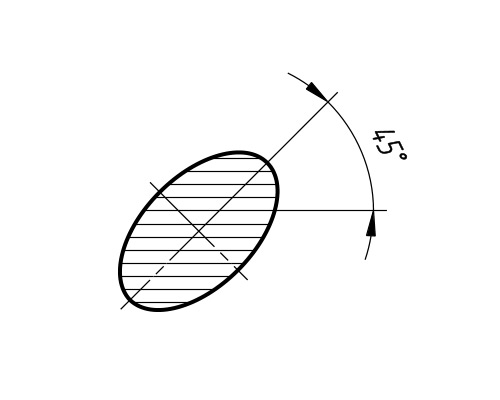
Штриховка под углом 45° к оси изображения
Штриховка под углом 45° к линиям рамки чертежа
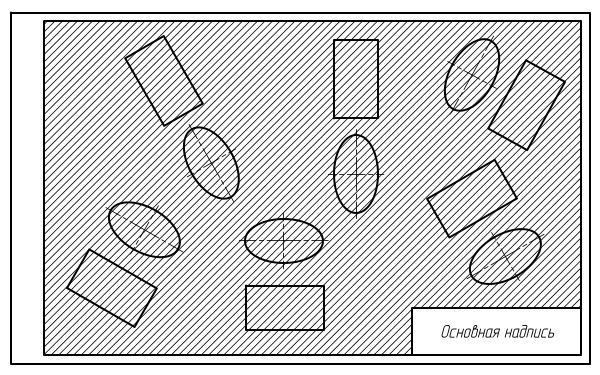
Нанесение линий штриховки должно производиться с наклоном или вправо, или влево, однако таким образом, чтобы его направление на всех сечениях детали, было одинаковым, причем вне зависимости как от количества этих сечений, так и от количества листов чертежей.
Частота линий штриховки (то есть интервал между ними) выбирается в зависимости от таких факторов, как площадь заштриховываемой поверхности, а также потребность в разнообразии штриховки сечений смежных частей детали. Для всех сечений одного масштаба, которые могут иметься у детали, расстояние между наносимыми штрихами должно быть одинаково. Согласно стандарту, расстояние между штриховыми линиями может находиться в пределах от 1 до 10 миллиметров в зависимости от того, нужно ли разнообразить штриховку смежных поверхностей и от того, какова ее площадь.
В тех случаях, когда проводимые под углом 45° линии штриховки по своему направлению совпадают с осевыми линиями или линиями контура, то их надлежит проводить под углом или 60° , или 30° .
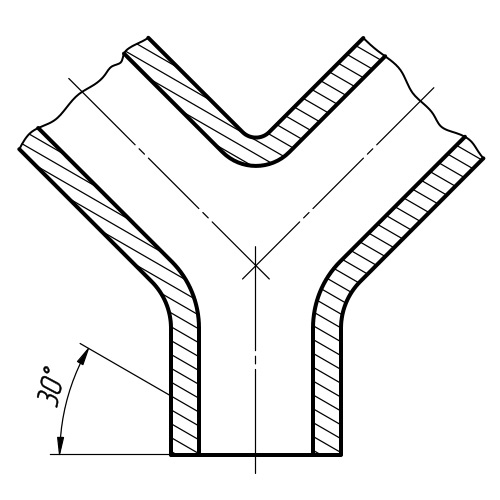
Штриховка под углом 30°
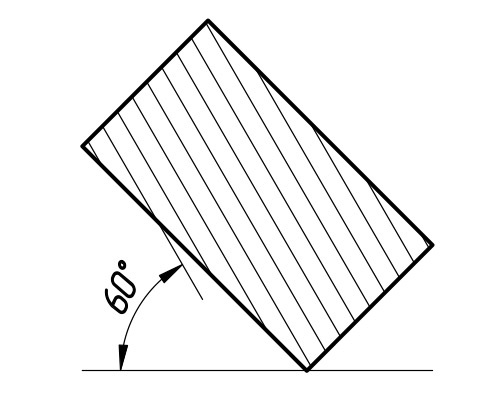
Штриховка под углом 60°
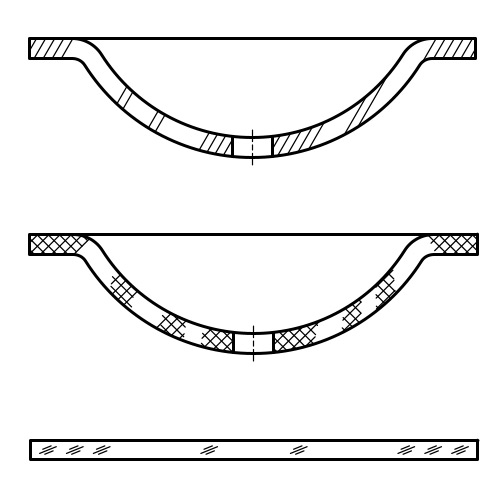
Те площади сечений, которые имеют узкую и длинную форму (к примеру, вальцованные, штампованные и прочие подобные детали), и ширина которых при выбранном масштабе чертежа не превышает 4 миллиметров, полностью заштриховываются только у контуров отверстий и на концах. Остальная же площадь обозначается штриховкой в нескольких местах, небольшими участками. Штриховку стекла рекомендуется наносить с наклоном от 15° до 20° к линии наибольшей стороны контура сечения.
Зачерненная площадь сечения
при её ширине менее 2 мм
Если ширина сечения на чертеже составляет менее 2 миллиметров, то его, согласно действующему стандарту, допускается изображать зачерненным, а просветы между соседними сечениями должны быть шириной не меньше 0,8 миллиметра. Что касается строительных чертежей, то на них все сечения небольшой площади допускается изображать как сечения металла или вовсе не наносить обозначение, а конкретный его материал просто указывать надписью на поле чертежа.
Расстояние между линиями штриховки
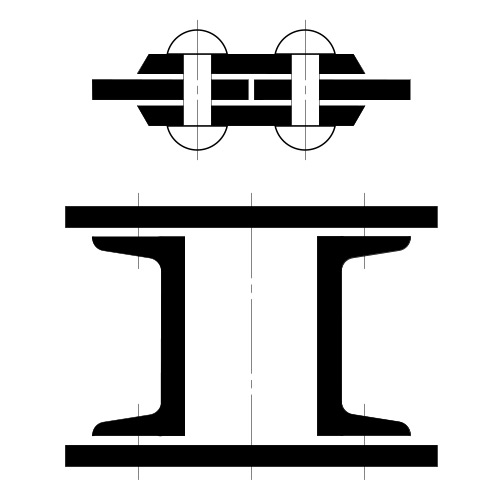
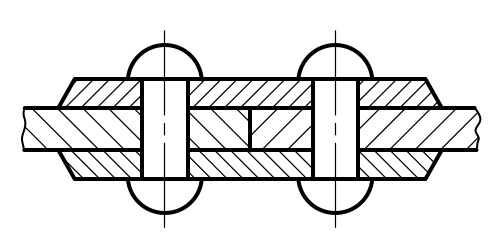
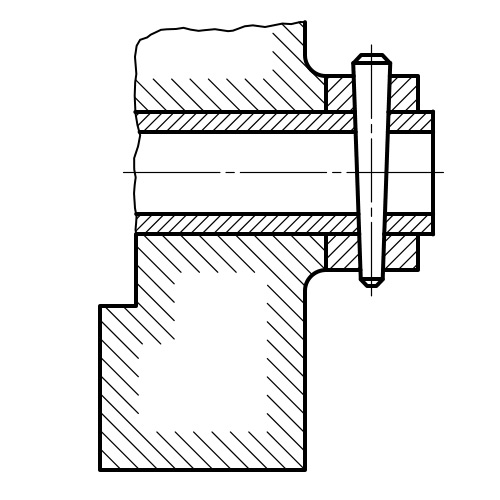
Если на чертеже необходимо изобразить сечение двух смежных деталей, то для одной из них выбирается наклон штриховых линий в правую, а для другой – в левую сторону. Такой прием называется в черчении встречной штриховкой.
Сдвиг линий штриховки в одном сечении
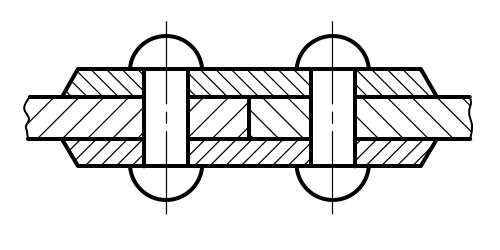
Если штриховка сечений смежных частей производится способом «в клетку», то расстояние между линиями в каждом из них должно быть различным. В тех случаях, когда используется штриховка одинакового наклона, то расстояние между линиями на разных сечениях должно быть различным. Кроме того, для выделения линии можно сдвигать в одном сечении по отношению к сечению другому, и при этом не менять угол их наклона.
Штриховка вблизи контура сечения
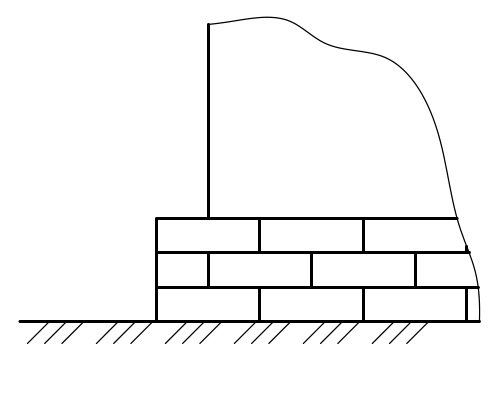
Если площадь сечения велика или если на чертеже указывается профиль грунта, то допускается указание обозначения сечения узкой полоской равномерной ширины непосредственно у контура.
Михеев И.И. Термообработка и твёрдость материалов. Их обозначения на чертежах

Методические указания к выполнению эскизов и рабочих чертежей деталей для студентов
механических специальностей. - Тверь, ТГТУ, 2001. - 12 с.
Приведены сведения по различным видам термических обработок и твёрдо-стей материалов и их обозначениям на чертежах.
Методические указания предназначены для студентов механических специ-альностей, выполняющих задания по машиностроительному черчению
Аристова Е.П. Начертательная геометрия. Инженерная графика. Методические указания для выполнения расчетно-графической работы
- формат doc
- размер 2.44 МБ
- добавлен 28 августа 2009 г.
Методические указания предназначены для студентов первого курса всех специальностей, изучающих инженерную графику. Они содержат основные сведения об образовании и классификации резьб, рассмотрены правила изображения и обозначения резьб на чертежах, приведены наиболее распространенные резьбовые соединения. М: МГУТУ, 2005. -34 c
Бабулин Н.А. Построение и чтение машиностроительных чертежей
- формат pdf
- размер 8.22 МБ
- добавлен 21 сентября 2011 г.
Учебник. - 12-е изд., доп. - М.: Высш. шк., 2005. - 453 с.: ил. Построение и чтение машиностроительных чертежей с примерами оптимальных чертежей различных изделий и обоснованием элементов чертежей конкретными производственными задачами и требованиями, типовыми технологическими процессами изготовления деталей и сборки. Разделы. Общие сведения о чертежах. Изображения на чертежах. Размеры на чертежах. Технические указания на чертежах. Чтение чертеж.
- формат djvu
- размер 6.56 МБ
- добавлен 21 сентября 2011 г.
Гринёва Н.В. Разработка чертежей: Правила их оформления и стандарты
- формат pdf
- размер 1.57 МБ
- добавлен 19 декабря 2011 г.
Харьков: ХНАГХ, 2008. – 57 с. Разделы: - Шрифты чертежные (вводные индивидуальные задания) - Геометрическое черчение - Проекционное черчение - Разъемные и неразъемные соединения - Сборочный чертеж - Деталирование ПРИЛОЖЕНИЯ А. Графическое обозначение материалов в сечениях ГОСТ 2.306-68 Б. Правила нанесения на чертежах надписей, технических требования и таблиц ГОСТ 2.316-68 В. Эскизирование Г. Аксонометрические проекции Д. Шероховатость пов.
Забелин В.И. Основы начертательной геометрии
- формат pdf
- размер 3.62 МБ
- добавлен 27 ноября 2011 г.
Тверь: ТГТУ, 2006.- 187 с. Данная книга написана в соответствии с перечнем тем государственного образовательного стандарта РФ для машиностроительных специальностей высших учебных заведений. Все рассматриваемые вопросы иллюстрируются большим количеством графических примеров с указанием алгоритмов геометрических построений. Принятые в книге обозначения на чертежах отличаются от общепринятых, и направлены на сближение начертательной геометрии с инж.
Мясоедова Н.В., Леонова Л.М., Притыкин Ф.Н., Кошелева Л.И. Инженерная графика (геометрическое и проекционное черчение)
- формат pdf
- размер 3.42 МБ
- добавлен 20 мая 2010 г.
Учебное пособие. Омск: Изд-во ОмГТУ, 2005. – 52 с. Учебное пособие содержит правила выполнения изображений предметов на чертежах, выполняемых в разделах «Геометрическое черчение» и «Проекционное черчение» по курсу «Инженерная графика». Предназначено для студентов первого курса технических специальностей всех форм обучения. Оглавление: Общие правила оформления чертежей. Форматы. Основная надпись. Масштабы. Линии. Шрифты чертежные. Брошюровка аль.
Оглоблин А.Н. Как читать машиностроительный чертеж
- формат djvu
- размер 2.26 МБ
- добавлен 11 апреля 2011 г.
Ленинградское газетно-книжное издательство, 1945 - 90 с. Правила выполнения и оформления машиностроительных чертежей не являются предметом данной книги, — в ней рассматриваются лишь вопросы, связанные с чтением чертежей. Разбор этих вопросов, даже в самой сжатой и элементарной форме, невозможен без предварительного ознакомления читателя с исходными положениями машиностроительного черчения и, в частности, с прямоугольными проекциями. Ввиду этого.
Симонов И.В. Методические указания по нанесению размеров на эскизах и рабочих чертежах деталей
- формат djvu
- размер 1.93 МБ
- добавлен 29 января 2012 г.
М.: Московский авиационный институт, 1972. - 101 с.: ил. Общие правила и рекомендации по нанесению размеров по ГОСТ (основные положения; нанесение выносных и размерных линий; нанесение размерных чисел; нанесение условных знаков и надписей). Нанесение размеров с учетом конструктивных и технологических требований (сопряженные и свободные размеры; способы нанесения размеров; нанесение размеров с учетом конструктивных и технологических баз; нанесени.
- формат pdf
- размер 5.53 МБ
- добавлен 30 января 2012 г.
Федоренко В.А., Шошин А.И. Справочник по машиностроительному черчению
- формат rar
- размер 5.93 МБ
- добавлен 28 ноября 2008 г.
В справочнике помещены материалы по основам выполнения и оформления машиностроительных чертежей. Приведены типоразмеры крепёжных изделий, профилей прокатной стали, условные графические обозначения, применяемые в чертежах и схемах.rn
Читайте также: