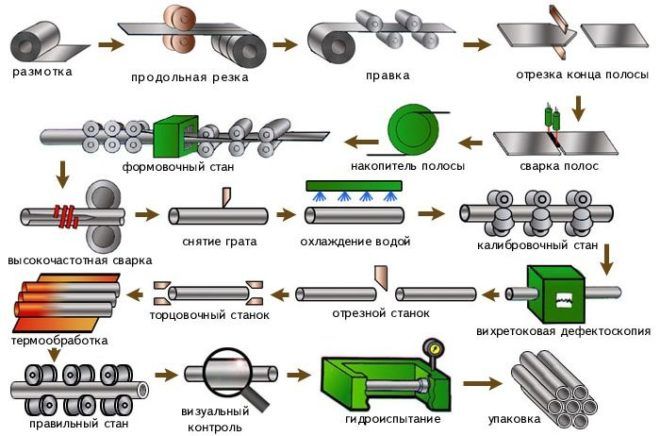
Оборудование для продольной резки рулонного металла
Линия продольной резки рулонного метала – современный подход к производству штрипсов. На сегодня различные отрасли промышленности не смогли бы обойтись без применения листового металлопроката. Благодаря технологиям такие линии выполняют высокие требования стандартов, а при упаковке и транспортировке сохраняются эксплуатационные качества металла.
Качество резки рулонного металла достигло высокого уровня. Особенно в производствах, где эксплуатируются режущие станки для резки рулонной стали. На выходе получается соответствующая стандарту продукция, на которой нет необходимости проводить дополнительные работы.
С точки зрения экономической эффективности, именно поперечная и продольная резка металла позволяет достичь снижения себестоимости продукции и увеличить эффект от производства.
Предпосылки для масштабного применения
Популярность линии резки рулонного металлопроката вызвана большим ассортиментом товаров, которые выпускает линия продольной резки металла. Из готовой продукции изготовляют прямошовные трубы, слоеные стройматериалы.
Линия поперечной резки рулонного металла позволяет организовать штамповочное производство различных товаров, без нее не обходится ни один элемент литейно-прокатных комплексов.
При разрезе металл классифицируется на три вида жести:
- толщиной до 2 мм;
- имеющую диапазон толщины от 2 до 4 мм;
- толщиной свыше 4 мм.
Первые два вида металлов предполагают применение холодной прокатки, в то время как при разрезе 4 мм жести применятся горячий вид обработки.
Наибольшее распространение в производстве нашли рулоны, произведенные путем холодной прокатки. Выполняется этот процесс из металлических рулонов следующих размеров:
- толщина в диапазоне 0,25–4 мм;
- ширина – 12,30 см,
- длина до 30,00 см.
При этом вес таких рулонов достигает 15 тонн.
При резке таких металлических рулонов, учитываются технические характеристики этого материала, поэтому в этом процессе мастера применяют особые станки и специальное оборудование.
Технология процесса
В начале технологического процесса необходима предварительная нарезка полос до требуемой длины. Далее, к этим полосам подсоединяется электричество.
Мощность электрического тока обеспечивает точечный нагрев полосы. За счет этого обеспечивается температурный раздел и плавление металла. При определении величины тока учитывается толщина полосы, частота подводимого электрического тока и физико-химические свойства металла.
Продольная резка металла обязательным образом сопровождается локальным нагревом полосы для снижения сопротивления при резке. Это объясняется тем фактом, что нагревание до высоких температур сопровождается снижением механических свойств металла. Линия продольной резки материала способствует образованию более закругленных полос меньшей ширины, не имеющих заусенец.
За счет этого обеспечивается соответствие всем требованиям стандартов, предъявляемым к процессу изготовления гнутых профилей сварных прямошовных труб.
Вдобавок к этому, при таком методе разрезании полос не появляется необходимость дополнительной обработки и прочих операций. Это означает, что линия продольной резки рулонного металла является экономически очень эффективной.
Линия продольной резки листового металлаОсобенности процесса работы
Линия поперечной резки металла вместе с продольной имеет похожий принцип функционирования. Материал удерживается особыми дисковыми ножницами, а далее после фиксации между верхним и нижним валами происходит резка.
Разделение происходит под влиянием напряжения, прижимающегося к верхнему валу. За все время процесса верхние и нижние валы постоянно сохраняют движение для непрерывной подачи листов.
Поскольку под действием высокой температуры жесткость металла ослабевает, в процессе резки диски зачастую заменяются углеродистыми стальными вальцами, заблаговременно нагрев металл с помощью электричества. При замене дисков вальцами мастера обеспечивают высокое качество резки.
Виды резки и для чего они нужны
Узкие металлические полосы востребованы как в массовом, так и в мелкосерийном производстве.
В первом случае изготовляемая продукция предназначена для применения в вентиляционных системах и кровельных работах, при установке рекламных сооружений.

А в мелкосерийном производстве, что на практике подразумевает более тонкую работу, выполняется разрезание металла ювелирного качества.
В таком типе производства различают следующую классификацию видов резки:
- резка фигурная – процесс, когда заранее обозначается фигура, по которой движется лазер и вырезает установленный программой элемент. При резке декоративных изделий такой метод позволяет избежать повреждений;
- резка металла по контуру – процесс, после которого материал не подвергается дальнейшей полировке или какой-либо обработке. При резке сложных фигур этот метод резки подходит незаменимо. Диаметр режущего луча не превышает 0,4 мм;
- резка лазером – более модернизированная технология, которая позволяет значительно сократить процесс обработки, при этом не влияет на качество. При этом такая технология весьма недорогая, ведь отсутствует процесс рубки и фрезеровки.
Точная форма конечной продукции обеспечивается за счет технологии, устраняющей динамическое воздействие на продукцию. Именно резка лазером применяется при изготовлении мебельных гарнитуров, разного оборудования, а также машин.
После резки лазером поверхность материала становится идеальной гладкой и отполированной. А также осуществляется регулировка глубины лазера, что очень существенно при резке сложных фигур.
Поперечная резка металла – сложный процесс, требующий от мастеров настоящего профессионализма и щепетильного выполнения правил.
На каждом этапе технология имеет контрольные точки, это помогает проверить правильность выполнения работы, а также состояние изделия.
Поэтому применение линии продольно-поперечной резки металла способствует ускорению процесса изготовления деталей и изделий. Состоит линия резки из нескольких комбинированных частей, это позволяет разбить технологию на небольшие логические циклы. За счет этого процесс резания существенно ускоряется.
Рентабельность
Эффективность такого предприятия на современном рынке высока, но основные факторы могут существенно влиять на ежегодную прибыль. Если производство расположено в отдаленном городе, сбыт и фасовка готовых изделий происходит нерегулярно. В таком случае падает спрос, а также основной процент денежных вливаний.
Располагать предприятие такого профиля необходимо в черте промышленного региона, где потребность в производимой продукции будет высока.
Оборудование для резки металла
Линия продольной резки металла предназначена для резки рулонного металлопроката толщиной до 1,2 мм на ленты заданной ширины с намоткой в рулоны.
Линия продольной резки металла предназначена для раскроя рулонного металлопроката в штрипс заданной ширины с намоткой в рулоны. Толщиной обрабатываемого металла до 2 мм.

Линия продольной резки металла предназначена для раскроя рулонного металлопроката в штрипс заданной ширины с намоткой в рулоны. Толщина обрабатываемого металла до 3 мм.
Ножницы используются для продольной резки листов и рулонов металла на ленту (штрипс) шириной от 40 мм до 1790 мм. Толщина обрабатываемого металла от 0,4 мм до 3 мм.
Ножницы используются для продольной резки листов и рулонов металла на ленту (штрипс) шириной до 100 мм. Толщина обрабатываемого металла от 0,4 мм до 2 мм.
Линия продольно-поперечной рзеки рулонной стали предназначена для изготовления заготовок С и П профилей и термопрофиля ЛСТК. Линия обеспечивает роспуск рулонной стали на штрипсы (ленты) необходимой (настраиваемой) длины и ширины, при этом работает с минимальным количеством отходов металла.

Станок плазменной резки металла c ЧПУ под лист 2500х6000 с источником воздушно-плазменной резки FoxWeld Plazma 163. Максимальная толщина реза 50 мм. Установка плазменной резки предназначена для автоматического раскроя любого листового электропроводного материала. Использование плазменной резки позволяет убрать (снизить до минимума) последующую механическую обработку, тем самым уменьшая себестоимость изделия.

Автоматическая линия предназначена для поперечной резки рулонного металла - стальной (металлической) ленты шириной 250 мм на листы. Толщина металла – от 0,1 до 1,2 мм.

Станок плазменной резки металла c ЧПУ под лист 3000*1500 с источником воздушно плазменной резки Hypertherm Powermax 600. Максимальная толщина реза 5 мм. Станок предназначен для автоматического раскроя любого листового электропроводного материала. Использование плазменной резки позволяет убрать (снизить до минимума) последующую механическую обработку, тем самым уменьшая себестоимость изделия.
Линия резки рулонного металла – это обязательный компонент производственного объекта, занимающегося выпуском профиля, металлической черепицы, профнастила и прочих схожих материалов. Наше предприятие поставляет комплексное оборудование для подобных систем. В наличие станки, которые выполняют поперечную, продольную резку металла, раскрой на полосы заданной ширины.

Линия поперечной резки металла

Поперечная резка металла на листы
Комплексная поставка оборудования
Предлагаем купить оборудование для резки металла с доставкой по России от производителя. Разрабатываем готовые решения, при закупке оказываем следующие услуги:
- Доставка оборудования;
- Установка и сборка линии;
- Настройка и ввод в эксплуатацию;
- Последующее обслуживание.
Цена на оборудование для резки металла зависит от производительности и сложности оборудования. Стоимость готовой линии зависит от компоновки и от того, нужно ли дополнительное оборудование, к примеру - разматыватель металла. Оказываем консультации, помощь в выборе оборудования.
Линии продольной резки рулонного металла

Линия продольно поперечной резки – это набор оборудования для качественного раскроя листового или рулонного металла. Компания «МОБИПРОФ» реализует линии резки металла в Москве и других городах России. Производимое нами оборудование продольно-поперечной резки рулонного металла сертифицировано и отвечает современным требованиям качества, безопасности и функциональности. Производство осуществляется в соответствии с действующими отраслевыми стандартами.
Наши линии поперечной резки металла адаптированы для эксплуатации в российских условиях, поэтому отличаются повышенной надёжностью. При ихизготовлении используются передовые технологии, модернизированные системы проектирования и высококачественные материалы.
Особенности работы линии резки металла
С помощью данного оборудования выполняется качественный поперечный и продольный раскрой металла на полосы заданной длины и ширины. Заготовками выступают как листы, так и рулоны. Ширина полос регулируется направляющими и достигает 1250 мм. Кроме раскроя возможно нанесение защитной плёнки и последующая намоткав рулоны (производство штрипса).
Линия резки рулонного металла состоит из следующих элементов:
- разматыватель (доступны разные модификации);
- станок продольной резки рулонного металла;
- дисковый нож или электромеханическая гильотина;
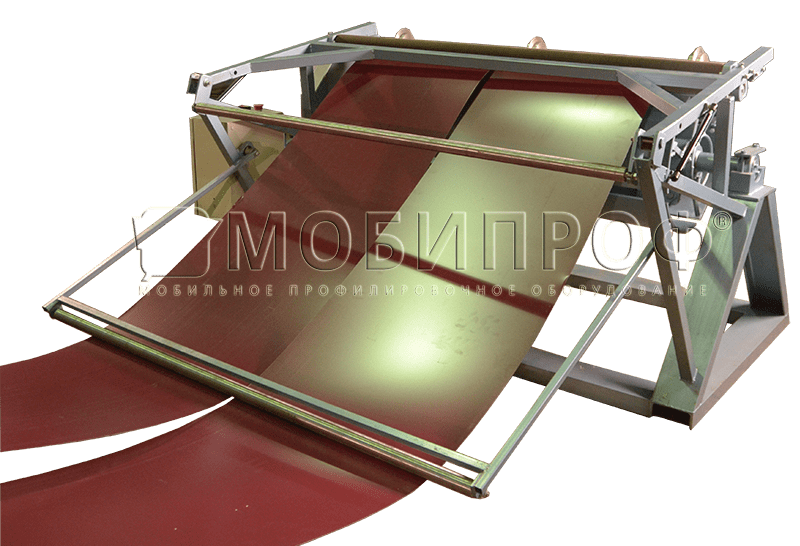
- приёмный стол длиной 1,5 метра;
- наматыватель (при необходимости).
Автоматизированная линия резки оснащается автоматической системой управления. С помощью пульта оператор задает необходимую длину и количество изготавливаемых полос.На линии поперечнойрезки можно успешно обрабатывать не только электротехническую и оцинкованную рулонную сталь с полимерным покрытием, но цветные сплавы толщиной от 0,3 до 1,5 мм (медь, алюминий, сплавы цинка и титана).
Виды линий продольно-поперечной резки рулонного металла
Вниманию покупателя представлено несколько линий для продольно-поперечного раскроя. Они различаются по следующим техническим параметрам:
- производительности (рулонные метры в минуту): от 5 до 10 м;
- максимальной толщине обрабатываемого листа: от 0,3 до 1,5 мм;
- наибольшей массы рулона: от 5000 до 10000 кг;
- режима работы: ручной, полуавтоматический, автоматический;
- потребляемой мощности: от 0,75 до 5,15 кВт;
- максимально возможного количества пар установленных ножей — до 15;
- размеров, массы.
Мы предлагаем следующие модели:
- ЛППР-1250/3-А;
- ЛППР-1250/3-Р;
- ЛППР-1250/5-А;
- ЛППР-1250/5-АСУ;
- ЛПР-1250/5-А.
Выбор определенной модели зависит от потребностей конкретного производства. Мы окажем экспертное содействие и поможем приобрести оборудование для изготовления штрипса, максимально соответствующее специфике эксплуатации.
Кроме того, у нас можно купить следующие комплектующие:
- дисковые ножи для продольного реза;
- устройство для нанесения плёнки;
- приводные двухопорные наматыватели;
- дополнительные секции для приёмных столов и прочие приспособления, необходимые для эффективной работы.
Преимущества линий поперечной резки металла
- Низкое энергопотребление;
- Высокая производительность;
- Универсальность в применении;
- Удобное управление, максимальный контроль;
- Долгий срок службы;
- Компактность, оптимальные габариты;
- Минимальное количество обслуживаемого персонала (1–2 человека);
- Широкий диапазон толщин перерабатываемого материала;
- Мобильность, взаимозаменяемость, свободная компоновка (узлы автономны и могут быть дополнены при необходимости);
- Отсутствие потребности в специальной подготовке помещения (станок можно установить просто на пол или разместить на строительной площадке в любом удобном месте).
Почему линии продольно-поперечной резки рулонного металла лучше покупать у нас?
- Большой опыт работы на рынке (с 1998 года);
- Возможность изготовления станков по индивидуальному заказу;
- Оперативная обработка заявки;
- Фирменная гарантия и квалифицированное сервисное обслуживание;
- Организация доставки по России.
Станки для резки металла
Компания «Мобипроф» предлагает механические и электрические модели оборудования для роспуска листового или рулонного металла на заготовки, полосы определенной длины (штрипсы).
Наиболее распространенным методом раскроя является механическая обработка, которую можно выполнить с помощью гильотинных, дисковых ножниц, слитера или специализированных станков для резки металла на штрипс или листы.
Станок для резки листового металла характеризуются наличием определенного числа дисковых ножей, с помощью которых происходит раскрой металла.

Дисковые ножницы имеют несколько пар ножей, которые располагаются через определенный интервал, выставляемый в зависимости от требуемого количества заготовок необходимой ширины. Для получения полос нужной длины используется поперечный дисковый нож. Толщина листа при роспуске может достигать 1,5мм. Оборудование Мобипроф отличается высокой производительностью и точностью реза.
Дисковые (роликовые) ножи на станки продольной резки изготавливают из стали с применением объемной закалки. Дисковые ножницы для продольной резки металла имеют такой важный критерий как боковой зазор между режущими кромками и их перехлест. Эти параметры выбираются в зависимости от толщины разрезаемого материала (для тонколистового материала толщиной не более 2 мм боковой зазор равен нулю), его типа и одновременно установленного количества ножей. При увеличении бокового зазора и неверной установки перехлеста ухудшается качество раскроя, что приводит к появлению заусенцев и загибам.
Для правильного взаимного расположения ножей на станке продольно-поперечной резки необходимо обеспечить их четкую посадку и фиксацию. Для этого поверхность деталей должна быть шлифованной, а посадка на вал с минимально возможным зазором (переходная посадка). Это обеспечит свободное перемещение дисковых ножей по валу. Нешлифованная поверхность и свободная посадка не обеспечивают четкого взаимного расположения деталей. При фиксации таким образом происходит перекос и смещение, которые проявляются при совмещении нижнего и верхнего ножей на вращающихся валах (происходит изменение перехлеста и бокового зазора), и как следствие, ухудшается качество реза.
На практике применяют две основные схемы надежного соединения ножа с валом: составные (две половинки соединяются с помощью фиксирующих винтов) и цельные (с двумя отверстиями для фиксации при помощи стопорных винтов). С экономической точки зрения выгоден второй способ, при котором главным условием является наличие пары симметрично расположенных лысок на поверхности вала, так как при контакте стопорного винта и вала на его поверхности образуются задиры, препятствующие свободному перемещению ножа. При креплении стопорного винта в лыску образующиеся задиры не мешают перестановке режущего инструмента, так как не соприкасаются с внутренней поверхностью ножа. Отсутствие лысок или наличие только одной однозначно приводит к закусыванию и перекосу, а также невозможности его последующего передвижения.
Помимо обеспечения таких требований, как отсутствие биения валов и ножей, жесткая посадка режущего инструмента и его четкая фиксация на валах, не менее важными факторами являются: качество материала, из которого они изготовлены, отсутствие люфта в подшипниках, должны присутствовать жесткие опоры, в которых базируются валы. Жесткая конструкция опоры станка продольно-поперечной резки металла обеспечивает четкую прямолинейность и соосность валов.
Для лучшей протяжки материала некоторые производители применяют обрезиненные втулки, создающие дополнительное трение. Но применение таких втулок не обязательно, так как при резке материал протягивается за счет силы резания.
В зависимости от целей, задач, объема работ можно подобрать различное оборудование для раскроя металла:
- механический станок для продольной резки металла;
- электромеханический станок поперечной резки металла;
- автоматизированный станок для продольной резки рулонного материала.
Преимущества станков продольной резки листового металла
- высокое качество реза благодаря соосным валам;
- быстрая и простая перенастройка на нужную ширину заготовки;
- износостойкие ножи с двухсторонней заточкой;
- мобильность - возможность использования как в условиях производственного цеха, так и на стройплощадках.
Линия продольной резки ЛПР-1250/5-А



ЛПР-1250/5-А





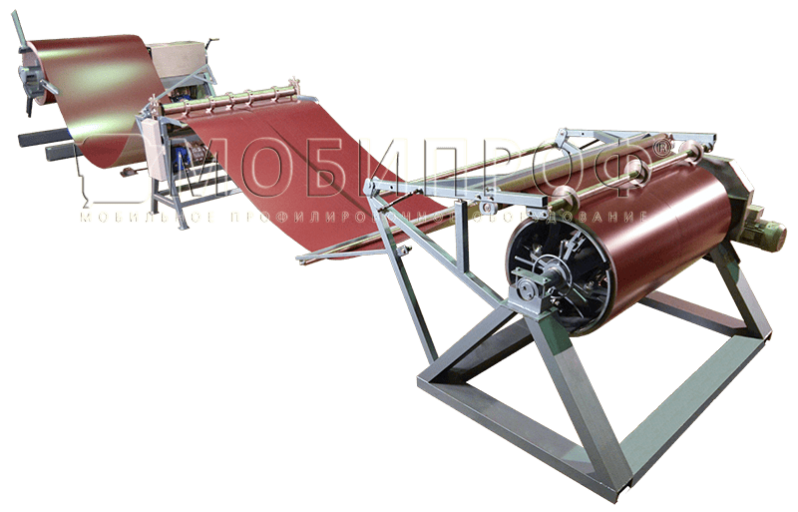
Линия продольной резки предназначена для раскроя рулонного металла на ленты заданной ширины с последующей намоткой в рулоны.
Устройство и особенности работы линии продольной резки металла
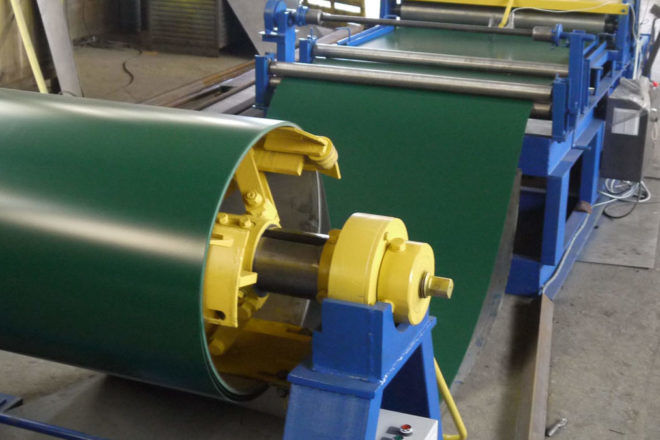
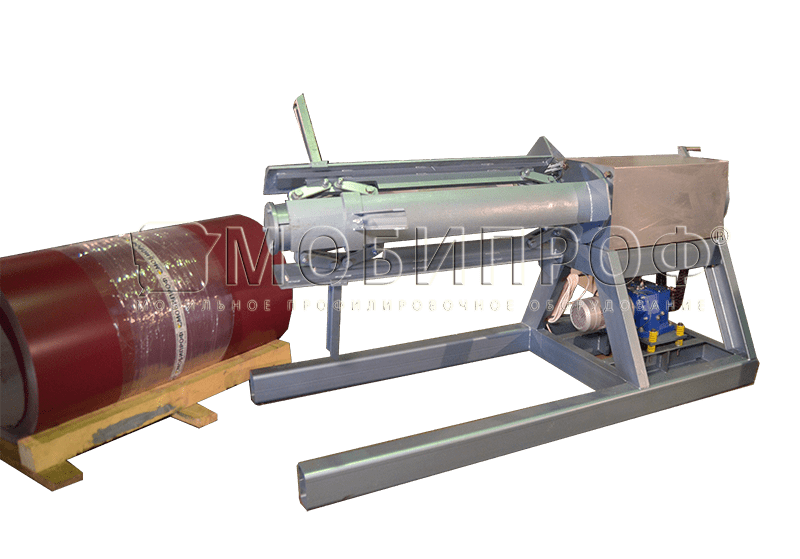
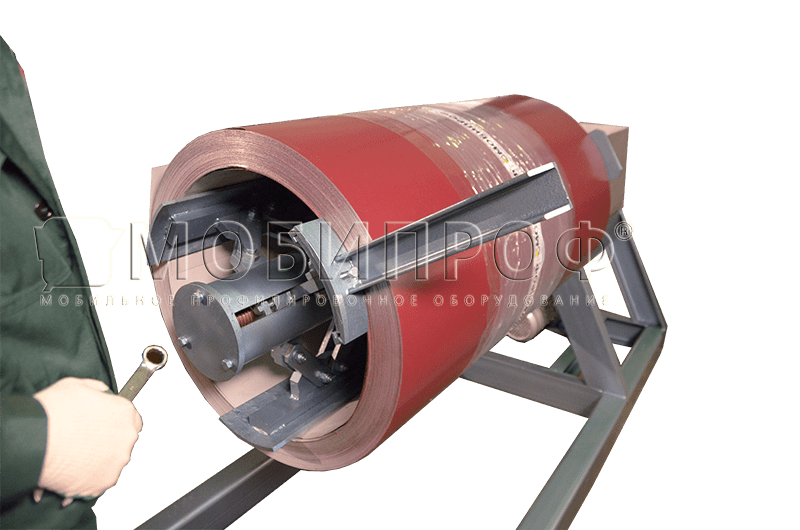
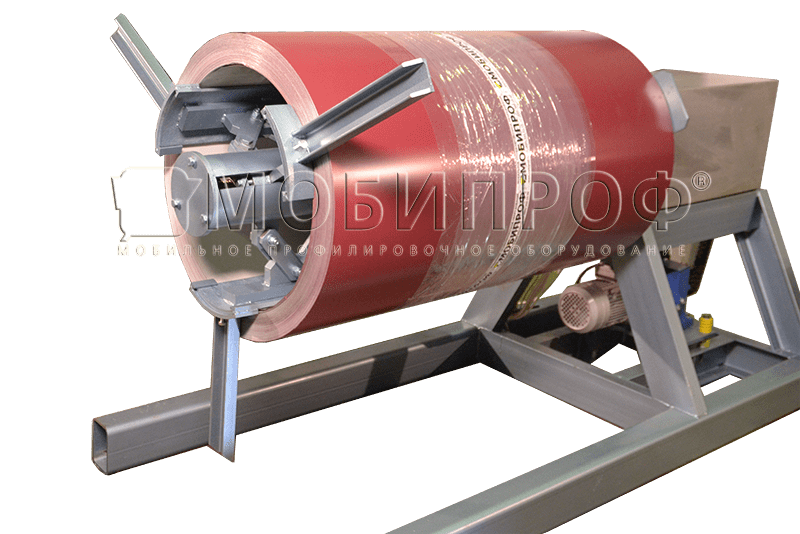
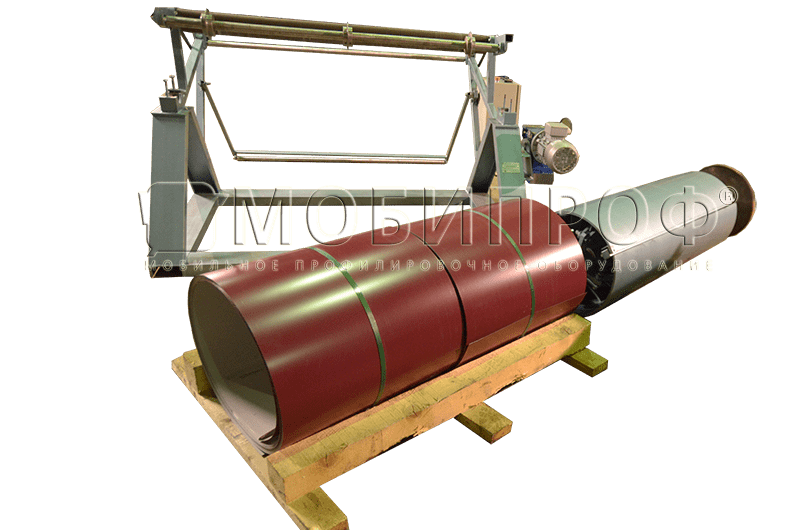
Подача рулонного металла в линии осуществляется при помощи консольного приводного разматывателя грузоподъемностью до 5 тонн. Консольная конструкция размотчика позволяет легко устанавливать и снимать рулон. Разжим лепестков разматывателя осуществляется вручную путем вращения рукоятки. Во избежание смещения рулона при размотке на лепестки устанавливаются ограничители.
Для заправки рулонного металла в станок на разматывателе предусмотрен ручной режим управления. После того, как металл заправлен в станок, под ленту ставится бесконтактный датчик положения, а режим управления размотчиком переводится на автоматический.
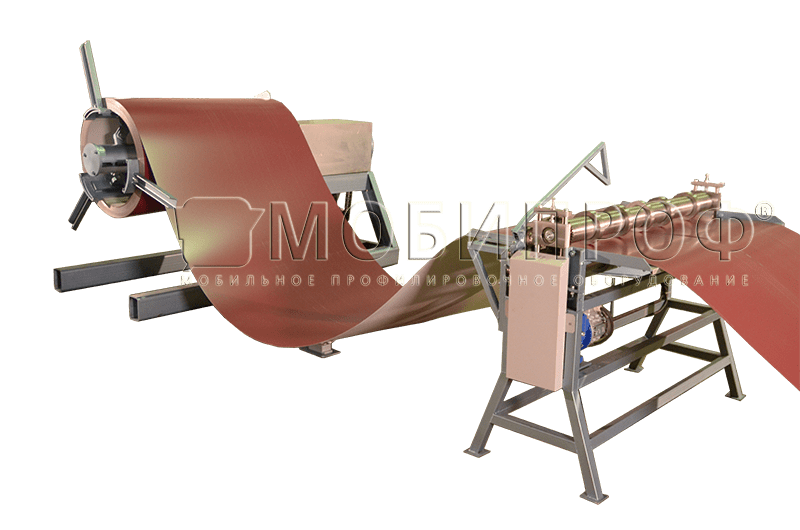
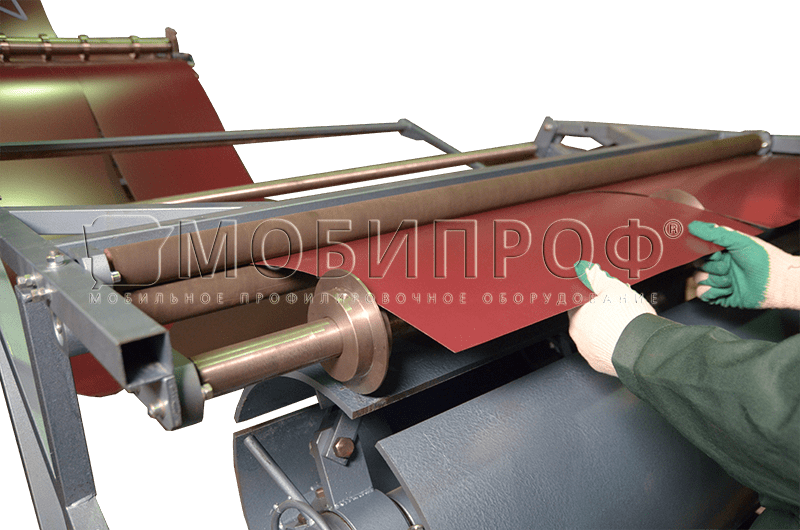
Резка металла происходит на станке СПР-1250/5-А при помощи дисковых ножниц. В базовой комплектации на станке установлено 5 пар ножей для продольного реза. При раскрое рулона шириной 1250 мм на две части нет необходимости снимать режущий инструмент, достаточно оставить центральные ножи в рабочем положении, а остальные просто развести в стороны.
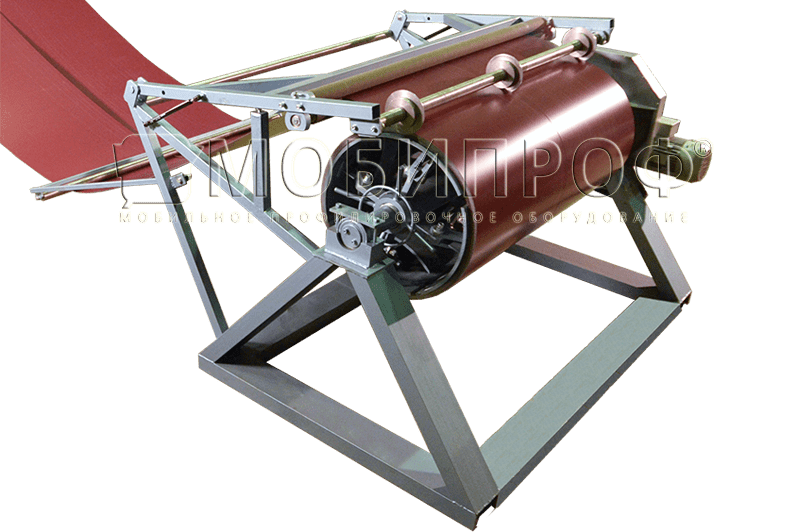
После раскроя порезанный металл заправляется в рулонный наматыватель. При намотке первые несколько витков делаются в ручном режиме, затем намотчик переводится на автоматический режим управления.
Производительность линии продольной резки рулонного металла определяется скоростью раскроя металла на соответствующем станке. Независимые системы управления разматывателя и наматывателя позволяют автоматически регулировать скорость размотки и намотки, синхронизируя со станком. При этом нет необходимости создавать общую систему управления всей линии.
После выключения линия продольной резки рулонной стали происходит автоматическая остановка всего задействованного оборудования: размотчика и намотчика. Для снятия штрипса вал с намотанными рулонами снимается с рамы, сжимаются лепестки, а затем вытаскивается вал.
Одними из основных преимуществ линии являются небольшая длина и отсутствие накопительной ямы для штрипса. При необходимости рулонный разматыватель можно заменить на модель с большей грузоподъемностью.
Как заказать и купить линии поперечной резки рулонного металла
Таблица зависимости максимальной толщины реза от количества используемых ножей:

Примечание : Для резки на полосы шириной менее 80 мм дополнительно устанавливаются специальные узкие ножи.
- широкий диапазон толщин перерабатываемого металла (0,35-1,5 мм);
- мобильность;
- свободная компоновка (нет жесткой привязки одного агрегата к другому, возможно доукомплектовывать линию или менять один агрегат на другой);
- возможно использовать каждый агрегат в отдельности;
- небольшие габариты линии (длина линии всего 10 м);
- отсутствие накопительной ямы для штрипса;
- автоматический и ручной режим работы.
| Производительность, м/мин | до 10 |
| Толщина продольного реза, мм | 0,35 - 1,0 |
| Толщина поперечного реза, мм | 0,35 - 0,8 |
| Ширина рулона, мм | 1250 |
| Масса рулона, кг | до 5000 |
| Минимальная ширина реза*, мм | 80 |
| Количество установленных ножей, пара | 5 |
| Максимально возможное количество ножей, пара | 15 |
| Режим работы, тип | ручной/автоматический |
| Потребляемая мощность, кВт | 4,25 |
| Напряжение питания, В | 220 |
| Количество обслуживающего персонала, чел. | 1 - 2 |
| Размеры, ДхШхВ, мм | 10000x2500x1350 |
| Масса, кг | 1980 |
Примечание: Для резки на полосы шириной менее 80 мм дополнительно устанавливаются специальные узкие ножи
Станок продольной резки СПР-1250/5-А, дисковый нож поперечной резки, частотный преобразователь, приводной консольный разматыватель КР-5,0, наматыватель ДНМ-10.
Читайте также: