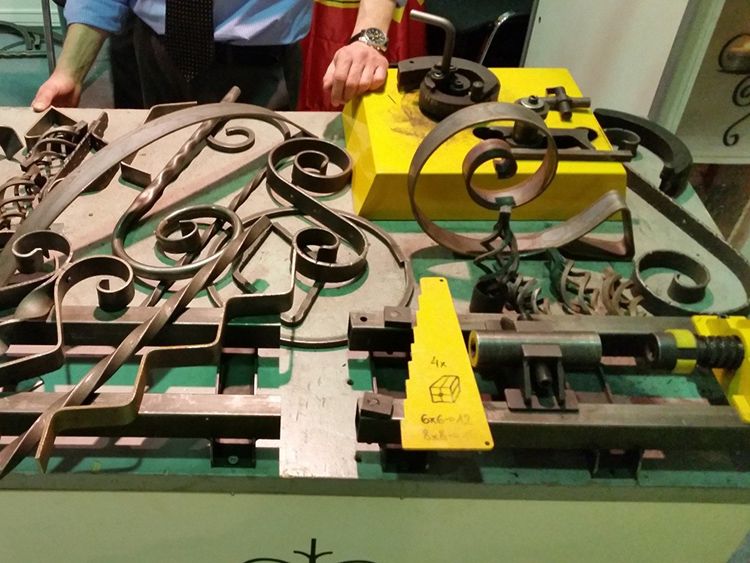
Оборудование для холодной обработки металла
С давних пор кузнечное ремесло входит в число особо востребованных умений, секреты которого поддаются лишь единицам. Сложно даже представить, как справлялись с таким трудоёмким процессом кузнецы древности. Чего уж говорить, даже сейчас не у каждого есть возможность разместить в частном доме (а тем более квартире) полноценную кузницу со всем подобающим оборудованием. Но не забывайте, что на дворе XXI век. Технологии всё же облегчают работу с металлом. Одним из наиболее наглядных примеров прогресса в данном направлении служат станки для холодной ковки. Эти необычные, на первый взгляд, приспособления имеют достаточно широкий спектр применения, не ограничивающийся только сферой строительства и машиностроения. Кто нуждается в подобном аппарате, каковы его возможности, сильные и слабые стороны оборудования? Ответам на эти вопросы как раз и посвящена наша новая статья от HouseChief! Потратьте несколько минут своего времени – и вы откроете для себя новый элемент огромного мира кузнечного мастерства.
Читайте в статье
Функционал и сферы применения станков для холодной ковки
Для начала давайте определимся с возможностями изделий и сферой их применения. Как несложно догадаться, любой представитель данной категории предназначен, в первую очередь, для изменения формы металла и придания ему большей прочности путём прессования. Подобный функционал будет полезнее всего в следующих направлениях:
- производство строительных элементов различной сложности;
- изготовление деталей из круглого, листового и трубного металлопроката в машиностроительной отрасли;
- создание стальной мебели, декоративных объектов интерьера, холодного оружия, а также иных изделий подобного толка (как самодельных, так и заводского производства).
Виды оборудования: какими бывают станки для холодной ковки
Следующим шагом нашего небольшого исследования будет распределение имеющихся на сегодняшний день приспособлений по их техническим возможностям. Это позволит более точно определить инструмент, необходимый именно для ваших целей.
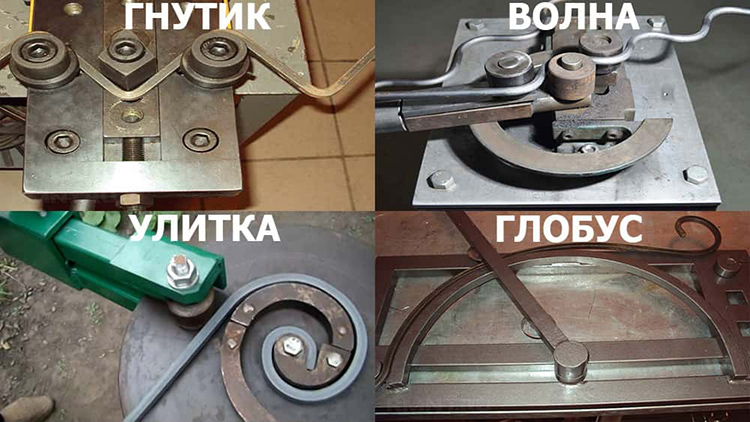
Гнутик
Основным технически простым и незамысловатым прибором среди героев нашего обзора является станок для холодной ковки, именуемый «Гнутик». Аппарат способен создавать лишь два вида изделий – дуга либо кольцо. Тем не менее, именно с этого устройства большинство мастеров начинают свой путь в кузнечном деле.

ФОТО: poqitamota.ga Учтите, что тяги свыше 12 мм вряд ли поддадутся ручной холодной ковке в Гнутике
Волна
Следующим можно выделить минималистичный станок, именуемый «Волна». Представляет он собой ряд валов и роликов, расположенных на определённом расстоянии друг от друга в пространстве. Подобное оборудование также является ручным – кузнец самостоятельно передвигает заготовку, придавая ей характерную форму.
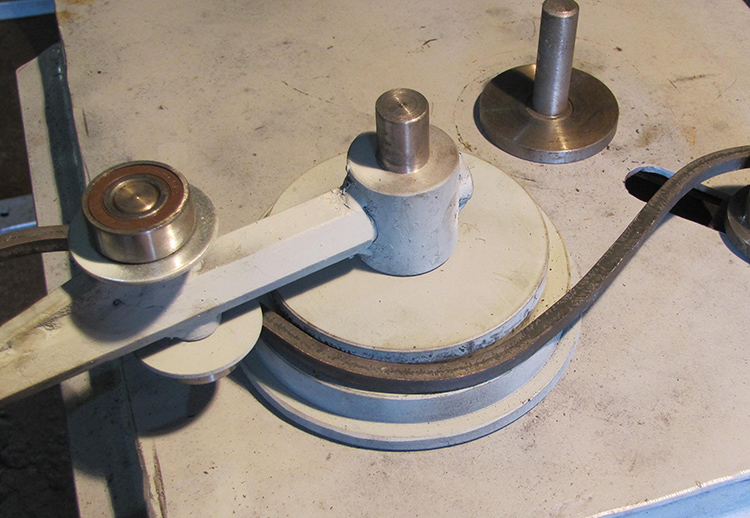
Улитка
Ещё одним достаточно известным, хотя и необычным приспособлением является так называемая «Улитка». Конструктивно она действительно напоминает раковину моллюска в разрезе. За счёт подобного устройства станок способен создавать спирали, завитки и тому подобные декоративные фигуры из прутков и полос.

Для облегчения процесса лучше всего выбрать электрическую версию оборудования
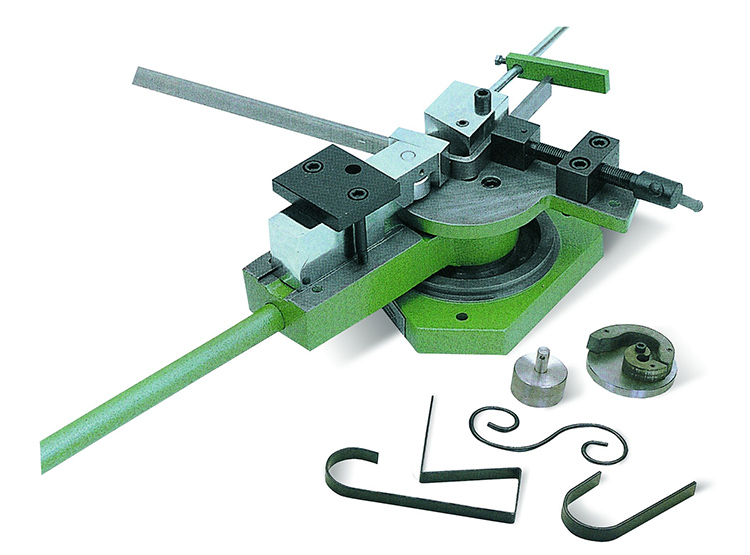
Твистер
Следующий представитель класса позволяет вращать стальную заготовку вдоль центральной оси. Отсюда и необычное название, происходящее от слова twist (в переводе с английского – «вращать»). Состоит агрегат из двух противопоставленных тисков, в одних из которых расположен поворотный механизм. При его движении металл изгибается, принимая характерный внешний вид.

Обратите внимание! Описанное нами только что приспособление, в отличие от других модификаций, имеет и ряд иных названий. Увидев в магазине или каталоге наименование «Торсионный станок» — знайте, что перед вами обыкновенный Твистер. Также можно встретить модель «Фонарик» — по сути, это идентичное оборудование, но работает оно одновременно с несколькими тягами или полосами.
Глобус
Это творение инженерной мысли определённо повторяет идеи, заложенные в Улитке. Но в данном станке действует совершенно другой принцип работы: расположив и закрепив заготовку в одной части аппарата, кузнец передвигает специальную рукоять, придавая металлу форму, заложенную шаблоном.
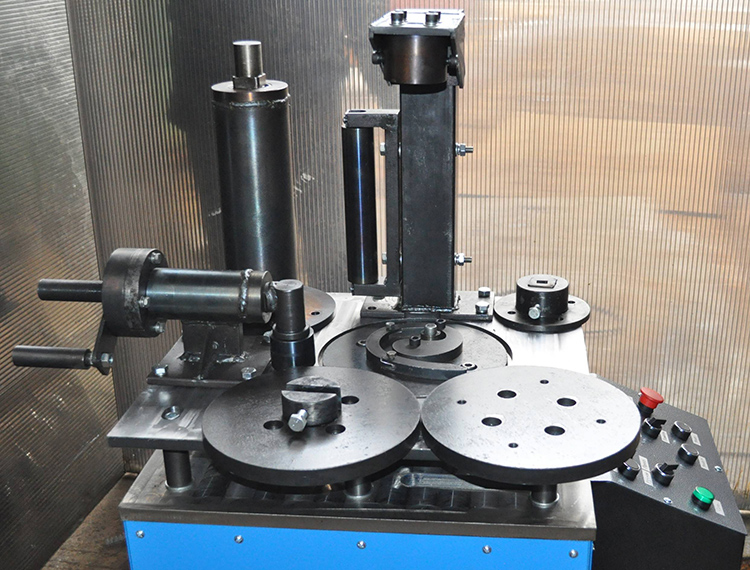
Универсальная модель
В качестве альтернативы описанным выше вариантам существуют приборы, совмещающие в себе сразу несколько функций. Имея в своей мастерской такую «машину», вы без особого труда справитесь с изготовлением как основных декоративных элементов, так и сложных конструкций. Но у такой мультизадачности есть и свои отрицательные стороны, но об этом поговорим позднее.
Как правильно подобрать станок для холодной ковки: основные критерии выбора
Приняв решение заниматься холодной ковкой металла, вам предстоит столкнуться с проблемой выбора оптимального приспособления. Чтобы не совершить ошибку на этом этапе, достаточно определиться с основными условиями. Давайте же непосредственно рассмотрим каждое из них в отдельности.
Способ работы (управления)
В данной категории существует всего два варианта – либо ручной механизм, либо электрический. Первый метод лучше всего подойдёт новичкам, поскольку при нём можно оперативно изготавливать одинаковую продукцию без переналадки. Версия с электромотором, наоборот, довольно требовательна к навыкам мастера, но зато отличается высокой производительностью и возможностью работы с крупногабаритными профилями.

ФОТО: ahequkupimer.tk Ещё одним несомненным достоинством ручных ковочных станков является высокая надёжность и долговечность
Производитель оборудования
Не менее важный аспект – происхождение героя нашего обзора. На первый взгляд может показаться, что качественный заводской продукт будет идеальным при любых обстоятельствах. Да, в 95% случаев именно так всё и обстоит. Но не стоит забывать о талантливых обладателях «очумелых ручек». При желании, они могут создать с нуля уникальный самодельный инструмент, имеющий особые характеристики.
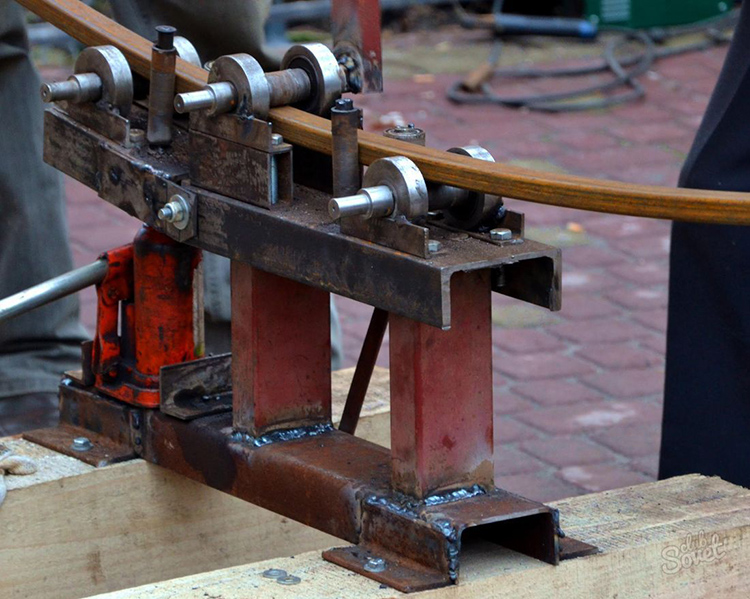
ФОТО: omowolybikij.tk При желании, можно собрать готовый станок лишь из подручных материалов – были бы чертежи да опыт сварочной работы
Кстати, раз речь зашла о заводских моделях, не лишним будет предложить читателям небольшой рейтинг производителей станков, присутствующих на отечественном рынке:




Многие из читателей интересуются: правда ли можно изготовить самому с нуля работающую версию приспособления? Мы с уверенностью отвечаем – да, это действительно так. Более того, можно встретить массу реальных примеров подобной деятельности. Представленное ниже видео покажет вам лишь одну из сотен возможных вариаций. Всё зависит только от вас и вашего желания!
Многозадачность
Как мы уже говорили ранее, герои нашего обзора могут быть как узкоспециализированными, так и универсальными. И хотя второй вариант кажется более выгодным и производительным, подобное решение подойдёт далеко не всем. Во-первых, вам может понадобиться лишь одна-две функции, а не целый набор возможностей – а это уже нерациональная переплата. Во-вторых, универсальные агрегаты быстрее выходят из строя, поскольку они используют чересчур много ресурсов. Также для начинающих кузнецов будет куда проще разобраться в особенностях работы узконаправленного приспособления для холодной ковки.

ФОТО: ggptl.gomel.by Подобный прибор хорошо подойдёт для небольшого завода или частной мастерской, но никак не для обычных бытовых нужд
Стоимость аппарата
Наконец, не лишним будет упомянуть о ценах на продукцию. На самом деле, найти устройство дешевле десяти тысяч рублей в данном сегменте не так просто – поэтому многие и стремятся к изготовлению самодельного оборудования. Тем не менее, станки заводского производства актуальны всегда, особенно для тех, кто хочет активно заниматься производством кованых изделий различного вида и назначения.
Особенности эксплуатации станков для холодной ковки
После того, как решение принято, а подходящая именно для ваших целей модель приобретена и расположена на заранее отведённом для неё месте, нужно внимательно подготовиться к её использованию. Хотя в большинстве случаев эксплуатация не сопряжена с травмоопасностью (разве что повреждение электрической цепи может привести к опасным последствиям), ряд правил всё же стоит соблюдать:
- тщательно проверяйте надёжность крепления детали в пазах оборудования, в противном случае, элемент может принять неправильную форму или даже повредить прибор;
- небольшой подогрев заготовки перед началом работы упростит процедуру изготовления желаемого изделия и придаст металлу дополнительные полезные свойства;
- избегайте резких движений заготовки в процессе работы, контролируя каждый этап. Несоблюдение этого правила чревато некачественным результатом и преждевременным выходом станка из строя;
- все валы, ролики и иные вращающиеся части аппарата необходимо периодически смазывать машинным маслом для плавной работы.

Также важна и правильная последовательность действий при создании очередного декоративного или технологического элемента. У каждого станка для холодной ковки существует свой порядок обработки металла. В качестве примера наша редакция взяла Улитку — посмотрите на эту удивительную процедуру в небольшом видео от настоящего мастера своего дела:
Холодная обработка металлов

Холодная обработка металла является популярной технологией, которая включает в себя несколько методик. Этим способом достигают необходимых параметров заготовки без ее нагрева или разрушения, однако далеко не каждый материал доступен для обработки такого рода.
Помимо ограниченности по типу металла, холодная обработка имеет и ряд других недостатков. В нашей статье мы расскажем, как реализуется данная технология на практике, разберем ее плюсы и минусы, поговорим об охране труда во время этого процесса.
Понятие холодной обработки металла
Холодная обработка металлов представляет собой изменение формы изделий без их нагрева при помощи ряда манипуляций, в том числе резания. Для этого используются станки и ручные инструменты. Обычно к холодной обработке относят различные слесарные работы.
Хотя машиностроение непрерывно развивается, создаются новые технологии, холодная ручная обработка металлов все еще сохраняет значимую позицию. Правда, ее удельный вес в современной промышленности неуклонно снижается. Активнее всего ручная работа сменяется рубкой, сверлением, развертыванием, нарезкой резьбы на станках.
Не так ярко данная тенденция прослеживается в опиловке, шабровке, притирке, инструментально-лекальном деле, хотя и в этих сферах не так давно появилось специальное оборудование.
Слесарно-монтажные работы до сих пор проводятся без значительной механизации, однако доля ручного труда здесь сократилась благодаря взаимозаменяемости деталей, обработанных механическими способами. Ручная работа пока остается незаменимой только в сфере разметки.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Если на предприятии не удается перейти на использование станков, экономические показатели повышают благодаря рационализации методов. Холодная обработка металлов считается одной из областей, позволяющих задействовать научную организацию труда, в основе которой лежит наблюдение, определение эффективности разных подходов, хронометраж, пр.
Плюсы и минусы холодной обработки металлов
Данный способ имеет такие достоинства:
- повышается предел пластичности, прочности материала изделия;
- возрастает твердость, но снижается уровень пластичности;
- обеспечивается более высокое качество поверхности, повышаются допуски на размер;
- возрастает твердость, даже если этого не удается добиться при помощи термической обработки.

Минусы данного подхода:
- Может использоваться только для пластичных металлов, таких как низкоуглеродистая сталь.
- Во время обработки появляются остаточные напряжения, которые вызывают повышение хрупкости изделия. Изначальную пластичность возвращают при помощи отжига металла.
- Есть вероятность фрагментирования, изменения зерненой структуры металла – подобные дефекты устраняют посредством термической обработки.
- Холодная обработка крупных заготовок из металла предполагает значительные трудозатраты, расход времени, энергии, тогда как при работе с небольшими изделиями этот метод считается простым.
Металлы, используемые в холодной обработке
Холодная обработка металлов предполагает, что заготовки меняют форму, размер при комнатной температуре либо той, что не вызывает рекристаллизации.

Поэтому данный подход может использоваться лишь для некоторых материалов, таких как:
- низкоуглеродистая сталь;
- латунь;
- бронза;
- медь;
- алюминиевая бронза;
- аустенитные и ферритные нержавеющие стали;
- сплавы на базе никеля;
- нелегированный алюминий, а также ряд его сплавов.
Основные методы холодной обработки металлов
На производствах применяют пять способов холодной обработки металлов:
Ковка
Для работы с заготовками весом 0,3–20 кг выбирают пневматические молоты. Изделия массой 20–350 кг обрабатываются при помощи паровоздушных молотов. Деталям весом до 200 тонн придают необходимую форму гидравлическими прессами.

Холодная ковка позволяет выполнять:
- осадку, то есть расплющить деталь, сократив высоту при параллельном увеличении поперечного сечения;
- протяжку или растяжение поковки в длину с уменьшением поперечного сечения;
- прошивку, то есть создать глухое либо сквозное отверстие;
- гибку, что предполагает изгиб оси заготовки без образования складок и трещин с обеих сторон изделия;
- разгонку или увеличение ширины при одновременном уменьшении толщины детали.
Данный метод холодной обработки металлов давлением используется чаще других. С его помощью производят изделия значительной длины, то есть трубы, рельсы, профили строительных конструкций, листовой металл для сферы машиностроения.
Именно способом холодной прокатки выпускают фольгу из чистого алюминия толщиной не более 0,001 мм.
Прессование (штамповка)
Здесь принято говорить о двух подвидах, таких как объемная и листовая штамповка.
Объемная штамповка позволяет производить такие операции:
- выдавливание;
- высадка;
- формовка.
Для выдавливания используют прессы в штампах с пуансоном и матрицей, а роль исходной заготовки играет пруток либо лист. Методом прямого выдавливания изготавливают болты и клапаны, тогда как обратный способ используется для производства полых изделий.
Боковой метод дает возможность создавать тройники и крестовины. При работе со сложными изделиями прибегают к комбинированному выдавливанию.
Нужно понимать, что это единственный вид штамповки среди способов холодной обработки металлов, который обеспечивает максимальную деформацию поверхности без ее параллельного разрушения.
Холодная высадка признана методом изготовления продукции, имеющим наиболее высокий уровень производительности. Процесс может быть автоматизирован, тогда в минуту создается от 20 до 400 деталей. В качестве исходного материала используют пруток или проволоку диаметром 0,5–40 мм.

К высадке прибегают для производства элементов с местным утолщением, таких как заклепки, болты, винты, гвозди, шарики, звездочки, накидные гайки. При этом методе холодной обработки металлов коэффициент использования материала доходит до 95 %.
Холодная формовка близка к горячей штамповке, но требует больших усилий, ведь упрочнение и сила трения приводит к низкой формуемости материала. Чаще всего данный подход используют для производства изделий из цветных металлов.
Холодная листовая штамповка предполагает, что в качестве заготовок применяются листы, полосы, ленты толщиной до 10 мм. Данный способ обработки имеет целый ряд достоинств:
- позволяет формировать изделия, имеющие малый вес;
- обеспечивает высокую точность, качество поверхностей;
- имеет высокую производительность, давая возможность изготавливать на одном станке до 40 тысяч деталей за смену;
- предполагает автоматизацию работы, если в этом есть необходимость.
В процессе листовой штамповки деформируется вся заготовка либо ее фрагмент. В первом случае применяется отрезка и вырубка, а во втором – гибка, вытяжка, формовка.
Волочение
Этот способ холодной обработки металлов позволяет уменьшить диаметр, уплотнить поверхность проволоки, чтобы обеспечить более высокую прочность. Данный метод остается единственным подходящим для работы со значительными объемами проволоки.
Если при прокатке обработка ведется вращающимися валками, то при волочении заготовку обжимают неподвижной матрицей с фильерами. Нужно понимать, что за один цикл невозможно значительно снизить диаметр изделия, так как тянущее усилие прикладывается к тонкому концу.
Благодаря волочильным станам удается изготавливать проволоку, имеющую диаметр от одного микрона до шести миллиметров.
Редуцирование
Данный вид холодной обработки металлов предполагает размещение заготовки между вращающимися обжимными валами либо вращение задается самой детали, которая впоследствии формуется и уплотняется пуансоном.
Этот метод позволяет осуществлять такие операции:
- формирование наружной, внутренней резьбы;
- редуцирование труб;
- правка заготовок;
- гибка изделий.

Резьбонакатные станки при помощи накатных роликов или оправки нарезают наружную и внутреннюю резьбу М3 – М68. Редуцирование труб предполагает, в первую очередь, закатку либо раскатку концов на длину не более 200 мм.
Операция правки используется, чтобы придать заготовке верную геометрическую ось, тогда как гибка необходима для получения пружин с различным диаметром.
Обеспечение безопасности при проведении холодной обработки металлов
В процессе холодной обработки металлов опасность для сотрудников предприятия представляют такие факторы:
- движущиеся машины, механизмы;
- мобильные элементы оборудования;
- передвигающиеся изделия, заготовки, материалы;
- транспортные средства;
- избыточное содержание пыли, газов в воздухе рабочей зоны, аэрозолей фиброгенного действия;
- повышенное напряжение в электрической цепи;
- высокий уровень шума;
- вероятность пожаров, взрывов;
- острые кромки, заусенцы, шероховатости заготовок, инструментов, оборудования, металлическая стружка;
- слишком высокая/низкая температура оборудования, материалов;
- вибрации;
- патогенные микроорганизмы, содержащиеся в смазочно-охлаждающих жидкостях;
- тяжелый труд, предполагающий значительное напряжение работника.
Чаще всего несчастные случаи во время металлообработки происходят по причине несоответствия оборудования требованиям безопасности. Также проблема может скрываться в отсутствии необходимых защитных ограждений, блокировок, иных предохранительных устройств.

Подвижные части оборудования могут превратиться в источник травм, поэтому (согласно правилам безопасности при холодной обработке металлов) должны ограждаться. Либо они могут располагаться таким образом, чтобы прикосновение к ним было невозможным.
Кроме того, разрешается прибегать к иным средствам, в том числе двуручному управлению, чтобы избежать травмирования персонала предприятия.
Иногда ограждение и использование других средств, исключающих вероятность непосредственного контакта работников с подвижными элементами, негативно отражается на функционировании машин. Тогда нужно предусмотреть яркие цвета, знаки безопасности и сигнализацию, которая будет сообщать людям о запуске оборудования.
Около движущихся элементов, оказывающихся за пределами поля видимости оператора, монтируются механизмы управления аварийным торможением. Это делается на случай, если в опасной зоне оказывается персонал предприятия.
Дверцы, крышки, ограждения должны надежно удерживаться в закрытом, то есть рабочем, и открытом состоянии, что обеспечивается специальными приспособлениями. При необходимости они должны быть сблокированы с приводом для его отключения во время их открывания, снятия.
При холодной обработке металлов не допускается запуск и функционирование оборудования с неисправными ограждающими механизмами и без таковых. Невозможны любые операции вблизи техники при полном отсутствии либо наличии плохо закрепленных ограждений.
Рекомендуем статьи
Однако мало соблюсти нормы безопасности в сфере оборудования, важно грамотно организовать рабочие места. Последние должны располагаться за пределами линии движения грузов, доставляемых при помощи грузоподъемных средств.
Также необходимо, чтобы на рабочих местах были предусмотрены площадки со стеллажами, тарой, столами, местами для оснастки, материалов, заготовок, деталей и отходов, появляющихся в процессе производства.
Для специалистов, задействованных в холодной обработке металлов, подготавливаются удобные безопасные рабочие места, благодаря которым их действия не стесняются при осуществлении всех необходимых операций.
В целом, холодная обработка металлов представляет собой интересный, полезный и активно используемый предприятиями способ деформации, который позволяет значительно повысить эффективность труда.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Холодная обработка металла

Холодная обработка металла остается востребованной уже долгое время и сдавать свои позиции пока не собирается. Объясняется это не слишком высокой стоимостью оборудования относительно иных вариантов, а также огромным потенциалом метода. Впрочем, и других плюсов тут более чем достаточно.
Однако прежде чем начинать работу, нужно не только ознакомиться с возможностями конкретного способа металлообработки, но и хорошо понимать, что именно должно получиться на выходе. Тот или иной метод изменения технических характеристик материала выбирается в зависимости от конкретной ситуации, и холодная обработка металла тут не исключение.
Описание холодной обработки металла
Метод холодной обработки металла заключается в деформировании, которой подвергается заготовка, при температуре менее точки рекристаллизации или при нормальной (комнатной) температуре. Степень и глубина воздействия на заготовку во многом зависит от пластичности металла.
На практике из всех методов холодной обработки чаще всего используют слесарные работы, которые объединяет понятие «механическая обработка металлов».
Это достаточно большая группа, в которой при всех способах применяется твердый острый инструмент, механически воздействующий на заготовку. При этом в результате отделения слоев материала происходит смена формы изделия. Разница между величиной конечного продукта и первоначальной заготовки называется припуском.
Существует несколько видов механической обработки:
- Точение. В этом случае к закрепленной на вращающейся основе заготовке подводится резец – он снимает металл, создавая деталь с установленными в конструкторской документации размерами. Таким образом получают изделия, которые имеют форму тела вращения.
- Сверление. При этом к неподвижно закрепленной заготовке продольно подводится сверло, которое вращается вокруг своей оси, а затем медленно погружается в деталь. Данный вид обработки используется для изготовления круглых отверстий.

- Фрезерование. Отличие данного вида от сверления заключается в рабочей поверхности. Если у сверла это только передний конец, то у фрезы еще и боковая поверхность. Кроме того, фреза имеет возможность перемещаться в разные стороны (вправо, влево, вперед и назад). Данный вид обработки помогает создать изделие, имеющее необходимую конструктору форму.
- Строгание. Заготовка неподвижно закрепляется на основе, а резец перемещается относительно нее назад и вперед. Каждый проход инструмента снимает с детали слой металла. Некоторые агрегаты работают неподвижным резцом по двигающемуся изделию. Такой вид обработки используется для изготовления продольных пазов.
- Шлифование. Процесс осуществляется с помощью абразивного материала, который вращается или поверхность заготовки обрабатывается продольно возвратно-поступательными движениями, снимая с нее тонкие слои материала. Таким образом происходит подготовка изделия к нанесению покрытия.
Помимо вышеперечисленного, к холодной обработке металла относятся:
- Деформирование срезом или сдвигом – пробивка, обрезка, вырубка и перфорирование, а также поперечная, продольная резка и пр.
- Гибка – на угол, роликовая правка, гибка прутков, отбортовка.
- Обработка давлением – чеканка, холодная ковка, прокатка и штамповка, клепка, накатка, насечка, резьба, пр.
Распространенные виды холодной обработки металла давлением
Чаще всего под холодной обработкой материала подразумевается только один из ее методов – давлением. Давайте рассмотрим разновидности данного процесса.
Это высокотемпературный процесс, при котором происходит нагрев детали до оптимальной ковочной температуры – индивидуальной для каждой марки металла. Существуют следующие способы ковки:
- на молотах (паровых, гидравлических, пневматических);
- ручная.

На молотах (иначе – машинная ковка), а также ручная – это свободные варианты обработки. Они носят такое название, поскольку не происходит ограничения металла в процессе воздействия на него оборудования или инструмента.
Штамповка – это несвободная ковка. Причина заключается в матрице штампа, которая ограничивает заготовку. Под воздействием инструмента изделие приобретает ее форму.
Ковку часто используют при небольших объемах производства – единичном или мелкосерийном. Поковку получают разогревом изделия и размещением его между бойками молота. Подкладными же делают обжимку, топор или раскатку.
Прокатка – это пластическая обработка металла в холодном состоянии обжиманием. Она происходит на прокатном стане посредством вращающихся валков. Применяют ее для уменьшения поперечного сечения детали, а также для создания необходимого профиля. В настоящее время используют такие три способа прокатки, как:
- Продольная. Посредством нее изготавливается наибольшее число изделий. В процессе обработки валки обжимают деталь, проходящую между разносторонне вращающимися валками, оставляя толщину, которая равна зазору между последними.
- Поперечная. Таким образом обрабатываются тела вращения (например, цилиндры, шары, втулки и пр.). Поступательных движений деталь не производит.
- Поперечно-винтовая. Способ объединяет два предыдущих. Используется для производства деталей, полых изнутри.
- Волочение.
Это обработка металла холодным способом, технология которого заключается в протяжке детали, имеющей профиль круглого (фасонного) вида, через волоку (фильеру). Таким образом изготавливается проволока. Катанка (заготовка, имеющая больший диаметр) протягивается между фильерами, в результате чего выходит проволока малого диаметра.

Процесс волочения классифицируют:
- По типу: на сухое, когда проволоку протаскивают через мыльный порошок, и мокрое, когда в процессе задействована мыльная эмульсия.
- По обработке поверхности: на черновое и чистовое.
- По кратности переходов: на однократные и многократные. Последние осуществляются в несколько переходов, а поперечное сечение детали уменьшается постепенно.
- По температуре: на горячее и холодное.
- Прессование.
Данный процесс позволяет работать с хрупкими металлами, выдавливая их сквозь отверстия матрицы с помощью пресса.
Метод используется для изготовления сплошных или полых профилей из таких материалов, как алюминий, магний, титановые сплавы, медь. Детали используют для самолетов и автотранспорта, например, делают подвески, лопатки, трубы и пр.
Рекомендовано к прочтению
Бывает холодное и горячее прессование. Для таких пластичных материалов, как медь, олово, алюминий в чистом виде, применяется холодная обработка металла. Для тугоплавких материалов и сплавов, какими являются металлы, содержащие титан, никель и пр., используется горячая обработка, то есть перед прессованием инструменты и детали нагревают.
Процесс позволяет получить изделия, имеющие различную конфигурацию, например, с периодическим (постоянным) профилем, наружными либо внутренними ребрами и пр.
Производство идет на специальных прессах, где можно менять матрицы. Материалом изготовления матриц являются штампованные стали с высокой жаропрочностью.
Это метод, позволяющий получать деталь с помощью штампа, части которого ограничивают течение материала.
Используются два вида штампов: закрытые и открытые.
Открытые имеют зазор подвижных частей, через который происходит удаление облоя (переизбытка металла). Убирают его механическим способом в ходе окончательной обработки детали. Открытые штампы могут широко использоваться для обработки заготовок различной массы без предъявления к ней особых требований.
У закрытых штампов зазор отсутствует, поэтому металл остается внутри формы, не образуя облоя. Для такого процесса необходимо тщательно рассчитать деталь по объему.
С ее помощью производят изделия из полосы, листа или ленты металла, которые были получены прокаткой.

В производстве используют два вида (группы) операций:
- разделение – отрезка, вырубка и пробивка;
- образование формы – раздача, вытяжка, чеканка, отбортовка, гибка и пр.
Для листовой штамповки используют гидравлические и кривошипные прессы. В качестве инструмента применяют штампы с такими основными деталями, как пуансоны и матрицы.
Штампованное изделие в последующем, как правило, не требует доработки механическим способом. Для этого размеры пуансонов и матрицы тщательно рассчитывают в соответствии с техническими требованиями и только после этого запускают в производство.
Листовую штамповку применяют практически во всех областях промышленности. Данный метод позволяет изготовить детали с высокой точностью. Это могут быть и небольшие изделия для микроэлектроники, и части кузова автомобиля. Холодная обработка металлов резанием и давлением чрезвычайно востребованы.
Данный способ обработки предполагает два варианта размещения заготовки: между вращающимися валами, которые обжимают ее, либо заставляют вращаться саму заготовку, при этом формуется она пуансоном. Обжим и вращение формируют поверхность детали, и она уплотняется.
Существует несколько видов редуцирования:
- накатка резьбы (внутренней, наружной);
- редуцирование труб;
- правка деталей;
- гибка деталей.

Изделия с внутренней и наружной резьбой от М3 до М68 изготавливают на станках для накатки резьбы. При этом применяют накатные оправки и ролики. Редуцирование труб необходимо для раскатки и закатки концов (до 20 см). Правку деталей используют для исправления их геометрической оси. Гибка нужна для производства пружин различных диаметров.
Плюсы и минусы холодной обработки металла
Рассмотрим сначала преимущества:
- У металла возрастают пределы пластичности и прочности.
- Увеличивается твердость материала при одновременном снижении пластичности.
- Качество поверхности возрастает, как и допуски на размер.
- Повышается твердость материалов, структура которых не может стать более прочной при термической обработке.
Однако имеется и ряд недостатков:
- Холодная обработка используется исключительно при работе с пластичными металлами, например, с низкоуглеродистой сталью.
- Остаточные напряжения, появляющиеся в результате обработки, неблагоприятны для металла, так как он может стать хрупким. Чтобы восстановить пластичность, необходимо его отжечь.
- Вероятно проявление фрагментирования и искажения зеренной структуры металла. Для исправления требуется термическая обработка.
- Холодная обработка проста в применении для изделий небольшого размера, в то же время крупные заготовки требуют больших затрат труда, времени и энергии.
Немного о химической обработке металла
Специалисты с небольшой натяжкой, но относят химическую обработку к холодным работам. Перед окраской или для получения какого-либо эффекта металлы обрабатывают различными составами. Одной из основных их болезней является ржавчина. Она значительно ухудшает свойства изделий, поэтому важно не допустить или убрать с металлических поверхностей любые признаки появления коррозии.
Химической обработкой называют процессы, которые должны помочь убрать с помощью химических реакций поверхностный слой, а затем защитить металл от ржавчины. Существуют растворы, которые помогают сформировать окисные (или иные) соединения. В результате на поверхности образуется пленка, качество которой зависит от температуры обработки, химического состава средства и периода его воздействия, а также от того, насколько изделие было хорошо подготовлено к данной процедуре.
Химическую обработку применяют для увеличения прочности, защиты от ржавчины, а следовательно – повышения срока эксплуатации изделия.
Существует ряд методов химической обработки. Выделим основные из них:
- Распыление раствора – происходит при низком давлении струи вещества, которым обрабатывают металл.
- Погружение в раствор – изделие помещают на определенный период времени в действующее вещество.
- Гидроструйная обработка раствором – происходит только с использованием соответствующего оборудования.

Глубокое травление или химическое фрезерование используют в металлургии, машиностроении и т. д. для изделий, которые сделаны из тонкого материала, чья поверхность имеет сложную конфигурацию, или при обработке множества малых изделий.
Существуют и иные методы. Например, цинкование, оксидирование, фторирование, нитрирование, анодирование, хромирование, воронение и пр. Наука не стоит на месте, с каждым днем появляются все новые методы химической обработки.
Выбор лучшего из имеющихся методов зависит от габаритов и конфигурации изделия, норм производства и пр. В любом случае перед началом обработки необходимо тщательно подготовить поверхность. Для этого применяют грунтование или обезжиривание, также можно использовать протравку хромитами. Облегчить процесс можно с помощью специальных установок для химической подготовки.
Охрана труда при холодной обработке металлов
В процессе холодной обработки работники могут подвергаться негативному воздействию вредных, а иногда и опасных факторов. Это может быть высокое напряжение электросети, двигающиеся части агрегатов и оборудования, перемещение механизмов и машин и пр. Причиной большинства несчастных случаев на производстве, которые произошли в ходе работы на оборудовании для обработки металлов, является полное или частичное его несоответствие требованиям техники безопасности.
Все движущиеся части механизмов, которые могут стать источником травмы, следует ограждать либо их расположение должно предотвращать прикосновение к ним работника. Возможно также применение иных способов защиты, к примеру, использование двуручного управления.
Существуют виды оборудования, в которых нельзя ограждать (или использовать иные средства защиты) места вероятного соприкосновения работника с движущимися элементами агрегатов. В таком случае конструкция должна быть оснащена сигнализацией, которая включается одновременно с запуском станка. Дополнительно можно использовать различные знаки безопасности и сигнализирующие об опасности цвета. Аварийные кнопки или иные средства экстренной остановки оборудования должны быть установлены вблизи движущихся частей, которые не видны работнику. Это следует делать в случае, когда работники находятся в опасной близости от движущихся элементов установки.
Однако необходимо не только соблюдать требования безопасной работы с оборудованием, но и правильно организовать рабочее пространство. Все рабочие места следует располагать так, чтобы над ними не проходили линии переноса грузов грузоподъемными агрегатами.
Рабочие пространства должны быть оснащены площадками, на которых располагаются столы, стеллажи, тара и прочие хранилища материалов и заготовок, оснастки и полуфабрикатов, а также отходов и готовых изделий. Специалистам, участвующим в технологических операциях и соблюдающим правила холодной обработки металла, должно быть максимально удобно и безопасно работать.
Вдоль всего оборудования по полу обязаны располагаться трапы из дерева шириной ≥ 60 см от выступающих элементов оборудования.
Складирование заготовок и готовых изделий должно проводиться в специально отведенных местах – нельзя загромождать рабочие поверхности. Все детали должны быть установлены основательно, обеспечивая удобство зачаливания при использовании подъемного оборудования. Штабели не могут быть выше 100 см. Проходы следует всегда оставлять свободными.
Типы штамповочных прессов и специальное оборудование для ковки
Мы проконсультируем вас по любым вопросам!
Машины для выполнения ковочно-штамповочных операций (так вернее, ибо какое-либо оборудование обычно создаётся под разработанную технологию, а не наоборот) — распространённый вид устройств для металлообработки.
Например, на машино- и приборостроительных предприятиях или заводах по производству металлоконструкций на каждые 5 металлорежущих станков обязательно приходится одна единица оборудования для обработки давлением. Причём не только металлов: например, те же ПЭТ-бутылки производятся на термопластавтоматах, которые тоже представляют специализированное штамповочное оборудование.
Разновидности штамповочных технологий
Штамповочный процесс обработки заготовок может осуществляться горячим или холодным методом. Эти технологические разновидности предполагают использование специального оборудования и применение определённых условий обработки металла.

Холодная штамповка является одним из разновидностей штампования
Методом горячей штамповки обрабатываются заготовки, предварительно нагретые в специальных устройствах до заданной температуры. Горячая штамповка необходима, когда для обработки холодного сплава не хватает мощности оборудования. Нагревательными устройствами могут служить электрические или плазменные печи. Такой метод требует точного расчёта параметров готовой детали с учётом усадки металла в процессе остывания.
При холодной штамповке детали формируются за счёт механического давления элементов штамповочного пресса. Холодный вариант штамповки считается более распространённым методом обработки металла. Он не требует дополнительного оборудования, сложных расчётов и механической доработки деталей. Благодаря этому методу увеличиваются прочностные показатели материала. Полученные изделия отличаются высоким качеством поверхности и точностью.
Эволюция развития оборудования

До 15-16 веков практически все металлические изделия производились частными мастерскими и небольшими цехами. Однако, начало Великих Географических открытий с сопутствующим им ростом тоннажа морских судов потребовало изготовления довольно больших якорей и прочего корабельного оснащения. Вручную с молотом уже было невозможно проковать такие габаритные детали. Как результат — появились первые механические молоты, работающие на силе воды.
Далее толчком послужили развитие вооружений и транспортных средств и в 19 веке возникают целые металлообрабатывающие гиганты с паровым оборудованием.
Изобретение гидравлических прессов дали возможность внедрить штамповку как основную технологию массового выпуска продукции. А дальнейшее появление электродвигателей дало толчок развитию кривошипных прессов, составляющих современную основу кузнечно-штамповочного оборудования.
Типы штамповочного оборудования
Для получения изделий из металлического листа применяются прессы, оснащённые различными штампами. В процессе работы оборудования верхняя составляющая штампа двигается, нижняя часть остаётся неподвижной.
Деформирование заготовки происходит в момент соприкосновения частей оборудования. Существуют разнообразные модели штамповочных прессов, что позволяет выбрать подходящий станок для изготовления требуемых деталей.

Гидравлическая штамповочная машина
Прессы для штамповки металла бывают:
- кривошипно-шатунного типа;
- гидравлические;
- радиально-ковочного типа;
- электромагнитного типа.
Кривошипные прессы являются оборудованием простого типа и могут быть двойного или тройного действия. Своё название прессы получили от кривошипно-шатунного механизма, который представляет собой основной конструктивный элемент станка. Принцип работы механизма основан на преобразовании вращательного движения от привода в возвратно-поступательное периодичное движение элемента пресса – ползуна.
Принцип работы и устройство прессов различных типов
Любой стандартный штамповочный станок состоит из следующих основных узлов: мотора, передачи, исполнительного механизма. Передача и двигатель вместе составляют «привод». Главная характеристика привода — это вид связи двигателя и исполнительного механизма: механическая или не жесткая (жидкость, газ, пар). Рабочие органы прессов: валки, ползун, траверсы, ролики, бабы.
Кривошипно-шатунный пресс

Привод станка вращается, движение на ползуне преобразуется в возвратно-поступательное. Под действием этого движения при помощи штампа обрабатывается металл. Все детали станка производят из прочной стали и оснащаются ребрами жесткости. Движение ползуна происходит по жесткому графику. Усилие по ползуну достигает 8 тысяч тонн. Кривошипные ковочные установки позволяют ускорить, упростить и удешевить производство деталей, сэкономить до 30% проката. Все кривошипные станки делятся на простые, с двойным и тройным действием.
Кривошипно-шатунный пресс способен выполнять следующие виды работ:
- штамповку в открытых и закрытых матрицах;
- формирование заусенца;
- выдавливание;
- прошивку;
- комбинированную обработку.
Механический пресс воздействует на материал ударом, тогда как гидравлический, прилагая меньшую силу, получает больший эффект. Поэтому вторые используют для изготовления крупных изделий с толстыми стенками.
Гидравлические прессы

Способны проштамповывать поверхность, продавливать и ковать изделия из металла. Они также применяются для переработки металлических отходов. Действие станка основано на увеличении силы давления на металл во множество раз. Пресс представляет собой два сообщающихся цилиндра с водой, между которыми проходит труба. В цилиндрах установлены поршни. Принцип работы пресса основан на законе Паскаля.
Радиально-ковочный аппарат

Обрабатывает металл горячим способом. Болванка поступает в нагревательный модуль, функционирующий по принципу индукции. Здесь она нагревается, когда металл становится достаточно податливым, подается через конвейер на механизм захвата, подающий заготовку прямо в зону обработки. Ковка или штамповка осуществляется бойками, в процессе заготовка все время крутится, благодаря чему она обрабатывается равномерно со всех сторон. Пресс работает от электромотора, соединенного клиноременной передачей с валами. Они размещены вертикально и направляют движение на шатун и боек, между которыми установлен ползун. Чтобы все движения механизма были синхронными, существуют копирные барабаны. Держатель болванки вращается электромотором посредством червячных передач. Пружинная муфта в нужные моменты притормаживает движение.
Электромагнитный пресс
Это новейшая разработка, которая только начинает использоваться в промышленности. Рабочий орган станка — сердечник электромагнита, который совершает движения под действием электромагнитного поля. Сердечник двигает ползун или штамп, пружины возвращают ползун в исходное положение. Такие станки отличаются высокой производительностью и экономичностью. На сегодняшний день существуют модели с небольшой амплитудой движения рабочего органа — 10 мм и усилием не более 2,5 тонны.
Особенности открытых и закрытых штампов

Штамповка закрытым способом
Штамповочное оборудование может быть оснащено открытыми или закрытыми штампами. В открытом штампе избыточный металл вытекает в заусенец или облой, который выполняет определённую функцию. Основными недостатками этой технологии являются: потеря сплава на облой, снижения качества изделия из-за перерезанных волокон при удалении заусенцев.
Закрытые штампы используются для изготовления изделий простой формы. Эта безоблойная технология отличается экономией металла, отсутствием затрат на обрезку заусенцев, высоким качеством продукции из-за всестороннего сжатия. Волокна металла не подвергаются перерезанию. Метод обработки в закрытом штампе применяется для малопластичных сплавов. Основными недостатками считаются: необходимость точной дозировки сплава, сложная конструкция штампа.
В современном производстве штамповка является преимущественно подготовительной операцией, которая позволяет изготавливать детали как для электроники, так и для воздушных или водных судов. Полученная продукция в дальнейшем подвергается сварке, резке, клёпке и другим методам обработки в зависимости от технологического процесса.
Обзор прессов IPONMAC и их характеристик

Схемы прессов: а – вертикальный гидравлический; б – горизонтальный; в – кривошипный; г – фрикционный; д – гидровинтовой
Пресс кривошипный применяют в тех случаях, когда необходимо выполнить несложную обработку металла давлением. Основным элементом такого оборудования, который преобразует вращательное движение вала приводного электродвигателя в возвратно-поступательное перемещение ползуна, является кривошипно-шатунный механизм. Именно поэтому пресс кривошипный часто называют штамповочным кривошипно-шатунным прессом. Он очень популярен как среди производственников, так и среди частных мастеров, существуют даже модели настольного кривошипного пресса. Объясняется такая популярность не только высокой эффективностью и функциональностью этого оборудования, но также и тем, что обслуживание и ремонт кривошипных прессов не вызывает особых проблем.

Пресс штамповочный гидравлический 4-х колонный
Гидравлические штамповочные прессы оснащаются двумя рабочими камерами, в которых в рабочей жидкости создается требуемое давление. Жидкость под давлением поступает в цилиндр с другим поршнем, посредством которого и сообщается возвратно-поступательное движение ползуну.
Разновидности технологических операций
Технологические операции с металлическим листом бывают разделительные и формоизменяющие.
Разделительные штамповочные операции выполняются на оборудовании, которое оснащено специальным инструментом. В результате от заготовки отделяется определённая часть по прямой линии или заданному контуру. Отделение части листа происходит в следующих процессах:
- Отрезка. Для выполнения этого действия оборудование оснащено дисковыми, вибрационными устройствами или гильотинными ножницами.
- Обрезка. Эта операция отделяет крайние части полученного изделия.
- Пробивка. В металлическом листе с помощью штампа создаются отверстия различной конфигурации.
- Вырубка. Из заготовки получают фигурную деталь с замкнутым контуром.
Формоизменяющие операции предназначены для создания изделия с иными параметрами и размерами без механического разрушения. Различают следующие виды этих операций:
- Отбортовка. Контур заготовки или внутренние отверстия подвергаются воздействию штампа для формирования бортов определённых размеров.
- Вытяжка. Эта операция является разновидностью объёмной штамповки, при которой из плоского материала получают пространственный элемент.
- Обжим. Для сужения торцов полой заготовки применяется штамп с матрицей конического типа, имеющей сужающую рабочую область.
- Гибка. В результате операции изменяется кривизна поверхности путём гибки металла и деформирования заготовки.
- Формовка – это изменение формы отдельных участков за счёт уменьшения толщины детали без нарушения внешнего контура изделия.
- Пуклёвка. Соединение штампом двух пластинок без использования дополнительных элементов.
Радиально-ковочное оборудование для горячей обработки металла
Радиально-ковочный станок используется для того, чтобы с высокой производительностью изготавливать валы различного диаметра. На таком агрегате можно наладить производство до 300 тысяч готовых изделий в год, чего вполне достаточно для того, чтобы обеспечить ими крупное производственное предприятие.
Ограниченность использования такого станка для штамповки металла объясняется не только его высокой стоимостью, но еще и тем, что настройка его рабочих режимов представляет собой достаточно сложный процесс, поэтому выполнять ее целесообразно лишь в том случае, если планируется выпускать изделия определенного диаметра большими партиями.

Радиально-ковочная машина (РКМ) обеспечивает высокую точность штамповки, выдавая детали с минимальными припусками
Последовательность действий, в процессе которых выполняется радиальная ковка, выглядит следующим образом.
- Деталь, чтобы довести ее до требуемой температуры нагрева, подают в индукционное устройство.
- После того как металл приобретет требуемую степень пластичности, деталь по роликовому контейнеру (рольтангу) отправляют к захватному устройству, с помощью которого она подается в зону обработки.
- Там заготовка фиксируется элементами другого захватного устройства, после чего на нее воздействуют посредством специальных бойков.
- Для равномерной обработки со всех сторон деталь постоянно вращают, для чего используется специальный захватный механизм.

Схемы действия ковочных машин радиального и ротационного типа
Для того чтобы привести в движение рабочий механизм оборудования для радиальной ковки, используют кинематическую схему, элементами которой являются:
- приводной электродвигатель;
- клиноременная передача;
- четыре установленных вертикально вала с эксцентриковыми буксами;
- шатун с закрепленными на нем бойком и ползуном.
Основные элементы автоматики станка – это копирные барабаны, которые отвечают как за синхронное сближение бойков, так и за последующее движение заготовки. Вращение захвату, в котором удерживается обрабатываемая деталь, сообщается электродвигателем через элементы червячной передачи. Торможение данного механизма, которое осуществляется в момент ковки, обеспечивает пружинная муфта.
Одной из разновидностей ковочного оборудования является горизонтально-ковочный станок, в котором обрабатываемая деталь также располагается параллельно земле. Устройства данного типа используются преимущественно для формирования торцевых утолщений на заготовках стержневого типа. Деталь при обработке располагается в разъемной матрице, каналы которой ориентированы в горизонтальной плоскости.
Процесс обработки, выполняемой на таком станке, происходит в следующей последовательности.
- Заготовка укладывается в неподвижную часть матрицы.
- Подвижная часть матрицы, соединенная с ползуном, приводится в действие посредством коленчатого вала.
- Приближаясь к неподвижной половине формы, подвижная часть матрицы плотно охватывает обрабатываемый стержень.
- После зажима детали верхней частью формы коленчатый вал, соединенный с шатуном, приводит в действие ударные пуансоны.
- По окончании обработки все подвижные части станка возвращаются в исходное положение, а подвижная и неподвижная части формы размыкаются.
Ковочный молот с пневмоприводом
Пневматический пресс – это эффективное, но в то же время доступное по стоимости ковочное оборудование, отличающееся, кроме того, компактными габаритами. Работает такой станок за счет энергии сжатого воздуха, за подачу которого к механизмам отвечает встроенный компрессор. Работу компрессора, поршни которого, двигаясь в его главном цилиндре, как раз и создают поток воздуха с требуемым давлением, обеспечивает приводной электродвигатель.
Поскольку работу ударного механизма пневматического ковочного станка обеспечивает кривошип, то его конструкция напоминает устройство кривошипного пресса. Перед запуском такого оборудования компрессорный и рабочий поршни в главном цилиндре находятся в крайнем верхнем и крайнем нижнем положениях. Когда станок запускается в действие, поршни начинают двигаться по направлению друг к другу, сжимая находящийся между ними воздух, давление которого передается на кривошип, напрямую соединенный с бойком. На один удар рабочей части молота пневматического станка приходится один оборот кривошипного механизма. Соответственно, чтобы воздействие молота на заготовку выполнялось с более высокой частотой, необходимо обеспечить более интенсивную работу компрессора. Даже несмотря на свои небольшие габариты, пневматический пресс может обеспечить массу удара молота, доходящую до 1 тонны.

Молот кузнечный пневматический МА-4129 предназначен для горячей штамповки в открытых штампах
По похожему с пневматическим прессом принципу работает паровоздушный молот, в котором энергию удара обеспечивает горячий пар, подающийся непосредственно из котла или через специальный компрессор. Масса ударов, которой позволяет добиться такое оборудование, может доходить до 8 тонн, а скорость их нанесения составляет 50 м/сек. Работать оно в зависимости от модели может в автоматическом режиме, когда удары по детали наносятся непрерывно, или в ручном, когда для запуска в действие бойка необходимо нажать на соответствующую кнопку или педаль.
Читайте также: