Объемное литье из металла
Характерной особенностью барельефного литья является определенная высота рельефа над фоном – она не превышает обычно 1/3 плоскостных размеров изделия.
Работа начинается с изготовления модели из пластилина. Удобнее всего лепить на стекле или пластмассе (рис. 2.17, позиция 2). Готовая модель, например, барельеф декоративной решетки или барельефное изображение человека, животного, заливается раствором гипса. Готовить его очень удобно в резиновой чаше (срезанный на 1/3 резиновый мяч); в нее засыпают такое количество гипса, чтобы его вершинка слегка выступала над залитой в чашу водой. В перемешенном виде раствор должен по густоте напоминать жидкую сметану.
Первый слой гипса наносят на модель кисточкой, не допуская образования пузырьков воздуха в углублениях; затем модель помещается в ограждающую рамку (опоку), которая не позволит гипсу растечься при заливке всего объема (рис. 2.17, позиция 3). Через 10–15 минут гипс затвердеет и слепок (полуформа) с модели готов. Пластилин удаляют стеком под струей теплой воды.
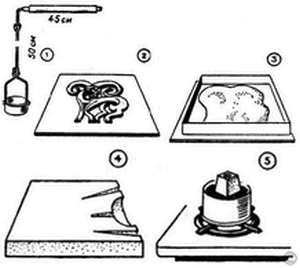
Рис. 2.17.: 1 – центрифуга; 2 – формовка кулона; 3 – заливка гипсом; 4, 5 – прокалка (сушка) формы на газовой плите.
При помощи этой же опоки отливают вторую полуформу – цельную пластину из гипса. На ее гладкой стороне прорезают литники и выпоры (рис. 2.17, позиция 4). литниками называются отверстия, по которым металл заполняет форму. Выпоры – вспомогательные отверстия, по ним под давлением расплавленного металла воздух и литейные газы выходят из пустот формы.
Обе полуформы складывают вместе и обвязывают мягкой медной проволокой, шов заливают гипсом. В верхней торцевой части полуформ делают воронку (от дна которой начинается литник), в не будет заливаться расплавленное олово или третник. Готовую гипсовую форму сушат на очень слабом огне газовой плиты примерно около 3 часов при температуре не более 150–200 °C (рис. 2.17, позиция 5). Нужно следить, чтобы сушка шла медленно, иначе форма может разрушиться.
После того как изготовление формы заканчивается, можно приступить к литью. Оно начинается с расплавления металла. Для получения качественной отливки важно выдержать оптимальную температуру расплава. Признаком достижения нужной температуры служит пленка соломенно-желтого цвета, образовавшаяся на поверхности жидкого олова. Расплав такой температуры и следует заливать в форму. Пренебрежение этими требованиями отрицательно скажется на отливке: недогретый металл даст смазанный отпечаток, перегретый (более 360 °C) – перекристаллизует гипс формы, и пары кристаллизованной воды оставят раковины на поверхности отливки.
Остывшую форму помещают в чашу центрифуги, быстро заливают металл и начинают энергично вращать центрифугу в вертикальной плоскости. Под действием центробежных сил расплавленный металл заполнит все мельчайшие углубления формы. Если модель не имеет мелких деталей и значительных углублений, можно обойтись без центрифуги.
Вращение центрифуги продолжается не более полминуты. За это время металл кристаллизуется и застывает. Как только олово в форме застынет, форму опускают в миску с водой. Размокший гипс легко удаляется, и отливка освобождается, с нее срубают весь лишний металл: литники, выпоры и т. д. Если отливка получилась с дефектами – раковинами, недоливами, – нехватку металла можно восполнить с помощью электропаяльника мощностью 80 Вт.
Затем приступают к окончательной отделке. То, что не удалось сделать в пластилине, доводят теперь на металле. Отливку крепят сургучом на деревянной пробке или дощечке и зажимают ее в тиски. Обработку отливки ведут шаберами, чеканами, штихелями (см. далее главы: «Чеканка» и «Гравирование»).
В процессе обработки олово приобретает блеск, и блики мешают видеть форму. Убрать их можно тонированием раствором медного купороса. Купорос придает изделию серовато-черный оттенок, напоминающий старое серебро. После окончательной полировки тонировку нужно сохранить в углублениях. Таким приемом удается еще больше подчеркнуть рельефность. Изделия, выполненные при помощи барельефного литья можно отделать плавленым бисером, инкрустировать жемчугом, эмалевыми вставками (см. рис. 2.14– 2.16 и 2.18).
Нередко, чтобы уменьшить вес изделия и получить тонкостенную отливку (она меньше подвержена усадочным раковинам), пластилин из первой полуформы удаляют частично, сохраняя только лицевую оболочку толщиной 2–3 мм. Вторая полуформа должна быть выпуклой и соответствовать пустотам на полях первой половины делают полукруглые замковые лунки, а затем вместе с пластилином смазывают ее растительной смазкой – скипидарной мастикой или мыльной пеной. Вторая полуформа отливается на разделительную смазку поверх первой полуформы. Затем полуформы разнимают и удаляют пластилин. На второй полуформе прорезают литники и выпоры, и на обеих режется литниковая воронка.

Рис. 2.18. Кулон. Инкрустирован плавленым бисером. Автор И. Малаховский.
Форма для отливки медалей изготовляется примерно так же (см. главу «Басма»). Нужно только во время литья размещать ее не строго вертикально, а наклонно, под углом 30–40°. При таком положении отливка медалей идет качественнее.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Литье
Литье Литейное дело – одно из самых древних ремесел, оно известно на Руси уже несколько тысячелетий. В те далекие времена, когда литейное производство только-только появилось, литейщики использовали глиняные формы, причем модель делали из воска.Пик развития литейного
2. Литье как основной элемент изготовления сложнопрофильных ювелирных украшений
2. Литье как основной элемент изготовления сложнопрофильных ювелирных украшений Способы изготовления художественных изделий из металлов весьма многообразны, а технология их производства может быть как простой, так и достаточно сложной.Ювелирные украшения (кольца,
Раздел II Художественное литье: чугун и цветные металлы
Раздел II Художественное литье: чугун и цветные металлы О природе вещей «…металлам, расплавленным жаром, может даны быть фигура и форма какая угодно» Лукреций
2.2. Каслинское литье
2.2. Каслинское литье Производство художественных изделий из чугуна – садовой мебели, решеток, надгробий, скульптуры, бытовых предметов производилось на чугунолитейном заводе в городе Касли. При их изготовлении используются сложные технологии формовки и отливки изделий
2.3. Нижнетагильское медное и бронзовое литье
2.3. Нижнетагильское медное и бронзовое литье Федор Звездин, один из выдающихся уральских литейщиков. Его работы часто экспонировались на выставках в России, и время, к счастью, не уничтожило их. Они сохранились и демонстрируются в различных музеях страны.Федор Звездин,
2.4. Оловянное литье. Технико-технологические сведения
2.4. Оловянное литье. Технико-технологические сведения Литье из олова известно человечеству с древнейших времен. Еще за шесть тысяч лет до нашей эры в Египте лили из олова украшения. Упоминания об этом металле встречается в древнеиндийской, греческой, римской литературах.
2.10. Ажурное литье
2.10. Ажурное литье Олово теперь стало привычным металлом, но в XVI–XVII веках оно вывозилось в Россию из других стран и ценилось довольно высоко. Тонким слоем олова покрывали железные изделия, чтобы предохранить их от ржавчины. Из серебристого легкоплавкого металла отливали
2.11. Объемное литье
2.11. Объемное литье В отличие от барельефного и ажурного с помощью объемного литья можно получить выгнутые рельефы, кольца и перстни с орнаментом по всему периметру (см. рис. 2.14, 2.15, 2.16 и 2.18). Также изготовляются и полнообъемные фигуры.Технологию объемного литья мы опишем на
2.12. Литье небольшой шкатулки
2.12. Литье небольшой шкатулки Олово довольно дорогой металл. Поэтому его в художественном литье стараются заменить другими металлами или сплавами с низким содержанием олова.Очень широко в литейном деле используют медные сплавы. В первую очередь это латунь – сплав меди с
2.11. Объемное литье
В отличие от барельефного и ажурного с помощью объемного литья можно получить выгнутые рельефы, кольца и перстни с орнаментом по всему периметру (см. рис. 2.14, 2.15, 2.16 и 2.18). Также изготовляются и полнообъемные фигуры.
Технологию объемного литья мы опишем на примере изготовления художественного кольца (см. рис. 2.14). И в этом случае работа начинается с создания пластилиновой модели. Кольцо задуманной формы лепят стеками на стеклянной пробирке диаметром 18–20 мм. Не надо огорчаться, если не удается тонко проработать все детали кольца. Из-за мягкости материала этого и невозможно добиться. Вся мелкая доводка пойдет в оловянной отливке.
После того как модель закончена, приступают к изготовлению литейной формы. Разведенный до густоты сметаны гипс наносят в несколько слоев на модель. Первый слой, так называемый облицовочный, толщиной 2–3 мм накладывают тонкой кисточкой. Ее острием заполняют все углубления в пластилине. Большими каплями гипс накладывать нельзя, иначе между гипсом и моделью могут остаться пузырьки воздуха. Второй слой большей толщины наносится стеком, когда разведенный гипс уже начинает схватываться. Далее на модель наращивают гипс так, чтобы скульптурное изображение было внизу, а литейная коронка вверху (рис. 2.22, позиция 6, первые пять позиций смотрите в барельефном литье). Когда форма схватится, ее помещают под струю теплой воды. Пластилин размягчится, и тогда не составит труда вынуть из формы стеклянную трубку.
Далее под струей теплой воды стеком удаляют пластилин модели. Вынутую стеклянную трубку нужно заменить пустотелым гипсовым стержнем, который встанет на ее место в блок-форме. Стержень делается так: ту же стеклянную трубку обертывают в два слоя мокрой писчей бумагой (рис. 2.22, позиция 7), бумажное кольцо сдвигают по трубке-пробирке к ее донышку (рис. 2.22, позиция 8), и в образовавшийся бумажный стаканчик до половины наливают гипс. Через 1–2 минуты, когда гипс начнет схватываться, его разгоняют стеком по стенкам и дну бумажного стакана, а затем заделывают гипсом и верхнее отверстие. Полость в гипсовом стержне нужна будет при литье, в ней образуется тот запас расплавленного металла, где соберутся усадочные раковины. Готовый стержень под струей воды вставляют в отверстие формы, слегка поворачивая в обе стороны для протирки.
Гипсовую форму необходимо снабдить системой литников и выпоров. Сначала сверлятся литники в стержне, соединяющие его объем с небольшим объемом формы. Затем стержень вставляют в форму и сверлят основной вертикальный литник, между литейной воронкой и полостью стержня. Далее сверлятся выпоры (рис. 2.22, позиция 9). Мокрая гипсовая форма настолько мягка, что литники и выпоры можно сверлить, держа сверло прямо в пальцах. Сверлить литники и выпоры вполне доступно стеком, кончик которого имеет форму круглой лопаточки.
После сверления стержень нужно вынуть из формы и смыть остатки размельченного гипса. Промытый стержень окончательно вставляется в форму, а две кольцевые щели между стержнем и формой замазываются жидким гипсом. Форма готова к сушке. Сушат блок-форму очень тщательно. Операция заливки олова в форму, а также все последующие технологические операции идут в том же порядке, что и при барельефном и ажурном литье.
Фигурки человека, животных и т. д. отливают в полнообъемные неразъемные формы. В этом случае модель лепят из мягкого пчелиного воска или режут из более твердого технического. Для изготовления модели берут металлический стержень, и конец его окунают несколько раз в расплавленный воск, чтобы получилась булька – заготовка для лепки. В готовую модель перед формовкой в гипс втыкают два куска тонкой проволоки – они создадут каналы для выпоров. Литник будет образован вынутым металлическим стержнем.
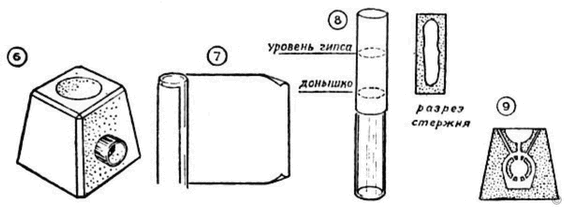
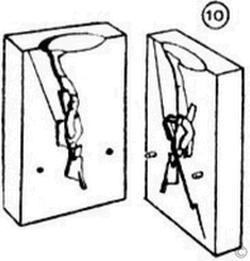
Рис. 2.22. Формовка кольца и литье кольца; формовка кольца, подготовленная для заливки оловянного солдатика.
Гипсовую форму изготавливают так, как было описано выше. После отвердевания ее выдерживают в кипятке, пока воск не растает и не выйдет по литнику и выпорам на поверхность воды.
Кокильное литье. Вся история оловянного литья связана с литьем в кокиль. Из дошедших до нас памятников материальной культуры мы знаем, что еще древние литейщики пользовались кокильными формами, и они были разъемными. Изготовляли их из обожженной глины (керамики), известняка и природного гипса-ангидрида. Правда такие формы были не прочными и служили не долго. Более долговечными оказались формы из природного шифера, змеевика, свинца и бронзы. С XV века начали применять медь, а с XIX века и по сей день пользуются формами из чугуна и стали (см. выше).
В домашних условиях и в мастерских образовательных учреждений кокильные формы можно изготавливать из гипса или абразивных камней. Прочная гипсовая форма получается, если гипс замешивают на жидкости, состоящей из четырех объемов воды и одного объема насыщенного раствора буры. Используют при кокильном литье и так называемый мраморный гипс. Есть два рецепта его приготовления.
Первый: на четыре весовых части гипса добавляют одну часть буры и доводят водой до консистенции жидкой сметаны.
Второй: гипс замешивают на растворе столярного клея. Клея в воду добавляют столько, чтобы пальцы лишь слегка склеивались. Следует иметь ввиду, что эти добавки увеличивают время затвердевания гипса.
Кроме гипсовых форм, можно использовать формы из абразивных камней (например, оселков для правки бритв и столярного инструмента) и сланцевых камней. Объемное скульптурное изображение гравируют в их толще. Выпоры прорезают штихелем вокруг изображения и отводят их в стороны вверх. Для заливки олова в разъемных формах вырезают воронку (см. рис. 2.22, позиция 10).
Отливка оловянного солдатика.
Многие учащиеся СПТУ и студенты интересуются историей военной техники, собирают оловянных солдатиков, но пополняется она редко. Коллекционеры с трудом находят нужные экземпляры. Если вы хотите заняться художественным литьем, этим увлекательным делом, придется овладеть сразу несколькими профессиями: быть и художником, и скульптором, и мастером по отливке. А теперь о самом процессе.
По эскизам лепят фигурку из скульптурного пластилина и покрывают лаком. Когда лак высохнет, наносят разделительный слой – вазелин или растворенный в керосине воск. Фигурку кладут на пластинку пластилина, не забыв обозначить на ней литниковую часть – утолщения для заливки олова. Скульптуру осторожно вдавливают, примерно до середины. Открытую часть покрывают герметиком (специальным клеем), высохнув, он передаст мельчайшие детали рельефа. Клей наносят в три слоя, между вторым и третьим для прочности прокладывают марлю. Каждый слой сохнет сутки. Пластинку с солдатиком помещают в картонную коробку, наносят разделительный слой и на 0,5 см заливают гипсом, разведенным до консистенции жидкой сметаны.
После полного высыхания гипса (2–3 дня) процесс повторяют, но уже со второй половинкой фигурки. Когда будут готовы оба слепка, не вынимая из гипсовой формы (такая формочка может прослужить не один десяток раз), их изнутри покрывают графитом. Обе части скрепляют. Можно заливать олово.
Рис. 2.23. Фигурку до половины заделайте в пластилин. Для выхода воздуха проведите неглубокие канавки.
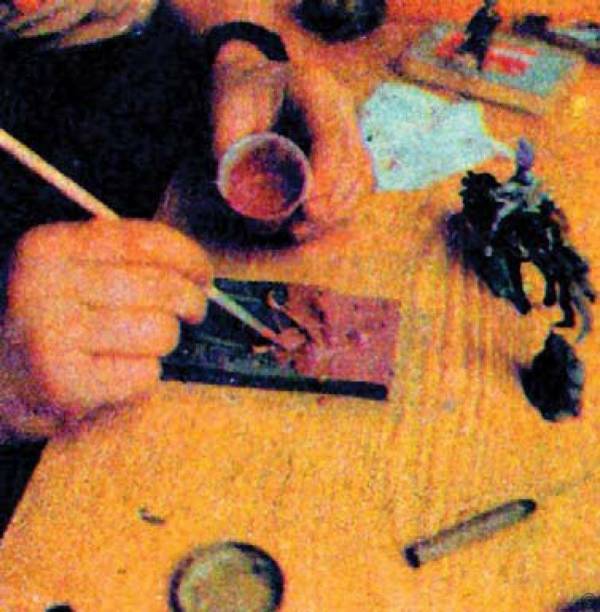
Рис. 2.24. Покройте герметиком в три слоя
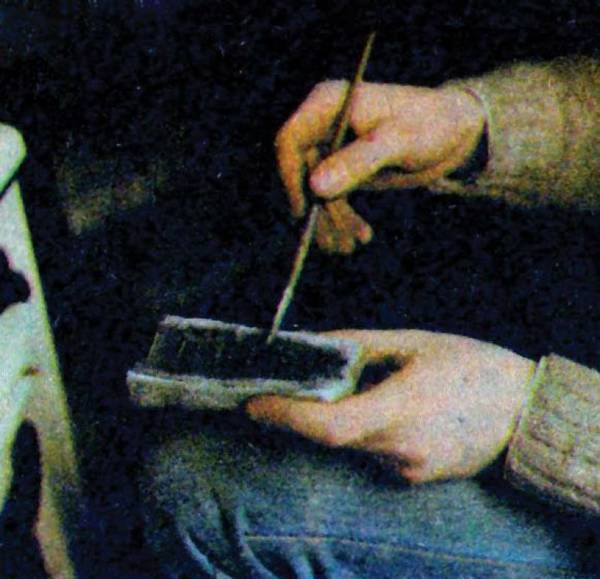
Рис. 2.25. Перед заливкой олова нанесите слой графита

Рис. 2.26. Заливка металла в кокиль

Рис. 2.27. Облой (лишний материал) легко удаляется с помощью ножа. Такая формочка может прослужить не один десяток раз.
Облой (лишний материал) с отлитой заготовки легко удаляется с помощью ножа. Готового солдатика раскрашивают гуашью, темперой или масляными красками, а затем покрывают лаком или эпоксидным клеем (см. рис. 2.23–2.27).
2.9. Барельефное литье
2.9. Барельефное литье Характерной особенностью барельефного литья является определенная высота рельефа над фоном – она не превышает обычно 1/3 плоскостных размеров изделия.Работа начинается с изготовления модели из пластилина. Удобнее всего лепить на стекле или
2.4. Оловянное литье. Технико-технологические сведения
Литье из олова известно человечеству с древнейших времен. Еще за шесть тысяч лет до нашей эры в Египте лили из олова украшения. Упоминания об этом металле встречается в древнеиндийской, греческой, римской литературах. В античные времена в ходу были монеты и сосуды из олова.
Занимались литьем из олова и на Руси. До нас дошли утварь, украшения, предметы культа времен Киевской Руси. В XIII–XV веках ремесло это достигло большого развития на Украине, в городах Холм, Володимир, Перемышль, Луцк. В XV веке в Киеве был основан литейный цех, вырабатывавший оловянные изделия.
Художественное литье из олова достигло своего наивысшего расцвета в эпоху господства стиля барокко, относящегося к концу XVI, XVII и большей частью XVIII века (см. рис. 2.7, 2.8).
Мастера-литейщики объединялись в союзы-дворы. На Украине и в Польше они получили название цехов. Нередко этот союз объединял ювелиров, живописцев и литейщиков из олова. Такой союз способствовал высокому художественному уровню ремесла. С середины XVI столетия изделия из олова обязаны были иметь «тавро» – клеймо. А в 1576 году стало обязательным ставить пробу на изделиях и слитках олова. Качество продукции контролировала городская и королевская власть. Было постановлено, например, отливать посуду – миски и фляги из чистого пищевого олова, а ларцы – из сплава четвертной пробы (3/4 свинца и 1/4 олова). Впоследствии количество проб увеличилось, появились третья, четвертая, шестая, двенадцатая и шестнадцатая пробы в зависимости от количества олова в сплавах со свинцом. Третья проба дожила до наших дней под названием припоя-третника, этот сплав и сейчас довольно часто применяют в художественном литье.
Наибольший интерес из изделий того времени представляют собой кубки и фляги. На них изображались эмблемы, списки «братиев-литейщиков», святые покровители, гербы. Известна фляга, посланная в 1656 году Богданом Хмельницким шведскому послу Гильдебранду. Изделия этого периода отличаются высокими художественными достоинствами. Фляги имели четырех-шестигранную форму, снабжались завинчивающейся крышкой с ручкой наверху. Фляги были украшены гравированным растительным орнаментом с листьями и пышными цветами. Нередко среди растений встречались изображения животных – собаки, олени (см. рис. 2.9).
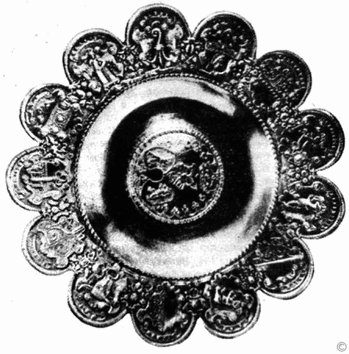
Рис. 2.7. Блюдо с гербовой орнаментикой, Франция XVII в.

Рис. 2.8. Кружка с гравированным орнаментом, Саксония, предположительно около 1600 года.
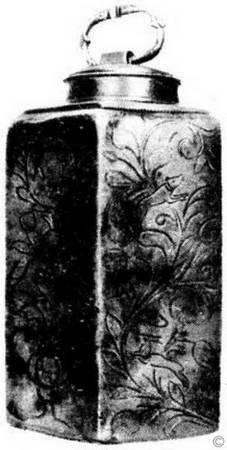
Рис. 2.9. Фляга оловянная. Украина, 1717 г.

Рис. 2.10. Литая оловянная игрушечная посуда. Москва, конец XIX в.
Другим распространенным видом оловянной посуды были разных размеров кварты – четверти. Чаще всего их гладкие бока ничем не украшали, вся красота заключалась в пропорциях формы. Для бытовых нужд вырабатывалось много различной посуды и предметов домашнего обихода: жбанов, мисок, тарелок, блюд, ваз и вазочек, гребней, ложек, пуговиц, ларцов для документов, братин, ендов и прочее.
В XVII веке в художественном оформлении продукции литейщики стали ориентироваться на аналогичные изделия чеканной работы. И хотя эстетические возможности оловянного литья значительно уже, чем у ювелирной чеканки, в литых изделиях мы видим хорошо найденную форму, богатую орнаментику, разнообразие изображений, позволяющие конкурировать с чеканкой.
Наиболее украшенными были предметы церковного назначения: дарохранительницы, кресты, блюда, подсвечники и оклады икон, органные трубы, фонари ажурного литья, детали внутренней отделки зданий, дверей и иконостасов. Фигурные изображения, как гравированные, так и рельефные, своим стилем были целиком родственны тогдашней живописи, графике и скульптуре.
Оловянное литье широко распространилось при Петре I. В те времена в быту пользовались оловянными пуговицами, кубками, посудой, встречались и медали из олова (см. главу «Гравирование», параграф граверно-медальерное искусство). Тончайшим узором скрепляли слюдяные пластинки в фонарях-светильниках.
Оловянное литье стало приходить в упадок в конце XVIII века. Художники-литейщики очень редко стали применять олово в художественном литье. Из изделий XIX века можно найти в музеях оловянных солдатиков и игрушечную посуду (рис. 2.10).
Появление в 30-х годах XVIII века модных напитков – чая и кофе – дало развитие медеплавильным и медеобрабатывающим заводам. Давленые медные, бронзовые и серебряные изделия (например, самовары) вытеснили оловянные ендовы, братины, четверти, и фляги – посуду допетровского периода. К этому же времени относится бурное развитие в России фарфоровых заводов. Оловянные изделия не могли конкурировать с давленной и чеканной медью, тем более что олово как металл имеет один существенный дефект: при длительном охлаждении ниже – 18° оно заболевает «оловянной чумой», превращаясь в серую рыхлую массу, – вот почему до нас дошло очень мало старинных оловянных вещей. Из истории известно, что зимой 1812 года у отступающих французов стали разваливаться форменные пуговицы, изготовленные из олова. В одну из зим мороз уничтожил все оловянные ложки и миски, которыми пользовались каторжане, работающие на руднике в Нерчинске (Сибирь). По вине олова произошли и трагические события с одной из экспедиций к Южному полюсу, когда стали разрушаться жестяные банки с запасами керосина, швы которых были пропаяны оловянным припоем с небольшим содержанием свинца. Чтобы уберечь изделия от «оловянной чумы», к чистому олову добавляют цинк, висмут, сурьму.
«Природное олово существует в двух модификациях: серебристый металл с плотностью 7,3 г/см 3 – это белое олово и серое олово – материал со свойствами полупроводника и плотностью 5,8 г/ см 3 при охлаждении белое олово переходит в серое, резко увеличивается удельный объем, металл рассыпается в серый порошок. Такое превращение быстрее всего происходит при температуре -33 °C, а если есть контакт белого олова с серым, то «оловянная чума» быстро распространяется от одного предмета к другому. Считается, что оловянные предметы надо хранить в теплом помещении». И. Л. Аптекарь, А.Д. Стыркина. Реферат. «Заражение при оловянной чуме» // «Доклады АН СССР», т. 265, № 5, 1982. Также прочитайте статью: «Художественное литье», художника И. Малаховского // «Наука и жизнь», № 10, 1979.
В 80-х годах прошлого века к орнаментальному ажурному оловянному литью вновь обратились чешские мастера бижутерии из города Яблонец. Они и сейчас умело сочетают оловянный литой ажур со стеклом, штампованным в виде граненых драгоценных камней, и гальваническими покрытиями, имитируя золотые изделия псевдобарочного периода. Современные чешские мастера-литейщики выполняют ажурное литье орнаментально-растительного характера в виде звеньев, из которых в дальнейшем собираются браслеты, броши, ожерелья. В их работах старинное ремесло обрело новую жизнь. Славятся своим оловянным литейным мастерством дизайнеры России, Англии и Италии.
Для художников-любителей, дизайнеров, желающих попробовать свои силы в литье, олово представляет собой благодатный материал. Оно привлекает прежде всего своим красивым цветом, сходным с цветом серебра, своей технологичностью – низкой температурой плавления, легкостью тонирования, пластичностью, позволяющей легко гравировать, чеканить, «лепить» паяльником, добавляя или отнимая металл.
В умелых руках с помощью несложного оборудования серебристые слитки из олова превращаются в выразительные, прекрасно передающие пластику миниатюры: скульптуры, медали, броши, браслеты, запонки, булавки для галстуков, в оригинальные рельефные или ажурные пуговицы и тому подобное. Ажурными или рельефными пластинами более крупного размера можно украсить шкатулки, декорировать дверные ручки, петли, замочные скважины. Пластины, наложенные на фон из дерева или камня, могут служить самостоятельными настенными украшениями. Наконец из сборных деталей изготовляют достаточно крупные вещи; фонарики, бра, подсвечники, ларцы, шкатулки.
Нередко изделие декорируют вставками перламутра, бисера, янтаря, цветного стекла, камня, керамики. С той же целью применяют холодную эмаль – эпоксидный клей, смешанный с пигментами или художественными масляными красками.
Помимо функции чисто художественной, ювелиры и скульпторы – миниатюристы используют оловянное литье как промежуточный этап для перевода оловянной модели в более твердый металл – серебро, бронзу, чугун, мельхиор, нержавеющую сталь. Олово дает возможность более четко проработать мельчайшие детали, что недоступно моделям из пластилина или воска. Навыки работы с оловом позволяют в дальнейшем перейти к литью из более тугоплавких металлов, например алюминию и его сплавам.
Сегодня мы расскажем об этом древнем ремесле. Современные художники прикладного искусства и ювелиры теперь уже все более охотно применяют технику художественного литья в своей творческой работе. Оно поможет вам в изготовлении различных декоративных изделий, которые можно с успехом применить в дизайнере оформления помещений, а также при изготовлении деталей для ваших моделей.
5.3. Технологические способы хищения
5.3. Технологические способы хищения 5.3.1. Подключение нагрузки к безучетным питающим электросетямПитающие (магистральные) и потребительские (распределительные) электросети разделены границей балансовой принадлежности, представляющей собой линию раздела объектов
5. Технологические свойства сплавов
5. Технологические свойства сплавов Под технологическими свойствами металлов и сплавов понимают способность металла подвергаться различным видам обработки. К технологическим свойствам металлов и сплавов относятся: литейные, ковкость, или деформируемость, в горячем и
10. ТЕХНОЛОГИЧЕСКИЕ ЭНЕРГОУСТАНОВКИ
10. ТЕХНОЛОГИЧЕСКИЕ ЭНЕРГОУСТАНОВКИ 10.1. Теплообменные аппараты Технические требования Вопрос 365. Какими устройствами оборудуется каждый пароводяной подогреватель?Ответ. Оборудуется конденсатоотводчиком или регулятором уровня для отвода конденсата, штуцерами с
10. ТЕХНОЛОГИЧЕСКИЕ ЭНЕРГОУСТАНОВКИ 10.1. Теплообменные аппаратыТехнические требования 10.1.1. Каждый пароводяной подогреватель оборудуется конденсатоотводчиком или регулятором уровня для отвода конденсата, штуцерами с запорной арматурой для выпуска воздуха и спуска
3.8.5. Технологические допуски
3.8.5. Технологические допуски Качество изделий, конструкций, материалов, применяемых при сооружении линий электропередачи, определяется их геометрической точностью и точностью выполнения технологических процессов. Критерием качества изделий и материалов являются
10. ТЕХНОЛОГИЧЕСКИЕ ЭНЕРГОУСТАНОВКИ 10.1. Теплообменные аппаратыТехнические требования10.1.1. Каждый пароводяной подогреватель оборудуется конденсатоотводчиком или регулятором уровня для отвода конденсата, штуцерами с запорной арматурой для выпуска воздуха и спуска воды
3D-технологии для литейного производства: как создать форму для отливки за неделю

3D-технологии, интегрированные в технологическую цепочку литейного производства, обеспечивают предприятию реальную выгоду. Как показать все преимущества 3D-сканирования и 3D-печати? Нагляднее всего – продемонстрировать процесс создания детали с нуля аддитивными методами и провести сравнение с традиционными технологиями. С этой целью мы обратились к Павлу Чадушкину, ведущему специалисту производственного направления RP-центра компании iQB Technologies.
– Итак, наша задача – создать эталонную деталь на основе цифровой модели для последующей отливки реального изделия. С чего начинается этот процесс, если мы применяем 3D-технологии?
– Прежде всего, нам необходимо исходное изделие, которое нужно отсканировать, а затем выполнить обратное проектирование (реверс-инжиниринг). Конечно, оно должно быть новое, не бывшее в употреблении, чтобы не было износа детали. Мы оцениваем, насколько сложна ее геометрия и после этого задаем только один вопрос: какой должен быть допуск по точности? Уже по внешнему виду можно понять, каким образом эта деталь производится. Чаще всего это литье (высокоточное или в землю), фрезерование или изготовление на токарном станке. У каждой из этих методик производства есть свои допуски.
После того, как мы имеем представление о технологии производства и допуске, мы выбираем оборудование, а именно – 3D-сканер с нужными нам параметрами точности, и производим оцифровку изделия. Например, ручной сканер Creafrom HandyScan 700 или стационарный Solutionix C500. Такие устройства метрологического класса уже хорошо зарекомендовали себя на производственных предприятиях. Получив 3D-модель, мы переносим ее в программное обеспечение Geomagic Design X, позволяющее быстро и легко обработать данные 3D-сканирования с целью выполнения контроля геометрии и реверс-инжиниринга. Затем к работе подключается инженер, который по результатам сканирования обрисовывает эту деталь и создает твердотельную модель.
В процессе обрисовки инженер исключает из твердотельной модели различные недостатки изделия. Здесь нужно подчеркнуть, что абсолютно любое изделие имеет производственные деформации. Они могут быть обусловлены разными факторами – например, неверно подобранным материалом, сложной формой, деформацией во время транспортировки, изношенным инструментом, с помощью которого производилось изделие.
В любом случае, какой бы объект мы ни взяли для 3D-сканирования, он будет содержать дефекты и отклонения от эталона, а наша задача – создать этот самый эталон. Если деталь круглая, то совершенно точно можно сказать, что отверстие в ней будет не круглым, а эллипсовидным. Соответственно, инженер с помощью ПО этот эллипс исключает и создает окружность правильной формы. Таким путем, обрисовывая каждый элемент геометрии, мы исправляем все недостатки. Когда деталь полностью обрисована, у нас получается твердое тело, которое можно запускать в производство.

Отливка перепускного клапана стравливания избыточного давления газа (в разрезе)
– Мы получили CAD-модель. Теперь нужно определить, каким способом производить изделие.
– Традиционный способ – подготовка оснастки для литья восковых моделей на станке с ЧПУ. В этом случае модель должна адаптироваться под станок, со своими допусками, уклонами, скруглениями – все зависит от оборудования и инструментов, с помощью которых деталь будет производиться.
Но теперь есть и второй путь – 3D-печать, которая является идеальным решением для прототипирования и изготовления малых серий.
Ключевое преимущество аддитивных технологий – возможность создавать изделия максимально сложной формы (в том числе с мельчайшими деталями), которые нельзя произвести традиционными методами. Кроме того, при запуске печати необязательно учитывать сложность геометрии. Это особенно актуально для производства изделий путем металлического и пластикового литья.
Если изделие имеет простую форму, то зачастую целесообразнее его производить на станке с ЧПУ. Если же геометрия сложная, то 3D-печать – оптимальный вариант.
Когда нам нужен не один рабочий прототип, а малая серия – от 10 до 1000 изделий, используется литье в силикон, или двухкомпонентное литье. Для этого нужно получить мастер-модель – эталон, по которому будет создаваться силиконовая форма, в которую затем заливается пластик или воск.
– Мы выяснили, что 3D-печать – незаменимое решение при производстве продукции с использованием металлического и пластикового литья. Можете привести пример создания конкретной детали?
– Возьмем корпус обыкновенного телефона из пластика. Во-первых, он делится на две половины, нижнюю и верхнюю. Чтобы произвести одну из половин, надо сделать матрицу и пуансон – это оснастка для литья пластика под давлением. Металлическая форма, состоящая из двух половин, смыкается, затем в нее под давлением подается пластик, который принимает форму внутренней геометрии изделия.
При традиционном производстве на станке с ЧПУ вытачивают внешнюю и внутреннюю форму каждой половины. Но если у нас есть 3D-принтер, мы печатаем сразу готовое изделие целиком, металлическую оснастку делать не нужно. Мало того что ее долго изготавливать, она будет баснословно дорогая для тиража в десять штук. Таким образом, выгода 3D-печати очевидна – отпадает необходимость фрезерования для получения оснастки.
– При создании выплавляемых и выжигаемых мастер-моделей для литья с помощью 3D-принтера используется, соответственно, воск и фотополимер (технология печати MJP, технология литья QuickCast). Как выглядит производственная цепочка с использованием этих материалов и в чем их различия?
– Использование напечатанных на 3D-принтере выплавляемых восковых и выжигаемых фотополимерных моделей имеет одну и ту же механику, немного различаются алгоритмы действия.
У нас есть напечатанная восковая модель. Мы создаем для нее корку (то есть форму, в которую заливается металл), обмазывая мелкодисперсным порошком толщиной не менее 6-8 мм. Вид материала и толщина корки зависит не только от сложности геометрии и габаритов изделия, но и от металла, который будет литься в будущую форму. Затем деталь помещается в печь. В печи воск выплавляется, а сама корка отвердевает, и у нас получается твердая форма для литья металла.
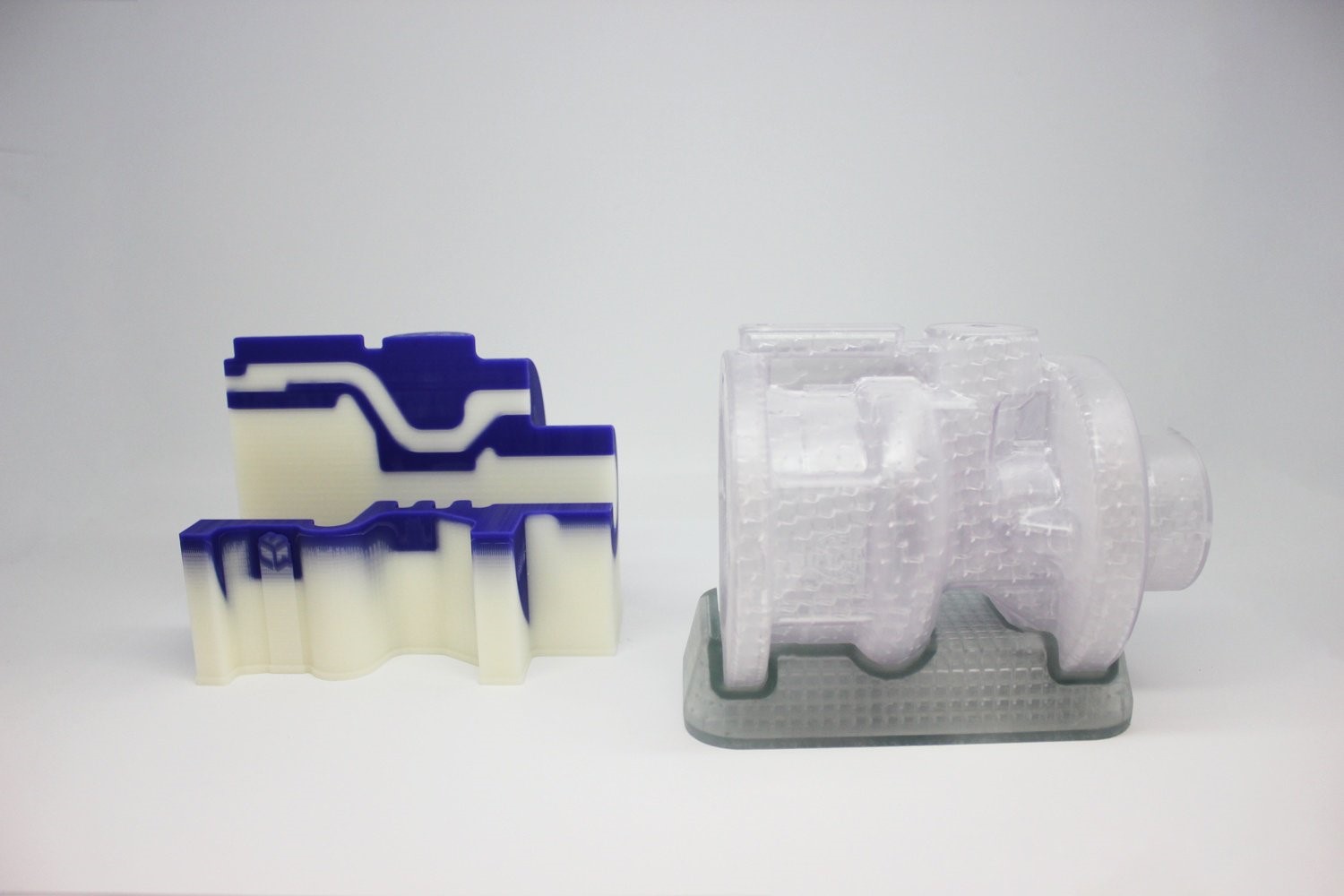
Восковая и фотополимерная модели перепускного клапана, напечатанные на 3D-принтерах
Что касается выжигаемого фотополимера, то мы так же кладем изделие в печь, но если воск вытапливается при температуре +200⁰С градусов, то фотополимер – при +950⁰С. Корка так же затвердевает, а материал, из которого была создана модель, выгорает.
Далее в получившуюся форму заливается раскаленный металл – это может быть и алюминий, и титан, и даже магний. Форма остывает, после чего корка разбивается молотком или вибромашиной, и мы получаем отливку.
Следующий этап – мехобработка. Она заключается в том, чтобы сделать поверхность детали более гладкой – обрезать литники, по которым заливался металл, зашлифовать их, снять излишнюю шероховатость изделия. На этой стадии нам также может потребоваться сверление отверстия или подгонка крепежных элементов – для этого применяются станки с ЧПУ для финальной обработки изделия до его конечного варианта (шлифовальные, пескоструйные, сверлильные и т.д.).
– От чего зависит выбор воска или фотополимера?
– Восковые машины относительно дешевы, при этом расходный материал – дорогой. С фотополимерными 3D-принтерами ситуация обратная. В сравнении с фотополимером воск достаточно хрупкий материал, это его недостаток. Но на сегодня восковая 3D-печать обеспечивает самую точную и самую гладкую поверхность. К тому же, восковое литье является традиционным для всех литейных производств в России. Соответственно, фотополимер подойдет там, где нужны модели большего размера, а прочность и детализация менее критичны. Пользователь должен сделать выбор, исходя из того, какие объемы он будет печатать, насколько часто он будет обращаться к прототипированию.
Так, на литейных предприятиях по всему миру, в России в том числе, активно используются профессиональные 3D-принтеры от 3D Systems, ведущего мирового производителя аддитивных установок. При этом ряд компаний имеют свой парк 3D-оборудования, другие заказывают услуги 3D-печати у подрядчиков.
– Мы подробно рассмотрели, как и в каких случаях выгодно использовать 3D-принтеры и 3D-сканеры. Если резюмировать: почему литейному предприятию необходимо внедрять аддитивные технологии?
– Для сокращения сроков производства при изготовлении опытных образцов и деталей малого тиража. Мы экономим и время, и деньги.
Вернемся к сравнению традиционного процесса с аддитивным. В первом случае это выглядит следующим образом:
1. Конструктор разрабатывает деталь, затем передает свою разработку инженеру.
2. Инженер адаптирует ее под методику производства вместе с технологом.
3. Дальнейшая адаптация заключается в том, что создается чертеж будущей формы матрицы и пуансона или чертеж, по которому деталь будет вытачиваться на фрезеровочном станке.
4. Затем на станке изготавливают матрицу и пуансон и отдают их на производство.
Так вот, с момента выдачи конструктором готового проекта инженеру и до получения формы, по которой будет отливаться изделие, проходит от полугода до года. И прошло, допустим, полгода, сделали десять опытных образцов, отдали их конструктору, он примерил эти металлические болванки, а они не совпадают с посадочными местами. Он понимает, почему они не совпадают, дорабатывает эту модель, и дальше цикл повторяется. Проходит еще минимум полгода до следующей примерки.
С помощью 3D-принтера конструктор фактически нажатием одной кнопки отправляет на печать свое изделие и отдает его сразу на производство в отливку. Срок сокращается с года или полугода до недели максимум. Это самое главное преимущество. Плюс, мы экономим значительные средства на изготовление формы. И, наконец, мы имеем возможность создавать изделия с геометрией любой сложности и, при необходимости, быстро оптимизировать конструкцию в программном обеспечении.
Обзор: технологии 3D-печати для литья металлов

В этой статье мы расскажем про традиционные технологии литья и о том, как они меняются с применением 3D-принтеров. А главное — какие существующие на рынке 3D-принтеры подойдут для внедрения в подобное производство уже сегодня.
Оглавление
О литье
Конечный продукт литейного производства это отливки — будущие детали или заготовки. Их масса может составлять как несколько граммов, так и несколько сотен тонн.
Вот так это делается на станкостроительном заводе.
Можно выделить следующие особенности использования литья в производстве:
- возможность получать изделия с массой от нескольких грамм до сотен тонн, со сложной геометрией и разнообразными механическими и эксплуатационными свойствами;
- возможность получения изделий, материалы или габариты которых делают невозможным или невыгодным создание их другими методами;
- отливки максимально приближены, по размерам и форме, к готовым изделиям, в отличие от заготовок полученных объемной горячей штамповкой или ковкой.
Сравнение с традиционной технологией
В традиционном процессе литья мастер-модель можно изготовить вручную или с помощью механической обработки. Вручную некоторые формы реализовать невозможно. Для изготовления мастер-моделей используют пятиосевые обрабатывающие центры с ЧПУ, что значительно увеличивает возможное разнообразие форм, но и стоимость такой восковки или мастер-модели заметно увеличивается. Такой путь получения отливки актуален для массового производства, в малой и средней серии он, чаще всего, экономически нецелесообразен — тут применение 3D-печати более рационально.

График зависимости стоимости модели от кол-ва произведенных экземпляров показывает эффективность применения аддитивных технологий.
Алгоритм процесса литья с применением аддитивных технологий
Одна из задач, стоящих перед технологами любого литейного производства: минимизация трудоемких операций по механической обработке заготовок. Решается она тем, что отливки должны быть максимально приближены к параметрам необходимой детали, что также экономит средства и время. Здесь на помощь приходят инновации, в лице аддитивных технологий, которые позволяют ускорить техпроцесс, миновав традиционные первые шаги в технологии изготовления отливки. Производитель может за одну операцию получить необходимую литейную модель или форму.
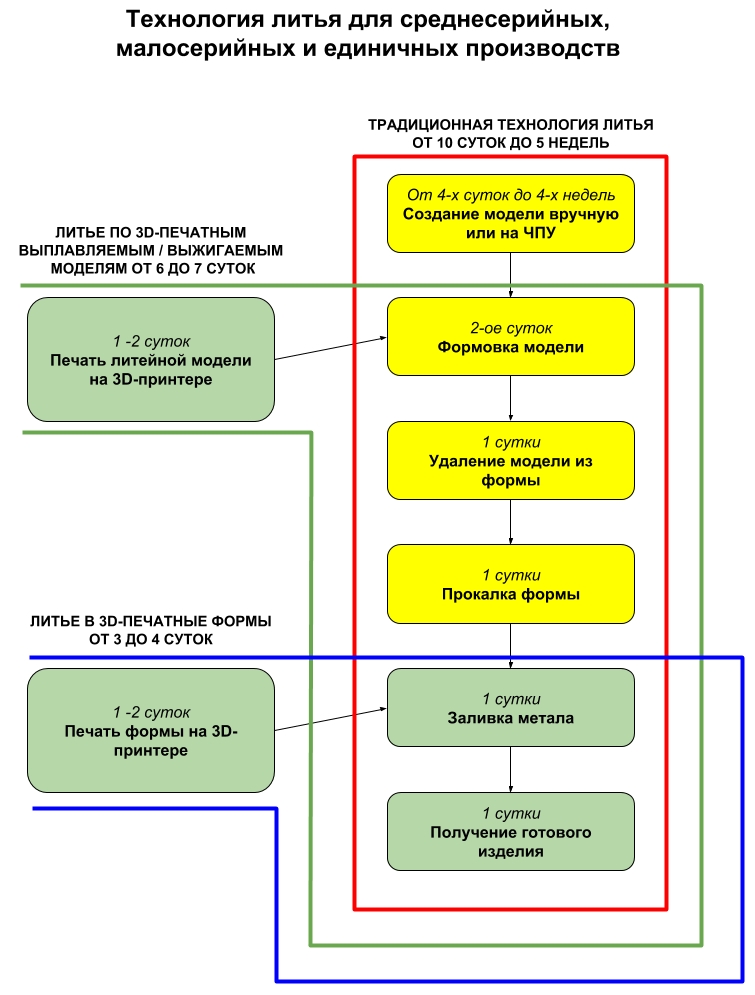
В красной области — традиционный процесс литья, в зеленой и синей — литье с применением аддитивных технологий — сроки изготовления уменьшаются в 2-6 раз.
Прямая печать изделия, которая уже внедрена на многих современных производствах, с экономической точки зрения дороже, чем традиционное литье. Поэтому 3D-печать моделей для выплавления и выжигания, а также синтез уже готовых для литья форм и стержней, вызывает особый интерес.
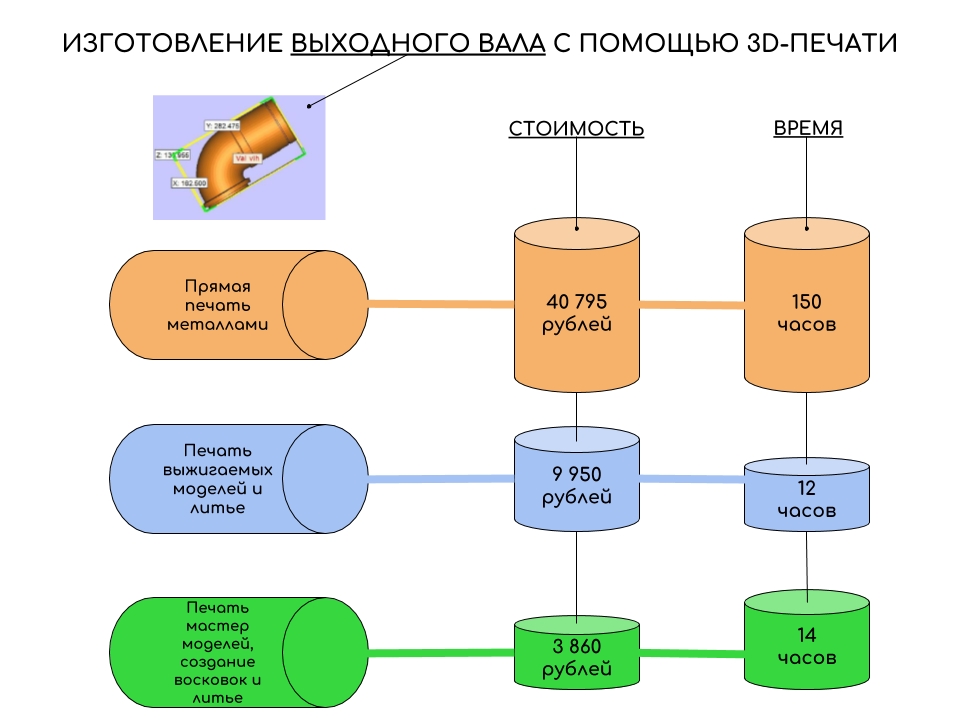
Литье с применением аддитивных технологий экономически выгоднее, чем прямая печать.
Области применения
Мастер-модели и литьевые формы напечатанные на 3D-принтере используются на ювелирных предприятиях, в производстве стоматологических и ортопедических изделий, в конструкторских бюро, для проведения НИОКР, в учебных центрах и центрах прототипирования.
Геометрически сложные отливки, полученные в результате применения аддитивных технологий, находят применение в кино и на телевидении, когда требуется быстро изготовить необычный реквизит сложной формы.

Модель Aston Martin 1960 DB 5 агента 007, к фильму “Координаты: Скайфолл”, была создана с помощью аддитивных технологий, ради сохранения оригинального автомобиля в трюковых сценах.

Декорации отлитые с использованием песчаных литейных форм напечатанных на 3D-принтере.
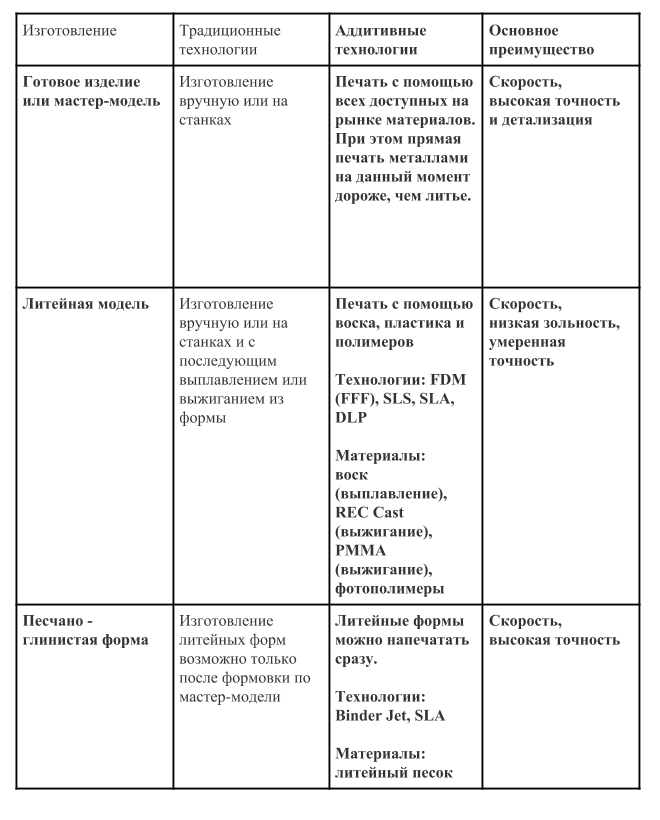
3D-принтеры и технологии 3D-печати литейных моделей
Для получения литьевых моделей используют 3D-печать по технологиям FDM (FFF), SLS, SLA, DLP. Эти технологии позволяют напечатать необходимую модель для последующего выплавления или выжигания из образованной вокруг нее литьевой формы. Для выплавляемых моделей используется воск, для выжигаемых — ПММА, CAST-пластик и специальные фотополимеры.
Основной плюс использования такого решения — отсутствие необходимости подготовки специальной оснастки, например — пресс-формы, и низкая зольность материалов при выгорании. Подготовленная 3D-модель сразу отправляется на печать и, после небольшой постобработки, готова к использованию.
FDM (FFF): послойное наплавление
Широко известный профессионалам и любителям аддитивных технологий способ 3D-печати, не требующий дополнительного описания.
Материалом нити для FDM-печати выжигаемых моделей служит специальный пластик, либо композит с высоким содержанием воска.
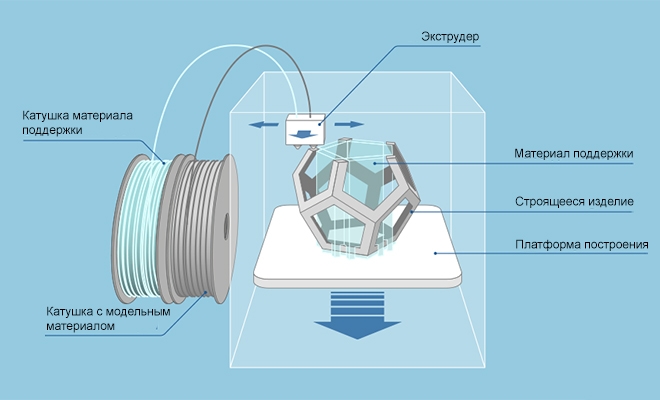
Принципиальное устройство FDM (FFF) — принтера.
Процесс 3D-печати по FDM-технологии.
PICASO 3D Designer X
PICASO 3D Designer X — FDM-принтер с областью построения 200х200х210 мм, который может печатать такими материалами, как ABS, PLA, HIPS, PVA, ULTRAN 630, ULTRAN 6130, ASA, ABS/PC, PET, PC, FRICTION, CAST, RELAX,ETERNAL, FLEX, RUBBER, SEALANT, PETG, AEROTEX, CERAMO, WAX, SBS, SBS PRO, PROTOTYPERSOFT, PRO-FLEX, TOTAL PRO, NYLON и PEEK со скоростью до 100 см³/ч и с толщиной слоя от 10 мкм.
SLS – Selective Laser Sintering – селективное лазерное спекание
Применяется для изготовления мастер-моделей сложных форм, умеренной точности и относительно больших габаритов.
Как это работает: в рабочей камере, заполненной инертным газом, например азотом, ролик накатывает полистирольный порошок с размером частиц 50-150 мкм на платформу. Новый слой спекается CO2 — лазером (с температурой 100-120 °C) по сечению “тела” CAD-модели. Дальше рабочая платформа опускается на 0.1-0.3 мм, после чего печатается следующий слой.

Принципиальное устройство SLS-принтера.
Печатающаяся модель не требует поддержки, т.к опорной служит сам материал — окружающий порошок. Неизрасходованный материал используется повторно.
Получаемая на таком принтере модель заливается материалом формы, из которой затем выжигается в прокалочной печи. При выжигании выделяются горючие газы, которые необходимо нейтрализовать. Существует опасность засорения формы золой выгоревшей модели, потому материалы для ее изготовления берут с малой зольностью, в сотые доли процента.

Слева — полистирольная 3D-печатная модель, справа — отливка из алюминия
Sentrol SS600G
Sentrol SS600G — SLS 3D-принтер с областью построения 600х400х400 мм, печатающий со скоростью 26 см³/ч, точностью 300 мкм по XY и от 250 по Z.
SLA — Stereolithography Laser Apparatus — лазерная стереолитография
Процесс печати схож с SLS, только вместо порошкового материала — жидкий. УФ-лазер воздействует на материал, который избирательно и послойно отверждается.
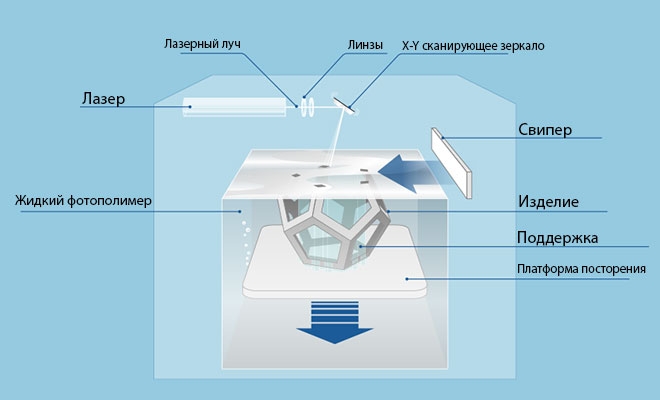
В качестве материала используются светочувствительные смолы и фотополимеры. Рабочая платформа опускается или поднимается (зависит от расположения источника света) и жидкость полимеризуется лазером в заданных точках. Неизрасходованный жидкий материал, как и в случае с порошками, может быть повторно использован для печати последующих моделей.
Процесс 3D-печати по технологии SLA.
Полученные модели имеют высокое качество поверхности, что позволяет обойтись без дальнейшей механической обработки.

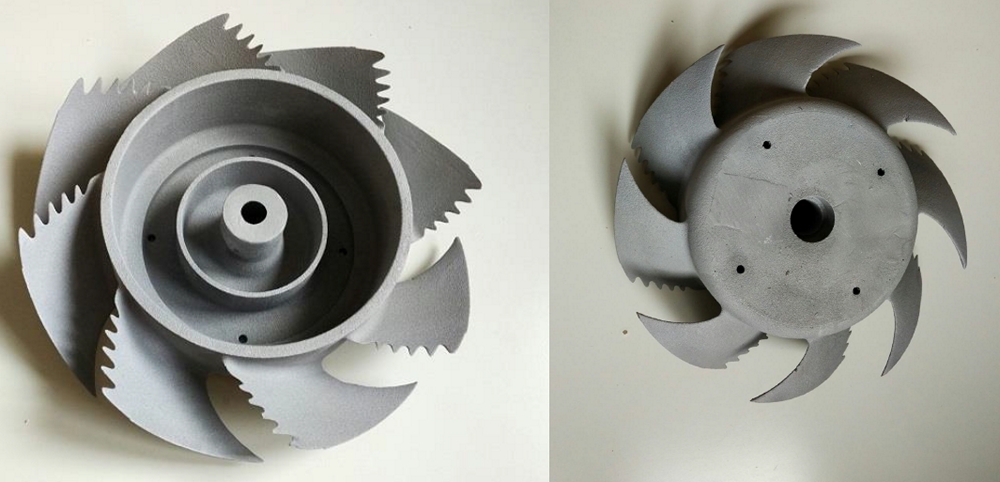
Пластиковые стереолитографические модели рабочих колес для водомётных движителей (вверху слева), изготовленные по ним восковые модели (внизу слева) и готовая металлическая отливка (справа).

Слева — SLA-модель, справа — отливка из серебра.
Zrapid iSLA1100
Лазерный 3D-принтер Zrapid iSLA1100 печатает со скоростью 100~230 грамм/час объекты размером до 600х1000х1000 мм.
DLP — Digital Light Processing
Для отверждения фотополимера используется DLP-проектор на чипах DMD. Это и является основным отличием от технологии SLA, где используется УФ-лазер. Еще одно отличие — слой проецируется целиком, все пиксели одновременно, а не рисуется лучом лазера, что ускоряет процесс.

DMD-чип с двумя микрозеркалами.
Модели, напечатанные на таком принтере, требуют удаления поддержек и обработки ультрафиолетом. То есть, постобработка для полученных по такой технологии моделей не отличается от тех, которые печатают по технологии SLA.
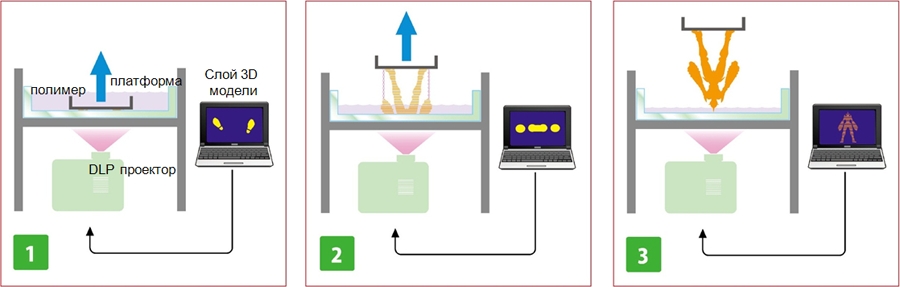
Процесс печати по технологии DLP.
Световое “пятно” DLP-проектора, в зависимости от печати конкретного слоя.
DLP-печать позволяет получить модель быстрее, но с менее гладкой поверхностью, чем на SLA-принтере.

SLA (слева) и DLP (справа).

Различие детализации при печати по SLA-технологии и DLP-технологии.
FlashForge Hunter DLP
FlashForge Hunter DLP — DLP-принтер с толщиной слоя в 25-50 мкм и областью печати 120х67,5х150 мм.

Напечатанная модель и готовое изделие, изготовлены с помощью принтера FlashForge Hunter DLP.
Voxeljet
Voxeljet — метод послойного склеивания пластикового порошка или песка, разработанный одноименной немецкой компанией. Его аналог — Binder Jet, работает только с песком.
Подобные 3D-принтеры появились в результате сочетания MJ- и SLS- технологий. Используя в качестве материала ПММА, можно получать выжигаемые модели. ПММА — полиметилметакрилат, если проще — измельченное оргстекло с фракцией 85 μm. Печатающая головка укладывает на рабочую платформу слой порошка толщиной от 100 до 150 микрон. Далее наносится связующее вещество, поверх которого снова укладывается слой порошка. Так процесс повторяется до полного изготовления необходимой модели. В случае с песком, мы получаем литьевую форму.

Как и в случае с SLA-технологией, Voxeljet-модель подойдёт для прецизионного литья.
Отливки по ПММА-моделям, без постобработки.
Voxeljet VX 1000
Voxeljet VX 1000 обеспечивает область печати 1060 х 600 х 500 мм, толщину слоя 100 мкм, точность в 0,3% и скорость до 36 мм/ч по вертикали.
3D-принтеры для изготовления форм
Быстро получить качественную литейную форму можно с помощью технологий Binder Jet и SLS. 3D-принтеры, работающие по данным технологиям, печатают формы из специального литейного песка.
Технология Binder Jet — нанесение связующего вещества
Данная технология позволяет напечатать сложную по геометрии песчаную форму без какой-либо дополнительной обработки. После печати можно сразу приступать к отливке. Основным преимуществом технологии Binder Jet является то, что нет необходимости в каких-то особых условия для работы подобного принтера: печать возможна при комнатной температуре.
Процесс печати по технологии Binder Jet.
Материал, в данном случае — песок, распределяется по рабочей платформе с помощью ролика. Далее, печатающая головка наносит связующий клей поверх порошка. Платформа опускается по толщине слоя модели и объект формируется там, где песок связан с жидкостью (т.е. с клеем). Не использованный материал, по аналогии с SLS-технологией, является поддержкой для будущей модели.
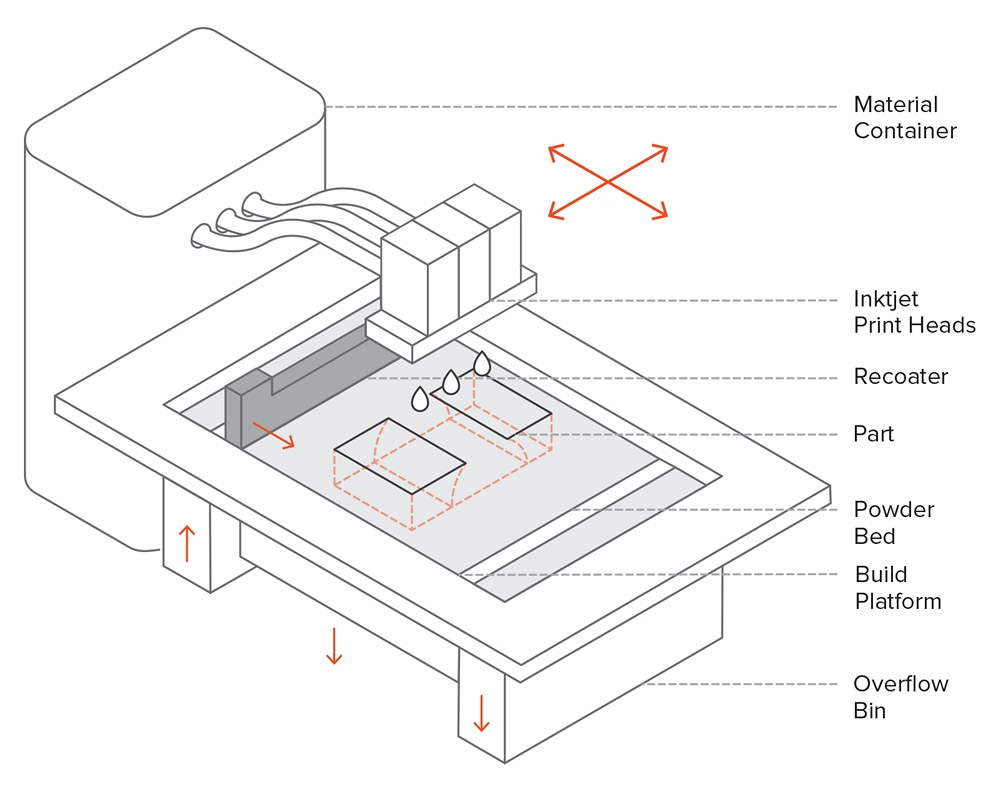
Принципиальное устройство принтера с технологией Binder Jet.




Формы для отливки, напечатанные по технологии Binder Jet.
Sentrol SB1000
3D-принтер Sentrol SB1000 печатает по технологии Binder Jet с толщиной слоя от 100 мкм, точностью по XY от 0,0625 мм и размером модели до 120х67,5х150 мм.
SLS-печать литейных форм
Основное отличие от указанной ранее SLS-технологии — использование в качестве материала для печати литейного песка, предварительно плакированного полимером. Материал спекается лазером, после чего очищается. Полученная форма помещается в прокалочную печь для отверждения, которое происходит при температуре 300-350 °С. Главное отличие от Binder Jet — более высокая детализация готовой литейной формы. Правда, для получения готовой формы требуется больше времени, из-за необходимости дополнительной обработки.
Солнечная 3D-печать
Кстати, есть ещё одна интересная технология печати песком — Solar Sinter. Разработал её немецкий инженер, дизайнер и художник Маркус Кайзер. Солнечная 3D-печать отлично подойдет для создания песчаных литейных форм, хоть и очень невысокой точности.
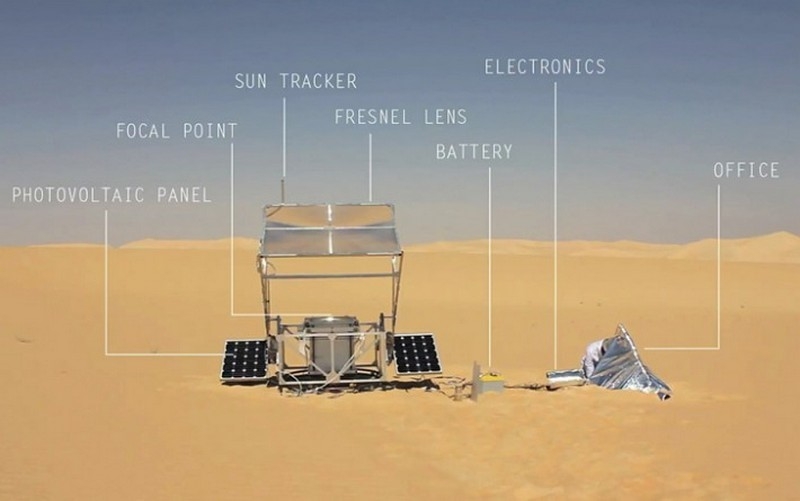
Если вы собираетесь печатать в пустыне, с собой необходимо взять офис. Маркус Кайзер предлагает пирамидальную палатку со светоотражающим покрытием — отличное укрытие от жаркого солнца.
Если ваше предприятие находится в пустыне, то это оптимальный вариант — кругом песок и солнечный свет, которые доступны в стандартную девятичасовую смену. Необходимо только привезти с собой сам принтер с компьютером. Принтер оборудован линзой Френеля, которая концентрирует солнечный свет в пучок, что дает возможность плавить песок с температурой 1400-1600°C; солнечным трекером, что отслеживает положение солнца и поворачивает линзу к нему; и фотоэлементами, для питания электроприводов установки. Главный плюс — экономия на электроэнергии, материалах и аренде помещения. Но еще важнее, пожалуй, концептуальность.
Процесс печати на солнечном 3D — принтере.
Такой принтер, и в силу специфики применения, и из-за невысокой точности получаемых моделей, вряд ли можно использовать для промышленных нужд. Но для художников и ремесленников он станет настоящей находкой. Печатать на нем литьевые формы, пожалуй, занятие сомнительное, а вот арт-объекты — самое оно.
Извлечение модели из рабочей зоны солнечного 3D-принтера производится с помощью столовой ложки. Можно использовать вилку, но скорость будет ниже.
А если серьезно — кто знает, куда зайдут технологии дальше? Порой безумные проекты открывают новые возможности.
Внедрение 3D-печати делает процесс литья дешевле и быстрее, позволяет изготавливать модели и формы для литья со сложной геометрией и разнообразными габаритами, не теряя в точности получаемой отливки.
Для получения выплавляемых и выжигаемых моделей рекомендуется использовать принтеры, работающие по технологиям FDM(FFF), SLS, SLA/DLP, Voxeljet. Используемые материалы обладают низким процентом зольности, а печатать модели быстрее, чем изготавливать вручную или с помощью станка с ЧПУ.

Пример технологической цепочки для получения отливки с применением выплавляемой модели.
Для получения литейных форм подойдут технологии печати Binder Jet и SLS с подходящим для форм материалом.
Аддитивные технологии в литье применимы в тех случаях, когда необходимо максимально дешево и быстро получить мастер-модель или форму для будущей отливки, например — в конструкторских бюро и на опытных производствах. Применимы они и в серийном производстве — если микронная точность не требуется, разница в скорости и стоимости работ делает их куда привлекательнее механообработки на фрезере с ЧПУ.
Уже сейчас можно заказать отливку из металла или пластмассы и посмотреть на результат применения 3D-печати в литье.
Подобрать 3D-принтер для интеграции в литейное производство или оборудование для литейного цеха можно в Top 3D Shop.
Читайте также: