Объемная штамповка металла это
получение поковок из объёмных заготовок на молотах, прессах и машинах специального назначения. Объёмная штамповка – один из основных способов обработки металлов давлением, при котором заготовка деформируется с изменением всех размеров, приобретая форму, соответствующую рабочей полоске инструмента – штампа. В результате объёмной штамповки из простейших заготовок (цилиндрической, призматической и иной формы) получают более сложные изделия – коленчатые валы, лопатки турбин, зубчатые колёса и т. п. Различают холодную и горячую штамповку. Холодная штамповка выполняется без нагрева заготовки. Таким способом получают детали с высокими и стабильными механическими свойствами. В ряде случаев поковки не требуют дополнительной обработки, являясь готовыми изделиями. Однако для холодной штамповки требуются большие усилия. Нагревая заготовки, можно эти усилия уменьшить в 10–15 раз. При горячей штамповке заготовку нагревают до температуры 200—1300 °C в зависимости от материала и условий обработки. По сути этот вид обработки аналогичен ковке; осуществляется в закрытых или открытых штампах на молотах и прессах. Горячей объёмной штамповкой получают изделия массой от нескольких граммов до 6–8 т.
Энциклопедия «Техника». — М.: Росмэн . 2006 .
Смотреть что такое "объёмная штамповка" в других словарях:
ОБЪЁМНАЯ ШТАМПОВКА — один из осн. способов обработки металлов давлением, при к ром ааготовка пластически деформируется с изменением всех размеров, приобретая форму, соответствующую рабочей полости инструмента штампа. Применяется в кузнечно штамповочном производстве… … Большой энциклопедический политехнический словарь
Объёмная штамповка — технологический процесс кузнечно штамповочного производства (См. Кузнечно штамповочное производство), заключающийся в изменении простейших объёмных заготовок (цилиндрической, призматической и др. формы) в более сложные изделия, форма… … Большая советская энциклопедия
Штамповка — Штамповочный пресс Штамповка процесс пластической деформации материала с изменением формы и размеров тела. Чаще всего штамповке подвергаются металлы или пластмассы. Существуют два основных вида штамповки листовая и объёмная. Листовая штамповка… … Википедия
Штамповка — процесс обработки металлов давлением (См. Обработка металлов давлением), при котором формообразование детали осуществляется в специализированном инструменте Штампе; разновидность кузнечно штамповочного производства (См. Кузнечно… … Большая советская энциклопедия
Холодная штамповка — процесс обработки давлением листового или сортового металла, обычно осуществляемый без нагрева заготовки. При Х. ш. процесс изготовления деталей расчленяется на операции и переходы, выполняемые в специализированных штампах. Х. ш.… … Большая советская энциклопедия
ХОЛОДНАЯ ШТАМПОВКА — процесс штамповки без нагрева обрабатываемого материала. X. ш. получают заготовки и готовые изделия из листового и полосового материала от деталей часового механизма до кузовов автомобилей. Используется также холодная объёмная штамповка кованых… … Большой энциклопедический политехнический словарь
Кузнечно-штамповочное производство — I Кузнечно штамповочное производство отрасль тяжёлого машиностроения, производящая различные металлические изделия (от деталей машин до предметов домашнего обихода) ковкой (См. Ковка), штамповкой (См. Штамповка), Прессованием. В основе… … Большая советская энциклопедия
Кривошипный пресс — машина с кривошипно ползунным механизмом, предназначенная для штамповки различных деталей. Рабочей частью (инструментом) К. п. является Штамп, неподвижную часть которого крепят к столу, подвижную к ползуну пресса (рис. 1). Ползун… … Большая советская энциклопедия
Кузнечно-штамповочный автомат — кузнечная машина для штамповки (См. Штамповка) изделий из проволоки, прутка, ленты, полосового материала и др. Все движения исполнительных органов К. ш. а. совершаются взаимосогласованно в автоматическом цикле. Подача материала или… … Большая советская энциклопедия
Листовая штамповка
Люди издревле делали из металла тонкостенные изделия, сосуды и украшения. Они изготавливались из листа металла методом чеканки-придания формы холодному или разогретому листу пластичного металла путем обстукивания его молотком вокруг деревянной модели будущего изделия. Швы запаивались или чеканились. Такой обработке подвергалась чаще всего медь, реже серебро или золото. Полученные таким образом изделия ценились чрезвычайно высоко, поскольку все операции были ручными и на изготовление одного кувшина у мастера уходил не один день.

Пытливый человеческий ум искал пути ускорить и удешевить производство до середины 19 века, когда появился такой мощный источник энергии, как пар. С тех пор технология производства тонкостенных изделий из металлического листа путем деформации его под давлением, или листовая штамповка, существенно усовершенствовалась. Сегодня этим методом производят миллиарды различных деталей — от частей телефонов до корпусов автомобилей.
Холодная листовая штамповка — гарантия получения высокоточных деталей
Листовая штамповка из листа при комнатной температуре называется холодной штамповкой. Ее применяют при малых толщинах листа и в случае пластичных сплавов. Если же штампуют из толстого листа (от 5 мм) или из сплавов с малой текучестью, то для повышения пластичности лист заготовки нагревают.
Листовая штамповка гарантирует получение большого количества абсолютно идентичных по форме и размерам деталей с высокой точностью.
Холодная объемная штамповка позволяет получать высокоточные тонкостенные детали практически любой формы при себестоимости существенно ниже, чем в случае использования литья или механической обработке. Намного выше получается и коэффициент использования металла. Кроме того, холодная объемная штамповка гарантирует не только прочность, но и однородность свойств материала детали, что особенно важно в ответственных конструкциях.
Как объемная, так и листовая штамповка экономически эффективна в рамках больших серий. Это объясняется большими затратами на подготовку производства.
Характеристика листовой штамповки
холодная листовая штамповка является на сегодня одной из самых широко распространённых технологий обработки металлов, пластмасс и некоторых других материалов. Диапазон применения технологии — от крупных конструкций в судостроении до тонкостенных деталей бытовой техники
Технология характеризуется следующими неоспоримыми преимуществами:
- Исключительные возможности для механизации и автоматизации производственных процессов.
- Снижение себестоимости изготовления массовых изделий.
- Высокий коэффициент использования листового металла.
- Возможность точного изготовления тонкостенных, но прочных изделий практически любой формы.
- Минимальная потребность в последующей механической обработке.
Однако, кроме явных достоинств, холодная листовая штамповка металла обладает и недостатками. Это, прежде всего:
- Высокая трудоемкость проектирования технологического процесса.
- Высокая стоимость подготовки производства изготовление пресс-форм.
- Высокая квалификация отладчиков прессового оборудования.

Штамповка листового металла
Следует отметить, что при больших сериях выпускаемых изделий эти недостатки нивелируются за счет известного из экономики эффекта масштаба, и себестоимость производимой продукции оказывается ниже, чем при альтернативных способах обработки металлов.
Виды оборудования для листовой штамповки
Для различных видов операций листовой штамповки применяется широкий спектр оборудования.
Так, для операций резки используют вибрационные, или гильотинные ножницы.
Для выполнения формообразующих операций применяют основное штамповочное оборудование — станок для листовой штамповки или пресс. По типу они различаются на:
- Кривошипно-шатунные.
- Гидравлические.
- Радиально-ковочные.
- электромагнитные.
Самым простым в устройстве и обслуживании является пресс с кривошипно-шатунным приводом. Он пригоден для выполнения несложной листовой штамповки — тонкостенных деталей малого и среднего размера простой формы.

Пресс с кривошипно-шатунным приводом
Гидравлические прессы позволяют развивать намного большее усилие (до 2 тысяч тонн) и точнее регулировать ход пресса. Этот тип оборудования применяют для операций гибки или объемной штамповки из листа большой толщины.
Радиально-ковочные комплексы используют для листовой штамповки деталей, имеющих форму тела вращения.
Электромагнитные прессы — достаточно новый тип оборудования. Давления на заготовку производится за счет массы электромагнитного сердечника, направляемого к пуансону электромагнитным импульсом. Импульс противоположной полярности возвращает сердечник в исходное положение. Такой привод намного проще в изготовлении и обслуживании, чем гидравлический, но пока не достигает его мощности.
Принцип работы
Физический принцип работы штамповочного оборудования — это пластическая деформация листовой заготовки под давлением. Форма будущей детали задается двумя деталями — матрицей и пуансоном, которые прижимают к листовой заготовке с двух сторон под большим давлением. Там где у матрицы находится выпуклость — у пуансона расположена соответствующая ей по форме и размерам впадина. Деформируясь, листовая заготовка повторяет форму матрицы и пуансона.
Вместе с этим может происходить просечка отверстий, вырубка отдельных деталей из материала листа. При проектировании технологического процесса холодной штамповки деталей из листового металла конструктор оснастки и технолог комбинируют и по возможности совмещает формоизменяющие разделительные операции, чтобы обойтись минимальным числом рабочих проходив штампа и снизить, таким образом, себестоимость изготовления изделия.
В случае тонких листов осуществляется холодная листовая штамповка. При работе с толстыми листами или с мало пластичными сплавами заготовку предварительно нагревают, чтобы повысить ее пластичность.
Какие операции подразумевает холодная штамповка
Все рабочие операции холодной листовой штамповки делятся на две большие группы: разделительные и формоизменяющие.

Разделительные операции листовой штамповки
К разделительным операциям листовой штамповки относятся операции, связанные с нарушением целостности материала листа. Наиболее употребительные из них-
- Резка-отделение части заготовки по прямой или искривленной линии. Применяется как для получения готовых изделий, так и для разделения листа на заготовки нужного размера с целью дальнейшей обработки.
- Вырубка-отделение части заготовки по замкнутому контуру. Внутри контура также может быть вырублена часть металла.
- Пробивка — получение в заготовке отверстий круглой или произвольной формы.

Формоизменяющие операции листовой штамповки
К формоизменяющим операциям листовой штамповки относятся операции, изменяющие пространственную форму листа без нарушения его целостности, такие, как:
- Гибка — придание плоской заготовке изогнутой вдоль продольной оси формы. Различают V образную, U- образную и более сложные формы гибки.
- Вытяжка-преобразование плоской заготовки в полую пространственную форму. При вытяжке может меняться толщина заготовки.
- Отбортовка-создание бортиков по наружному или внутреннему контуру изделия.
- Обжим-обжатие материала заготовки в конической матрице с целью уменьшения размеров концевой части детали.
- Формовка-Изменение формы части детали с сохранением линии наружного контура.
При проектировании технологии листовой штамповки технолог комбинирует операции из обеих групп.
Технология процесса
Процесс холодной листовой штамповки начинается с совместной работы технолога и конструктора оснастки. Они рассматривают все изменения, которые должны произойти с плоской заготовкой на ее пути к готовому изделию, планируют и группируют разделительные и формообразующие операции. После такой группировки определяются операции, выполняемые при каждом проходе пресса (если деталь не удается отштамповать за один проход). Под этот конкретный перечень операций проектируется пара матрица — пуансон.
Матрицы и пуансоны, как правило, изготовляют методом фрезерования на многокоординатных обрабатывающих центрах. От точности изготовления напрямую зависит точность соблюдения размеров штамповки и конечное качество изделия. В качестве материалов используют высоколегированную сталь — пресс- форма должна выдержать сотни, а то и миллионы циклов штамповки и при этом не измениться в размерах. Часто пресс-формы делают состоящими из нескольких частей, которые потом надежно соединяют.
Иногда в пресс-форму устанавливают вставку из более прочного материала, например, в той части, где будет осуществляться вырубка или вытяжка и которая будет подвержена существенно большим напряжениям, чем остальная часть пресс-формы.
Исключительно важный этап технологии — это наладка прессов для листовой штамповки. Каждый рабочий проход пресса нуждается в строгом соблюдении предписанного технологией усилия, чтобы, с одной стороны, точно отформовать заготовку, а , с другой стороны ,не повредить ее.
Прогрессивные способы штамповки листового металла
Штамповка резиной. Используется для заготовок малой толщины и высокой пластичности. Роль матрицы или пуансона выполняет твердая резина. Упрощается изготовление пуансона, подходит для малых серий штамповки.
Схемы листовой штамповки эластичными средами
Штамповка жидкостью. Роль пуансона играет жидкость, подаваемая под давлением. Она прижимает заготовку к матрице и заставляет лист в точности повторять ее форму. Метод используют для вытяжки изделий сложной пространственной формы.
Штамповка взрывом. В защищенной камере производят подрыв небольшого заряда взрывчатых веществ. Возникающее в результате высокое давление вдавливает заготовку в матрицу. Метод используют для деталей больших размеров и замысловатой конфигурации, которые затруднительно изготовить по-другому. Достигается существенная экономия в стоимости оснастки.

Электрогидравлическая штамповка листового метал
Электрогидравлическая штамповка. Роль механического давления выполняет ударная волна в жидкости, которая вызывается разрядом высокого напряжения. Метод отличается высокой точностью и экономичностью.
Схема магнитно-импульсной штамповки листового металла
Магнитно-импульсная штамповка. Магнитные импульсы высокой интенсивности формируют высокоэнергетическое магнитное поле, воздействующее на заготовку, вызывающее в ней вихревые токи и вынуждающее ее принимать заданную форму. Таким способом проводят обжатие труб, формовку сложных рельефов.
Жидкая штамповка
В отличие от предыдущих способов, относящихся к холодной объемной штамповке, данный метод является комбинацией двух технологий: штамповки и литья. Вначале в матрицу заливают необходимый объем расплавленного металла, после чего в нее опускают пуансон.

Происходит выдавливание жидкого металла в зазор между матрицей и пуансоном, который и представляет собой форму будущего изделия. Способ используют при изготовлении больших тонкостенных деталей корпусов из легкоплавкого и пластичного сплава.
Горячая объемная штамповка
Метод горячей объемной штамповки использует одно из основных физических свойств металлов — пластичность. Это свойство металлического поликристалла изменять свои размеры при приложении к нему усилия.

Горячая объемная штамповка
Пластичность растет с повышением температуры, поэтому для изготовления сложных объемных деталей заготовки нагревают.
Таким способом изготавливают детали самой разнообразной формы — от деталей часов до колесных дисков автомобиля.
Процесс горячей объемной штамповки
Метод заключается в том, что при приложении высокого давления металл горячей болванки подвергается серии последовательных деформаций, и, не нарушая своей целостности, затекает в свободное пространство специально подготовленных штампов, повторяя их пространственную форму и приходя к заданным размерам. Выступы и впадины в соответствующих локальных областях штампа ограничивают и направляют движение металла, приближая с каждым проходом конфигурацию и габариты болванки к параметрам конечного изделия. При последнем рабочем проходе они формируют замкнутый единый ручей (полость), совпадающий с конфигурацией готового изделия.
Технологический процесс горячей объемной штамповки
Термин горячая объемная штамповка металла указывает на то, что габариты и геометрия заготовки меняются не в одном, а в двух или трех измерениях.
Горячая штамповка в качестве болванок использует круглый или прямоугольный прокат, а также горячекатаный лист. Горячая объемная штамповка проводится и прямо из прутка, если конфигурация детали не очень сложная и достаточно одного-двух проходов. Впоследствии отдельные детали отрубают от прутка.
По своей форме конечные поковки подразделяют на два основных класса:
- Дисковые: фланцы, крышки, ступицы, прочие круглые (прямоугольные) поковки с длиной, малой относительно диаметра. Здесь выбирают базовую технологическую схему осадки в торец исходной болванки.
- Удлиненные: рычаги, валы, шатуны и похожие на них по конфигурации детали. Болванка располагается на штампе плашмя, и в ходе нескольких черновых и штамповочных операций ей придают окончательную форму. До завершающего прохода исполняют формовку в ручьях и на вальцах.
По технологическим схемам активно применяются две наиболее употребительных:
- штамповка в закрытых штампах
- штамповка в открытых штампах
Горячая объемная штамповка в закрытых штампах осуществляется в штампе с небольшим зазором между его половинами. Подразумевается, что объемы заготовки и готового изделия совпадают. Эту оснастку снабжают двумя поверхностями разъединения, находящимися под некоторым углом. Схема используется в производстве сравнительно несложных по своей форме деталей и позволяет добиться наибольшей однородности внутреннего строения детали и меньшей шероховатости.
При применении схемы горячей объемной штамповки в открытых штампах нет точного соответствия объемов между заготовкой и конечным изделием, происходит активное перераспределение массы металла между частями поковки. Часть металла выдавливается за пределы штампа в специальную канавку и называется облоем. Схема позволяет штамповать детали практически любой конфигурации, поскольку позволяет проводить большое количество черновых и завершающих проходов с промежуточным кантованием болванки.
Преимущества и недостатки процесса
Горячая объемная штамповка обладает такими достоинствами, как:
- Изготовление поковок весьма сложной формы.
- Снижение потерь материалов.
- Снижение удельной трудоемкости.
- Нет необходимости в высокой квалификации штамповщика.
- Точность соблюдения габаритов и конфигурации.
К минусам метода горячей объемной штамповки относят
- Сложность операций
- Значительная энергоемкость
- Существенная стоимость и трудоемкость проектирования и изготовления оснастки. Штамп приходится делать из высококачественных материалов, и применим он только к данному изделию.
- Необходимость использовать большее усилие, чем при ковке
- Лимит веса готового изделия до 3-4 тонн.

Преимущества и недостатки
В целом горячую объемную штамповку имеет смысл применять при выпуске средних и больших серий, а также, если сложность формы и толщина детали не допускают применение обойтись холодной формовкой.
Нюансы технологии
Технологический процесс горячей объемной штамповки охватывает множество подготовительных и рабочих операций, от поступления материала и до получения конечного изделия.

Схема горячей объемной штамповки
Проработка технологии включает такие этапы, как:
- Определяется схема горячей объемной штамповки — в открытых штампах или закрытая, выпускается конструкторская документация.
- Определяют переходы процесса, с учетом допусков выставляют размеры болванки.
- Исходя из потребного усилия горячей объемной штамповки выбирают оборудование (пресс, молот, и т. д.).
- Проектируются штампы.
- Задается метод нагревания и температурно-временной режим для каждой операции.
- Определяются отделочно-завершающие операции.
- Определяются технико-экономические характеристики проектируемого техпроцесса.
Горячая объемная штамповка требует от технологов, конструкторов и цехового персонала глубоких знаний по материаловедению и обширного практического опыта работы с данным процессом.
Сам процесс горячей объемной штамповки разделяется на следующие этапы:
- Нарезка проката на болванки,
- Доведение заготовок до рабочей температуры
- Штамповочные операции
- Удаление облоя
- Коррекция формы (при необходимости)
- Термообработка
- Удаление окалины
- Калибровка,
- Прием службой технического контроля.

Смазка для процесса горячей объемной штамповки
До подачи на штамп болванки требуется полностью и равномерно прогреть. На современных предприятиях этим процессом управляет автоматика, обеспечивая заданных график повышения температуры, равномерное прогревание всех заготовок по всему их объему и исключение образования оксидных пленок и зон пониженного содержания углерода. В качестве нагревателей применяют:
- электроконтактные установки. Нагрев осуществляется путем включения болванки в электрическую цепь и прохождению по ней сильного тока.
- индукционные системы. Нагрев производится вихревыми токами, возбуждаемыми в приповерхностном слое заготовки;
- газовые печи. Повышение температуры проходит в изолированной от атмосферы камере, заполненной инертным газом, исключающим образование окалины.
Удаление облоя и пробивка пленок применяется в случае открытой схемы горячей объемной штамповки. При этом используют специальные обрезные и пробивные штампы и кривошипные прессы.
Иногда в ходе выемки изделий из штампа, обрубки облоя или термообработки происходит искривление осей изделия либо нарушение поперечных сечений. Тогда применяют операцию коррекции формы, или правку. Заготовки больших размеров либо изготовленные из высококачественных сталей подвергаются правке, будучи горячими. Операция проводится в чистовом ручье после удаления облоя. Иногда операцию правки совмещают с обрезкой. Изделия небольшого размера корректируют винтовыми прессами по окончании термообработки и остывания.

Термообработка в горячей объемной штамповке
Термообработку проводят с целью доведения физических свойств изделий до заданных параметров и для облегчения финальной обработки. Операция позволяет также снять остаточные напряжения, уменьшить зернистость, повысить вязкость и пластичность.

Чтобы упростить операции контроля, обеспечить прецизионное позиционирование болванки и снизить износ инструмента на стадии механической обработки, проводят очистку изделий от окалины. Для этого применяются дробеструйные комплексы. В изолированной камере поковки воздухом под большим напором разгоняют стальную дробь и направляют ее на движущиеся, на транспортере изделия. Многочисленные соударения сбивают пленки и хлопья окислов в поверхности, придавая ей матовый внешний вид и одновременно уплотняя приповерхностный слой. Для мелких изделий применяют другую установку — галтовочный барабан. В нем большое количество деталей пересыпается вместе с добавляемыми к ним металлическими шариками или звездочками. Благодаря многочисленным соударениям деталей с них сбивается окалина.
Иногда в последовательность добавляют еще один переход — калибровку. Она проводится с целью избежать финишной обработки, оставляя только шлифовку. Посредством плоскостной калибровки достигают точности габаритов по вертикали. Объемная калибровка служит для доведения габаритов в нескольких направлениях, позволяя также и снизить шероховатость. Для калибровки используют специальные штампы с особо точными ручьями, повторяющими конфигурацию поковки.
Штамповочные ручьи и их виды
Для простых конфигураций изделий горячая объемная штамповка выполняется за один проход.

Штамповочные ручьи и их виды
Если же предстоит отштамповать замысловатое изделие с перепадами толщин и высот, выступы и изгибы — изготовление проводят за несколько проходов, в каждом из которых формовка делается отдельной впадиной на штампе — ручьем. Их подразделяются на два вида:
Заготовительные
Используются для фасонирования приведения материала болванки к пространственной конфигурации, позволяющей провести операции горячей объемной штамповки с минимальными потерями материала.

Виды заготовительных ручьев:
- Протяжной — растягивает определенные части болванки, сужая их сечение. Применяется серия несильных ударов с переворотом болванки
- Податной — утолщает сечение болванки, «перегоняя» на это место материал с соседних участков. Применяется также серия несильных ударов с переворотом болванки
- Пережимной — плющит болванку в месте применения, вызывая увеличение местной ширины. Используется 1-3 сильных удара,
- Гибочный – используется для деталей с выгнутой осью
- Осадочный — применяется для изделий, близких к круглой форме. Уменьшает высоту болванки, добиваясь нужной высоты и радиуса
Штамповочные
Используются в завершающей формовке, бывают черновыми и чистовыми.
Черновой используется для изделий сложной конфигурации и в целях снижения износа чистового. Предназначен для приближения габаритов и конфигурации болванки к окончательному изделию. Он глубже и уже, чем чистовой ручей, обладает большими радиусами и уклонами. Эти меры применяются для свободного размещения болванки в чистовом ручье.

Чистовой ручей используется для формовки конечной продукции, изготавливается с припуском на усадку при охлаждении. Устанавливается в середине штампа, поскольку давление и возникающие напряжения при чистовой штамповке максимальны. Для отвода выдавливаемого металла вокруг ручья расположена облойная канавка.
Схемы штамповки
Конкретная конфигурация горячей объемной штамповки выбирается опытным технологом, принимающим во внимание следующие параметры:
- Размеры детали.
- Материал.
- Форма.
- Доступное оборудование.
- Лимиты трудоемкости и материальных затрат.
На текущий момент применяется две основные схемы горячей объемной штамповки:
- с открытым штампом;
- с закрытым штампом.
Штамповка в закрытом штампе проводится с небольшим зазором между его половинами. Подразумевается, что объемы болванки и конечной детали точно совпадают. Иногда делают две линии примыкания, находящиеся под углом друг к другу. Схема используется для формовки сравнительно несложных по конфигурации поковок и позволяет добиться наибольшей однородности внутреннего строения детали и меньшей шероховатости.

Схема штамповки в закрытых штампах
При применении схемы горячей объемной штамповки в открытых штампах нет соответствия объемов болванки и конечного изделия, происходит активное перераспределение массы металла между ее частями. Некоторая часть металла выдавливается за пределы штампа в приспособленную для этого канавку и называется облоем. Схема позволяет штамповать детали практически любой конфигурации, поскольку позволяет проводить большое количество черновых и завершающих проходов с промежуточными поворотами болванки.
Оборудование, используемое для горячей объемной штамповки
Оборудование для горячей объемной штамповки включает в себя:
- Молоты
- Кривошипные прессы
- Горизонтально-ковочные машины
Технология применения каждого класса установок связана с их конструкцией. Молоты допускают такие схемы, как открытая штамповка и штамповка в закрытых штампах
Горячая объемная штамповка на молотах
Технология использует явление преобразования кинетической энергии падающего массивного молота в энергию ударной деформации заготовки. Молоты поднимаются в исходное состояние сжатым воздухом или паром и имеют массу от 0.5 до 25 тонн.

Горячая объемная штамповка на молотах
Изменяя высоту подъема молота, можно регулировать силу удара. Ход молота также регулируется, это дает возможность для поворота заготовки во время очередного подъема молота и более точной штамповки. Доступны все подготовительные операции, включая протяжку и подкат.
Точность изготовления деталей на молотах оставляет желать лучшего, что объясняется неминуемым сдвигом частей штампа друг относительно друга в момент удара. Допуски при использовании молотов приходится давать большими, а для обеспечения возможности выемки изделий из пресса делаются большие штамповочные уклоны.
Горячая объемная штамповка на прессах
Горячая штамповка металла проводится и на кривошипных прессах. Главная характеристика оборудования — это развиваемое им усилие, варьирующееся от 6 до 110 МН.

Горячая объемная штамповка на прессах
Конструкция кривошипного горячештамповочного пресса имеет жесткий привод и не дает возможности регулировать ход пресса и его усилие. Эти факторы исключают из перечня допустимых операций протяжку и подкат, поскольку для них нужно постепенно увеличиваемое давление.
Отсутствие ударов, постоянный ход штампа и использование направляющих исключает сдвиг, что позволяет добиться точности обработки, принципиально недостижимой на молотах.
Соответственно допустимо задание существенно меньших допусков, штамповочных радиусов и уклонов, что снижает потери материалов и повышает производительность оборудования.
Кроме того, статическая деформация глубже проникает в болванку, чем динамическая, и это делает доступными для обработки материалы с низкой пластичностью.
Отрицательными особенностями кривошипных горячештамповочных прессов являются:
- окалина запрессовывается в поверхность, для борьбы с этим применяют нагрев в инертной атмосфере или глубокую зачистку болванки;
- ввиду продолжительного соприкосновения с пуансоном болванка остывает, снижается ее пластичность и заполняемость.
Штамповка на горизонтально-ковочных машинах
При горячей объемной штамповке этим методом, установка также приводится в действие кривошипным механизмом, главное деформирующее усилие прикладывается по горизонтали. В дополнение к этому применяется еще один ползун, размещенный под прямым углом. Матрица соответственно также составлена из двух частей, одна из которых является подвижной.

Штамповка на горизонтально-ковочных машинах
Доступны такие переходы, как высадка, прошивка и пробивка. Для штамповки стержней, колец, труб с утолщениями и отверстиями в качестве заготовок применяют круглый или квадратный пруток.
Эти специализированные устройства позволяют добиваться существенного повышения эффективности. В качестве минусов можно отметить узкую применимость и дороговизну.
Объёмная штамповка
технологический процесс кузнечно-штамповочного производства (См. Кузнечно-штамповочное производство), заключающийся в изменении простейших объёмных заготовок (цилиндрической, призматической и др. формы) в более сложные изделия, форма которых соответствует полости специализированных инструментов — Штампов. О. ш. как процесс перераспределения металла заготовки происходит в результате пластической деформации (см. Обработка металлов давлением).
Основные операции О. ш.— осадка, высадка, протяжка, выдавливание, гибка, плющение, калибровка, образование выступов, утолщений, углублений, осуществляемые на кузнечно-прессовых машинах — Молотах, Прессах и машинах специального назначения. Из штампованных поковок после обработки резанием и термической обработки получают различные детали: шатуны, коленчатые валы, рычаги, зубчатые колёса, лопатки турбин, крепёжные детали, шары, ролики и кольца подшипников и др.
Различают холодную и горячую О. ш. Холодная штамповка осуществляется без нагрева. Исходный материал — калиброванные прутки, нарезаемые на мерные (штучные) заготовки, или проволока в бунтах. Масса получаемых изделий от нескольких г до неск. кг; точность по 3—2-му классам; шероховатость поверхности соответствует 7—10-му классам чистоты. Холодной О. ш. получают ответственные детали с высокими и стабильными механическими свойствами, что объясняется отсутствием рекристаллизации в металле и упрочнением. Т. к. заготовки не нагреваются, на поверхности поковок не происходит образования окалины, обезуглероживания, обесцинкования и т.п., что улучшает качество поковок в целом и сокращает припуски на дальнейшую обработку. В ряде случаев поковки не требуют дополнительной обработки, являясь готовыми деталями (коэффициент использования металла составляет 1). Однако для осуществления холодной О. ш. требуются значительные усилия — до 2500 Мн/м 2 (1 Мн = 100 тс) и более, что отрицательно влияет на стойкость штампов. Существенно снизить усилия (в 10—15 раз) позволяет нагрев заготовок, т. е. горячая О. ш.
Горячая штамповка осуществляется с нагревом до температуры 200—1300 °С в зависимости от состава сплава и условий обработки. Исходный материал — прокатные прутки, разделённые на мерные заготовки, равные по объёму будущей поковке (с учётом неизбежных отходов). Масса получаемых изделий от нескольких г до 6—8 т; точность размеров поковок зависит от их массы и конфигурации и может быть повышена последующей холодной калибровкой; шероховатость поверхности соответствует 3—7-му классам чистоты. Процесс горячей О. ш. аналогичен по физической сущности свободной ковке (См. Ковка), но осуществляется в штампах. Горячей О. ш. получают поковки, однородные по структуре, сравнительно высокой точности, сложной конфигурации, которой невозможно добиться при свободной ковке. Однако средний коэффициент использования металла при горячей О. ш. 0,5—0,6 (т. е. до 50—40% металла идёт в отход), при холодной штамповке этот коэффициент значительно выше.
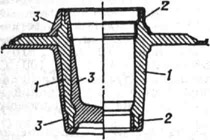
Штампы для О. ш. чаще всего состоят из 2 половин — верхней и нижней (рис. 1, слева) или из пуансона и матрицы (рис. 1, справа). Обычно при штамповке на молотах и вертикальных прессах нижняя часть штампа неподвижна, а верхняя подвижна. О. ш. выполняют в открытых штампах — с плоскостью разъёма, перпендикулярной направлению штамповки (см. рис. 1, слева), или в закрытых штампах — с плоскостью разъема по периметру поковки (см. рис. 1, справа). Открытый штамп отличается простотой устройства и универсальностью применения, но горячая штамповка в нём связана с образованием заусенца, который обеспечивает заполнение сложного рельефа полости штампа. Для размещения заусенца в штампе предусматривается специальная канавка. После штамповки заусенец обрезают в штампе на обрезном прессе. Отход металла при этом составляет 5—20%, иногда достигает 50—80%. В закрытых штампах, применяемых при горячей и холодной О. ш., заусенец либо весьма невелик (не более 1%), либо совсем отсутствует, т.к. поковка формируется из всего объёма металла. Однако эти штампы менее универсальны, например в них нельзя получать поковки в форме шара. В тех случаях, когда нужно получить исходные заготовки достаточно высокой точности по объёму, применяют закрытые штампы с компенсаторами — дополнительными полостями, в которые вытекает избыточный металл заготовки. Компенсаторы располагаются в таком месте штампа, в которое металл поступает в последнюю очередь, чтобы предотвратить преждевременное и чрезмерное попадание металла в компенсатор. Однако этот способ неэкономичен, т.к. металл, поступающий в компенсатор, идёт в отход. Другим технологическим приёмом при горячей О. ш. является применение штамповочных уклонов, которые делают в полости штампов с целью облегчения выталкивания готовых изделий. Поковка получается искажённой формы, например вместо цилиндра — усечённый конус. Обычно в молотовых штампах уклоны 5—7°. Излишек металла на поковке (напуск) также является отходом. Для осуществления О. ш. с меньшим уклоном (1—2°) в штампах применяют выталкиватели: при штамповке на молотах — только нижние, на прессах — верхние и нижние.
Одним из рациональных решений является горячая О. ш. в разъёмных матрицах, т. е. в штампах с 2 или несколькими плоскостями разъёма, чаще всего на горизонтально-ковочных машинах. Матрицы этих штампов не имеют уклонов, в них можно штамповать даже поковки, расширяющиеся ко дну матрицы. В разъёмных матрицах можно также вести штамповку на гидровинтовых и кривошипных прессах. Поковки для одной и той же детали можно получить методами горячей О. ш. как на молоте, так и на прессе. В этих двух случаях заготовки будут внешне отличаться, иметь разные припуски (рис. 2).
О. ш. применяется как однопереходный процесс для получения простейших поковок и многопереходный — для деталей сложных форм. При многопереходной О. ш. производят подготовительной операции (т. н. фасонирование заготовок), а затем осуществляют окончательную штамповку. Многопереходную О. ш. производят с использованием средств механизации или на автоматах, на гидравлических прессах с усилием 750 Мн, молотах с массой падающих частей до 20—25 тс, кривошипных горячештамповочных прессах с усилием до 80 Мн, на автоматах для одно- и многопозиционной штамповки, на прессах холодного выдавливания, машинах для раскатки, ковочных вальцах и др. специализированном оборудовании. При штамповке на гидровинтовых прессах и высокоскоростных молотах можно получать поковки с тонкими сечениями. На многопозиционных холодно- и горячештамповочных автоматах осуществляется О. ш. изделий с наибольшими диаметрами: при холодной штамповке до 50 мм с производительностью до 500 шт./мин, при горячей — до 120 мм с производительностью до 70 шт./мин.
Штампы — точный, сложный и дорогой инструмент, поэтому применение О. ш. целесообразно главным образом в крупносерийном и массовом производствах.
Перспективы дальнейшего развития О. ш. определяются расширением применения штампов для горячей малоотходной штамповки и конструированием мощного оборудования для холодной штамповки, а также внедрением новых процессов деформации металлов с использованием явлений сверхпластичности, применением гидростатических методов и др.
Рис. 1. Условная схема штампа для объёмной штамповки: 1 — нижняя половина; 2 — верхняя половина; 3 — пуансон; 4 — матрица; 5 — выталкиватель.
Рис. 2. Поковка, левая часть которой получена на молоте, правая — на прессе: 1 — деталь (готовое изделие) после обработки; 2 — припуск на обработку на поковке, получаемой на прессе; 3 — припуск на поковке, штампуемой на молоте.
Большая советская энциклопедия. — М.: Советская энциклопедия . 1969—1978 .
один из осн. способов обработки металлов давлением, при к-ром ааготовка пластически деформируется с изменением всех размеров, приобретая форму, соответствующую рабочей полости инструмента - штампа. Применяется в кузнечно-штамповочном производстве при серийном и массовом изготовлении деталей машин и др. изделий из алюм., магниевых, титановых сплавов и сталей. См. рис.
К ст. Объёмная штамповка. Слева показано изделие, полученное ковкой на молоте, справа - то же изделие, полученное объёмной штамповкой на прессе: 1 - готовое изделие после обработки; 2 - припуск при обработке заготовки на прессе; 3 - припуск при обработке заготовки на молоте
Большой энциклопедический политехнический словарь . 2004 .
объёмная штамповка — получение поковок из объёмных заготовок на молотах, прессах и машинах специального назначения. Объёмная штамповка – один из основных способов обработки металлов давлением, при котором заготовка деформируется с изменением всех размеров, приобретая … Энциклопедия техники
Читайте также: