Ножовка по металлу гост
Текст ГОСТ Р 53411-2009 Полотна ножовочные для металла. Технические условия
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
ГОСТР
53411-
(ИСО 2336-1:1996, ИСО 2336-2:2006)
ПОЛОТНА НОЖОВОЧНЫЕ ДЛЯ МЕТАЛЛА
Технические условия
ГОСТ Р 53411—2009
Цели и принципы стандартизации а Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 164-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации — ГОСТ Р 1.0—2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом (ОАО) «ВНИИИНСТРУМЕНТ»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 95 «Инструмент»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства ло техническому регулированию и метрологии от 15 октября 2009 г. № 453-ст
4 Настоящий стандарт включает в себя модифицированные основные нормативные положения международных стандартов: ИСО 2336-1:1996 «Полотна ножовочные. Часть 1. Размеры ручных ножовочных полотен» (ISO 2336-1:1996 «Hacksaw blades. Part 1. Dimensions for hand blades», MOD). ИСО 2336-2:2006 «Полотна ножовочные. Часть 2. Размеры полотен машинных ножовок» (ISO 2336-2:2006 «Hacksaw blades. Part 2. Dimensions for machine blades». MOD).
При этом дополнительные положения, учитывающие потребности национальной экономики и особенности национальной стандартизации, приведены в разделах 2.4.5,6. в пункте 3.2, в подпункте 3.1.2, 3.1.3. приложениях А и В и выделены курсивом.
Наименование настоящего стандарта изменено относительно наименования указанных международных стандартов для приведения в соответствие с ГОСТ Р 1.5—2004 (пункт 3.5).
Сведения о соответствии ссылочных национальных стандартов ссылочным международным стандартам приведены в приложении В
5 ВВЕДЕН 8ПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты». а текст изменении и поправок — е ежемесячно издаваемых информационных указателях *Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
ГОСТ Р 53411—2009 (ИСО 2336-1:1996, ИСО 2336-2:2006)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПОЛОТНА НОЖОВОЧНЫЕ ДЛЯ МЕТАЛЛА Технические условия Sew blades for metal cuttarg. Specifications
Дата введения — 2011 — 01 — 01
1 Область применения
Настоящий стандарт распространяется на ручные и машинные ножовочные полотна для металла (далее — полотна).
2 Нормативные ссылки
в настоящем стандарте использованы нормативные ссылки на следующие стандарты: ГОСТ 8.051—61 Государственная система обвела нения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 1050—88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия ГОСТ 5406—84 Эмали НЦ-25. Технические условия
ГОСТ 5950—2000 Прутки, полосы и мотки из инструментальной легированной стали. Общие технические условия
ГОСТ 6631—74 Эмали марок НЦ-132. Технические условия
ГОСТ 9013—59 (ИСО 6508—8$) Металлы. Метод измерения твердости по Роквеллу ГОСТ 18088—83 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение ГОСТ 19265— 73 Прутки и полосы из быстрорежущей стали. Технические условия ГОС Т 23522— 79 Лента холоднокатаная для ручных ножовочных полотен. Технические условия ГОСТ 23726—79 Инструмент металлорежущий и дереворежущий. Приемка ГОСТ 25706— 83 Лупы. Типы, основные параметры. Общие технические требования
Примечание — При пользовании настоящий стандартом целесообразно проварить действие ссылочных стандартов в инфоривиионноО системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или ло ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на t января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочные стандарт отменен без замены. то положение, в котором дана ссылка на него, применяется в части, не затрагивающее зту ссылку.
3 Технические требования
3.1 Типы и основные размеры
3.1.1 Полотна следует изготовлять типов:
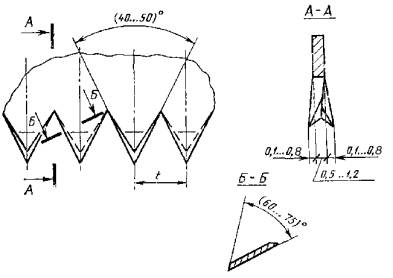
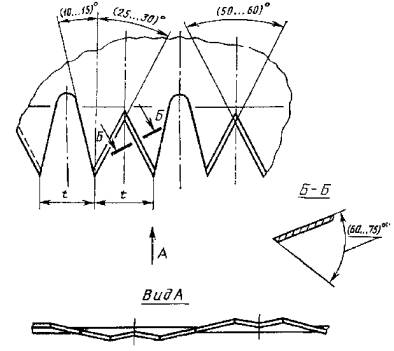
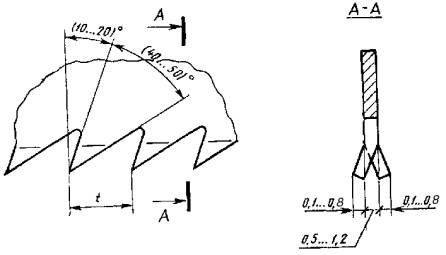
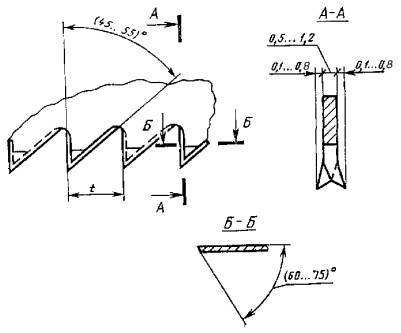
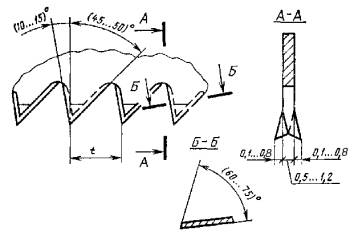
3.1.2 Основные размеры полотен должны соответствовать указанным на рисунке 1 и в таблицах
ГОСТ Р 53411-2009 Полотна ножовочные для металла. Технические условия
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г . № 184- ФЗ «О техническом регулировании» , а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0 - 2004 «Стандартизация в Российской Федерации . Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом ( ОАО ) «ВНИИИНСТРУМЕНТ»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 15 октября 2009 г . № 453- ст
4 Настоящий стандарт включает в себя модифицированные основные нормативные положения международных стандартов : ИСО 2336-1:1996 «Полотна ножовочные . Часть 1. Размеры ручных ножовочных полотен» ( ISO 2336-1:1996 « Hacksaw blades . Part 1. Dimensions for hand blades » , MOD), ИСО 2336-2:2006 « Полотна ножовочные . Часть 2. Размеры полотен машинных ножовок» ( ISO 2336-2:2006 « Hacksaw blades . Part 2. Dimensions for machine blades » , MOD).
При этом дополнительные положения , учитывающие потребности национальной экономики и особенности национальной стандартизации , приведены в разделах 2 , 4, 5, 6, в пункте 3.2 , в подпункте 3.1.2, 3.1.3, приложениях А и В и выделены курсивом .
Наименование настоящего стандарта изменено относительно наименования указанных международных стандартов для приведения в соответствие с ГОСТ Р 1.5 - 2004 ( пункт 3.5).
Сведения о соответствии ссылочных национальных стандартов ссылочным международным стандартам приведены в приложении В
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты» , а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты» . В случае пересмотра ( замены ) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты» . Соответствующая информация , уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет.
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПОЛОТНА НОЖОВОЧНЫЕ ДЛЯ МЕТАЛЛА
Технические условия
Saw blades for metal cutting. Specifications
Дата введения - 2011 - 01 - 01
1 Область применения
Настоящий стандарт распространяется на ручные и машинные ножовочные полотна для металла ( далее - полотна ).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты :
ГОСТ 8.051 - 81 Государственная система обеспечения единства измерений . Погрешности , допускаемые при измерении линейных размеров до 500 мм
ГОСТ 1050 - 88 Прокат сортовой , калиброванный , со специальной отделкой поверхности из углеродистой качественной конструкционной стали . Общие технические условия
ГОСТ 5406 - 84 Эмали НЦ -25. Технические условия
ГОСТ 5950 - 2000 Прутки , полосы и мотки из инструментальной легированной стали . Общие технические условия
ГОСТ 6631 - 74 Эмали марок НЦ -132. Технические условия
ГОСТ 9013 - 59 ( ИСО 6508 - 86) Металлы . Метод измерения твердости по Роквеллу
ГОСТ 18088 - 83 Инструмент металлорежущий , алмазный , дереворежущий , слесарно - монтажный и вспомогательный . Упаковка , маркировка , транспортирование и хранение
ГОСТ 19265 - 73 Прутки и полосы из быстрорежущей стали . Технические условия
ГОСТ 23522 - 79 Лента холоднокатаная для ручных ножовочных полотен . Технические условия
ГОСТ 23726 - 79 Инструмент металлорежущий и дереворежущий . Приемка
ГОСТ 25706 - 83 Лупы . Типы , основные параметры . Общие технические требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты» , который опубликован по состоянию на 1 января текущего года , и по соответствующим ежемесячно издаваемым информационным указателям , опубликованным в текущем году . Если ссылочный стандарт заменен ( изменен ), то при пользовании настоящим стандартом следует руководствоваться заменяющим ( измененным ) стандартом . Если ссылочный стандарт отменен без замены , то положение , в котором дана ссылка на него , применяется в части , не затрагивающей эту ссылку .
3 Технические требования
3.1 Типы и основные размеры
3.1.1 Полотна следует изготовлять типов :
3.1.2 Основные размеры полотен должны соответствовать указанным на рисунке 1 и в таблицах 1 и 2.
ГОСТ 26215-84* Ножовки по дереву. Технические условия

Настоящий стандарт распространяется на ножовки по дереву, предназначенные для ручной распиловки древесины и древесных материалов при выполнении плотничных и столярных работ.
(Измененная редакция, Изм. № 1).
1. ТИПЫ, ОСНОВНЫЕ РАЗМЕРЫ И ПАРАМЕТРЫ
1.1. Ножовки должны изготовляться с полотном типов:
1 - для поперечной распиловки;
2 - для продольной распиловки;
3 - для универсальной распиловки.
Ножовки допускается изготовлять со сменными полотнами и с двухсторонним расположением зубьев на полотне.
1 - полотно; 2 - ручка
Шаг зубьев (пред. откл. ± 0,5) **
Масса ножовки, кг, не более
* Только для ножовок типа 1.
** Знаком «+» обозначены применяемые шаги зубьев.
Примечание . Черт. 1 - 3 не определяют конструкцию ножовок.
Шаг зубьев t (пред. откл. ±0,5)
Пример условного обозначения ножовки с полотном типа 1, исполнения 1, длиной режущей части полотна 500 мм, с шагом зубьев 5 мм:
1-1-500-5 ГОСТ 26215-84
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.2. Полотно ножовки должно изготовляться из стали марок 8ХФ, 9ХФ, 9ХС по ГОСТ 5950-73, или из стали марок У7, У7А, У8, У8А, У8Г, У8ГА, У9А, У10 по ГОСТ 1435-74, или из стали марок 65Г, 60С2А по ГОСТ 14959-79.
Допускается изготовление полотен из других марок сталей по физико-механическим свойствам не ниже указанных.
Допускается изготовление полотен из ленты стальной светлокаленой, полированной или колоризованной по ГОСТ 21996-76.
(Новая редакция, Изм. № 1).
2.3. Ручки должны изготовляться из одного из перечисленных материалов:
фенопласта марки 03-010-02 по ГОСТ 5689-79;
пиломатериалов твердых лиственных пород 1-го сорта по ГОСТ 2695-83;
сплавов алюминиевых литейных марок АЛ2, АЛ9 по ГОСТ 2685-75;
стали любой марки по ГОСТ 380-88 или ГОСТ 1050-74. Допускается изготовление ручек из других материалов, по механическим свойствам не ниже указанных.
Острые кромки (кроме режущей части) должны быть притуплены.
Допускаются следы рихтовки глубиной не более 0,05 мм.
Требования к внешнему виду полотна ножовок, изготовленных из стальной ленты, - по ГОСТ 21996-76.
2.6. Параметр шероховатости поверхностей полотна ножовок должен быть не более Ra 1,25 мкм по ГОСТ 2789-73 , а изготовленных из стальной ленты - по ГОСТ 21996-76.
0,2 мм - в поперечном направлении и на 100 мм длины в продольном направлении;
0,3 мм - то же, для ножовок первой категории качества.
Требования к прямолинейности полотна ножовок, изготовленных из стальной ленты, - по ГОСТ 21996-76.
Зуб должен быть заточен на протяжении не менее 2/3 его высоты от вершины.
Зубья ножовок с шагом до 3 мм включительно должны иметь прямую заточку передней и задней грани зуба.
Допускается неполный профиль крайних зубьев (по одному с каждой стороны) и по пять зубьев с передней и задней сторон не затачивать и не разводить.
Развод зубьев производят поочередным отгибанием их в разные стороны на величину (на одну сторону), мм:
0,1…0,3 для зубьев с шагом не более 3 мм;
0,3…0,6 « « « от 3,5 до 5,0 мм;
0,6…0,8 « « « 6,0 мм и более.
Допускаются на поверхности ручек сросшиеся здоровые сучки диаметром не более 5 мм, в количестве не более 5 шт.
Допускается светлое полотно ножовки изготовлять без защитного покрытия.
Допускается ручки из металлических сплавов, не подвергающихся окислению, не окрашивать.
Допускается другое покрытие, по защитным свойствам не ниже указанного.
2.14. Поверхности деревянных ручек должны быть покрыты лаком группы 7 по ГОСТ 9825-73 , нитроцеллюлозным лаком НЦ-221 по ГОСТ 4976-83 или другими лаками по своим защитным свойствам не ниже указанных.
2.17. Наработка между переточками при распиловке сосны, ели по ГОСТ 8486-86 ножовок с шагом зубьев до 3 мм и длиной режущей части полотна до 450 мм должна быть не менее 1,0 м 2 ; с шагом зубьев свыше 3 мм и длиной режущей части полотна до 450 мм - не менее 1,3 м 2 ; с шагом зубьев свыше 3 мм и длиной режущей части полотна свыше 450 мм - не менее 1,5 м 2 при этом ножовки должны обеспечивать параметр шероховатости обработанной поверхности Rmmax 400 мкм по ГОСТ 7016-75.
Критерием затупления ножовки является увеличение параметра шероховатости обработанной поверхности Rmmax 800 мкм по ГОСТ 7016-75.
2.18. Ножовки должны изготовляться в климатическом исполнении У, категории размещения 2 по ГОСТ 15150-69.
3. КОМПЛЕКТНОСТЬ
3.1. В комплект ножовки со сменными полотнами должны входить не менее 2 полотен разных типов или с разным шагом зубьев.
3.2. По согласованию с потребителем в комплект ножовки со сменными полотнами могут входить полотна для резки других материалов.
4. ПРАВИЛА ПРИЕМКИ
4.1. Для проверки соответствия ножовок требованиям настоящего стандарта предприятие-изготовитель должно проводить приемочный контроль и периодические испытания.
4.2. Приемочный контроль должен состоять из сплошного и выборочного контроля.
При сплошном контроле на соответствие ножовок требованиям пп. 2.1 , 2.12 , 2.13 , 2.14 (в части соответствия образцам-эталонам), пп. 2.4 , 2.5 , 2.6 , 2.7 , 2.8 , 2.10 , 2.15 , 2.16 должен применяться двухступенчатый план контроля в соответствии с табл. 3 .
Партия ножовок считается прошедшей приемочный контроль, если число дефектных ножовок в выборке на первой ступени будет меньше или равно приемочному числу, указанному в табл. 3 , и партия считается не прошедшей приемочный контроль, если число дефектных ножовок в выборке на первой ступени равно или больше браковочного числа, указанного в табл. 3 .
Если число дефектных ножовок в выборке на первой ступени контроля является больше приемочного числа и меньше браковочного числа, то следует перейти к контролю на второй ступени.
Ножовка по металлу: как выбрать качественный инструмент, который не разочарует после первого применения

Станки

Классический вариант ручной ножовки по металлу, знакомый многим с детства и школьной скамьи
Сферы применения и виды с фото моделей
Все ножовки по металлу можно классифицировать по двум параметрам:
- характер использования – бытовые и профессиональные;
- тип привода – ручные и электрические.
Все ручные модели, вне зависимости от конструкции и вида использования, должны соответствовать требованиям ГОСТ 17270-71 «Рамки ножовочные ручные. Технические условия (с Изменениями N 1-4)», а электрические аналоги − ГОСТ IEC 60745-2-11-2014 «Машины ручные электрические. Безопасность и методы испытаний. Часть 2-11. Частные требования к пилам с возвратно-поступательным движением рабочего инструмента (лобзикам и ножовочным пилам)».

Внешний вид современной ножовки марки«Sturm!»
Бытовые и профессиональные ручные ножовки по металлу
Основное назначение подобного инструмента, вне зависимости от характера его использования, – это распиливание металлических заготовок по заданному размеру и определённой формы (пазы, швы и т.д.). Отличительными особенностями моделей, используемыми профессионалами, являются:
- наличие прорезиненных рукояток, позволяющих выполнять работы в длительном режиме;
- возможность выполнять пиление под определённым углом.
На особом месте стоят мини-ножовки (ножовки-ручки), которые можно использовать в труднодоступных местах, что достигается специальной конструкцией инструмента данного типа.

Модель типа «ножовка-ручка» серии «Зубр»
Конструктивно, ножовка по металлу в классическом виде состоит из следующих элементов:
- рамка – выполняется в форме дуги и служит для закрепления ножовочного полотна;
- рукоятка – служит для надёжной фиксации инструмента в руках пользователя.
К сведению! Профессиональные модели оснащаются двухкомпонентными рукоятками, позволяющими работать инструментом с использованием обеих рук.
Все параметры, которым должны соответствовать ручные ножовочные рамки, регламентированы требованиями ГОСТ, указанным выше.
К сведению! Качество выполняемого распила и скорость его выполнения с использованием ручной ножовки по металлу зависят от типа используемого ножовочного полотна.

От правильного выбора ножовочного полотна зависит скорость выполнения работ и их трудоёмкость
При работе с ручной ножовкой по металлу необходимо соблюдать определённые Правила, что позволит сэкономить силы и не повредить ножовочное полотно, а именно:
- Ножовочное полотно должно быть прочно закреплено в рамке ножовки. Для его фиксации используются специальные гайки, размещённые на натяжном механизме инструмента.
Важно! Перед фиксацией ножовочного полотна рамку ножовки необходимо раздвинуть на ширину, соответствующую длине используемого полотна.
- При пилении движения человека, использующего инструмент, должны быть равномерными, без рывков.
- Во время выполнения работ в условиях мастерской с использованием слесарных тисков корпус работника должен быть размещён, по отношению к оси распиливаемой заготовки, под углом 45˚, а руки – согнуты в локте под прямым углом (см. рисунок, приведённый ниже).
- Инструмент следует держать обеими руками, прижимая к поверхности обрабатываемого металла во время возвратно-поступательных перемещений ножовочного полотна.
Важно! Прочно закреплённая в тисках заготовка позволит снизить вероятность поломки ножовочного полотна во время пиления.
На отечественном рынке ручного слесарного инструмента представлено большое количество различных моделей ножовок по металлу. Вот некоторые из них:
Российская компания «Энкор» выпускает инструмент под такими торговыми марками, как:«Корвет», «Энкор», «Энкор-Пласт» и «AccuMaster».Модель «Оса 20980» оснащена специальным винтом, обеспечивающим натяжение полотна и обрезиненными рукоятками.
| Материал рукоятки | Наличие резинового слоя на рукоятках | Длина полотна, мм | Наличие поворота полотна | Вес, кг | Габаритные размеры, мм |
|---|---|---|---|---|---|
| Пластик | Есть | 300 | Нет | 0,56 | 395×145×25 |
Страна производства настоящей модели − Тайвань, а родина бренда − Германия. Конструкция рамки позволяет выполнять пиление под углом 45 и 90˚ по отношению к её плоскости.
| Материал рукоятки | Наличие резинового слоя на рукоятках | Длина полотна, мм | Наличие поворота полотна | Вес, кг | Габаритные размеры, мм |
|---|---|---|---|---|---|
| Металл | Есть | 300 | Есть | 0,672 | 400×130×30 |
Данная модель изготовлена в Италии, а родина бренда – США, в её конструкции предусмотрено 4 различных положения пильного полотна для горизонтального и вертикального пиления.
| Материал рукоятки | Наличие резинового слоя на рукоятках | Длина полотна, мм | Наличие поворота полотна | Вес, кг | Габаритные размеры, мм |
|---|---|---|---|---|---|
| Пластик | Нет | 300 | Есть | 0,56 | 390×150×30 |
Сетевые и аккумуляторные электрические ножовки по металлу
Назначение электрических моделей аналогично тому, что и у ручных аналогов,− это распиливание металла в соответствии с заданными размерами. Отличительной особенностью этой группы ручного инструмента является привод в движение режущего полотна, осуществляемый путём использования электрического двигателя. В зависимости от класса используемого напряжения электрические ножовки по металлу классифицируются как сетевые, работающие от бытовой электрической сети напряжением 220 Вольт, и аккумуляторные, работающие от аккумуляторной батареи напряжением 12/14 Вольт. Данный электрический ручной инструмент выделен в особую группу и называется «сабельная пила».

Сетевая сабельная пила Bosch модель «PSA 900 E»
Конструкция сабельной пилы в целом ничем не отличается от прочего электрического инструмента, в её состав входят такие элементы, как:
- корпус, в который помещены все прочие элементы устройства;
- электрический двигатель, работающий на определённом классе напряжения;
- редуктор, преобразующий вращательное движение вала двигателя в поступательно-возвратное;
- патрон, служащий для фиксации пильного полотна;
- элементы управления и защиты.
«При использовании сабельной пилы для обработки металла должны использоваться специальные полотна, предназначенные для данной категории материалов».

Аккумуляторная сабельная пила Hitachi модель «CR10DL»
Для сабельной пилы, вне зависимости от её конструкции, основными техническими характеристиками, определяющими её возможности, являются следующие параметры:
- электрическая мощность;
- вес;
- количество оборотов в минуту вала электрического двигателя;
- величина хода пильного полотна;
- глубина пропила.
На рынке электрического инструмента нашей страны представлены модели отечественного и зарубежного производства. Среди них наиболее популярными, по отзывам пользователей, являются такие модели, как:
Отличительной особенностью модели известного немецкого бренда является малая электрическая мощность при достаточной производительности.
| Электрическая мощность, кВт | Вес, кг | Величина хода, мм | Глубина распила металла, мм |
|---|---|---|---|
| 0,71 | 4,12 | 20 | 10 |
Это аккумуляторная пила, отличительными особенностями которой являются малый вес и универсальность использования.
| Электрическая мощность, кВт | Вес, кг | Величина хода, мм | Глубина распила металла, мм |
|---|---|---|---|
| 1,3 | 1,2 | 14,5 | 50 |
Статья по теме:

Сабельная пила электрическая: технические характеристики, критерии правильного выбора, обзор и сравнение изделий популярных производителей, рейтинги аккумуляторных и сетевых сабельных пил — читайте в публикации.
Критерии выбора инструмента
Для того чтобы выбрать надёжный и удобный в работе инструмент, необходимо знать критерии, которые помогут сделать правильный выбор:
- для ручных моделей:
- рамка ножовки должна быть выполнена из цельного металла, т.к. трубчатые конструкции не способны выдерживать длительные нагрузки;
- размер рамки должен соответствовать размеру используемых пильных полотен;
- рукоятки должны иметь специальное покрытие, исключающее проскальзывание во время работы;
- наличие возможности пиления под углом, отличным от вертикальной плоскости, расширяет функциональность инструмента, но негативно отражается на его стоимости.
- для сабельных пил:
- технические характеристики сабельной пилы должны позволять обрабатывать металл требуемого размера и с необходимой скоростью;
- надёжность электрических моделей гарантирует бренд производителя, поэтому не стоит гнаться за дешевизной изделий, предлагаемых малоизвестными компаниями;
- тип инструмента (сетевой или аккумуляторный) определяет характер его использования.
Благодаря разнообразию моделей как ручного, так и электрического типа, всегда есть возможность выбрать нужную в соответствии с характером использования и прочими критериями выбора.
Видео: как выбрать ножовку по металлу
О том, как выбрать ножовку по металлу и не ошибиться при этом, расскажет следующий видеосюжет.
ГОСТ 17270-71 Рамки ножовочные ручные. Технические условия
Текст ГОСТ 17270-71 Рамки ножовочные ручные. Технические условия

РАМКИ НОЖОВОЧНЫЕ РУЧНЫЕ
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
УДК 621.931-47-229.213:006.354 Группа Г24
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РАМКИ НОЖОВОЧНЫЕ РУЧНЫЕ
Frames for hand hack-saws. Specifications
Взамен MH 524—60
Утвержден Постановлением Государственного комитета стандартов Совета Министров СССР от 16 ноября 1971 г. № 1868. Срок введения установлен
Проверен в 1985 г. Постановлением Госстандарта от 24.09.85 № 3012
срок действия продлен до 01.01.91
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на ручные ножовочные рамки с защитно-декоративным покрытием, предназначенные для крепления ножовочного полотна по ГОСТ 6645—68, изготовляемые для нужд народного хозяйства и для экспорта.
(Измененная редакция, Изм. № 3).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Ручные ножовочные рамки должны изготовляться типов:
1— для работы с ножовочными полотнами длиной 300 мм (черт. 1);
2— для работы с ножовочными полотнами длиной 250 и 300 мм (черт. 2).
1.2. Основные размеры и обозначения ножовочных рамок должны соответствовать указанным на черт. 1, 2 и в табл. 1.
Издание официальное Перепечатка воспрещена
* Переиздание (май 1986 г.) с Изменениями № 1, 2, 3, утвержденными в июле 1975 г., сентябре 1979 г., сентябре 1985 г. (МУС 8—75, 10—79, 12—85).




Примечание Черт 1,2 конструкцию ножовочных рамок не устанавливают.
Стр. 2 ГОСТ 172/0-21
(пред, откл. по IT 17
(пред, откл. по h 14)
Масса, кг, не более
1. При расположении полотна под углом по отношению колена рамки размер h следует измерять на расстоянии 1/2 L.
2. В качестве штырей могут быть применены заклепки нормальной точности из углеродистой или легированной стали диаметров 3 мм.
Пример условного обозначения ножовочной рамки типа 1, исполнения 2, размером h=70 мм, с хромовым покрытием толщиной 1 мкм и подслоем никеля толщиной 12 мкм: Рамка 6920-0010 Н 12.Х1-ГОСТ 17270—71
(Измененная редакция, Изм* № 1, 2, 3).
1.3. Конструктивные элементы ножовочных рамок указаны в приложении (справочном).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Ручные ножовочные рамки должны изготовляться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
2.2. Основные детали рамок должны изготовляться из материалов:
колено, фиксатор, держатели и штырь — из стали марки 35 по ГОСТ 1050—74;
колено трубчатого сечения — из стали марки 10 по ГОСТ 1050—74;
ручка исполнения 1 — из сплава марки АЛ 2 или АЛ 11 по ГОСТ 2685—75;
исполнения 2 — из полистирола одной из марок по ГОСТ 20282—86,
Допускается изготовление ручки исполнения 2 из прямослойной древесины твердых пород (бук, граб, ясень, береза) 1-го сорта по ГОСТ 2695—83 влажностью не более 12%. Допускается изготовление основных деталей рамок из других материалов, не уступающих по механическим свойствам вышеуказанным.
(Измененная редакция, Изм. № 1, 3).
2.3. Детали рамки, изготовленные из стали, должны иметь одно из защитно-декоративных покрытий, указанных в табл. 3.
Обозначение покрытия по ГОСТ 9,073—77
Группа условий эксплуатации по
Окисное с дополнительным промас-ливанием
Фосфатное с дополнительным про-масливанием
Хромовое толщиной 9 мкм
Хромовое толщиной 1 мкм с подслоем никеля толщиной 12 мкм
Цинковое толщиной 15 мкм, хрома-тированное
Кадмиевое с хроматированием
Хромовое толщиной 1 мкм с подслоем меди толщиной 30 мкм и никеля толщиной 18 мкм
Хромовое толщиной 1 мкм с подслоем никеля толщиной 14 мкм и 7 мкм (двойное никелирование)
Примечание. По согласованию сторон допускается применение других видов защитно-декоративных покрытий по ГОСТ 9.073—77 и технической документации, утвержденной в установленном порядке, по своим свойствам не уступающим покрытиям, указанным в табл. 3, с учетом группы условий эксплуатации.
2.4. Поверхность деревянных ручек должна быть покрыта лаком группы 7 по ГОСТ 9825—73, нитролаком — по ГОСТ 4976—83, алкидно-стирольным или мочевино-формальдегидным лаком по технической документации, утвержденной в установленном порядке, или другими лаками, по своим защитным свойствам не уступающим вышеуказанным.
(Измененная редакция, Изм. № 1).
2.5. Внешний вид поверхностей с лакокрасочным покрытием должен соответствовать III классу покрытия по ГОСТ 9.032—74.
2.6. Шероховатость поверхностей деталей, подвергаемых покрытиям, должна соответствовать требованиям ГОСТ 9.301—78.
2.7. Поверхности деталей с защитно-декоративным покрытием по внешнему виду, толщине покрытий и другим показателям должны соответствовать требованиям ГОСТ 9.301—78.
2.8. Резьба — по ГОСТ 24705—81 с полем допуска 8g и 7Н по ГОСТ 16093—81.
Поверхность резьбьгдолжна быть чистой, без заусенцев и следов дробления, сорванные нитки на резьбе не допускаются.
2.9. Поверхности деталей из прокатных материалов, не подвергаемые механической обработке, должны изготовляться с отклонениями, допускаемыми для исходного материала. Допускается в местах изгиба колена местное утоньшение и утолщение' материа-
ла в пределах отклонении 2± —— . При этом утоньшение не
должно снижать жесткость рамки, определяемую в соответствии с требованиями п. 2.11.
Предельные отклонения размеров деревянных ручек — по 16-му квалитету ГОСТ 6449.1—82.
(Измененная редакция, Изм. № 1, 2, 3).
2.10. Допуск плоскостности ножовочного полотна в рабочем положении не должен превышать 1 мм, считая от точки, расположенной в 15 мм от штыря.
2.11. Рамка должна иметь жесткость, характеризуемую упругой деформацией не менее 4 мм при нагрузке 750—800 Н (75—80 кгс), при этом расстояние между осями штырей держателей должно быть не менее 305 мм.
2.10, 2.11. (Измененная редакция, Изм. № 3).
2.12. Каждая ножовочная рамка для розничной продажи должна поставляться в комплекте с одним ножовочным полотном.
2.13. Внешний вид ножовочных рамок, предназначенных для экспорта, должен соответствовать образцу-эталону, утвержденному в установленном порядке.
2.14. Установленный срок службы ножовочных рамок — 3 года.
2.13, 2.14. (Введены дополнительно, Изм. № 3).
3. ТЕХНИКА БЕЗОПАСНОСТИ
3.1. Поверхности металлических деталей ножовочных рамок не должны иметь забоин, вмятин, раковин, задиров, заусенцев и других дефектов.
3.2. Поверхности литых металлических ручек не должны иметь трещин, вмятин, посторонних включений, раковин и заметных при визуальном осмотре сдвигов по разъему пресс-формы.
Состояние поверхностей литых металлических ручек должно соответствовать требованиям ГОСТ 9.301—78.
Ликвация и пористость, снижающие прочность и ухудшающие внешний вид изделия, не допускаются.
Заусенцы и наплывы должны быть зачищены.
3.3. Поверхности пластмассовых деталей должны быть гладкими, не иметь вздутий, коробления, трещин, недопрессовок и посторонних включений. Заусенцы должны быть зачищены заподлицо
3 4. Поверхность деревянной ручки не должна иметь забоин, отщепов, сучков, трещин, плесени Шероховатость поверхности ручек не должна быть грубее Ra 1,25 мкм по ГОСТ 7016—82.
(Измененная редакция, Изм. № 2).
3.5 Ножовочные рамки должны иметь не менее четырех позиций фиксированной установки ножовочного полотна.
Неразъемные соединения ножовочных рамок не должны иметь качки.
Детали разъемных соединений рамок должны перемещаться усилием одной руки без заеданий. При натянутом полотне и рабочих нагрузках качка разъемных соединений не допускается.
4.1. Для проверки соответствия ножовочных рамок требованиям настоящего стандарта устанавливают приемочный контроль и периодические испытания.
4 2. (Исключен, Изм. № 3).
4 3. Периодические испытания должны проводиться на пяти рамках не реже одного раза в год.
4 4 При периодических испытаниях должны проверяться все размеры и параметры, установленные настоящим стандартом и технической документацией на рамки.
4 5. Приемочный контроль должен проводиться выборочно в объеме, указанном в табл. 4.
4. ПРАВИЛА ПРИЕМКИ
Объем контроля при проверке требований
Объем партии шт
пп 2 4 2 6, 2 И, 5 1а
пп 1 2, 2 3, 2 5. 2 7—2 10
» 1500 » 5000 » 5000
2 шт 5 шт 5 шт 7 шт 7 шт 10 шт
8%, но не менее 4 шт 67о, но не менее 6 шт %, но не менее 12 шт "S но не менее 20 шт 1 °/о, но не менее 32 шт 0,5%, но не менее 50 шт
Партия должна состоять из ножовочных рамок одного типоразмера, изготовленных из одних и тех же материалов по одному технологическому процессу и одновременно предъявленных к приемке по одному документу.
4.6. При неудовлетворительных результатах контроля хотя бы по одному из показателей проводят повторный контроль на удвоенном количестве рамок, взятых от той же партии.
Результаты повторного контроля считаются окончательными и распространяются на всю партию.
4.7. Результаты периодических испытаний должны быть оформлены в виде протокола.
4.4—4.7. (Измененная редакция, Изм. № 3).
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Контроль жесткости рамок проводится при установленном на максимальный размер расстоянии между штырями для крепления ножовочного полотна, путем приложения нагрузки 750— —800 Н (75—80) кгс по оси держателей.
При этом величина упругой деформации, измеренная по оси держателей, должна составлять не менее 4 мм, а расстояние между штырями держателей должно быть не менее 305 мм.
Остаточная деформация рамки после снятия нагрузки не допускается.
5.2. Контроль допуска плоскостности ножовочного полотна, закрепленного в рамке, должен проводиться путем измерения щупом зазоров между плоской эталонной пластиной и поверхностью ножовочного полотна, не имеющей зубьев.
5.1, 5.2. (Измененная редакция, Изм. № 3).
5.3. Толщину гальванических покрытий проверяют по ГОСТ 9.302—79, внешний вид лакокрасочных покрытий — по ГОСТ 9.032—74.
5.4. Для контрольной проверки потребителем качества рамок и соответствия их требованиям настоящего стандарта должны применяться методы испытаний, указанные выше.
5.5. Испытание ножовочных рамок на работоспособность проводится путем пятикратной отрезки закрепленным на рамке ножовочным полотном образцов сечением 10ХЮ мм (или диаметром 10 мм) из углеродистой конструкционной стали по ГОСТ 1050—74 твердостью не менее НВ 170.
При испытании не должно быть качки деталей в сопряжениях. После испытаний рамка не должна иметь деформации и должна быть полностью пригодна для дальнейшей эксплуатации.
(Введен дополнительно, Изм. № 3).
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. На каждой ножовочной рамке должно быть четко нанесено;
а) наименование или товарный знак предприятия-изготовителя;
б) цена (для розничной продажи);
в) обозначение рамки.
На рамках и всей сопроводительной документации для рамок, аттестованных на государственный Знак качества, должно быть изображение государственного Знака качества по ГОСТ 1.9—67.
Транспортная маркировка и маркировка потребительской тары в соответствии с ГОСТ 18088—83.
6.2. Консервация и внутренняя упаковка ножовочных рамок по ГОСТ 9.014—78 для категории условий хранения 2 («С»),
Внутренняя упаковка ножовочных рамок по схемам: ВУ-1, ВУ-2, ВУ-3, ВУ-4, ВУ-5, ВУ-7.
Остальные требования по упаковке, транспортированию и хранению рамок — по ГОСТ 18088—83.
6.3—6.9. (Исключены, Изм. № 3).
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель должен гарантировать соответствие рамок требованиям настоящего стандарта при соблюдении потребителем условий эксплуатации и хранения.
7.2. Гарантийный срок—12 мес со дня продажи через розничную торговую сеть, а для внерыночного потребления — со дня получения потребителем.
7.1, 7.2. (Измененная редакция, Изм. № 1).
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ РУЧНЫХ НОЖОВОЧНЫХ РАМОК
Размеры основных конструктивных элементов ножовочных рамок должны соответствовать указанным на черт
Деталь 1 Колено Тип 1
И шлите!

Деталь 1. Колено (узел)
Исптт I

Примечание, Конструктивные элементы деталей указаны на черт 13,14,
Стр. 1 О ГОСТ 17270-71

ГОСТ 17270-7* Стр. 1 1
Петите 2

Дет обойма (2 шт), дет 2-угольник левый (1шт), дет 2-угольник правый (1 шт) дет 4 планка (1 шт), дет 5-заклепка 0 4X14 ГОСТ 10299—ВО (4 шт 1 )
Примечание, Конструктивные элементы деталей указаны на черт 19,20 и 21
Стр. Л 2 ГОСТ 17270-7-1



ГОСТ 172ГО-71 Стр. 13

Дет. /—держатель (1 шт.); 2—колпачок (1 шт.); дет. 3—рукоятка (1 шт.)з дет. 4—штифт 4тЗХ25 ГОСТ 3123—70 (1 шт.).
Примечание. Конструктивные элементы деталей указаны на черт. 15. 16 и 17.



Деталь 7. Фиксатор Тип 2

Деталь 1. Скоба Т ий 1
Деталь 2. Обойма Тип I
Деталь 2. Колпачок Типы 1 и 2

Деталь 3. Рукоятка
Деталь 1. Обойма


Деталь 2, Угольник левый:
Деталь 2 Угольник правый

Сгр. 22 ГОСТ 17270-71


(Изм ненная редакция, Изм, № 1).
Изменение № 4 ГОСТ 17270—71 Рамки ножовочные ручные. Технические уело-
Утверждено и введено в действие Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от £6.02.90 ЛЬ 288
Дата введения 01.11.90;
в части п. 2.15 с 01.07.91
Вводная часть. Заменить ссылку: ГОСТ 6645—68 на ГОСТ 6645—86.
Пункт 1.2. Чертежи 1, 2. Заменить размеры: 1и В, D на I г В*, D*;
таблица 1. Заменить обозначение: «h (пред, откл, по ± —- > на «п, не
менее»; исключить предельные отклонения по ± —-; графа «li». Исключить
предельные отклонения: «по ±—^-ж;
графа «Масса, кг, не более». Заменить значения: 0,68; 0,65; 0,70; 0,80; 0,71; 0,75 на 0,80.
(Продолжение см. с. €0)
(Продолжение изменения к ГОСТ 17279—71)
Пункты 2.1—2 3 изложить в новой редакции «2 1. Ручные ножовочные рамки должны изготовляться в соответствии с требованиями настоящего стандарта по чертежам, утвержденным в установленном порядке, а для продажи через розничную торговую сеть и по образцам, утвержденным в установленном порядке
2 2 Основные детали ножовочных рамок должны изготовляться нз следующих материалов
колено, фиксатор, держатели и штырь — нз стали марки ЗЭ не ГОСТ 1050—74, колено трубчатого сечения — из стали марки 10 по ГОСТ 1050—74;
Допускается изготовление основных деталей рамок из других материалов, обеспечивающих требования настоящего стандарта
2 3 Детали рамки, изготовленные из стали, должны иметь одно из сащитно-декоративных покрытий, указанных в табл 3.
Читайте также: