Можно ли резать ацетиленом металл
Обычно пользователи нашего сайта находят эту страницу по следующим запросам:
сварка авто , сварка кузова , сварка порогов , сварка ремонт авто
10. Кислородно-ацетиленовая резка
Универсальность кислородно-ацетиленовой сварки состоит в том, что ее можно использовать не только для сварки, но и для резки материалов. Газовая горелка может резать даже достаточно плотные куски стали.
3.36. Вид завершенного нахлесточного соединения посредством пайки твердым припоем, на котором видно, как латунь проникает между пластинами, заполняя микронеровности поверхности. Основной металл необходимо прогреть до точки плавления прутка.
3.37. После пайки твердым припоем могут остаться следы кремниевого шлака (указаны на иллюстрации стрелками), который можно размягчить при помощи воды после того, как деталь остынет достаточно, чтобы под воздействием воды не деформироваться, затем остатки шлака можно удалить при помощи металлической щетки.
3.38. Универсальность кислородно-ацетиленового сварочного оборудования всегда ценилась в мастерских по ремонту выхлопных систем. Конечно же, необходимо соблюдать осторожность и ни в коем случае не резать и не варить детали, расположенные около топливного бака, топливопроводов, электрических компонентов или тормозных магистралей, однако оборудование портативное, к тому же вы можете не только варить, но и резать детали. Длинный присадочный пруток можно согнуть, чтобы выполнять сварные швы в труднодоступных местах.
Для резки листового металла вы, скорее всего, продолжите использовать ножницы и другие подобные инструменты, однако, если вам необходимо разрезать сталь толщиной 12,7 мм, вы точно оцените преимущества резки при помощи газосварочного оборудования.
Единственный компонент, который отличает оборудование для газовой сварки от газовой резки, - это, собственно, горелка. Горелка для резки имеет одно главное отличие от сварочной горелки: дополнительная подача кислорода, которая регулируется рычагом, а не клапаном (смотрите иллюстрацию). В действительности, во время резки металла при помощи горелки, разрезает материал не пламя, а интенсивный поток кислорода, который попадает на нагретую область, при этом окисление металла происходит так быстро, что соответствующая область распадается на летящие искры. Основной принцип кислородно-ацетиленовой резки состоит в том, что сопло горелки оснащено несколькими небольшими отверстиями вокруг центрального отверстия большего размера. Меньшие отверстия, расположенные по окружности, служат источником появления кислородно-ацетиленового пламени, на самом деле очагов несколько. Это пламя используется для предварительного нагрева области металла, которую вы собираетесь резать. Сварщик регулирует интенсивность потока кислорода и ацетилена и перемещает горелку около края области металла, которую собирается резать. Как только область раскалится до ярко-красного цвета, сварщик нажимает на рычаг, который направляет интенсивный поток кислорода через большое центральное отверстие в горелке. В действительности, именно кислород режет металл.
Так как при кислородно-ацетиленовой сварке создается большое количество искр из-под обратной стороны металла, который вы режете, необходима предварительная подготовка. Очистите область около стола для сварки, приобретите соответствующую одежду для выполнения сварочных работ (включая кожаные перчатки) и убедитесь, что около стола нет посторонних предметов. Рекомендуется установить образец для тестирования на огнеупорный кирпич, оставив область линии резки на весу. Если поток искр будет ограничен наличием посторонних предметов, искры расплавленного металла могут попасть в лицо сварщику.
3.39. Специалисты, занимающиеся установкой глушителей, используют присадочный пруток, чтобы определить необходимую длину и изгиб трубы, которую собираются устанавливать. Согнутая проволока устанавливается в трубогибочную машину, где потом форма дублируется на необходимой трубе.
3.40. Иногда кислородно-ацетиленовая резка является самым быстрым и простым способом снятия старых компонентов выхлопной системы.
3.41. Прежде всего необходимо отрегулировать пламя горелки, затем проверить подачу кислорода при нажатии рычага. Пламя должно при этом оставаться нейтральным. Избыток кислорода используется для удаления расплавленного шлака с выполненного среза.
Начертите предполагаемую линию среза при помощи куска аргиллита и линейки. После этого найдите кусок трубы или железный уголок, который вы можете подложить под деталь в качестве направляющей для наконечника горелки (смотрите иллюстрацию).
Перед тем, как начать резку при помощи кислородно-ацетиленовой горелки, необходимо сбросить регуляторы. Отрегулируйте давление ацетилена до 14-21 кПа, а давление кислорода до – 103-138 кПа, так как при резке расход кислорода будет намного выше. Подберите давление газа и размер сопла, соответствующие толщине материала, который собираетесь резать. В инструкции по эксплуатации данного оборудования вы сможете найти все необходимые рекомендации для данного вида работ. Зажгите горелку и отрегулируйте содержание кислорода и ацетилена, чтобы получить нейтральное пламя. Обратив внимание на форму пламени, попробуйте активировать дополнительную подачу кислорода при помощи рычага. Характер пламени при этом должен измениться. Установите горелку над краем детали, которую вы хотите разрезать и удерживайте ее на небольшом расстоянии от материала (примерно 1,6-3 мм). Как только металл раскалится докрасна (до температуры 815,6°С), отклоните сопло горелки назад примерно на 10° (при этом сопло должно указывать в направлении разреза) и активируйте подачу дополнительного потока кислорода. Вы заметите, что научиться резке при помощи кислородно-ацетиленовой горелки намного легче, чем сварке; главное, что необходимо усвоить, это скорость перемещения горелки в зависимости от размера сопла, давления газа и толщины материала, с которым вы работаете.
Если вы режете металл при помощи горелки, качество краев среза расскажет вам многое о самом процессе. В нижней части краев среза может скопиться шлак, оставляя неровности, которые затем придется удалить при помощи шлифовального станка. Также во время резки необходимо помнить, что под воздействием горелки металл выдувается, образуя срез. Поэтому, когда вы будете рисовать линию среза по шаблону, не забывайте о припусках, иначе деталь после резки может быть слишком маленькой. Потренировавшись некоторое время с горелкой, вы сможете получить представление о количестве выдуваемого металла при использовании различных сопел на материалах разной толщины.
Если вы будете перемещать горелку слишком быстро, нижняя часть среза может быть неровной или металл не будет разрезан полностью. Если вы посмотрите на край разрезанного металла, вы увидите несколько вертикальных линий на краю среза, если резка выполнена качественно, эти линии будут прямыми и гладкими. Если срез выполнен неровно, линии будут больше похожи на зубья ножовки. Если вы перемещаете горелку слишком быстро, линии на срезе будут выглядеть вогнутыми назад по направлению к началу выполнения среза, а не прямыми (смотрите иллюстрацию). Если горелка перемещается слишком медленно, верхняя часть среза будет закруглена, а в нижней части может скопиться большое количество шлака. Если вы в мастерской не одни, попросите ассистента понаблюдать за тем, как вы режете металл с безопасного расстояния. Если вы выполняете резку правильно, поток брызг должен падать прямо на пол.
3.42. Как и во время сварки, факел из сопла режущей горелки необходимо отрегулировать, чтобы получить нейтральное пламя перед началом резки.
3.43. Режущую горелку необходимо держать практически под прямым углом по отношению к рабочей поверхности при резке плотных материалов, однако ее необходимо наклонять назад во время резки более тонких материалов, например, выхлопной трубы или листового металла. Используйте остатки стальной трубы или уголок в качестве направляющей для режущей горелки, чтобы обеспечить более фиксированное положение горелки.
3.44. Внимательно осмотрите край среза пластин после использования режущей горелки. Соответствующая температура и скорость перемещения горелки обеспечивают наименьшее количество шлака в нижней части среза. На иллюстрации изображен срез, при выполнении которого горелка перемещалась слишком быстро, поэтому вертикальные линии на срезе закруглены.
Наблюдатель сможет предупредить вас, если поток брызг будет направлен назад, в сторону начала среза, что указывает на то, что металл не прорезается насквозь, пока горелка не перемещается дальше, в результате, недорезанная область металла направляет брызги в сторону начала среза. Некоторые брызги также могут лететь вам в лицо и на одежду. Поэтому обязательно научитесь подбирать правильную скорость резки металла, чтобы выполнять чистые швы.
Вы также можете заметить, чем увереннее вы держите режущую горелку, тем качественнее будут получаться срезы, при этом половина дела – это определение удобного положения рук. Так как для выполнения резки металла вы будете использовать только одну руку, второй рукой вы можете придерживать горелку и направлять ее точно по линии среза. Важно также поддерживать постоянное расстояние от горелки до рабочей поверхности, поэтому рекомендуется использовать кусок трубы или железный уголок, на который вы сможете установить сопло горелки, таким образом обеспечив примерно одинаковое расстояние до рабочей поверхности (смотрите иллюстрацию).
Существует много способов резки стали для различных проектов, например, с помощью ножовки, абразивных дисков, однако универсальность кислородно-ацетиленовой горелки состоит в том, что вы можете вырезать шаблон практически любой формы из листового металла толщиной 25,4 мм при желании. Неровные фигуры вырезать также легко, как и прямые линии, если говорить о движении горелки, хотя вам придется некоторое время поработать над ритмом, чтобы достичь плавности движения руки, чтобы горелка перемещалась точно по нарисованной линии шаблона. Как и любой другой вид сварки, резка металла требует некоторого времени практики. Вы также можете спаять несколько листов метала вместе. Для этого можно использовать прихваточный сварной шов или скобы, затем во время резки (предварительно подобрав сопло необходимого размера) вы можете вырезать около дюжины одинаковых деталей за один раз. Чтобы добиться полной идентичности деталей, впоследствии можно использовать прихваточный шов, болты или скобы для соединения деталей с целью их окончательной обработки на пескоструйном аппарате.
Кроме выполнения прямых срезов, что является простейшей задачей, возможно, в некоторых проектах вам придется вырезать детали различной формы более одного раза, в таком случае вам пригодятся вспомогательные приспособления. Если вы можете перемещать горелку по линии шаблона, вы можете вырезать одну и ту же форму несколько раз. Возможно, вам понадобится вырезать четыре одинаковых диска из стали диаметром 152,4 мм. Припуски на срез зависят прежде всего от сопла, которое вы собираетесь использовать. Если вы знаете, что припуск должен составляет примерно 0,4 мм по всей окружности, изготовьте шаблон соответствующего размера. Если вы используете этот шаблон в качестве направляющей для горелки, вы можете вырезать столько окружностей, сколько вам необходимо. Прикрепите шаблон к листу металла и перемещайте горелку по линии среза, не отходя от края шаблона. В зависимости от гладкости краев вашего шаблона, движение вашей руки будет более или менее уверенным, таким образом вы сможете получить более аккуратный срез. Понаблюдав некоторое время за профессиональным сварщиком, вы поймете, насколько идеальными могут быть края детали при использовании такого, казалось бы, грубоватого способа изготовления.
В производственных мастерских очень часто используется специальное оборудование для создания большого количества деталей одной формы. Одно из основных устройств, которое вы увидите в большей части мастерских, - это газовый резак (смотрите иллюстрацию).
3.45. Закрепите кусок металла на рабочем месте, при этом горелка для резки должна располагаться на необходимом расстоянии от линии среза. Чем крепче вы будете держать горелку, тем чище и аккуратнее получится шов. Перемещайте горелку с постоянной скоростью.
3.46. Инструмент, который вы видите на иллюстрации, можно найти в большинстве мастерских. Это механизированная режущая горелка, которую еще часто называют газовым резаком. В данном случае используется резак, приводящийся в действие мотором, который повторяет точный контур шаблона и вырезает необходимые вам формы. Шаблоны могут быть временными, вырезанными из плотного картона. Если вы используете данный шаблон достаточно часто, рекомендуется изготовить его из стали.
Он представляет собой стол для резки, на котором установлена рама с прикрепленной к ней специальной горелкой с прямым режущим наконечником, вместо наконечника, расположенного под углом 90°, как в обычной ручной горелке (смотрите иллюстрацию). Существует целый комплект рычагов, которые позволяют горелке оставаться в идеально вертикальном положении и в то же время, перемещаясь, повторять форму любого шаблона на столе. В верхней части резака установлен небольшой электрический мотор. В верхней части есть специальное место для установки шаблона, обычно изготовленного из прочного листового металла, а также поляризованное выпуклое сопло в верхней части горелки, которое точно повторяет форму шаблона. Мотор приводит в действие выпуклое сопло, которое движется по линии шаблона с постоянной скоростью (которую можно регулировать в зависимости от материала, который вы собираетесь резать), при этом сопло горелки вырезает точную форму шаблона. Устранение человеческого фактора из процесса резки позволяет выполнять более плавные, аккуратные и точные срезы при помощи резака. В большинстве мастерских, оснащенных газовым резаком, обычно позади него находится стенд с большим количеством шаблонов для наиболее используемых форм, которые здесь вырезают, например кронштейны, подвески (смотрите иллюстрацию). В некоторых мастерских газовый резак оснащен пантографом, который представляет собой серию рычагов, которые позволяют резаку вырезать форму в соответствии с движением стилуса вокруг шаблона на столе около резака. Определенные виды сложного оборудования оснащены электронным стилусом, который будет повторять линии фотокопии или даже следить за движением карандаша на бумаге.
3.47. На иллюстрации вы можете видеть комплект механизированного устройства для резки компании Daytona MIG, в котором используется стандартная сварочная горелка для резки, закрепленная на месте.
3.48. На данной иллюстрации изображен стол для резки металла компании Daytona MIG, при этом стол складной и не занимает много места, если не используется. Вы можете использовать данный стол при выполнении газосварочных работ или плазменной резки.
3.49. Если вы обнаружите в мастерской газовый резак, скорее всего позади него вы увидите стенд с большим количеством разнообразных шаблонов, которые используются для изготовления наиболее распространенных форм.
3.50. Большая часть механизированных резаков оснащена приводом с намагниченным наконечником, который повторяет контур шаблона. Скорость резки можно регулировать в зависимости от материала, который вы собираетесь резать.
Если вы решите вырезать детали различной формы при помощи кислородно-ацетиленовой горелки, скорее всего вам придется изготовить стол для резки (смотрите иллюстрацию). Если вам необходимо сделать прямой срез, вы можете положить лист металла на верстак, таким образом, отрезанная деталь просто упадет на пол. Однако, если необходимо вырезать деталь сложной формы размером всего в несколько сантиметров, вам понадобится другая опора для работы, в противном случае вы можете повредить верстак. На иллюстрациях показаны различные виды столов для резки, поэтому вы легко сможете понять, как его можно сконструировать. Рама изготавливается таким образом, что фиксирует длинные полосы стали в вертикальном положении, при этом расстояние между полосами должно составлять примерно 2,5-5 см. Раму необходимо установить на огнеупорный контейнер, например, на старый барабан (предварительно внутреннюю поверхность необходимо тщательно очистить и убедиться в отсутствии легковоспламеняющихся отложений). Таким образом, брызги раскаленного металла будут попадать внутрь, что обеспечит безопасность в мастерской. Кроме этого, из соображений безопасности, необходимо подумать о защите ваших ног. Убедитесь, что во время резки тяжелой и плотной детали искры не будут падать вам на ноги. Либо установите металлический дефлектор под область резки или держите ноги подальше от области, куда могут падать горячие искры.
В некоторых ситуациях вы не сможете начать резать деталь с внешнего края, поэтому придется резать по внутреннему контуру. При этом необходимо использовать немного другую технику. Отрегулируйте горелку, чтобы получить нейтральное пламя, нажав на рычаг подачи дополнительного кислорода. Отпустив рычаг, начните нагревать область детали по линии среза, как только начнет образовываться расплавленная сварочная ванна, переместите сопло горелки назад примерно на 12 мм (так как в противном случае существует вероятность, что расплавленный металл и искры попадут в сопло горелки), затем медленно нажмите на рычаг резки. Как только данная область станет сквозной дырой, вы можете перемещать резак по линии среза.
3.51. Автоматический резак «ESAB Porta-Graph» можно переместить в любое место, где есть источник питания, он может пригодиться при резке деталей из больших листов стали, которые просто не поместятся под стандартный резак.
3.52. Газовый резак с поворотным рычагом можно установить на пластину или прикрепить при помощи болта к столу.
3.53. При использовании механизированного резака вам понадобится подобная сетка, чтобы установить рабочий материал, который вы будете резать. После некоторого времени эксплуатации пластины могут срезаться, поэтому их придется заменить.
С краев некоторых деталей, которые были разрезаны при помощи горелки, необходимо снять фаску, если вы собираетесь соединять ее с другой деталью при помощи сварки, например во время соединения тяжелой трубы. Снятие фаски с круглой трубы вручную является заданием достаточно сложным, именно поэтому в трубной отрасли часто используется механизм, который крепится к трубе. Крепление фиксирует горелку, а мотор приводит в действие механизм, который перемещает горелку вокруг трубы плавно и равномерно, при этом вы можете регулировать скорость и угол фаски. Данное оборудование используется только в промышленных целях.
Кислородно-ацетиленовая резка
Газовый резак по металлу
Современный газовый резак представляет собой специальное устройство для быстрого резания разных видов сталей (обычно углеродистых и низколегированных). Процесс раскроя заключается в расплавлении металла под воздействием струи чистого кислорода с последующим выдуванием образовавшихся окислов из зоны реза этой же струей.

Устройство и конструктивные особенности
Газокислородный резак служит для смешения смеси на основе горючего (ацетилен, пропан) и режущего газов (кислород) с целью получения режущей струи.
Конструктивно газовый резак для раскроя металла состоит из таких элементов:
- специальная головка с двумя сменными мундштуками;
- трубки для подачи кислорода и газа;
- смесительная камера для образования смеси горючего и режущего газов;
- 3 вентиля – для горючего газа, подачи и регулировки количества подаваемого кислорода;
- рукоятка.
Это основные компоненты инструмента для газокислородной резки, поскольку его конструкция имеет множество других составляющих.
Рисунок 1. Схема газокислородного резака
Газовый резак по металлу: виды
Инструмент классифицируется по разным признакам, но основными из них считаются тип используемого горючего газа и принцип смешивания газа с кислородом. Также они подразделяются по назначению (универсальные и специальные) и типу резания (разделительная, поверхностная, кислородно-флюсовая).
По способу смешения газа и кислорода резаки бывают таких видов:
- Инжекторные – оборудованы внутрисопловым смешением газов, что обеспечивает высокую надежность и безопасность работы устройств. Это обусловлено тем, что газы проходят раздельно на всем протяжении каналов и смешиваются в горючую смесь в специальной смесительной камере.

Фото 2. Внешний вид инжекторной газокислородной горелки
- Безинжекторные – конструкция не предполагает наличия смесительной камеры. Кислород подводится по двум трубкам, газ – по третьей. Смешиваются они внутри головки. Такой инструмент требует значительно большего давления горячего газа по сравнению с инжекторным.

Фото 3. Внешний вид безинжекторного газового резака
По используемому горючему газу резаки бывают пропановые, ацетиленовые и универсальные.
Ацетиленовый
В качестве рабочего газа выступает ацетилен, обеспечивающий высокую температуру пламени (в пределах 3300 °C). Применяется для раскроя металлических заготовок большой толщины, оснащается дополнительными вентилями для настройки высокой скорости подачи газа.
Пропановый
Рассчитан на применение пропана в качестве режущего газа. Отличаются более высокой надежностью и длительным сроком службы, безопасны в эксплуатации.
Газовый резак универсальный
Универсальный инструмент обеспечивает возможность использования горючего газа разных видов. При этом они не намного дороже классического ацетиленового или пропанового резака.
Преимущества и недостатки
Любой инструмент имеет свои плюсы и минусы, резак газовый – не исключение. Среди преимуществ современных устройств с внутрисопловым смешением газов нужно отметить:
- Относительно большая толщина разрезаемого металла – до 300 мм в зависимости от модификации и рабочих параметров (используемого газа и давления кислорода).
- Стабильное горение пламени без хлопков и обратных ударов.
- Возможность резки сталей в любом направлении, независимо от толщины.
- Высокая производительность.
- Простота обслуживания и продолжительный срок службы.

Фото 4. Процесс газокислородной резки
Однако недостатков у него не меньше:
- В результате сильного нагрева вырезаемые детали могут деформироваться (особенно из тонколистового металла).
- Достаточно большая ширина реза, что требует соблюдения определенных припусков при разметочных работах.
- Невысокое качество реза – кромки неровные с окислами и окалиной. Поэтому перед сварочными или другими работами требуется предварительная обработка кромок.
- Довольно высокая себестоимость процесса газокислородной резки.
Особенности выбора
Чтобы избежать ошибок, перед покупкой газового резака важно ознакомиться с некоторыми конструктивными особенностями устройства. Это позволит понять, на какие первостепенные факторы нужно обращать внимание при его выборе.
- Ниппели – производятся из латуни и алюминия, первые считаются более долговечными.
- Мундштуки – наружный обычно изготавливается из хромистой бронзы или чистой меди (отличается красноватым оттенком). Для ацетиленовых устройств внутренний тоже желательно, чтобы был медным, для других – допускается применение латунных аналогов.
- Соединительные трубки – делаются из латуни. При этом на них не должно быть декоративного покрытия, которое может скрывать мелкие дефекты.
- Вентильные шпиндели – из нержавейки, латунные отличаются малым сроком службы.
- Рукоять – лучшим материалом считается алюминий, пластик менее износостойкий. Ее размер должен быть не менее 40 мм, чтобы был удобный обхват.
- Длина резака – для резки металла больших толщин, а также окрашенных или замасленных материалов лучше выбирать устройства размером до 1000 мм. В остальных случаях можно покупать горелки 500 мм.
Фото 5. Основные расходники к газовым резакам
Также при покупке рекомендуется взять инструмент в руки и проверить его на удобство использования. От этого напрямую зависит производительность и время работы мастера резаком без усталости.
Правильная настройка газового резака
Перед началом работы с новым газовым резаком по металлу нужно правильно подключить и проверить работоспособность инструмента. Непосредственно настройка устройства выполняется производителем в заводских условиях и является финишным этапом его сборки. Самостоятельное вмешательство в конструкцию горелки запрещается.
- Изучить инструкцию по эксплуатации и выполнить все пункты согласно предписанию завода-изготовителя.
- Подключить устройство к баллонам с горючим и режущим газами. При этом они должны быть оборудованы редукторами: кислородный – синим, пропановый – красным. Резиновые шланги подачи газа накручиваются по резьбе редукторов и стягиваются хомутами.
- Проверить целостность инструмента, наличие всех прокладок, отсутствие масляных следов возле кислородного вентиля.
- Настроить подачу газа и кислорода, продуть шланги. При работе с ацетиленом вентиль подачи открыть на 1 оборот, при этом давление вещества должно быть до 1 атм., но лучше выставлять – 0,54 атм. Для продувки надо открыть вентиль на резаке, а после изменения звука – закрыть. При настройке подачи кислорода давление выставляется в размере 2 атм. Затем продуваются шланги с помощью вентилей на редукторе и резаке.
Также следует помнить, что запрещается менять шланги для подачи кислорода и пропана (ацетилена) между собой, продувать шланг для пропана (ацетилена) кислородом.

Фото 6. Процесс разделительного резания толстого металлопроката газовым резаком
Подготовка инструмента к работе
Перед работой необходимо правильно подготовить резак газовый. Процесс подготовки состоит из нескольких этапов, которые минимизируют риски выхода инструмента из строя, получения травм:
- Осмотр баллонов, резиновых шлангов для подачи горючего и режущего газов, соединительных и крепежных элементов, горелки на наличие дефектов или повреждений.
- Проверка всех соединений на предмет утечки газа.
- Ревизия состояния уплотнителей – при наличии трещин они меняют форму и требуют немедленной замены.
При работе с инжекторными резаками также надо проверить правильность их работы. Это выполняется до момента подсоединения шланга подачи горючего газа. Изначально к соответствующему штуцеру на горелке подключается кислородный рукав, открывается вентиль на редукторе баллона с кислородом. Затем на резаке открываются вентили подачи кислорода и горючего газа – если прислонить палец к штуцеру горючего газа, его «засасывать». В этом случае инжекция исправна.
Инструкция по применению
Технология резки предполагает изначальную установку соотношения кислорода и пропана в размере 1 к 10 – т.е. при давлении кислорода 6 атм. давление горючего газа выставляется в пределах 0,6 атм.
Открытие и закрытие подачи газа выполняется в строгой последовательности:
- Открываются на 0,5 оборота вентили кислорода и горючего газа (строго в такой поочередности).
- Поджигается горючая смесь.
- Факел подносится к разрезаемому металлу и путем открытия вентиля добавляется подача кислорода до момента появления режущей струи.
- После окончания работ изначально перекрывается подача горючего газа, а затем – кислорода.

Рисунок 7. Схема процесса кислородной резки металла
Техника резки после поджига факела предполагает необходимость разогрева участка металла в зоне реза. При покраснении разогретого участка подачу кислорода можно еще немного увеличить. После полного прорезания заготовки горелка перемещается вдоль линии реза. Скорость перемещения резака зависит от толщины разрезаемого металлопроката рабочих характеристик процесса, поэтому определяется индивидуально.
В следующем видео показано, как правильно работать резаком газовым:
Газовый резак своими руками
Мини-горелку для мелких работ (например, плавки и резки медных проводов) можно изготовить и самостоятельно. Для этого понадобится:
- 2 большие капельницы;
- баллончик с газом для заправки обычных зажигалок;
- игла, используемая для накачивания мячей;
- ниппель;
- компрессор;
- аквариумный насос;
- медный провод;
- паяльник с расходниками;
- надфиль.
Инструкция по сборке:
- Игла от капельницы сгибается под углом примерно 60°, острый конец затачивается.
- В боковой части иглы для мячей делается отверстие, в которое пропускается согнутая игла от капельницы с выступом конца примерно на 2 мм.
- Оставшееся отверстие обматывается медной проволокой и хорошо запаивается.
- На окончаниях игл крепятся трубки из капельниц.
- К толстой игле подводится газовый баллончик, к тонкой – компрессор.

Фото. Внешний вид самодельного мини-резака
Регулирование подачи газа выполняется пластиковыми перемычками, установленными на трубках от капельниц.
Советы специалистов по работе с резаком
Опытные резчики советуют всегда пользоваться качественными средствами индивидуальной защиты:
- специальные очки;
- перчатки (рукавицы), куртка и штаны с огнеупорными свойствами;
- специальная рабочая обувь.
Рабочее место тоже должно быть правильно обустроено. Расположение баллонов с газами – на расстоянии 5 м от проведения огневых работ. Мастерская должна хорошо проветриваться, пол – бетонный или земляной. Пламя газокислородной горелки должно располагаться фронтально относительно рукавов подачи газа. Шланги не должны мешать проведению работ.
Также важно иметь в наличии вспомогательный инструмент и приспособления для разметочных работ – карандаш (мел), рулетка, угольник, линейка. Для поджига пламени понадобится специальная зажигалка, которая у резчика должна быть всегда под рукой.
По окончанию работ нужно внимательно осмотреть рабочее место, чтобы случайно не наступить на кусок расплавленного металла, который способен прожечь даже толстую подошву ботинок. Вырезанные заготовки металла обычно оставляют остывать в естественных условиях, но при необходимости допускается принудительное охлаждение водой – это надо выполнять аккуратно, чтобы горячие брызги не попали на кожу.
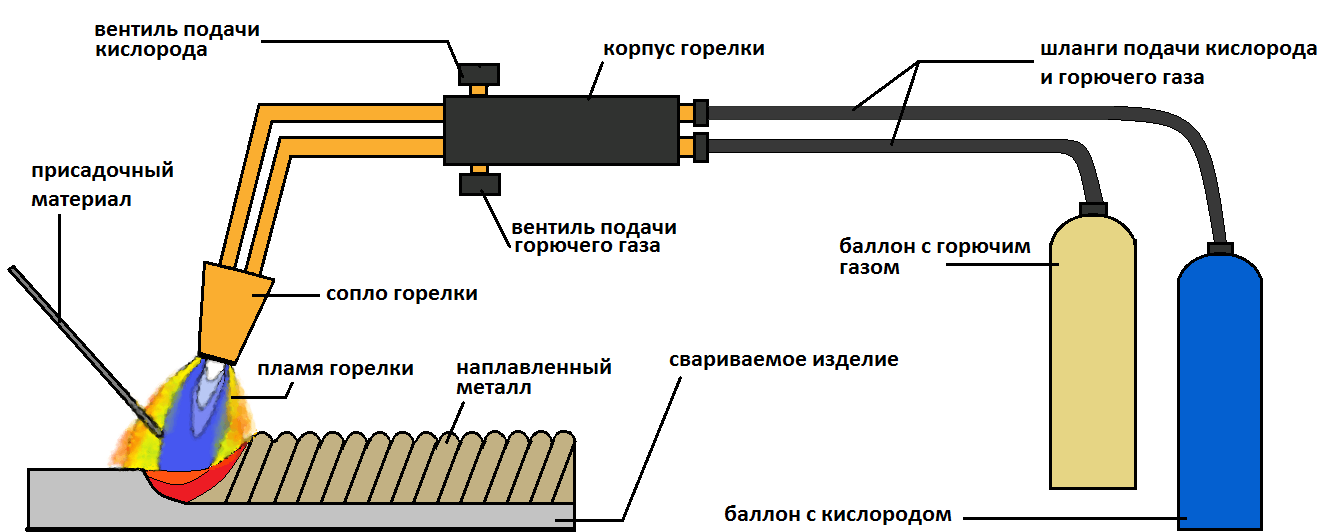
Принцип ацетиленовой сварки с кислородом

Виды и способы сварки
Сваривание деталей позволяет создавать прочное, неразъемное соединение. Одной из его разновидностей является ацетиленовая сварка. С помощью этого способа можно соединять практически любые черные и цветные металлы и получать качественный и красивый шов. Несмотря на то что газосварка относится к старейшим методам соединения, она не утратила актуальности и сейчас.

Информация о методе ацетиленовой сварки
Основным компонентом в данном виде сварки является ацетилен. Его получают искусственным путем в процессе смешивания воды и карбида кальция. В горелке образуется его смесь с кислородом, горение которой позволяет создавать высокую температуру.
Формула ацетилена – C2H2, его особенность заключается в строении молекулы. В ней атомы углерода образуют высокоэнергичную тройную связь, также есть 2 слабые водородные связи.
В результате горения ацетилена в кислородной среде создается высокая температура, что позволяет оплавлять края деталей и прочно соединять их между собой.
Сложность газовой сварки
Основная сложность сварки ацетиленом и кислородом в том, чтобы получить C2H2. Раньше это делали в специальном аппарате, затем газ подавался по шлангам в горелку.
В нее же подводился кислород из баллона, они смешивались, и образовывалось пламя. Карбид кальция и вода заливались в генератор вручную. Этот трудоемкий процесс выполнялся перед каждой сваркой. После выполнения работ воду сливали и повторно использовали оставшийся карбид.
Сейчас проводить ацетиленовую сварку намного проще. Уже не надо вручную смешивать воду с карбидом: есть специальные баллоны и ацетиленом, их надо только подключить к горелке.
Описание технологии
Для проведения сварки сначала на горелке открывают подачу ацетилена. На то, что он выходит, указывает неприятный запах. Затем поджигают газ и медленно начинают подавать кислород из баллона.
Пламя должно приобрести синий цвет. На емкостях с кислородом и ацетиленом имеются редукторы. Для первого газа давление выставляют до 2 атм., а для второго – 2-4 атм. Большие значения усложняют процесс сварки.
Для работы с черными металлами используют пламя нейтрального цвета. Нельзя допускать, чтобы оно было длинным, а его край окрашивался в оранжевый цвет. Если неправильно настроить горелку, то вместо сваривания изделий будет выполнена их резка.
В процессе газовой сварки под действием высокой температуры края соединяемых заготовок переходят в жидкое состояние, а после их застывания получается прочное соединение. Баллоны с кислородом окрашивают в голубой цвет, а с ацетиленом – в белый.

Преимущества данного метода
При горении такого газа в среде кислорода достигается температура, превышающая градус плавления стали и других металлов. Квалифицированный сварщик с помощью такого оборудования выполняет работы качественно и с высокой эффективностью.
Кроме этого, ацетиленовая сварка имеет такие преимущества, как:
- высокая мобильность (не требуется подключения к электричеству);
- возможность регулировки температуры пламени (это позволяет предотвратить деформацию деталей и стыка, контролировать скорость выполнения работ);
- удобное выполнение поворотного шва, когда расстояние до стены небольшое (в других видах сварки приходится делать операционный стык);
- возможность соединять заготовки из металлов с разной температурой плавления;
- возможность сваривать тонколистовые изделия из конструкционной стали, меди, чугуна, латуни (в таких случаях другие методы сваривания неэффективны);
- применение разных присадочных проволок, помогающее улучшить качество шва.
Недостатки использования ацетилена
Среди недостатков такого способа сварки надо отметить следующие:
- Взрывоопасность ацетилена высокая, но здесь многое зависит от человека.
- Во время работы нагревается большая площадь соединяемых изделий, что приводит к изменению свойств материала. В машиностроении такой метод не используют.
- Если надо соединить детали толщиной более 5 мм, то лучше использовать электросварку.
- Ацетилен не подходит для работы с высокоуглеродистой сталью.
- Если соединять внахлест, то в изделиях образуются большие напряжения, и они деформируются.
- На материалы и оборудование затраты увеличиваются, в отличие от электродуговой сварки.
- Выполнять работы может только опытный сварщик.
Для каких металлов подходит
Данный вид сварки подходит для большинства черных и цветных металлов. Он практически незаменим при соединении тонкостенных труб и аналогичных деталей, при работе с медью, чугуном, заготовками из конструкционной стали.
Взрывоопасность газа
Ацетилен – взрывоопасный газ. Его самовозгорание происходит при 335°C, а в смеси с кислородом – при 300°C.
Факторы, увеличивающие вероятность взрыва:
- высокое давление и температура (до 200 кПа и до 400°C);
- продолжительный контакт с серебром и медью;
- смешивание с чистым кислородом или воздухом.
Во время взрыва выделяется много тепла (в 2 раза больше по сравнению с аналогичной массой тротила), что приводит к большим разрушениям.
Действия в случае возгорания
Если в результате неправильного использования ацетилена возник пожар, выполняют следующие действия:
- из опасной зоны убирают все емкости с ацетиленом (нагретые баллоны охлаждают водой или специальным веществом, пока они не остынут);
- неискрящимся ключом перекрывают газ, если он загорелся на выходе из баллона, после чего емкость остужают;
- при сильном возгорании тушение огня проводят с безопасного расстояния.
Подготовка к выполнению работ
Перед тем как приступить к выполнению работ, надо очистить пост газосварки ото всех посторонних предметов, а также надежно защитить легковоспламеняющиеся поверхности.
Защитные средства
Для защиты от негативного воздействия высокой температуры газосварщик должен обязательно использовать:
Инструменты и оборудование
Для выполнения работ понадобятся следующие инструменты:
- плоскогубцы;
- рожковые ключи;
- измерительные инструменты;
- щетка по металлу;
- присадочная проволока;
- зажигалка для горелки;
- огнетушитель.
Кроме того, надо подготовить такое оборудование:
- рукав для подачи ацетилена и баллон с этим газом;
- ацетиленовый и кислородный редукторы;
- рукав для подачи кислорода и баллон с ним;
- газовую горелку с мундштуком.
Подготовка металла
На данном этапе с изделий в местах их соединения удаляют грязь, ржавчину, имеющиеся следы консервации. Для этого используют щетку по металлу.

Важные особенности
Качество и надежность швов, полученных в результате применения кислородно-ацетиленовой сварки, во многом зависят от соблюдения технологии проведения работ.
Существует три основных фактора, влияющих на характеристики соединения:
- мощность пламени;
- диаметр присадочного материала;
- угол сварки.
Главные особенности ацетилено-кислородной сварки:
- мощность пламени выбирают в зависимости от характеристик материала, из которого сделаны свариваемые изделия;
- чем толще свариваемые изделия, тем больше должна быть мощность пламени (с тонкими деталями поступают наоборот), но с увеличением мощности возрастает и расход газа;
- толщина соединяемых изделий влияет на угол наклона горелки (чем они толще, тем больше угол), для большинства деталей он составляет 10-80°;
- для прогрева деталей, независимо от их толщины, горелку направляют под углом 90°;
- диаметр присадочной проволоки зависит от толщины соединяемых элементов (для его расчета толщину детали в миллиметрах делят пополам и прибавляют 1 мм);
- горелку двигают от себя или на себя.
.jpeg)
Подготовка материала к сварке
Очищенные от грязи и ржавчины детали надо правильно подготовить к сварке. Это поможет облегчить и ускорить процесс их соединения, а также получить более качественный шов.
Подготовка изделий включает следующие этапы:
- Правку – исправление деформаций, которые могли возникнуть в процессе транспортировки и доставки изделий.
- Разметку. Ее выполняют при помощи ручных измерительных инструментов или с применением разметно-маркировочных машин.
- Гибку, если это необходимо.
- Разделку и очистку кромок. Соединяемые детали должны совпадать по плоскости. Подрезать их можно холодным способом (станками или ручными интервентами), термическим (с помощью горелок).
- Сборку конструкции. Все элементы раскладывают, чтобы они заняли свое пространственное положение и между ними образовался необходимый зазор. Для этого используют стенды, кондукторы, прижимные устройства и т.д.
Описание процесса ацетиленовой сварки
Перед работой надо отрегулировать давление газа. Для этого открывают редукторы на баллонах и выставляют нужные значения (в пределах 2 атм.). При больших показателях регулировать пламя сложнее.
Настройка пламени горелки
Сначала подают ацетилен и поджигают горелку. Плавно открывают кислородный вентиль и регулируют пламя.
В строении факела есть 3 видимые части:
- ядро – находится внутри пламени, имеет зеленовато-голубой цвет;
- рабочая область – имеет светло-голубой цвет (восстановительное пламя нагревает шов и отвечает за его качество);
- самая большая часть пламени (факел) – нагревает металл.
При выполнении регулировки горелку подводят к металлической поверхности и вентилями подачи газов выставляют требуемый режим. Ядро пламени не должно быть большим. Добиваются необходимого цвета восстановительного пламени.
Размер факела выставляют при помощи подачи ацетилена. Делать мощным огонь не стоит: это приводит к увеличению не только скорости сварки, но и вероятности подрезов шва и прожига заготовки. Длинный факел вносит в зону сварки лишний углерод, что снижает качество получаемого шва.

Введение присадки
В зависимости от ведения горелки присадку подают по-разному. Если ее двигают на себя, то сначала прогревают изделие, чтобы сформировать сварочную ванну, а затем подают проволоку.
Горелку направляют под острым углом к соединяемым деталям. Это более простой способ. На разогретый металл снимают каплю с проволоки и растягивают ее по шву. Чтобы избежать появления прожогов, горелкой делают движения по кругу или в виде полумесяца.
Если работу выполняют от себя, то сначала располагают проволоку, а затем горелку. Этот вариант используют при соединении толстых изделий.
Расплавленный металл соединяемых изделий заполняет сварочную ванну одновременно с присадкой. От сварщика требуется большая квалификация, чтобы равномерно перемешать основной материал и присадку. Если это сделать неправильно, то получится расслабленный шов.
Для получения качественного соединения важно, чтобы при стыковке труб или тонкостенных изделий зазор между ними был минимальным. Большие детали сначала прихватывают в нескольких местах, а затем выполняют ацетиленовую сварку.
Правильный выбор режима
При сваривании разных металлов используются следующие режимы работы:
- Сталь. Высокоуглеродистую сваривать таким способом не рекомендуется, а для низкоуглеродистой газовая сварка подходит в любых вариантах. Чтобы улучшить качество шва, используют проволоку из малоуглеродистой стали. Мощность горения не должна быть более 120 дм³/ч. Горелку лучше вести от себя.
- Легированная сталь. Она имеет высокую теплопроводность, что усложняет процесс сварки ацетиленом. Высоколегированные стали варить этим способом не стоит. Низколегированные сваривают нормальным пламенем с применением флюсов, хромоникелевые – нормальным пламенем слабой мощности. Для жаропрочных и коррозиестойких в качестве присадки применяют специальные проволоки.
- Чугун. Работу выполняют нормальным или науглероживающим пламенем. Если оно будет окислительным, то соединение получится непрочным.
- Медь. Она отличается высокой текучестью, теплопроводностью и низкой температурой плавления. При соединении таких деталей их кромки сводят без зазора или используют присадку из чистой меди. Флюсы помогают раскислить шов и удалить шлаки.
- Латунь. Сварить ее электродуговой сваркой не получится. Температура пламени должна быть в переделах 900°С. Этого достаточно, чтобы получилось прочное соединение, при этом цинк из сплава полностью не выгорит. Чтобы уменьшить его испарение, в составе смеси процент ацетилена увеличивают до 35%, используют флюс и латунную проволоку.
- Бронза. Работу выполняют восстанавливающим пламенем, т.к. из металла быстро испаряются олово, алюминий, кремний. Используют такие же флюсы, что и для меди, латуни, бронзовую присадку, а для раскисления вводят 0,5% кремния.
Прогрев металла
Перед тем как варить, надо прогреть заготовку. Для этого пламя на нее направляют под прямым углом так, чтобы между ядром и заготовкой было расстояние 1-3 мм. При прогреве металл приобретает красный цвет, затем становится светло-желтого цвета и образует сварочную ванну.
Сначала делают несколько колебательных дугообразных движений, затем отводят горелку на 30-40° и подают присадку. Ее либо помещают в жидкую ванну либо каплями направляют в область соединения.
В процессе горелкой продолжают выполнять дугообразные движения и медленно продвигаются вдоль линии шва. Работают так, чтобы ядро пламени не попадало в сварочную ванну.

Порядок закрытия горелки
По окончании работ надо правильно закрыть горелку:
- перекрыть подачу ацетилена;
- продуть систему кислородом и перекрыть вентиль его подачи.
Завершение сварочных работ
На завершающем этапе работ из рукавов выпускают остатки газа. Для этого приоткрывают краны на горелке (вентили на баллонах должны быть закрыты) и, когда стрелка манометра упадет до 0, закрывают.
Сначала качество шва контролируют визуально. Перед осмотром его очищают от шлака, окалины и брызг металла. Шов должен быть плотным, шириной 5-6 мм, высотой 1-2 мм, чешуйки должны быть расположены равномерно.
Чтобы определить качество соединения в глубине шва, используют неразрушающие методы контроля:
- радиационную дефектоскопию;
- капиллярную дефектоскопию;
- ультразвуковую дефектоскопию;
- магнитный контроль.
Для более детального визуального осмотра используют лупу с увеличением в 5-10 раз и дополнительное освещение шва.

Как резать металлы ацетиленом
Кислородно-ацетиленовым резаком можно работать только с углеродистой и нелегированной сталью. Для нержавейки, цветных металлов и их сплавов указанная технология не подходит.
Газовая резка основана на способности стали гореть в струе чистого кислорода, нагревающего ее практически до температуры плавления. В качестве топлива выступает ацетилен, а окислителя – кислород.
Смесь этих газов нужна только на этапе разогрева металла, когда лист проколот и загорелся. Дальнейший процесс происходит без участия ацетилена. Горение поддерживается за счет подачи кислорода, он же выдувает из места проведения работ продукты сгорания.
Возгорание стали происходит в зависимости от ее состояния: например, толстые заготовки надо разогревать до 1200-1300°С, а тонколистовые – до 930°С.
В начале резки металла струей кислорода мундштук резака плавно двигают вперед. Продукты обработки сдувают в заднюю часть рабочей зоны. Если раскаленный поток возвращается назад или замедляется, надо остановиться, прогреть заготовку и продолжить плавное движение резаком.
Если при выполнении сварочных работ важна не скорость, а качество шва, то ацетиленовая сварка является лучшей технологией.
Читайте также: