Микро токарный станок по металлу своими руками
При необходимости изготовить сложное устройство для дома или огорода часто возникает необходимость произвести обточку цилиндрической поверхности. Мини токарный станок по металлу сможет оказать помощь при выполнении подобной работы. Необязательно его покупать. Простое оборудование подобного типа можно изготовить своими руками.
Вариантов для создания подобного станка несколько. Многое зависит от тех задач, которые предстоит решать с его помощью.
Задачи для токарного оборудования
Цилиндрические и конические детали производят с помощью токарной обработки. Здесь реализуется принцип вращения детали относительно режущего инструмента. Во всех других видах обработки заготовка не перемещается.
При токарной обработке выполняют следующие операции.
- Выполняется вытачивание цилиндрической поверхности. При необходимости на ней выполняют ступени: один или несколько цилиндров разного диаметра располагают согласно задумкам конструктора.
- Точат уступы и канавки для упора или установки фиксирующих колец или шайб.
- Растачивают внутренние цилиндры или конические поверхности.
- Нарезают резьбу необходимого диаметра с определенным шагом. Ее располагают внутри или снаружи детали.
- С помощью вспомогательного инструмента сверлят соосные отверстия, зенкерами и развертками добиваются необходимой точности и чистоты обработки.
- При необходимости с помощью накаток придают специальное рифление поверхности или накатывают резьбу особого профиля.
- Имея болванки, с помощью давилок методом пластической деформации изготавливают тонкостенные детали из металла или пластических материалов.
- В мебельном производстве часто протачивают изделия сложной формы, их называют фасонными поверхностями вращения. Изготовление выполняется по специальным шаблонам или программам.
Назначение оборудования
В технологии обработки материалов резанием принято различать установки для обработки по классам точности. Основным критерием является материал, которому требуется придать определенные формы и параметры:
- Деревянные заготовки вытачивают на станках, обеспечивающих точность до 1 мм.
- Изделия из конструкционной стали точат с точностью до 0,05 мм.
- На станках повышенной точности (обработка изделий из инструментальных сталей), оборудованных микрометрическими измерительными инструментами можно добиваться исполнения до 0,005 мм.
Для домашних условий создают деревообрабатывающее оборудование, а при необходимости работы над металлическими заготовками нужны станки по металлу. Основные отличия заключаются в приводе для инструмента.
Если нужно вытачивать деревянную деталь, используют упор. На него опирают инструмент. Продольную и поперечную подачу выполняют вручную.
Обрабатывая металл, приходится противодействовать значительным усилиям сопротивления. Руками удержать режущие кромки довольно сложно. Поэтому используют вспомогательные приспособления, которые позволяют стабилизировать положение. У станкостроителей есть понятие о прочности СПИД.
Расшифровывают эту аббревиатуру так: станок, приспособление, инструмент, деталь. Все эти элементы должны сохранять определенную жёсткость, тогда гарантируется требуемая точность при обработке.
Основные узлы
Схема токарно-винторезного станка:

Основными узлами и деталями токарного станка являются.
- Все элементы размещаются станине. Она является основой для всего оборудования. Ее прочность гарантирует точность обработки заготовок. Промышленные образцы отливают из ковкого или модифицированного чугуна. Потом протачивают направляющие, по которым могут скользить вспомогательные приспособления. Чтобы гарантировать устойчивость этот элемент стараются сделать массивным, дополнительно крепят на мощное основание. Используют анкеры для фиксации фундаменту.
- Передняя бабка оборудуется шпинделем. На нем устанавливают патрон или поводковые механизмы. Внутри передней бабки размещают коробку передач. При необходимости частота вращения патрона может быть низкой или высокой.
- В нижней части передней бабки имеется еще коробка подач. Она нужна для организации перемещения инструмента.
- На станине с обратной стороны устанавливают заднюю бабку. Чаще всего используют пиноль. Ее размещают соосно со шпинделем передней бабки. Для обработки длинномерных заготовок тут ставят конус. Он может быть неподвижным или вращающимся в подшипниках. Можно разместить тут сверла или резьбонарезной инструмент. Специальный маховичок позволяет производить продольную подачу.
- Суппорт расположен сбоку от станины. Он перемещается по направляющим станины. Тут имеются приспособления для фиксации резцов, устанавливаемых в резцедержателе (специальном устройстве для установки нескольких типов инструмента). В суппорте есть вспомогательные приспособления, позволяющие осуществлять продольную и поперечную подачу инструмента при обработке. Задавая, условия перемещения, можно обрабатывать поверхность деталей по сложному профилю.
В качестве вспомогательных устройств станка используют:
Изготовление мини токарного станка
Для дома можно изготовить небольшой настольный станок. Вариантов для создания несколько. Самостоятельно можно создать изделие на базе дисков, выпиленных из толстостенной трубы или кругляка диаметром 120 мм.
Все детали для самодельного мини токарного станка вытачиваются на промышленном оборудовании. Используются токарно-винторезный станок 1А616, сверлильный станок 2А135. Понадобится сварочный полуавтомат, с его помощью выполняется сварка корпусных деталей.
Пошаговый процесс сборки устройства
Когда выточены все необходимые детали, необходимо их собрать в единую конструкцию.
На сборочном столе собирают детали будущего настольного токарного станка.

Решено конструкцию изготавливать из фланцев, выточенных из кругляка диаметром 120 мм. Для облегчения в них просверлено центральное отверстие Ø 55 мм. Имеются три отверстия Ø 20 мм.

С торца просверлены дополнительные отверстия для резьбовых фиксаторов. Винтами М6 можно закрепить остальные детали в заданном положении.

Для будущего ходового винта запрессована бронзовая втулка. Внутренний Ø 16 мм.

Направляющие станины изготовлены из ковкого чугуна. В них изготовлены продольные проточки. Цилиндрическая часть позволяет фиксироваться в отверстиях фланцев.

Вставляется направляющая так, чтобы совместить все имеющиеся элементы.

Чтобы выдержать заданное расстояние используются дистанционные втулки. Их устанавливают в распор между фланцами.

Вторая направляющая изготовлена точно также как и первая.
Собрав основание для передней бабки, приступают к сборке задней.

Каркас стягивают гайками. Создана основа будущей станины.

Станок буде стоять, опираясь на передние упоры. Их крепят винтами к фланцам.

По направляющим перемещаются опорные втулки. На них будут монтироваться суппорт и задняя бабка. Длинная втулка работает направляющей, а короткая – является поддерживающей. Проточки на валиках не позволяют смещаться.

Конструктивно опорные втулки выполнены разной длины. Такое решение позволяет увеличить рабочий ход.

Длина обрабатываемых деталей может быть достаточной, чтобы детали имели размеры до 250 мм.

Площадка для суппорта крепится винтами М6.

Отверстия для площадки сверлят по месту. Эта деталь изготавливается индивидуально. Если попытаться сделать ее только по чертежу, то может проявиться эффект заклинивания.

По аналогии изготавливается площадка задней бабки. Ее также сверлят по месту. Нужно обеспечить скользящее перемещение по направляющим.

Нужно обеспечить жесткость станине. Для передней бабки выточено специальное цилиндрическое полукольцо. Оно крепится болтами к фланцам.
Перемещение инструментов на суппорте или задней бабке осуществляется по ходовому винту. На нем протачивается прямоугольная резьба, имеющая небольшой наклон (12,5 ⁰). При вращении ходового винта детали, закрепленные на нем, перемещаются вперед или назад. Зависит от направления вращения.

Отверстие с запрессованной втулкой создавалось для ходового винта.

Чтобы винт свободно вращался, но сам не смещался вдоль своей оси, используются упорные подшипники. Их ставят спереди и сзади от задней опоры.

Для предотвращения осевого перемещения ходового винта устанавливается фиксирующая втулка. Она крепится болтом М6. Теперь винт не будет смещаться вдоль оси, но вращаться может.

Поверх фиксирующей втулки ставится нониус (приспособление с насечками). Один оборот винта перемещает суппорт или заднюю бабку на 10 мм. Ориентируясь по шкале, можно выполнять точное смещение в продольном направлении.

Чтобы вращать ходовой винт, устанавливается маховичок. Небольшая рукоятка позволяет легко вращать маховик.

Ориентироваться помогает риска. Глядя на нее, задают нужное осевое смещение.

Станина станка собрана. Теперь нужно установить переднюю бабку. В ней будет фиксироваться деталь.

На пластинах устанавливают направляющие поперечного перемещения.

Передняя бабка монтируется сверху. На рисунке видны блок шкивов, трехкулачковый патрон и центральная втулка.
Шкивы можно легко снять и установить на шпиндель.

Сам шпиндель устанавливается внутри центральной втулки.

Между шпинделем и втулкой имеются радиальные подшипники. Они дают свободное вращение.

Центральная втулка крепится болтами к станине.

После установки подшипников монтируется шпиндель с трехкулачковым патроном. Внутри шпинделя проточено отверстие Ø 35 мм. При необходимости заготовки меньшего диаметра могут проходить сквозь него.

Станок готов. Привод осуществляется через клиновые ремни от электродвигателя, установленного в стороне.
Видео: токарный мини станок своими руками.
Изготовление станка на базе электродрели
Если нужно вытачивать детали маленького формата, то станок можно изготовить из электродрели. Конечно, крупную деталь проточить не получится, но небольшие изделия можно изготовить на небольшом устройстве. В мастерской оно не займет много места.
Небольшой станок, максимальный диаметр детали составляет 13 мм. Станина сваривается из швеллера 60 мм. Для фиксации электродрели используется кольцо, установленное неподвижно на опору. Так создается передняя бабка. По швеллеру можно перемещать заднюю бабку.

Конструкция выполнена так, что охватывающий фрагмент профильной трубы имеет скользящую посадку по швеллеру.

Ходовые винты выточены из прутка Ø 14 мм. На них нарезана резьба М14.

Для установки резцов изготовлен резцедержатель. Он может устанавливаться в четырех положениях. При необходимости токарь в нем закрепит 4 разных резца.

Чтобы развернут нужный резец, высверлено центральное отверстие. Его ослабляют и поворачивают резцедержатель.

На станину устанавливается суппорт. Он тоже может скользить по направляющим станины. Ходовой винт продольной подачи определить положение относительно передней бабки.

Поперечную подачу резцедержателя обеспечит ходовой винт. Он установлен внутри суппорта.

Сверху ставят резцедержатель. Основные элементы для инструментов размещены по месту.
Для закрепления детали используется патрон электродрели. Поясок электроинструмента закрепляется в кольце передней бабки.

Станок почти готов. Чтобы он стоял неподвижно, на лапках станины имеются отверстия. Ими крепят станок к столу.

Проходным резцом можно проточить поверхность заготовки. Его медленно перемещают в сторону передней бабки.

Заменив резец, ведут поперечное точение. Теперь образуется поясок. Так, комбинируя резцы, можно вытачивать изделия разной формы. При необходимости деталь крепится в задней бабке. Для этого в коническом отверстии устанавливается конус.

Станок готов, он удобен для миниатюрной работы. Получив опыт работы на подобном оборудовании, можно задумываться о создании более солидного устройства.
Самый простой самодельный «токарный станок» для металлообработки

Конечно, это не токарный станок в прямом смысле этого слова, однако при помощи данного приспособления можно выполнять самые простые операции по металлообработке: отрезать трубу или обточить вал.
Смысл самоделки в том, чтобы облегчить и ускорить работу по обработке заготовок. Вручную это не всегда удобно и отнимает немало времени.
- профтруба;
- металлический уголок;
- подшипники;
- гайки с болтами;
- электродвигатель.
Своим личным опытом изготовления и сборки самодельного станка поделился с нами автор YouTube канала PROFESSOR PARDAL BRASIL.
Основные этапы работ
Первым делом нам потребуется кусок толстостенной круглой трубы. По краям высверливаем в ней по три отверстия.

Далее на трубу надеваем два больших подшипника, а в местах, где просверлены отверстия, надо будет приварить шестигранные гайки.

В гайки будут вкручиваться болты, которые выступают в роли прижимов для обрабатываемой заготовки.
На следующем этапе приступаем к изготовлению станины.
Отрезаем кусок прямоугольной профтрубы требуемой длины и привариваем к нему два уголка. Затем устанавливаем трубу с подшипниками и фиксируем деталь сваркой.


После этого привариваем к станине уголок, к которому крепится электродвигатель. Натягиваем ремень между шкивом на валу двигателя и круглой трубой.

Самодельный станок готов!
Внутрь стальной круглой трубы вставляем заготовку и фиксируем ее прижимами. Затем можно приступать к ее обработке с помощью болгарки.

Видео по теме
Подробно о том, как сделать простой самодельный «токарный станок» для металлообработки, вы можете посмотреть в авторском видеоролике ниже.
Самодельный мини токарный станочек из профтрубы (почти как заводской)
В сегодняшнем обзоре автор с нами поделится личным опытом изготовления самодельного мини токарного станка.
Основой станка является квадратная профильная труба 60х60 мм (толщина стенки — 3 мм).

Размеры профтрубы выбран неслучайно — в нее идеально входит зажимной патрон диаметром 16 мм. В результате у нас получится довольно компактная передняя бабка.

Если использовать для изготовления передней бабки сверлильный патрон диаметром 13 мм, то в данном случае надо будет использовать профиль 50х50 мм.

Советуем также прочитать: как изготовить простой и компактный станочек для изготовления хомутов для арматурных каркасов .
Длина станины токарного станка составляет 22 мм, но при необходимости можно сделать ее и длиннее.

Изготовление передней бабки токарного станка
Начинаем с изготовления передней бабки. В качестве шпинделя выступает сверлильный патрон.
К задней части сверлильного патрона нужно будет приварить стальную бобышку длиной 30 мм и диаметром 32 мм (внутренний диаметр — 17 мм).

Наружную поверхность бобышки автор проточил на токарном станке до диаметра 30 мм под подшипник 6906.
Выступающая часть стальной бобышки имеет диаметр 20 мм, и служит посадочным местом под шестеренку.
Переднюю часть сверлильного патрона необходимо проточить на токарном станке до диаметра 35 мм — под подшипник 6907.


Собираем все детали вместе, и получаем довольно компактный патрон-шпиндель (для нашего станка — это именно то, что нужно).

Корпус передней бабки состоит из трех основных деталей:
- фланец диаметром 80 мм;
- кусок профтрубы длиной 65 мм;
- квадратная пластина толщиной 8 мм.
Фланец имеет центрирующий ободок под профиль 60х60 мм, который имеет посадочное место под подшипник 6906.



Металлическая квадратная пластина забивается в торец профильной трубы (корпуса), и обваривается.

В этой пластине нужно будет сначала высверлить, а потом — расточить отверстие под передний подшипник.
К корпусу передней бабки привариваются пластины из толстого металла, в которых сверлятся крепежные отверстия.

В станине токарного станка автор прорезал паз длиной чуть больше 10 см и шириной около 8 мм. Также по разметке надо просверлить крепежные отверстия.
Внутри станины с помощью винтов М6 крепится полоса металла толщиной 8 мм.

В профильной трубе и самой полосе мастер просверлил ряд отверстий с шагом 20 мм. В них нарезается резьба М8.

Передняя бабка крепится к станине с помощью четырех винтов М6. Для их затяжки снизу станины просверлены отверстия под шестигранник.


Также снизу станины необходимо просверлить отверстия под винты М4. С помощью винтов к станине крепится основание (стальная пластина толщиной 6 мм).

Размеры основания — 220х95 мм. В основании сверлим крепежные отверстия для крепления к столу или иной рабочей поверхности.

Следующую деталь автор изготовил из токарного резца (ее ширина — 17 мм). Данная деталь вставляется в станину, и крепится четырьмя винтами М4.

Изготовление продольной и поперечной подачи
Основная деталь продольной подачи изготовлена из профильной трубы 80х80 мм (с толщиной стенки — 4 мм).
От профильной трубы отрезается часть стенки с бортиками высотой 10 мм, к которой приваривается щечка с одной стороны. В щечке сверлим отверстие диаметром 8 мм — для прохода резьбы М8.


В детали, изготовленной из токарного резца, автор сверлит отверстие, соосное отверстию в щечке.

После этого просверленное отверстие нужно будет рассверлить до диаметра 14 мм и нарезать резьбу М16.
Резьбу М16 автор использовал для того, чтобы шаг подачи был побольше (1 оборот — 2 мм).

К подвижной площадке (с внутренней стороны) автор крепит квадратный пруток (регулируемый прижим).
Из куска профильной трубы 40х20 мм автор изготовил основу поперечной подачи. Прорезь в ней сделана под винт М6. Внутрь вставляется и приваривается удлиненная гайка М8.


Винтом поперечной подачи служит кусок шпильки М16. На конце сделана проточка диаметром М8 под ручку от старой швейной машинки.

Продольная подача прижимается к станине при помощи самодельного прижима, который располагается внутри станины.
Устанавливаем продольную подачу на основание, и крепим ее. Далее по тому же принципу изготавливается поперечная подача, но уже из куска профиля 50х50 мм (толщина стенки — 2,5 мм).


Сверху поперечной подачи крепится металлическая пластина толщиной 6 мм (служит для крепления резцедержателя).

Ходовой винт поперечной подачи сделан из шпильки М8. С одной из сторон сделана проточка и нарезана резьба М6 — для самодельного маховика.

Сборка всех элементов конструкции
Станину прикручиваем к основанию. Устанавливаем переднюю бабку, а затем продольную и поперечную передачу.
В качестве привода используется электромотор 775 на 80W.
На последнем этапе останется только изготовить заднюю бабку, и закрепить ее на станине токарного станка.
Подробный обзор можно посмотреть в авторском видеоролике (с YouTube канала I.V. Мне интересно).
"Токарный станок" из подручных материалов.

Привет всем рукастым и головастым, а также сочувствующим)
Любой мастер знает, что инструмента много не бывает. Каждый новый экземпляр не только расширяет возможности, но и в большинстве случаев экономит время и нервы)
Таким желанием, в моём случае, было решение вопроса токарных работ. В процессе создания чего-либо большая часть времени уходит на поиски нужных деталей. Какая-то незначительная фиговина может очень здорово тормознуть всё дело. Казалось бы что может быть проще: отдал токарю чертёж- забрал готовую деталь и за работу… НО! Скорость исполнения при этом снижается в разы и зависит от занятости мастера, его места базирования и прочих нюансов.
Выход один- заиметь собственный станочек и закрыть вопрос раз и навсегда.
Вариантов два.
Первый- оторваться по-богатому и прикупить полноценный станок.
Самый оптимальный вариант но и самый затратный, а с учётом нынешнего курса, практически нереальный.
Второе решение- покупка приспособы для дрели.

За скромную сумму, получаем возможность с помощью обычной сверлилки провернуть ряд операций по токарке, шлифовке и резке.
Тут тоже пара вариантов.
Первый: купить кондовую Вещь "родом из СССР" и как говорится получить удовольствие. Но увы. Найти такой экземпляр ни на рынке, не по объявлению неполучилось( Видать находчивые моделисты всё разобрали)
Второй вариант: из прессованых китайских отходов замешанных на канцелярском клее, даже не рассматривался. Нужен инструмент, а не рулетка: "сломается/не сломается".
Ну что, опять "кружок очумелые ручки"? Совершенно верно. У дураков всегда так. Они себе работу на пустом месте найдут)) Поехали…
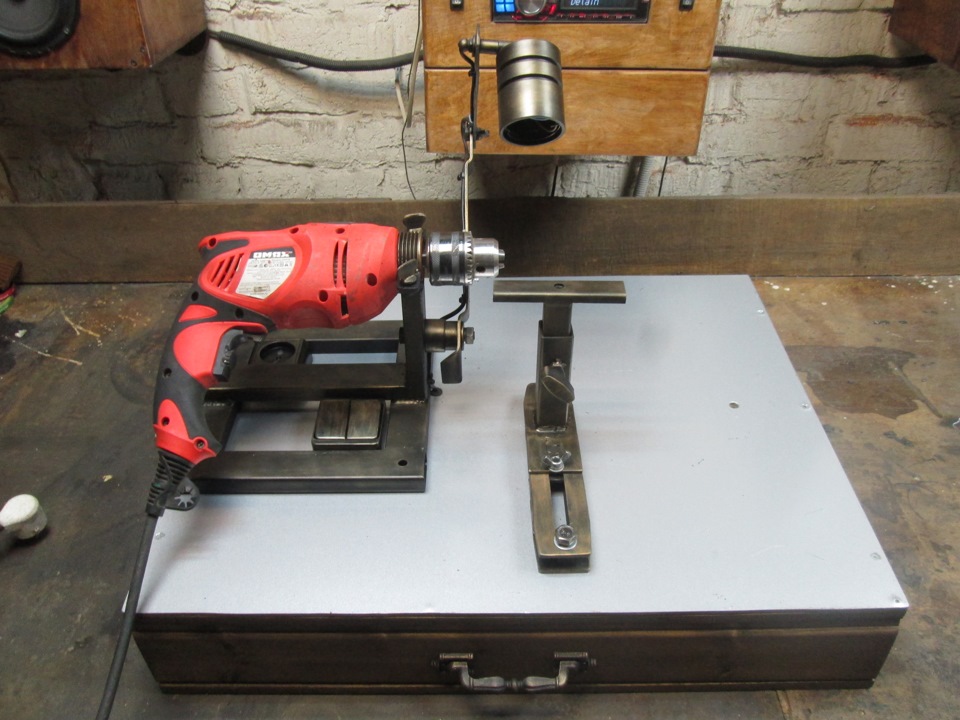
Для начала ищем в запасах подходящую железяку для зажимной обоймы. Кусок трубы был, но очень хилой толщины. Зато нашёлся волговский шкив. По размерам подошёл идеально.

Режем шкив пополам, из листа металла толщиной 4 мм. нарезаем и привариваем "уши". Затем зажимаем в тисках обе половинки и сверлим отверстия под стяжки. Дальше вставляем в отверстие болты и закручиваем гайки. Гайки прихватываем сваркой. Обойма готова.

По раме расписывать особо нечего. Сварено всё из профильной трубы 20х40. На раме закреплён светильник. Его крепление сделано из деталей реечного стеклоподъёмника от Волги.

Из него же сделан упор под резцы. Конструкция следующая. Платформа с направляющими пазами (рейки от стеклоподъёмника), по которой перемещается каретка с упором. В нужном положении каретка фиксируется барашковой гайкой. Думаю по фотографиям станет ясно.

Две рейки, брусок металла (ширина- по размеру пазов, высота- по высоте основания), две пластины с вырезом под брусок(металл 2 мм. и напильник в помощь), пара втулок(труба подходящего диаметра) и пара полосок металла для жёсткости (обрезки от деталей оконных конструкций) . Сфоткал всё перед сборкой, чтобы был ясен принцип.

Сам порядок сборки прост. К бруску, привариваем одну из пластин заподлицо. Затем вставляем всё в паз верхней рейки и с обратной стороны привариваем к бруску вторую пластину. Проверяем ход каретки. Если всё работает чётко, без заеданий, просверливаем в задней части обе пластин, отверстие диаметром 6 мм. Со стороны нижней пластины вставляем болт и фиксируем его головку сваркой. Сверху, будет накручиваться барашек (ним мы будем фиксировать каретку в нужном положении. Затем ставим втулки, нижнюю рейку и стягиваем всё болтами. Подгоняем нижнюю рейку относительно верхней, что бы ход каретки был без заеданий, а нижняя часть бруска не доходила до нижней кромки рейки где-то в пределах 1мм. (зазор выводится подгонкой высоты втулок и делается для того, что бы нижняя часть бруска при перемещении не касалась рабочей поверхности стола). Закончив с подгонкой, вставляем между двумя рейками, с обеих сторон, полосу и окончательно свариваем всё. Получается вот такая штукенция.

Понимаю, что описание тяжеловато, но если присмотреться к фото, всё станет понятно. На самом деле, ничего сложного. И если словить все миллиметры, то работает как часики. Остаётся приварить к передней части каретки отрезок профильной трубы в которую будут вставляться упоры для резцов. В качестве основания, взял профиль 30х30 мм., для упоров 25х25 мм. Фикратор упора простейший. На высоте 2/3 от низа основной трубы, просверливаем отверсте 7 мм. к нему приваиваем гайку на 6 мм. В него вкручивается болт-барашек и фиксирует упор.

Теперь берём все железяки и топаем на примерку.

В качестве основания, взял фанеру толщиной 12 мм. Крепление рамы под дрель- на саморезах. Снизу предусмотрен выдвижной ящик под резцы и оснастку. Чтобы он ничего не цеплял, крепление платформы каретки сделано на закладных пластинах.
В качестве крепежа напилил пластины толщиной 6мм., просверлил три отверстия. В центральном нарезал резьбу под болты, через два крайних пластина крепится к столу саморезами.

Теперь фрезеруем паз в нужном месте и крепим пластину.

Крепление платформы для упоров сделано поворотным. Угол фиксированый- 90°. Ниже, на фото, всё видно. Для поворота, необходимо выкрутить болт в задней части платформы. Перевести её в нужное положение и зафиксировать. После пробных "заездов", сделал вывод о необходимости замены болта на "барашек". Тырканье с гаечным ключом напрягает.
После всей подгонки красим железо и ставим на место.
Столешницу планировал оставить как есть, но практичность победила. Сверху закреплён лист алюкобонда. Вещь вечная и в плане уборки удобней.
По части электрики.
Напряжение подводится с помощью шнура от компа. Ответный разъём взял от блока питания.

Дрель подключается к розетке. Питание на неё, подаётся с помощью клавишного выключателя. Фиксируем кнопку на дрели в включённом положении, а дальше работаем выключателем. И удобно и кнопка дрели дольше проживёт. Вторая клавиша выключателя, работает на подсветку.

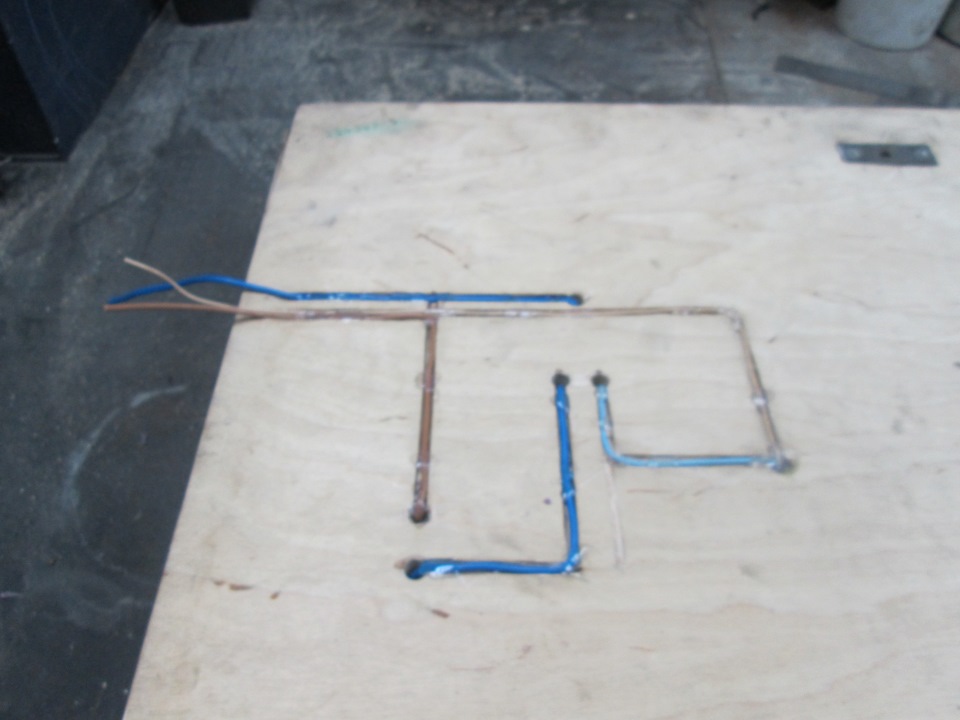
Поводка снизу, сделана по принципу крепления закладных пластин. Фрезернул дорожки, уложил провода, зафиксировал их термоклеем и всё это дело закрыл пластиком.
Дополнительно сделан второй упор под резцы. Он шире основного. С его помощью удобно делать круглые заготовки. Но он выполняет ещё одну функцию.
В верхней части просверлил отверстия и нарезал резьбу. Теперь берём кусок текстолита, просверливаем отверстия и получаем столик для шлифовки.
С помощью насадки для шлифовальных дисков, теперь можно быстро и удобно подводить кромки заготовок.

Ну вот в принципе и весь рассказ. Кто осилил весь этот бред- молодец) Ну а кто не выдержал, не обижайтесь. Я не писатель… у меня работа другая)
Ну и на посошок, самое интересное. Испытания! Ради чего всё делалось.
В будующих работах, без этой машинки что-либо сделать просто нереально. Нет. В принципе конечно реально, но это очень тяжело. Так что, получившийся станочек здорово будет экономить время, нервы и деньги.
К примеру, сколько вы потратите времени, что бы из этого:

сделать вот это:

да ещё таких размеров)
Лично у меня, ушло около сорока минут, с учётом смены оснастки и обдумыванием формы)
В дальнейших работах будут использоваться ещё более мелкие детали. Вроде таких клёпочек.

Теперь сделать их, не проблема.
Вобщем, можно сказать, что испытания прошли успешно. Новый станочек занял своё место и готов к работе.

Между ним и стеной оставлено место под очередное творение. Но об этом позже.
Так что, до встречи)
Как из обрезков металла и старых деталей своими руками сделать токарный станок с ЧПУ, чтобы заменил покупное оборудование?
Для производства простых деталей в небольшой мастерской, выгодно иметь настольный токарный станок с ЧПУ.
Сделать его можно своими руками, используя шпиндельный блок от старого оборудования и шаговые двигатели с ручного электроинструмента. Часть деталей, включая станину, придется готовить самостоятельно.

Необходимые инструменты и материалы
Для создания токарного станка понадобятся обычные инструменты, имеющиеся у каждого любителя мастерить.
- дрель;
- болгарка с отрезным и зачистным кругом;
- сварочный аппарат;
- набор ключей;
- ручной слесарный инструмент.
Наличие фрезера значительно упростит работу. Если нет гладких валов и винтов из ненужного оборудования, то понадобится доступ к токарному станку.
Материалы подбираются из отходов:
- листовой прокат разной толщины;
- швеллера;
- ручки и лимбы;
- подшипники;
- крепеж.
Для станины токарного станка по дереву используют листы ДВП, ДСП, многослойную толстую фанеру. Электродвигатели подойдут от старой стиральной машины, пылесоса, непригодного электроинструмента.
Как сделать самодельный аппарат по дереву и металлу?
Начинать создание токарного станка с ЧПУ следует с разработки сборочного чертежа и деталировки. Затем выбираются из «хлама» подходящие куски проката для изготовления конкретных элементов станины и других узлов.
Основные узлы токарного станка с ЧПУ:
- станина с направляющими;
- передняя бабка;
- шпиндель;
- патрон;
- суппорт;
- салазки с резцедержателем;
- задняя бабка с центром;
- привод;
- компьютер и шкаф управления.
Корпуса выполняются из тонкого листа. Опорные конструкции и основания свариваются из проката толщиной от 8 мм.
При проектировании следует учитывать материалы, которые будут обрабатываться на станке и величину напряжений, возникающих при этом.
Делаем опоры
На станине крепятся все основные узлы. Одновременно основание:
- обеспечивает соосность вращающегося и неподвижного центров;
- параллельность расположения направляющих и оси вращения;гасит вибрацию.
Для токарного станка по дереву достаточно взять плиту ДСП толщиной 30–40 мм. Снизу к ней прикрепить деревянные брусья вдоль торцов на расстоянии 10 мм от края. Они заменят ножки при установке станка на столе. отдельно стоящему оборудованию потребуются прочные опоры в виде трапецеидальных конструкций из бруса с наклонными поперечинами.
Для станка, обрабатывающего металл, основание и стойки выполняются из металла: лист S 20 мм и швеллера 80–120.
Лист размечается под установку бабки, направляющих и двигателя. Делаются отверстия и крепится все к опорам. Можно собрать все основание совместно с опорами и после этого по подметке делать отверстия под крепеж.






Собираем аппарат
Передняя, задняя бабка и суппорт предварительно устанавливаются на опорную плиту. Проверяется их соосность и параллельность. После этого узлы закрепляются на станине.
- Крепится к основанию передняя бабка.
- Устанавливаются направляющие.
- Монтируется ходовой винт.
- На направляющие устанавливается суппорт, через него пропускается винт и крепится в муфте.
- Выставляется задняя бабка – неподвижный центр.
Изготавливаем 3-кулачковый патрон
Крепление планшайбы патрона к шпинделю осуществляется через резьбовую или коническую втулку. Ее можно выточить самостоятельно из дерева, желательно твердой породы. Для этого на место шпинделя закрепляется электродрель.
Сверло заменяется зенкером или зубчатой фрезой для ручного фрезера. Торец заготовки прижимается к инструменту и вращается вместе с ним. Резец подводится суппортом и перемещается поперечно салазками. Обработка производится в ручном режиме управления.
Для соединения с планшайбой, втулка изготавливается с фланцем по размеру отверстия в диске. Разметить 3 паза на планшайбе от центра строго под 120⁰. Они не должны до края 12–15 мм и от втулки быть на расстоянии 8–10 мм.
Вырезать фрезером пазы. Использовать режущий инструмент диаметром 8 мм – ширина паза. Если фреза тоньше, использовать шаблон.
При отсутствии фрезы диаметром 8 мм, ровные закругленные края паза выполняются сверлом соответствующего диаметра, затем паз между ними вырезается другим инструментом.
Кулачки изготавливаются из металлического уголка. К торцу привариваются сегменты кольца, разрезанного из толстостенной трубы. В одной полке уголка сверлится 2 отверстия по размеру паза и через них болтами кулачки фиксируются в нужном положении на планшайбе.
При обработке стали и чугуна возникают большие напряжения. Деревянный патрон не выдержит нагрузок и разрушится. Необходимо изготавливать стальную: втулку и планшайбу.








Делаем регулятор скорости вращения
Скорость вращения электродвигателя не регулируется и не соответствует количеству оборотов детали для качественной обработки. Изменять ее можно, используя:
- зубчатое зацепление;
- ременную передачу;
- цепную передачу.
Изготовление звездочек в домашних условиях невозможно. Проще всего сделать шкивы разных диаметров, и вращать шпиндель от электромотора через ремень. В этом случае изготовив несколько деталей разного диаметра, перекидывая ремень, можно получать разую частоту вращения детали.
Выбираем источник питания
Токарному станку с ЧПУ оптимально подойдут шаговые двигатели. Ими проще, чем другими, управлять в автоматическом режиме через компьютер или электронный блок.
Можно на вращения шпинделя установить мотор со стиралки или другого поломанного домашнего оборудования. На привод суппорта подойдет менее мощный с дрели. Важно, чтобы они работали от сети 220 В.
Коллекторный двигатель не подходит для настольных станков. При падении напряжения в сети у него увеличивается скорость – количество оборотов.








Конструируем двухосевой держатель инструмента
Резец вдоль оси вращения перемещается вместе с суппортом. Для поперечного движения на салазках делаются поперечные направляющие. Между ними устанавливается винт с ручкой на торце. Управление ручное.
Механическое перемещение при обрезке и обработке торцов можно осуществить, подключив винт к маленькому отдельному двигателю.
Настраиваем и регулируем
Устранить все люфты, качение деталей. Подтянуть подшипники. На шпинделе закрепить патрон в него вставить оправку. Электродвигатель переместить по направляющим в основании до полного натяжения ремня. Подвести неподвижный центр к детали. Включить обороты и проверить радиальное и осевое биение. Отрегулировать регулировкой задней бабки.
Проехать суппортом, с закрепленным к нему индикатором, по верхней и боковой поверхности оправки. Выставить с помощью клиньев, убрать перекос.
Доработка
Самодельный токарный станок подключается к блоку управления ЧПУ. Программа задается через включение и выключение двигателя, прямых и обратных оборотов.
Для изготовления деталей в полностью автоматическом режиме, устанавливается третий двигатель на поперечную подачу салазок.
Советы и рекомендации
Управление токарными станками ЧПУ осуществляется через запуск и остановку двигателей. На подачу каждого направления следует ставить шаговый электродвигатель:
- вращение шпинделя;
- продольное перемещение суппорта;
- поперечное перемещение резцедержателя.
При наличии других автоматических подач, каждая из них подключается к своему двигателю.
Станку с ЧПУ, даже самодельному, необходимы определенные условия эксплуатации и хранения:
- температура в помещении от +10 до +25 градусов;
- влажность ниже 80%;
- стабильное напряжение.
Электроника и электрооборудование чувствительны к перепадам напряжения. Для стабильной работы станка с ЧПУ, необходимо устанавливать стабилизатор напряжения.
Чертежы
Чертежи можно бесплатно скачать по ссылке — Чертежи
Возможные ошибки
Подключение к станку программы с числовым управлением сложный и материально затратный процесс. ЧПУ окупит себя только в случае производства больших партий деталей. Точность изготовления низкая. Самодельное оборудование будет востребовано при обработке дерева в мастерских по изготовлению мебели и других изделий. Металлические детали, требующие точности размеров и чистоты обработки, можно изготавливать в ручном режиме.
При монтаже основных узлов на станине сваркой получается монолитная жесткая конструкция. Но она имеет свои недостатки. При неподвижном соединении невозможно регулировать соосность центров и их параллельное расположение относительно движения суппорта. Приваривать можно только направляющие. Передняя и задняя бабка должны прикручиваться болтами с возможностью регулировки прокладками.
Центр задней бабки должен свободно вращаться. Если нет опорного подшипника, следует ставить шлифованную втулку из чугуна или бронзы. Токарный станок своими руками обойдется значительно дешевле покупного. Проектировать и изготавливать его интересно для умельцев.
Читайте также: