Методы штамповки металлических коронок
Перед предварительной штамповкой, гильзу предварительно обрезают по размерам коронки.
Предварительная штамповка:
- если зуб не круглой, а овальной формы, его сплющивают;
- гильзе придают приблизительную форму на наковальне с помощью молоточка (медный, стальной);
- сначала на округлом отростке наковальни закругляют дно гильзы , затем на соответствующем отростке придают форму;
- удары молоточка наносят от дна гильзы к шейке;
- гильзу отжигают;
- с помощью первого штампика в свинцовой пластинке выбивают отпечаток жевательной поверхности, либо делают отпечаток в мелоте;
- надев гильзу на штамп, вколачивают молотком в гильзу, помещенную в отпечаток в свинце до тех пор, пока не появится отпечаток жевательной поверхности;
- продолжают штамповку ударами молоточка от перехода жевательной поверхности по направлению к экватору, иначе на гильзе образуются складки;
- при полном отштамповании жевательной поверхности гильзу снимают;
- если гильза снимается с трудом, её дополнительно разбивают на штампе или нагревают штамп.
Окончательная штамповка.
Существует 3 метода окончательной штамповки:
1.Метод Паркера (наружная штамповка)
После отжига коронку надевают на окончательный штамп и проводят штамповку в аппарате Паркера, который состоит из пустотелого основания и входящего в него цилиндра. Основание заполнено мальдином или невулканизированным каучуком (контрштамп). Поместив в мальдин штамп коронкой вниз, ударами молотка по цилиндру проводят штамповку. Масса под ударами уплотняется и обжимает коронку по штампику снаружи (наружный метод)
Штамповка может проводиться с помощью пресса, создающего давление 2-3 тонны - отштампованную коронку снимают со штампа, расплавив его.
2.Метод ММСИ (комбинированный)
- штамповку проводят в аппарате бромштром, который состоит из кюветы, внутренняя поверхность имеет 2 или 3 выступа, подставку, пестик;
- изготовление контрштампа:
+ окончательный штамп, покрывают слоем лейкопластыря (толщина его соответствует толщине коронки 0,25-0,28мм.)
+ лейкопластырь покрывает коронку и шейку зуба у премоляров и моляров остается свободной жевательная поверхность, у резцов и клыков - язычная;
+ в кювету заливают легкоплавкий сплав, внутрь помещают штамп с лейкопластырем;
+ после затвердевания сплава, кювету помещают на подставку и выталкивают контрштамп;
- на поверхности контрштампа ножом делают насечки и раскалывают зубилом на 2-3 части;
- удаляют лейкопластырь;
- надевают на штамп коронку и вставляют в ложе собранного контрштампа;
- контрштамп помещают в кювету и ударами молотка по контрштампу (наружная), затем по штампу (внутренняя) штампуют коронку;
- штамповка заканчивается после того, как контрштамп коснется дна кюветы и все его части плотно соединятся.
Металлический штамп взят из наружной штамповки, а контрштамп взят из внутренней штамповки.
- отштампованную коронку подрезают коронковыми ножницами по линии углубления. Края коронки сглаживаются карборундовыми камнями;
- длину коронки проверяют по гипсовому штампику.
3.Метод Шарпа (внутренний):
- подбирают по диаметру медное кольцо, контурными щипцами придают приблизительную анатомическую форму;
- припасовывают кольцо, на окклюзионную поверхность накладывают воск, пациент смыкает зубы, снимают оттиск;
- отливают модель, вырезают гипсовый штамп с кольцом, заливают в кювету легкоплавкий сплав;
- после затвердевания раскладывают сплав, сложив половины получают контрштамп;
- подбирают гильзу, вставляют в ложе контрштампа. Штамповку производят изнутри с помощью деревянных и металлических палочек, заполнив коронку изнутри дробью или каучуком.
Методы штамповки искусственных коронок
После термической обработки гильзу надевают на новый штамп и производят окончательнуюштамповку в аппарате Паркера. Этот аппарат состоит из массивного пустотелого основания и входящего в него цилиндра. Полость основания заполнена мольдином или невулканизированным каучуком. Поместив гильзу со штампом коронковой частью внутрь массы, ударами молотка по цилиндру осуществляют окончательную штамповку. Масса под ударами уплотняется, передавая давление равномерно во все стороны, и гильза плотно обжимается по штампу. Окончательная штамповка может проводиться в специальном прессе, создающем в цилиндре давление до 5 т. Отштампованная стальная коронка со штампа снимается свободно. Для этого его необходимо расплавить в ложке для легкоплавкого металла.
Коронки из золотых сплавов освобождаются от штампа с осторожностью, так как расплавленный легкоплавкий металл очень легко проникает в золото и вызывает его разрушение. Полезно до окончательной штамповки золотой гильзы смазать штамп тонким слоем масла, чтобы создать разделительный слой между золотом и легкоплавким металлом. Перед выплавлением смазывают коронку и штамп маслом и, удерживая пинцетом коронку над слабым пламенем, расплавляют металл. Не следует дожидаться полного расплавления, а при появлении первых капель расплавленного металла нужно резким ударом пинцета о борт ложки выбить остальной металл. Коронку бросают в холодную воду.
Можно расплавить штамп в кипящей воде. Этот способ с большей гарантией предупреждает возможность внедрения легкоплавкого металла в золото. Внутри коронки все же могут остаться мелкие частицы легкоплавкого металла, приставшие к стенкам. Их удаляют шпателем или штихелем и тщательно протирают всю коронку ватным тампоном, смоченным в соляной кислоте. Затем коронку кипятят в пробирке с соляной кислотой. Изготовленные коронки после штамповки необходимо термически обработать. Вслед за этим коронку подрезают коронковыми ножницами по линии углубления. Края стальной коронки сглаживают карборундовыми камнями, а золотой—напильником. Точность подрезки следует сверить на гипсовой заготовке штампа. Коронки для мостовидного протеза отбеливать не следует, так как повторное отбеливание после спайки частей мостовидного протеза может истончить коронку.
Штамповка коронок по методу ММСИ (комбинированный способ штамповки)
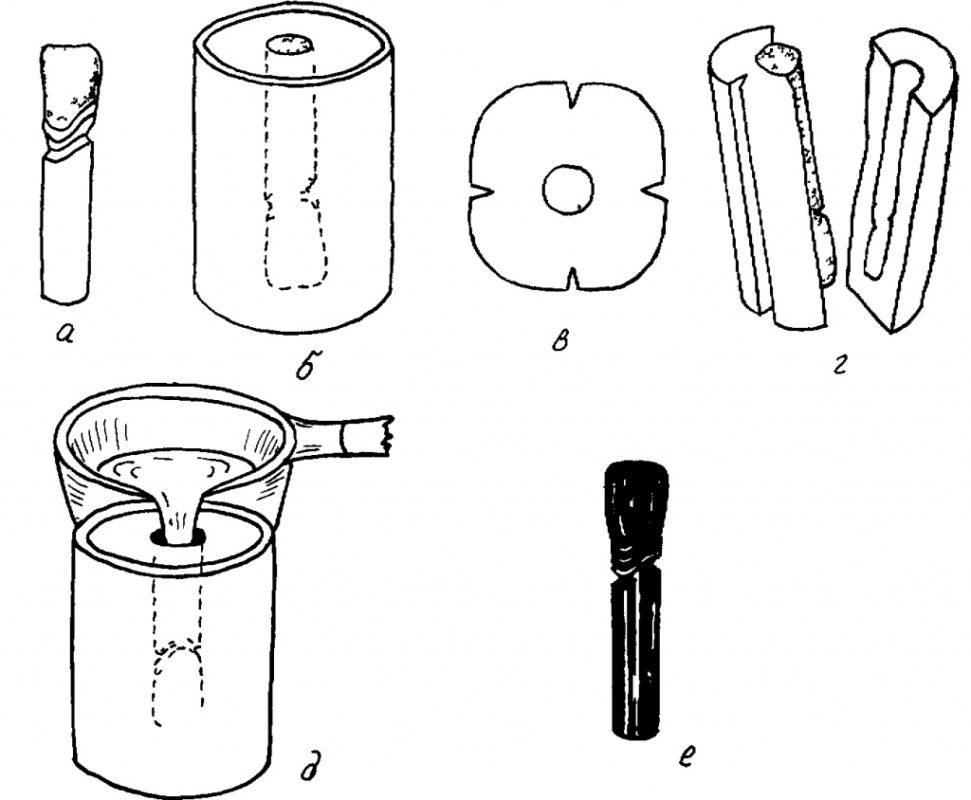
При рассмотренном методе штамповки коронок используется невулканизированный каучук или мольдин как контрштамп. По методу Московского медицинского стоматологического института (Д. Н. Цитрин) этот контрштамп изготавливают из легкоплавкого металла (рис. 75). Предварительно штамповку проводят по описанному ранее методу на первом штампе. Металлический контрштамп получают следующим образом. Второй штамп для окончательной штамповки покрывают слоем липкого пластыря (толщина его соответствует толщине коронки—0,25—0,28 мм) или смазывают маслом и обсыпают тальком или мелом слоем, равным толщине коронки. В специальную кювету, внутренняя поверхность которой сведена ко дну на конус и имеет два или три выступа, заливают легкоплавкий металл. В расплавленный металл опускают металлический штамп коронковой частью вниз до полного ее погружения. После того как металл затвердел, кювету помещают на кольцо-подставку и ударом пестика удаляют из нее контрштамп. По углублениям на поверхности контрштампа зубилом раскалывают его пополам. Если при этом нельзя удалить штамп из части контрштампа, последний раскалывают дополнительно. С металлического штампа удаляют липкий пластырь или тальк, надевают на него отожженную гильзу и вставляют в ложе собранного контрштампа. Контрштамп помещают в кювету и ударом молотка сначала по частям контрштампа, а затем по штампу штампуют коронку. Штамповку заканчивают после того, как контрштамп коснется дна кюветы, т. е. займет первоначальное положение, и все его части плотно соединятся. Вся остальная работа проводится, как описано выше.
Изготовление коронкн по кольцу (способ внутренней штамповки)
Этот метод применяется при значительном разрушении коронковой части зуба, когда слепок не даст точного рельефа шейки зуба. Измерив биндратом (тонкая проволока) объем шейки зуба, заготавливают золотое или стальное кольцо. Врач припасовывает кольцо к зубу, уточняя по его десневому краю край коронки. Затем оформляют вестибулярный и окклюзионный края таким образом, чтобы они не мешали окклюзионным движениям. В кольцо вводят воск и моделируют жевательную поверхность. По затвердении воска с обеих челюстей снимают слепки. По слепкам в лаборатории получают модель, на которой остается припасованное кольцо. Из кольца выплавляют воск и осторожно снимают кольцо. Жидким маслом смазывают гипс для предупреждения прилипания к нему воска. После изоляции маслом кольцо помещают на модель и моделируют на нем жевательную поверхность и экватор, нанося на его окклюзионный край, вестибулярную и другие поверхности моделировочный воск. Пока воск на окклюзионной поверхности не затвердел, смыкают окклюдатор. Дальнейшее моделирование производят по известным правилам (рис. 76).
Кольцо осторожно снимают с модели так, чтобы не повредить контуры воска. В воск вводят металлические литникобразующие штифты. В процессе литья расплавленный металл как бы приваривается к металлическому кольцу. Если при отделке коронки после литья обнаружены зазоры между кольцом и отлитым металлом, этот участок можно легко заполнить припоем. Можно также перед моделированием опаять край кольца тонким слоем припоя, что способствует лучшему соединению двух металлов.
35 По лабораторной технологии металлические протезы различают изготовлением по методу литья цельно — литые и штамповано — паяные.
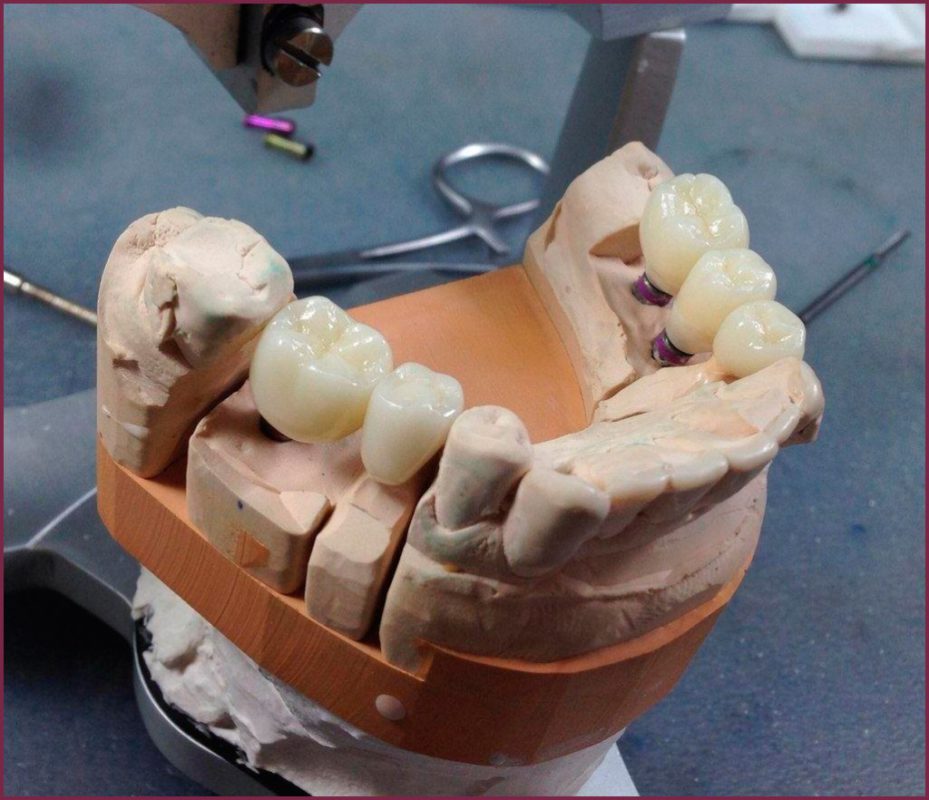
Клинико-лабораторный этап изготовления штампованного паяного мостовидного протеза с цельно-металлической промежуточной частью:
Клинический этап (в присутствии врача и пациента, но без зуботехника):
1) обследование пациента и постановка соответствующего диагноза (составление плана протезирования);
2) препарирование опорных зубов под штампованные коронки (придание культи зуба цилиндрической формы и с жевательной поверхности по толщине металла снимают твёрдые ткани), создание относительной параллельности для того, чтобы наиболее удачно установить будущий протез;
3) получение оттисков. Рабочий оттиск получают гипсом, альгинатным или селиконовым материалом. Вспомогательный получают гипсом, альгинатным, термопластическим и силиконовым материалом.
Лабораторный этап (без присутствия пациента и врача, а только зуботехника):
1) изготовление модели (загибсовка в оклюдатор, гравировка шейки, изготовление анатомической формы зуба, врезание гипсового штампика, получение гипсоблока)
2) изготовление штампованной коронки (предварительный и окончательный), через аппарат самсон протягивание гильзы её обжиг, после чего проводится предварительная штамповка, опять обжиг и окончательная штамповка, потом контрольный обжиг, подрезание коронки и её обработка;
Снова клинический этап, в котором зуботехник передаёт свою работу лечащему врачу. При этом проделывают припасовку штампованных коронок. После того как врач примерил их у пациента и в случае если врача это устраивает, он снимает очередной слепок, но уже вместе с коронками, изымает эти же коронки, обрабатывает их и передаёт полученный результат зуботехнику.
Лабораторный этап:
1) наполнение воском штампованной коронки (с условием, чтобы была надёжная опора и их можно было снять с модели);
2) отливается модель и заполняется в оклюдатор;
3) моделирование промежуточной части; очищение мест пайки от окисной плёнки (путём очищения карборундовой головкой между вестибулярной и оральной поверхности зуба которая обращена в сторону дефекта, то есть механической обработкой (силой трения); моделирование воском (Лавакс), а именно щёчные, нёбные, язычные бугорки, вестибулярную, оральную поверхности. Делается скос в области вестибулярной поверхности;
4) замена воска на металл методом литья;
5) проведение паяния и очистка от припоя;
6) тщательное отбеливание;
Клинический этап: проверка конструкции мостовидного протеза. Если протез подходит, то этот же протез вновь передаётся зуботехнику.
1) полировка (шлифуется жёсткой волосяной щёткой с участием пасты ГОИ (государственный институт оптических измерений);
2) передача готового протеза лечащему врачу;
Клинический этап — окончательный. В нём лечащий врач стоматолог примеряет и фиксирует протез в полости рта у пациента, а именно проводится окончательная припасовка и фиксация цементом. При этом касательная форма на верхней челюсти применяется по всей зубной дуге, а снизу на фронтальной поверхности. Промывная форма применяется в боковом отделе нижней челюсти.
Если протез метало-керамический, то применяется расширенная касательная или полу седловидная.
Применяются и овоидные понтики (наиболее часто применяется в США) — это промежуточная часть мостовидного протеза.
Рекомендую приобрести ирригаторы, которые прочищают полость рта.
Возможные требования для данного типа протеза:
1) боковые стенки должны быть твёрдыми, экватор не моделируется;
2) валик должен быть несколько шире и выше коронок;
3) бугорки жевательных зубов должны быть закруглены;
4) от тела мостовидного протеза язычную сторону этой коронки необходимо отвести отросток;
5) не должно быть резкой выраженности у бугров;
6) коронка должна касаться слизистой оболочки альвеолярного отростка в переднем отделе, либо иметь промывное пространство в боковых отделах (от 2 до 3 мм);
7) острые углы должны отсутствовать;
8) поверхность должна быть гладкой;
Ежедневно протез необходимо чистить, особенно после приёма пищи. Но, в принципе, при наличии ирригатора чистка протеза будет не такой надоедливой как кажется. При прочих дефектах протеза, следует обращаться к врачу, поскольку этот недостаток существенно отразиться на тканях десны и тканях рядом прилежащих зубов.
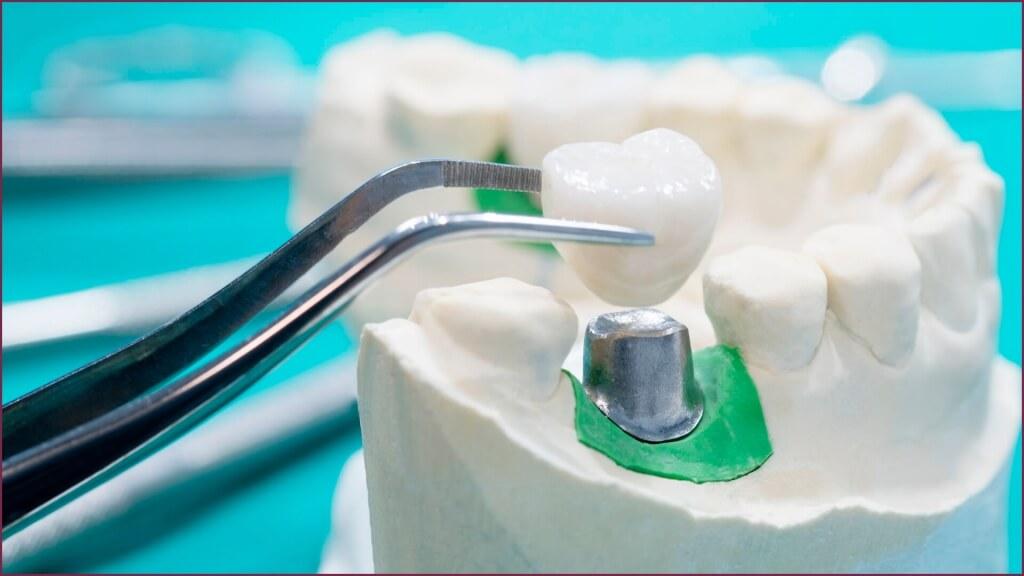
Изготовление штампованной коронки этапы изготовления
Штампованные коронки представляют собой один из распространенных вариантов реставраций для восстановления эстетики зубных рядов, функциональных характеристик. Это имитации естественной формы зуба в виде колпачка, который одевается на подготовленную культю, либо стандартный абатмент или индивидуальный.
Все этапы процесса изготовления и установки делят на клинический и лабораторный, предлагаем подробнее ознакомиться с каждым из них.

Изготовление коронок для зубов, препарирование

Затем формируется два оттиска с верхней и нижней челюсти пациента:
В этом случае задействуются оттискные массы, альгинатные или полиэфирные. Процесс проходит по классической схеме с использованием ложек, в которые загружается состав, после чего вдавливается на челюсть и фиксируется до схватывания отпечатка. Готовые изделия оцениваются на предмет соответствия требованиям реставрации, дезинфицируются.
Изготовление коронок — чередование этапов
Далее начинается первый лабораторный этап – отливаются гипсовые модели челюстей, а так же формируются восковые базисы с окклюзионными валиками, которые позволяют выявить соотношения челюстей и единиц при естественных движениях. Валики используются не для всех операций.
Затем снова проводится клинический этап, который сводится к определению центральной окклюзии. Это основное отношение челюстей, которое необходимо для создания качественной реставрации.
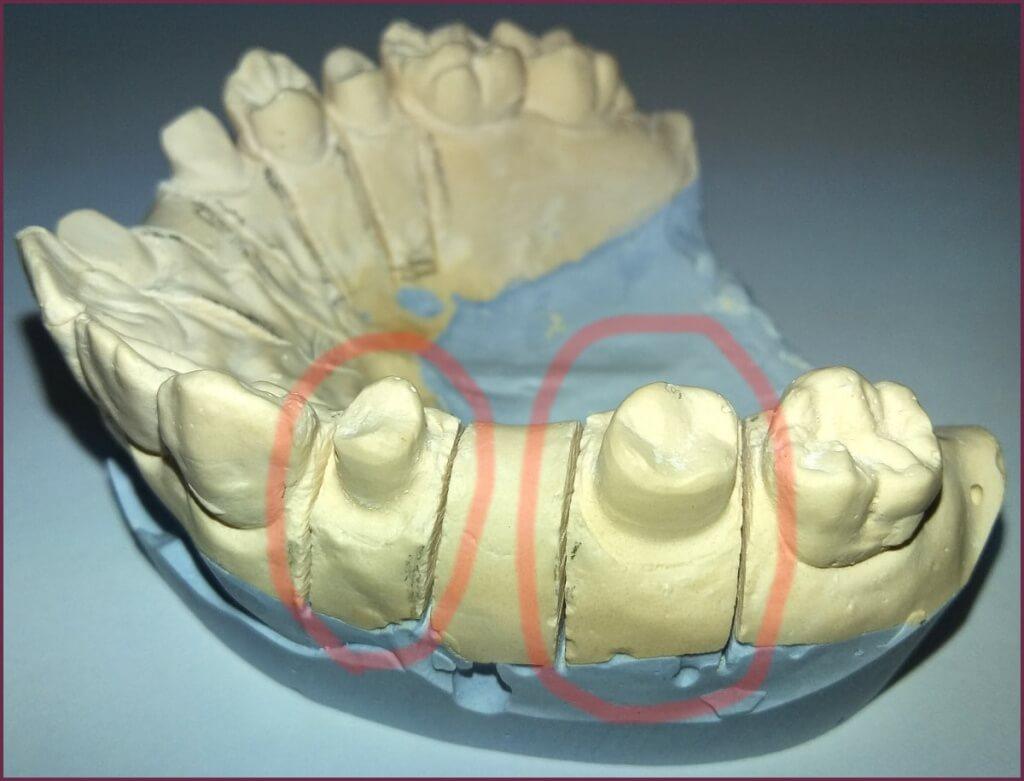
Снова лабораторный этап, подразумевающий подготовку придесневой части гипсовой единицы, это необходимо для изготовления штампованной коронки. В процессе происходит гравировка шейки скальпелем, придающая контуру четкость и выраженную ступеньку границы, шейка обозначается химическим карандашом.
Модели из гипса фиксируются в артикуляторе или окклюдаторе, осматриваются визуально на предмет явных отклонений, проверяется степень разобщения с антагонистами. Четкость контуров шейки повышается за счет снятия излишков или наплывов гипса, для этого задействуется глазной скальпель. Шейка обводится химическим карандашом, по апроксимальным сторонам штампа проводится сепарация.
Изготовление коронок — моделирование и штампы
Моделирование проводят при помощи специального одноименного воска, на гипсовую культю он укладывается слой за слоем до получения необходимого объема. Затем заготовка обрабатывается для передачи естественной геометрии и всех поверхностей коронковой части.

Последовательность следующая:
До линии шейки сохраняется небольшой отступ, буквально в 1-1,5 мм, в противном случае будет увеличен объем этого участка и не удастся добиться плотного обхвата основания искусственным изделием. Важно воссоздать компонент не полностью идентичный природному, а уменьшить его объем на толщину металла будущей коронки.

Затем формируется штамп из гипса – заготовка для металлического. Из гипса плоской пилочкой вырезается модель, диаметр нижней части которой равен диаметру шейки зуба. После выпиливания штамп опускается в холодную воду на 5-10 минут.
Более сложным и многоэтапным является изготовление штампа из металла.
Для этого создается форма из двух половин, которая создается на основе металлической рамки со следующими параметрами:
— борта высотой 20 мм;
— длина 150-200 мм, но может быть больше.

В эту форму заливают замешанный гипс, который сглаживается шпателем. За это время (пока заполнялась и разглаживалась рамка) заготовки штампов пробыли в холодной воде достаточное время, их извлекают. В гипс компоненты погружаются апроксимальной стороной на половину, расстояние между заготовками 5 мм. Затвердевшую гипсовую форму извлекают из металлической рамки и выравнивают поверхность, по краям бруска формируют два углубления в виде конуса.
Брусок погружают в воду, холодную, выдерживают так 2-3 минуты и заливают 20-30 мм гипса, чтобы получить вторую половину формы. Выдерживается необходимое время для твердения, после чего форма раскрывается, заготовки удаляются, ложе расширяется у основания и обе половины совмещают по созданным ранее коническим выступам.
Заливается для штампов легкоплавкие металлы, которые расплавляются в специальной ложке, оснащенной деревянной ручкой. Для заливки используются отверстия в ложе, далее необходимо выждать время для застывания металла. Охлажденные половинки с штампами раскрывают, готовые компоненты удаляют и отправляют на дальнейшие этапы.
Изготовление коронок — гильза и предварительная штамповка
Гильза для выполнения следующего этапа используется стандартная, диаметр подбирается аналогичный диаметру шейки зуба. Если из существующего ассортимента ничего не подходит, можно подогнать под необходимые параметры стандартную гильзу, путем ее протяжки.
Для этого используются аппараты “Шарп”, “Самсон” или аналогичные по возможностям. Если деталь подготовлена правильно, то на штамп она натягивается плотно, с приличным усилием. После постановки ее обжигают.

Далее необходимо провести предварительную штамповку коронки, с этой целью гильза обрабатывается механически на наковальне, небольшим молотком, снова проводится обжиг. Теперь первый штамп используется, чтобы выбить в свинцовой пластинке углубление, идентичное жевательной поверхности и режущей кромке на штампе.
Гильза надевается на штамп и он вбивается в другую гильзу, которая помещена в углубление свинцовой пластины. Необходимо получить отпечаток поверхности зуба, после чего гильза повторно проходит этап температурной обработки (обжига).
Изготовление коронок — окончательная штамповка
Окончательная штамповка коронки проводится двумя методами:
— по методу Паркера.
В первом случае после описанной предварительной штамповки нужно получить контрштамп. Для этого второй штамп покрывается липким пластырем толщиной в пределах 0,25-0,28 мм. Кювету с конически сужающимся дном заливают легкоплавким сплавом и погружают в него полностью штамп коронковой частью вниз. После твердения сплава на кольце-подставке выбиваются контрштампы при помощи пестика.

Далее контрштампы раскалывают зубилом на две половины, пластырь с металлической детали удаляется, надевается отожженная гильза и вставляется в контрштамп на место ложа. Контрштампы помещаются в кювету, коронка штампуется молотком, необходимо наносить удары до того момента, пока контршатмп не дойдет до исходной позиции на дне кюветы.
Метод Паркера подразумевает использование одноименного аппарата, в нем происходит окончательная штамповка с использованием нового штампа.
Конструктивно аппарат Паркера – это массивная пустотелая основа и цилиндр, который в нее входит. Полость заполняется вулканизированным каучуком/мольдином, в этом веществе происходит окончательная штамповка за счет помещения в него гильзы коронковой частью внутрь и механического воздействия (ударами молотка по цилиндру). При необходимости используют пресс, развивающий давление в 2-3 атмосферы.
Готовая коронка снимается со штампа, очищается, кипятится в пробирке с соляной кислотой. Кромка обрезается коронковыми ножницами, необходимо точно соблюсти линию углубления. Если выпускается изделие из стали, то края обрабатываются карборундовыми камнями, если из золота – то достаточно использовать напильник для сглаживания.
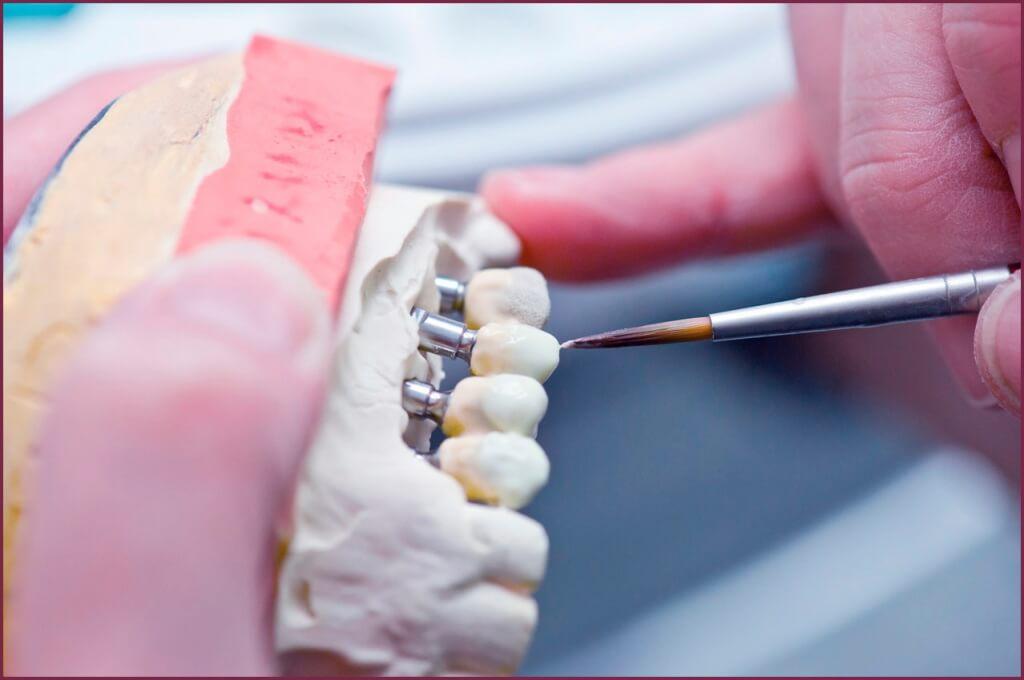
Финальные клинико лабораторные этапы изготовления штампованной коронки
В финале изготовленная коронка примеряется в ротовой полости и все выявленные недостатки корректируются. Важно убедиться в отсутствии видимых повреждений и гладкости поверхности, все поверхности и края должны быть четко выражены.
Штампованные протезы или литые — сравнение
— технология отработана, что позволяет реализовать потенциал используемого оборудования и материала в полной мере.
Основные и вспомогательные материалы в ортопедической стоматологии включают ряд составов, которые отличаются упрощенной обработкой, но не используются постоянно.
Основные характеристики

Для сравнения двух вариантов восстановления утраченных единиц и функций зубных рядов стоит оценивать конструкции в схожих условиях.
В частности, в обоих случаях фиксация проводится с применением фосфат цемента, сравниваться будут компоненты на всех этапах создания протеза:
— гравировки уступов и шейки.
Для анализа применяется метод наружной штамповки. При подборе компонентов учитываются виды имплантатов и особенности различных имплантационных систем.
Стоит отметить, что сравнительные анализы различных типов стоматологических конструкций проводятся постоянно и имеют важную цель: они позволяют сделать труд техника более эффективным и оценить/пересмотреть основные аспекты ценообразования.
Цельнолитые системы являются перспективным направлением деятельности, но специалисты при их реализации сталкиваются с рядом трудностей. В частности, до сих пор нет простых и дешевых решений для компенсации усадки металлов и сплавов, применяемых в стоматологии.
Металлы используются далеко не всегда, значительную долю реставраций составляют полимеры, как выжигаемые абатменты, которые формируются на основе пластика, выгорающего без зольного остатка. Технология изготовления цельнолитых коронок обеспечивает структуре однородность.

Штамповка
Используются штампованные коронки при серьезном разрушении единицы вследствие кариеса, травм и прочих причин. Обычно это весь список проблем, которые не получается устранить при помощи вкладки или пломбирования. Часто применяется метод для изменения формы единиц, в том числе при подготовке опоры для кламмеров.
На базе изделий формируют опорные компоненты для мостовидных структур, при патологической стираемости, аномальных эстетических аспектах (форма, цвет), для установки ортодонтических и челюстно-лицевых аппаратов различной природы, шинирования, удержания лекарств. Добиться можно и высоких эстетических результатов, но для этого уже используется облицовка.

Штампованная коронка должна соответствовать ряду требований, в частности:
— полностью восстанавливать анатомические параметры зубов;
— погружаться в ткань десны (зубодесневую бороздку) на глубину 0,2-3 мм;
— восстанавливать точки контакта с антагонистами и соседствующими единицами.
Штамповка при фиксации на цементе обладает следующими слабыми сторонами:
— связующее вещество (цемент) постепенно рассасывается, однако, этот недостаток имеется и у цельнолитых компонентов. Частично нивелировать эффект позволяет качественное прилегание коронки к шейке единицы;
— если прилегание не плотное, то постепенно под искусственную деталь будет попадать пища, что всегда провоцирует кариозные процессы в районе шейки;
— в случае продолжительного ношения начинается стирание поверхности, особенно заметно оно в случае ошибок техника на этапах моделировки, препарирования и на всех этапах подготовки изделия;
— функции могут быть восстановлены не полностью, в частности при малом опыте техника, но может нивелироваться за счет выбора технологии штампования.

Плюсы штампованных изделий в возможности минимально обтачивать сохранившуюся ткань, достаточно 0,25 мм слоя. Готовые компоненты подойдут для работы на участке жевательных зубов, где необходима высокая надежность и прочность. Доступность метода – его главное преимущество.
Для выпуска используется нержавеющая сталь, в частности марки 1Х18Н9Т. В заводских условиях на их базе формируют гильзы-цилиндры толщиной от 0,25 до 0,27 мм. Лабораторные технические средства позволяют подогнать показатели заготовки под требуемые условия. Золото используется 900 пробы за счет оптимальной мягкости, припой для заливки изнутри задействуется 750 пробы. Для ряда модифицированных структур используются пластики и композиты. Для детей применяют никель-хромовый сплав. Если проводится изготовление цельнолитой коронки лабораторные этапы чередуются с клиническими для лучших результатов.
Цены на изделия стартуют примерно с тысячи рублей и достигают 2,5-3 в зависимости от региона и политики выпускающей фирмы.
Литье
По данной методике выпускаются в основном компоненты для мостовидных структур, процесс занимает несколько этапов:
— после анестезии начинается препарирование единиц, нужно добиться строгой параллельности;
— затем формируется круговая обвязка всех опорных элементов, получают общий и уточненный слепок;
— после этого выполняется ряд манипуляций со слепками, которые позволяют получить точную заготовку;
— в подготовленную форму заливается расплавленный металл, после его застывания проводится обработка, подгонка, корректировка по необходимости.

Мостовидный протез задействует искусственные единицы в качестве опоры, промежуточная часть между опорами располагается так, чтобы не ослаблять структуру. При опоре на естественные единицы нагрузки при эксплуатации равномерно передаются на пародонт. Система в виде моста чаще всего применяется для реставрации отдельных передних единиц.
Важной частью процессы выпуска моста является необходимость спайки его составных. От качества проведения процесса зависит функциональность и надежность конечной конструкции, комфорт ее эксплуатации и скорость привыкания.
Показания и противопоказания для протезирования литыми структурами в первую очередь требуют анализа состояния зубных рядов и отдельных компонентов. Важно оценить протяженность дефекта, подходит метод для средних и малых дефектов, а так же на концевых участках рядов. В последнем случае мостовидная структура имеет только одностороннюю опору. Классификация материалов в ортопедической стоматологии позволяет подобрать оптимальный вариант для определенной ситуации.
Учитывать нужно следующие аспекты:

— состояние пародонта опорных элементов, которые расположены по краям от дефектной области;
— зубы должны быть устойчивыми, что обычно означает, что пародонт здоров. Если компоненты подвижны, значит ткани пострадали, изменения происходят глубоко в структуре, потому нужно их тщательно оценить и проанализировать;
— даже устойчивость единиц не свидетельствует о состоянии пародонта. Может потребоваться дополнительное рентгенологическое обследование в случае наличия ряда признаков: обнажение шеек, патологические костные и десневые карманы, гингивит;
— если пломбы, коронки, установленные ранее, имеют повреждения, дефекты, стерлись, изменили эстетические показатели, то причины и возможные последствия так же следует подробнее оценить, при необходимости удалить или заменить структуры.
Проводить работы описанного уровня хорошо помогает диагностическая модель, она же необходима для оценки окклюзионных положений. Особого внимания требуют мосты с односторонней опорой, так как пародонт может серьезно пострадать при задействовании описываемых структур на жевательном участке.
Актуально применять односторонние системы в случаях, когда нет возможности установить съемные аппараты, но в этом случае антагонистами протезной системы должны быть единицы съемного протеза.

Качественная структура этого класса будет получена только при задействовании двух зубов в форме опоры, искусственные компоненты не должны быть больше премоляров.
Окклюзионные отношения тщательно оцениваются и выравниваются для получения надлежащего результата. Тело структуры должно иметь не меньше одной искусственной единицы.
Противопоказания для литых конструкций следующие:
— если дефекты задействуют слишком много зубов, а ограничиваются компонентами с различным направлением волокон периодонта;
— опорные компоненты подвижны, коронки слишком низкие;
— если коронки опорных элементов слишком высоки, а корни уходят неглубоко. В этом случае зубам просто может не хватить прочности закрепления в тканях, чтобы выдержать нагрузки.
Цены мостовидных структур варьируются аналогичным образом, что и любые протезные системы. Цена может сильно измениться, если необходимо создавать опорные элементы или при сложных случаях. К примеру, за один имплантат стоимость начинается от 20 тысяч.
Подведем итоги

Исходя из основных аспектов, перечисленных выше, выведем несколько тезисов, которые позволят объективно оценить параметры и перспективы развития рассмотренных методик реставрации зубных рядов:
— литые компоненты демонстрируют меньший риск возникновения электрохимических реакций. В этом случае структура сплава однородна, потому не появляется привкус металла во рту, нет неприятных ощущений, изменений цвета и состояния тканей;
— литье точнее, шейка зуба схватывается надежно и не происходит травмирования мягких тканей. Дефекты возмещаются наиболее полно, сокращается время привыкания и дискомфорт на всех этапах использования;
— зубные протезы допускается облицовывать пластиком или керамикой. В этом случае достигается лучший эстетический результат, а так же повышается устойчивость основы к коррозийным процессам, воздействию активных сред. Результатом становится увеличение сроков службы реставрации;

— литьевые технологии при внедрении в практику стоматологов и лабораторий позволяет упростить работу, сократить ряд этапов выпуска и обработки, что касается как клинических, так и лабораторных работ. Это приводит к существенному удешевлению и повышению качества готовых изделий, однако, значительная часть аспектов зависит от умения и оснащенности техника;
— цельнолитые протезы не требуют в процессе выпуска использования активных и потенциально опасных веществ, как кислоты и щелочи. Это значительно упрощает работу техников, исключает риски и вред для здоровья персонала, контактирующего с материалами.
Изготовление коронок для зубов
Коронки предназначены для реставрации утраченных единиц, в основном одиночных. Используется для изготовления различный материал от металлов до современных композитов и керамики, как диоксид циркония.
Конструктивно они могут быть монолитными или составными.
Для каждого варианта применяется свой комплекс требований к обработке и изготовлению. Рассмотрим такие этапы, как препарирование и некоторые шаги выпуска изделий.
Общие особенности препарирования
Так как коронка в простейшем виде – это колпачок из материала, который надевается на обточенную культю. Используется либо естественный сохранившийся зуб, для снятия части материала и подготовки опоры, либо абатменты имплантатов.
Показаниями для применения метода являются:
— если зуб разрушается и коронка позволит его сохранить на длительный период;
— если есть риск повреждения единицы частями протезной конструкции;
— для создания надежной опоры протеза. Например, штампованные и цельнолитые компоненты могут использоваться при создании опоры для бюгельных и пластиночных структур;
— чтобы изменить окклюзионные соотношения челюстей при восстановлении.

Для цельнолитых коронок используют один из 4-х методов препарирования:
— тангенциальное без уступа;
— с полукруглым уступом;
— с прямоугольным циркулярным уступом;
— со скосом в 135 градусов.
Готовая конструкция должна передавать анатомическую форму, плотно обхватывать шейку единицы, край не должен погружаться в борозду десны более чем на 0,2-0,3 мм.
Нужно исключить завышение межальвеолярной высоты в центральной окклюзии, а так же помехи жевательным движениям.

Этапы обработки следующие:
— сепарация контактных поверхностей, для этого используется диск или игольчатая алмазная головка небольшой толщины;
— далее сошлифовываются оральные поверхности;
— режущие кромки обрабатываются на 1,5-2 мм, но с сохранением ориентиров для анатомического положения бугров.
Для металлокерамики и фарфора нужно создать сепарационную борозду, глубина ее равна удаляемому слою. Штампованные изделия должны иметь диаметр, равный сечению шейки единицы.
С вестибулярной поверхности нужно добиться небольшого погружения в десну, это не позволит реставрации выделяться при общении. Ширина уступа варьируется в пределах 0,6-1,5 мм.
Готовая культя должна иметь коническую форму, что идеально для металлокерамики и фарфора.
Особенности литых и штампованных коронок
Рассмотрим особенности препарирования под цельнолитые компоненты, штамповку, литые коронки с облицовкой.
Инструментом для удаления части эмали является бормашинка.
Необходимо удостовериться, что наконечник не бьет, иначе может снизиться точность. Сам процесс проводится прерывисто, чтобы исключить перегрев поверхности, для этого так же подойдет водяное и воздушное охлаждение.

В качестве инструментов понадобится следующий набор:
— диски для сепарации;
— боры для снятия грубой стружки, быстрой обработки на необходимую глубину;
— более щадящая обработка – снятие мелкой стружки при помощи карборундовых/алмазных насадок конической формы, заостренных, торцевых;
— шлифовка/полировка за счет финиров и полиров.
При работе нужно избегать длительного удержания на одном месте, иначе это может привести к ожогу пульпы, вскрытию полости единицы, повреждениям слизистых и мягких тканей.
Штампованые коронки
Штамповка противопоказана при патологической стираемости зубов, не подойдет при восстановлении размеров единицы в вертикальной плоскости.

Препарирование в этом случае происходит следующим образом:
— сначала сепарация контактных поверхностей, для чего используется алмазный диск;
— затем нужно снять 0,25-0,3 мм с режущих и жевательных кромок, при этом важно сохранить жевательные поверхности;
— сошлифовываются нависающие края, выпуклые части по экватору вестибулярной/оральной стороны.
Необходимо получить цилиндрическую форму в итоге, потому диаметр коронки не должен превышать диаметра шейки восстанавливаемого зуба.

Полный цикл выпуска штампованной коронки включает следующие пункты:
— получение гипсовых моделей;
— определение центральных окклюзионных взаимоотношений;
— моделирование из воска;
— формирование гипсового штампика;
— изготовление штампиков из легкоплавкого сплава;
Пластмассовые коронки
Этот вариант обычно рассматривается в качестве временного восстановления утраченных единиц на период создания более масштабной и качественной конструкции.
Противопоказаниями для этого метода восстановления является 1-2 класс дефектов Кенеди, патологическая стираемость или если опорный элемент слишком широкий и низкий.
Этапы немного отличаются от штамповки:
— снятие двойного слепка при помощи силиконовой массы (для рабочей модели) и альгинатной (для вспомогательной модели);
— определение центральных взаимоотношений;
— определение цвета пластика согласно выбранной шкале, проводится при естественном освещении;
— создание моделей путем гипсовки в артикуляторе/окклюдаторе;
— гипсовка в кювете;
— замена восковой композиции пластиком;

Цельнолитые коронки
Цельнолитая коронка в области шейки препарирование составляет 0,3-0,5 мм, по бокам – 0,5-1,2, с окклюзионной поверхности 1-1,5, конвергенция составляет 7 градусов.
Этапы выпуска следующие:
— до препарирования снимается слепок альгинатной массой;
— снятие двойного слепка силиконом для рабочей и альгинатной смесью для вспомогательной модели;
— центральную окклюзию определяют за счет восковых базисов с окклюзионными валиками/силиконовыми блоками;
— модели гипсуются, создается восковой или пластиковый колпачок;
— воском достраивается анатомическая форма единицы;
— выплавляется заготовка из сплава;
— коронка припасовывается и проводится коррекция;
Если на цельнолитой основе предполагается создать пластиковую облицовку, то нужно глубже отпрепарировать единицу. В частности, с боков углубиться уже на 1,5-2 мм, с окклюзионной поверхности на 1,5-2.
Так же в список этапов включается нанесение и фиксацию пластика на металлической основе.
Аналогичные характеристики препарирования и изменения в этапах работы происходят при создании цельнолитой конструкции с керамической облицовкой.
Слои фарфора наносятся с промежуточной сушкой на предварительно отпескоструенную поверхность.
Фарфор
Коронки на основе фарфора не подойдут для восстановления нижних резцов, при низких природных опорах, глубоком прикусе, слабом пародонте, бруксизме, эпилепсии и для протезирования в детском возрасте.
— создается временная пластиковая коронка для защиты опоры. Для этого проводится препарирование, ретракция;
— снимается слепок силиконовой и альгинатной массой, соответственно для рабочей и вспомогательной модели;
— оттиски переводятся в материал за счет гипсовки в артикуляторе/артикуляторе;
— формируется платиновый колпачок, на который послойно наносится облицовка. Слой за слоем с промежуточным обжигом массы;
— далее проводится припасовка, коррекция окклюзии и цвета;
— фольга извлекается, наносится глазурь;
— готовый компонент фиксируется.

Припасовка
Припасовка должна проводиться с точностью, чтобы выявить все несоответствия.
Для этого коронку без усилия продвигают в зубодесневую бороздку, если кромка мягких тканей побелела, значит низ коронки нужно сточить. Слишком широкие края подгибаются внутрь. Проверяются контактные пункты и взаимоотношения с антагонистами.
Данный способ уступает по прочностным характеристикам диоксиду циркония, но внешне его превосходит.
В сфере стоматологических материалов постоянно ведется поиск новых веществ и методик, именно прочность и визуальное сходство с природными зубами стали передовыми направлениями.
Читайте также: