Методы контроля качества соединений металлических конструкций
Металлоконструкции широко применяются при строительстве быстровозводимых ангаров, сооружений, при изготовлении промышленного оборудования, рамных конструкций транспорта и спецтехники, опор ЛЭП и др. Поэтому от качества самих металлоконструкций, соединений всех их элементов во многом зависит надежность, долговечность и безопасность объектов, для которых они изготавливаются. Процентное соотношение химических элементов в сплаве, степень обработки поверхности, соблюдение технологий металлообработки (закалки, антикоррозийной защиты), правильное проектирование с соответствующими теоретическими расчетами по нагрузкам, условиям эксплуатации – всё это, в конечном счете, определяет качество металлических конструкций. При этом понятие «качество» не является маркетинговым, расплывчатым – оно определяется по действующим СНиП, ГОСТ, другим нормативно-техническим документам. Контроль качества на предприятии проводится в соответствии с разработанной и внедренной системой управления качеством продукции.


Этапы контроля качества металлоконструкций
На всех этапах производства на заводе контроль качества металлических конструкций осуществляется специалистами отдела технологического контроля (ОТК). Сюда относятся следующие проверки:
Нормативно-техническая документация в отношении металлоконструкций
Изготовление металлоконструкций, использующихся при возведении зданий и сооружений в соответствии с классификацией ГОСТ 27751, осуществляют заводы и предприятия с соответствующими допусками СРО. Разработка проекта и подготовка деталировочных чертежей выполняются с учетом требований Федерального закона № 384-ФЗ от 30.12.2008 г. Для каждой конструкции или изделия завод-изготовитель выпускает техническую документацию в форме и объеме, выбираемыми самостоятельно исходя из особенностей производства, сложности и назначения продукции.
При проектировании и изготовлении металлоконструкций должны соблюдаться требования следующей нормативно-технической документации:
Требования к подготовке материалов перед их подачей в производство
Перед использованием металла, ЛКМ, сварочных материалов и крепежей требуется проверках на соответствие требованиям:
- Для металлопроката после правки: отсутствие трещин, отслоений; предельный прогиб профильного проката – не более 0,001l на 10 мм по всей длине, и не более 1 мм на 1 м; плоскостность листовой стали должна соответствовать допустимых показателям по ГОСТ 19903.
- Для сварочных материалов: подача в упаковке с маркировкой в цех в объеме, необходимом для суточных работ; очистка от ржавчины и загрязнений; при необходимости проволока подается смотанной в бухты или намотанной на катушки.
- Для лакокрасочных материалов для покраски или антикоррозийной обработки: состояние в соответствии с требованиями техрегламента или по технологической карте; подготовка ЛКМ (размешивание, разведение, добавление отвердителей и пр.) осуществляется в краскоподготовительном цехе; подача в цех подготовленных ЛКМ осуществляется в закрытой таре или по трубам, если объем для работ за 1 смену превышает 200 кг.
Контроль на этапе производства
В процессе производства для обеспечения требуемого качества металлических конструкций придерживаются следующих требований:
- Разметка, изготовление шаблонов – с помощью инструмента 2-го класса точности, если в производстве не используются автоматизированное оборудование, станки с ЧПУ. При разметке необходимо учитывать припуски на последующую механическую обработку поверхностей, сварочную усадку. Шаблоны маркируются.
- Резка металла, механическая обработка. Не допускаются трещины, заусенцы более 1 мм для торцов заготовок и изделий из профильного металлопроката. После резки на гильотинных ножницах не должно быть перечисленных для торцов дефектов, а также расслоений. Кромки изделий после термической резки очищаются от грата. Для контроля геометрических размеров и определения отклонений используется мерительный инструмент и щупы по ТУ 2-034-225-87. Шероховатость определяют по эталонным образцам, с помощью профилометров. Отверстия и вырезы при доработке под высокопрочные болты осуществляется с удалением обезуглероженного слоя на 0,5 мм и более.
- Гибка металла. При гибке по радиусу допустимый зазор между заготовкой и шаблоном составляет не более 2 мм на 1 м шаблона. Профильный прокат можно обрабатывать в кондукторах с нагревом и проковкой. Гибка в угол осуществляется для стальных сплавов с пределом текучести не более 350 МПа. Допускается отклонение линии гиба от положения по проекту не более чем на 2 мм, а отклонение тангенса угла загиба – до 0,01.
Контроль качества сварки
Перед сварочными работами выполняют сборку металлоконструкций. Зазоры, смещения кромок изделий, элементов конструкций должны удовлетворять требованиям ГОСТ 11533, 5264, 8713, 11534 и др. Испытания механических свойств металла сварных соединений проводят по ГОСТ 6996.
Для сварных соединений требуется входной и операционный контроль качества, проводящиеся до окрашивания металлоконструкций. Основными видами контроля являются:
- визуально-измерительный – по РД 03-606-03;
- ультразвуковой – с помощью импульсного дефектоскопа или специализированного аппаратно-программного комплекса, преобразователей по ГОСТ 55725, настроечных образцов.
Заключение
Защита от коррозии стальных металлоконструкций выполняется в соответствии с СП 28.13330. Отдельный контроль осуществляют для болтовых соединений, включая определение соответствия проектным требованиям фундаментных болтов, закладных деталей и пр., для металлоконструкций опор ВЛЭП, ОРУ подстанций, металлическим конструкциям, используемым в строительстве зданий и сооружений класса КС- 3.
Методы контроля качества соединений металлических конструкций
Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
УТВЕРЖДЕНО приказом ЦНИИПроектстальконструкции от 18 июля 1986 г. N 262
Рекомендовано к изданию научно-техническим советом ЦНИИПроектстальконструкции им. Мельникова Госстроя СССР.
Приведены наиболее рациональные практические методы контроля, включающие в себя внешний осмотр и измерения геометрии сварных швов, неразрушающие методы их контроля и методы испытания механических свойств наплавленного металла, швов и сварных соединений строительных металлоконструкций.
Для инженерно-технических работников проектных, строительных, монтажных и ремонтно-строительных организаций.
Разработано ЦНИИПроектстальконструкцией им. Мельникова Госстроя СССР (канд. техн. наук Т.А.Чачковский и инж. В.В.Бобков) при участии НИИмостов ЛИИЖТ им. Образцова МПС СССР (канд. техн. наук Л.И.Кузьмина и инж. В.Н.Радкевич), ВНИИМСС Минмонтажспецстроя СССР (канд. техн. наук В.Г.Фирстов, инженеры В.Т.Власов, А.М.Корниенко и Ю.С.Крюков), ВНИИСТ Миннефтегазстроя (инженеры В.Д.Парамонов, М.Н.Каганович, канд. техн. наук P.P.Хакимьянов и Д.М.Хусанов), ИЭС им. Патона АН УССР (канд. техн. наук А.А.Трущенко, инженеры А.С.Боровикова и Ю.Н.Посыпайко), ВНИПИ Промстальконструкция Минмонтажспецстроя СССР (инженеры В.Ф.Васин, Л.Л.Рубанович и канд. техн. наук С.Н.Жизняков).
1. ОБЩАЯ ЧАСТЬ
1.1. Настоящее Пособие распространяется на организацию, выбор и применение в строительстве методов контроля качества сварных соединений строительных металлоконструкций и трубопроводов из малоуглеродистых и низколегированных сталей и носит рекомендательный характер.
1.2. Контроль внешним осмотром и измерениями предназначен для выявления поверхностных дефектов и несоответствия формы и геометрических размеров усиления сварных швов и смещения кромок установленным требованиям ГОСТов и ТУ на качество сварных соединений по внешнему виду.
1.3. Контроль внешним осмотром и измерениями является обязательной операцией при выполнении сварочных работ и должен проводиться независимо от других неразрушающих методов контроля и всегда предшествовать им.
1.4. На сварное соединение, подлежащее контролю, должно быть поставлено клеймо сварщика. Внешний осмотр сварных соединений проводится по всей их длине для выявления несоответствия формы шва требованиям нормативно-технической документации и рабочих чертежей, трещин, наплывов, прожогов, незаваренных кратеров, свищей, пор и подрезов, пятен коротких замыканий электрода на основном металле и других дефектов.
1.5. Измерения сварных соединений следует проводить, применяя увеличительные приборы и измерительные инструменты: лупы складные карманные, лупы измерительные, штангенциркули, линейки измерительные металлические, рулетки измерительные металлические и наборы шаблонов для контроля геометрии и размеров швов.
1.6. При измерении сварных соединений проверяются: ширина и высота усиления сварного шва, катеты швов угловых, тавровых и нахлесточных соединений, длина и шаг прерывистых швов, высота чешуйчатости, величина нахлестки, размеры поверхностных дефектов сварных соединений и величина смещения кромок. Все измерения должны выполняться после контроля внешним осмотром либо параллельно с ним.
1.7. Контроль формы и размеров усиления сварного шва производится по всей его длине в местах, отстоящих друг от друга на расстоянии не более одного метра, но не менее чем в трех местах по длине каждого шва.
1.8. На сварные соединения, принятые по результатам контроля внешним осмотром и измерениями, должно быть поставлено клеймо ОТК, удостоверяющее их соответствие требованиям нормативно-технической документации и рабочих чертежей.
1.9. Результаты контроля заносятся в специальный журнал регистрации выполнения контроля сварных соединений внешним осмотром и измерениями.
1.10. В случае обнаружения недопустимых отклонений от требований нормативно-технической документации или рабочих чертежей при контроле внешним осмотром и измерениями сварные соединения после устранения дефектов должны быть вновь подвергнуты контролю внешним осмотром и измерениями.
1.11. Методы неразрушающего контроля предназначены для выявления сквозных и внутренних дефектов в сварных соединениях (трещин, непроваров, несплавлений, пор, металлических и неметаллических включений и др.) и в сварных точечных соединениях (раковин, рыхлостей, трещин).
1.12. Разрушающие методы контроля включают механические испытания, определение твердости, химического состава и металлографические исследования сварных соединений.
1.13. Количество и протяженность контролируемых сплошных, прерывистых и точечных сварных соединений и нормы допустимой дефектности определяются нормативно-технической документацией на изготовление, монтаж, эксплуатацию и ремонт строительных металлоконструкций.
1.14. Определение качества сварных соединений производится дефектоскопистами (операторами или контролерами), получившими специальную теоретическую и практическую подготовку (на курсах или в техникуме) по методам дефектоскопического контроля, применяемым в строительстве. В обязанности дефектоскопистов входят выполнение контроля и оформление необходимой технической документации по результатам контроля.
1.15. Заключение о качестве сварных соединений, проконтролированных дефектоскопистом, утверждается руководителем организации, производящей этот контроль, или другим ответственным работником, уполномоченным на проверку и подпись заключения.
1.16. Проверка знаний дефектоскопистов, занятых на контроле качества сварных соединений, должна производиться не реже одного раза в год. При возобновлении работ после шестимесячного перерыва по контролю качества сварных соединений вне зависимости от причин, вызвавших перерыв, дефектоскопист должен пройти аттестацию теоретических и практических знаний в этой области. По отдельным видам контроля в соответствующих разделах Пособия по вопросам квалификации дефектоскопистов имеются дополнительные указания.
1.17. Аттестация дефектоскопистов по теоретическим и практическим знаниям (проверочные испытания) производится по специальной программе квалификационной комиссией. Объективность работы дефектоскописта устанавливается сопоставлением результатов контроля по обучаемому методу с другим достоверным методом.
1.18. Организация квалификационной комиссии и руководство ее деятельностью осуществляется администрацией предприятия.
В состав квалификационной комиссии должны входить:
главный сварщик или начальник бюро сварки;
начальник ОТК или старший мастер ОТК цеха сварки;
руководитель лаборатории неразрушающих методов контроля;
инженер по технике безопасности.
1.19. Квалификационной комиссией по результатам аттестации оформляется "Протокол проверочных испытаний дефектоскописта" и "Удостоверение на право проведения производственного контроля качества сварных швов по изученному методу". Протокол испытаний хранится в отделе технического обучения или в отделе кадров.
В Удостоверении делается соответствующая запись о результатах проверочных испытаний и указывается продолжительность срока действия.
1.20. В обязанность квалификационной комиссии входит проведение переаттестации дефектоскопистов. В этом случае в "Удостоверение дефектоскописта" вносится запись о повторной проверке его теоретических и практических знаний.
2. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ
2.1. Ультразвуковой метод контроля предназначен для выявления в швах стыковых, угловых, тавровых и нахлесточных сварных соединений непроваров, трещин, несплавлений, пор и шлаковых включений, размеры которых находятся в пределах чувствительности метода. Характер дефектов и их действительные размеры не определяются.
2.2. Ультразвуковой метод контроля осуществляется в соответствии с требованиями ГОСТ 14782-76*, ГОСТ 20415-82 и с учетом действующих отраслевых стандартов на ультразвуковой контроль.
На территории Российской Федерации документ не действует. Действует ГОСТ 14782-86. - Примечание изготовителя базы данных.
2.3. Ультразвуковому контролю подлежат сварные соединения с полным проплавлением свариваемых элементов, удовлетворяющих требованиям дефектоскопичности, когда:
соотношение ширины валика (размеров катетов в угловых, тавровых и нахлесточных) в стыковых соединениях и толщины металла в соединении обеспечивает возможность прозвучивания всего сечения шва акустической осью ультразвукового луча;
имеется свободный доступ к околошовной зоне (зоне контроля) контролируемого участка шва с обеих сторон одной плоскости стыкового соединения и соединения внахлестку и с одной из плоскостей привариваемого листа таврового соединения;
с противоположной поверхности листов в зоне контроля отсутствуют приваренные монтажные элементы, а также вмятины, подрезы, "поджоги" и брызги металла, которые могут привести к отражениям от них ультразвуковых колебаний;
радиус кривизны свариваемых листов в любом сечении не меньше 500 мм.
2.4. Ультразвуковой контроль проводят после исправления дефектов, обнаруженных при внешнем осмотре и измерении соединения, а также после термической обработки. Необходимость контроля после термической обработки оговаривается в технической документации на контроль.
Примечание. Допускается осуществлять ультразвуковой контроль сварных соединений с конструктивным непроваром корня шва (см. прил.11), а также в конструкциях с криволинейными поверхностями, радиус кривизны которых не менее 50 мм, по методике, аналогичной методике, изложенной в прил.12.
2.5. Ультразвуковой контроль может производиться вслед за сваркой после остывания металла в зоне перемещения преобразователя ниже 60 °С.
2.6. Для обеспечения нормальных условий работы дефектоскописта, обусловливающих надежность и достоверность контроля, последний должен производиться, как правило, при температуре не ниже 5 °С.
2.7. Ультразвуковую дефектоскопию сочетают с методами рентгено- и гамма-графирования для контроля сварных швов, если необходимо:
уточнить размеры и характер выявленных ультразвуком дефектов;
повысить надежность и объективность контроля путем выборочного просвечивания участков, в которых по данным ультразвуковой дефектоскопии отсутствуют недопустимые дефекты;
проверить квалификацию дефектоскописта при ультразвуковом контроле.
Условия и порядок введения ультразвукового контроля
2.8. Предпосылкой к введению предприятием ультразвукового контроля конкретных сварных соединений является наличие данных, подтверждающих надежность обнаружения недопустимых дефектов. Эти данные могут быть получены в результате предварительных экспериментальных исследований, проведенных данным предприятием по контролю этих соединений, или в результате практического применения ультразвуковой дефектоскопии на другом предприятии для контроля аналогичных по всем параметрам (вид и размеры соединения, технология сварки) соединений.
2.9. Ультразвуковой контроль может быть введен на предприятии после получения разрешения от головной организации (или заказчика) при условии выполнения требований п.2.23 и при наличии на предприятии квалифицированных специалистов и производственных инструкций по ультразвуковому контролю сварных швов.
2.10. В производственных инструкциях или технологических картах (прил.21, 22) должны быть отражены:
тип и основные размеры швов, на контроль которых распространяется документ;
максимальные размеры валика и катетов швов, требования к качеству контактной поверхности и другие требования к соединению, обеспечивающие его дефектоскопичность;
тип прибора и преобразователей, основные параметры контроля и допуски на их отклонение (частота упругих колебаний, угол ввода луча, стрела преобразователя, максимальная условная чувствительность и соответствующая ей максимально допустимая мертвая зона);
способ прозвучивания (прямым или однократно отраженным лучом), схема сканирования (поперечно-продольное, продольно-поперечное, продольное) и параметры сканирования (угол ввода луча, шаг сканирования, пределы поперечного смещения преобразователя, превышение чувствительности поиска над чувствительностью оценки) и чувствительность оценки (предельная, условная или эквивалентная):
измеряемые характеристики выявленных дефектов;
признаки и их значения для классификации выявленных дефектов на виды "допустимые", "недопустимые" и "возможно допустимые".
Квалификация специалистов по ультразвуковому контролю
2.11. Специалисты по ультразвуковому контролю в зависимости от их квалификации разделяются на три уровня:
I - помощники дефектоскописта (дефектоскописты 1-го и 2-го разряда);
II - дефектоскописты, старшие дефектоскописты (дефектоскописты 3-6-го разрядов) и техники-дефектоскописты;
III - ответственные руководители (инженеры) по неразрушающему контролю.
Требования к подготовке, квалификации и аттестации специалистов трех уровней изложены в прил.1.
2.12. К руководству работами по неразрушающему контролю допускаются специалисты III уровня.
2.13. К оценке качества сварных соединений по результатам ультразвукового контроля допускаются специалисты II и III уровней.
2.14. К выполнению контроля допускаются аттестованные в установленном порядке специалисты II уровня, а также специалисты I уровня, прошедшие производственную стажировку с дефектоскопистом II уровня в течение минимум двух месяцев.
2.15. Подготовку специалистов I и II уровней следует проводить в соответствии с "Типовой программой подготовки дефектоскопистов по ультразвуковому контролю качества сварных соединений в строительных металлоконструкциях и трубопроводах" (прил.18). Об окончании курса обучения специалистам выдаются удостоверения.
2.16. Специалисты III уровня должны быть подготовлены в соответствии с "Типовой программой подготовки специалистов по неразрушающему контролю III уровня".
2.17. При подготовке специалистов II уровня квалификации рекомендуется применять тренажеры для привития им навыков по соблюдению параметров сканирования.
2.18. Аттестацию специалистов III уровня квалификации производит специальная комиссия, состав которой утверждается головной организацией по неразрушающему контролю или заказчиком.
В состав комиссии входят представитель ведущего научно-исследовательского института или вуза, представитель отдела предприятия и инженер по технике безопасности. Аттестация проводится не реже 1 раза в 5 лет.
2.19. Аттестацию специалистов II и I уровней квалификации проводит комиссия, в состав которой входят:
Методы контроля качества сварных соединений
Завершающий этап сварочных работ – проверка структуры шва. Для контроля качества сварных соединений деталей, металлоконструкций разработаны различные методики визуальной и лучевой диагностики состояния шва. Соединения также проверяют ультразвуком, электромагнитными волнами.

Массово выпускается оборудование, помогающее определить внутренние невидимые глазу дефекты. Важен контроль качества, герметичность трубопроводов высокого давления, монтируемых методом сварки. От этого зависит безопасность эксплуатации системы. Скрытые в толще сплава трещины, пористость, другие дефекты снижают ударную стойкость металла. Сварные соединения обследуются в области соединения и зоны термического влияния, где велика вероятность изменения зернистости. Контроль качества – необходимая операция технологического процесса сварки, утвержденная стандартом. Процедура соответствует установленному регламенту. Швы низкого качества переваривают, сварные детали с дефектами соединений отправляют на переплавку, это брак.
Методы контроля сварных швов
Для проведения контроля качества сварных швов комплектуется штат сотрудников. Люди проходят обучение, изучают разрушающие и неразрушающие виды исследований качества соединений. Учатся обращаться с приборами, созданными для контроля качества диффузного слоя сварного соединения. Разрушающие способы диагностики применяются редко, только при массовом производстве металлоизделий. Из партии произвольно выбирается несколько деталей, делаются разрезы по сварному соединению. На основании обследований нескольких изделий из партии принимают или отправляют в брак всю продукцию.
Для металлоконструкций применяют неразрушающие методики проверки качества, сохраняющие целостность соединений, проката, используемого для сварки. Существует масса методик, по которым определяют несплошности. О видах контроля сварных соединений, их особенностях полезно знать каждому сварщику.
Визуально-измерительный контроль
Для подобной проверки сварных конструкций не понадобятся специальные приборы или жидкости. Просто проводится тщательный осмотр диффузного слоя, околокромочной области. На сварном соединении не должно быть:
- видимых несплошностей;
- неоднородностей;
- трещин;
- раковин;
- пор;
- свищей;
- сколов;
- непроваров;
- неравномерных складок.
Внутренние дефекты определяются с низкой вероятностью, предположения строятся по внешним факторам риска возникновения дефектов. Дополнительно с помощью измерительных приспособлений проводится проверка ширины и высоты шовного валика.

Внешний осмотр сварочных соединений всегда субъективен. Результат зависит от зоркости контролера, личного опыта. Для лучшей визуализации применяют лупы различной кратности, предусмотрены лампы или фонарики для освещения осматриваемой зоны. На основании визуального исследования делаются предварительные выводы.
Для измерения шовного валика контролеры пользуются штангенциркулем, металлическими линейками, сделанными по ГОСТу. Точность измерений большая.
Если выявлены внешние дефекты, параметры валика не соответствуют регламентированным, качество соединений признается низким. Соединение приходится переваривать.
Когда результаты проверки сварных швов сомнительные, проводится дальнейшая диагностика с помощью других методик.
Ультразвуковой метод
Ультразвуком выявляются инородные включения, внутренние раковины. У контроля сварных соединений имеются достоинства и недостатки. Но речь не об этом. Важно понять суть процесса. Прибор проверяет способность металла проводить ультразвук. Когда волны достигают края дефекта, они отражаются, меняют направление. До регистратора уже не доходят.

Разные типы несплошностей искажают поток ультразвуковых волн по-своему. У контролера имеются альбом иллюстраций, по которым методом сравнения определяется тип дефекта. Исследование доступное, часто применяемое. Дает хорошую результативность. Для оценки результатов не нужно делать поправки на физико-химические характеристики исследуемых сплавов.
Капиллярный контроль
Испытания соединения капиллярным методом основано на способности некоторых жидкостей проникать в самые мелкие микротрещины, незаметные глазу. Для контроля качества сварки требуются расходные материалы. Исследуемую область для лучшей визуализации покрывают краской или мелом. В жидкости добавляют хорошо видимые красящие пигменты. Выпускают индикаторные составы с люминесцентными свойствами. При попадании света на краску отраженный световой поток усиливается в несколько раз.

Жидкости называются пенетрантами (в переводе с английского «проникающая влага»). Имея незначительное поверхностное натяжение, пенетранты способны просачиваться в микропоры. На месте дефекта проявляется четкий контрастный рисунок. Этим методом проверяют качество сварки любых металлов. В качестве пенетрантов для самостоятельной проверки сплошности сварных конструкций применяют органические растворители и разбавители (керосин, бензол, скипидар и другие).
По рисунку получают объективную картину состояния шва. Чем больше краски на поверхности, тем хуже качество соединения. Метод чаще применяется для металлов, склонных к растрескиванию при термическом воздействии, сплавов с большой линейной усадкой при остывании.
Проверка сварочных швов на проницаемость
Когда от качества сварного шва зависит прочность сосудов высокого давления, гидросистем или трубопроводов, контроль особенно важен. У метода много названий:
- пузырьковый метод контроля;
- пневмоиспытание;
- течеискание;
- гидроиспытание и другие.
Технологии проведения испытаний условно делят на пневматические и гидравлические. Из названия понятно, что в первом случае речь идет о воздушной проверке сварных швов, во втором – водяной.
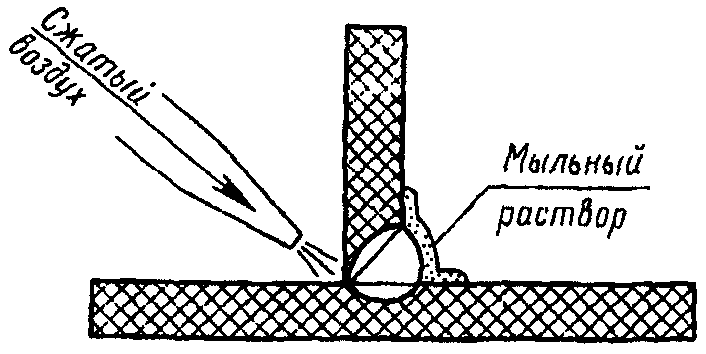
Контроль качества швов по проницаемости схож с капиллярной методикой, только жидкости или газовые смеси подаются под давлением. Пневматический контроль подразумевает применение сжатого газа или воздуха, который подается в исследуемую область. Снаружи шов покрывают мыльным раствором, образующим пленку. Для приготовления раствора соблюдается пропорция: 250 г мыла на литр воды. Если имеются несплошности, на поверхности появляются пузыри.
Разновидности пневматического контроля:
- Вакуумный метод. С одной стороны сварного соединения создается вакуум, с другой – наносится мыльный раствор. Причина появления – сквозные дефекты.
- Когда контроль качества проводится при отрицательных температурах, вместо воды используют спиртовой раствор с низкой температурой замерзания.
- Еще одна технология – метод погружения. Сварную деталь полностью погружают в мыльный раствор. Скопившийся в дефекте воздух выйдет наружу, образуя пузыри.
- Можно заменить газ аммиаком. Швы предварительно оборачивают бумагой. Там, где нарушена герметичность, на бумаге проступят красные пятна.
Гидравлический метод испытаний основан на способности воды или масла создавать давление. Деталь выдерживают в жидкости от 5 до 15 минут, чтобы заполнились все сквозные дефекты. После этого достают, зона около сварного соединения обстукивается молотком. По просачиванию жидкости определяют трещины.
Когда проверяют емкости, жидкости заливают вовнутрь. Трубопроводы тоже проверяют изнутри, фрагменты заполняют воздухом. Метод контроля герметичности простой, но действенный. При обнаружении дефектов швы переваривают. Затем контроль качества проводят еще раз.
Магнитная дефектоскопия
Магнитный метод основан на способности металлов намагничиваться под воздействием магнитного поля. Понятно, контроль сварных швов, основанный на эффекте электромагнетизма, не применяется для проверки соединений цветных металлов, алюминия, нержавеющих сплавов.
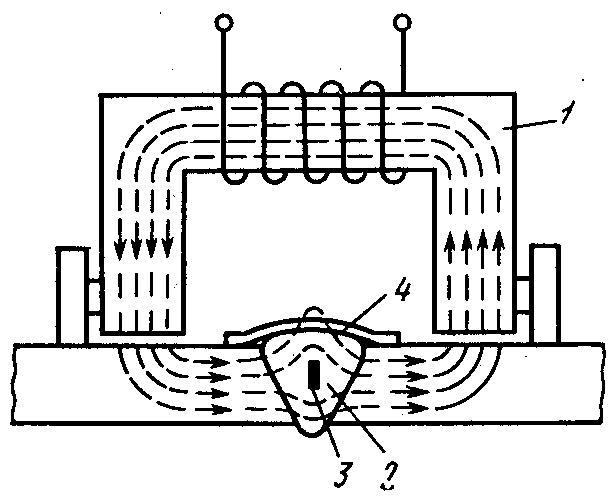
Технология магнитных исследований:
- С помощью специального прибора контролер создает в области сварного соединения постоянное магнитное поле.
- Формируются силовые электромагнитные линии, под воздействием которых мелкие частицы металла способны двигаться, занимать фиксированное положение.
- В качестве индикатора для исследований используют металлический порошок или мелкую ферримагнитную стружку. Измельченный металл размещают в околошовной области.
- Если металл однородный, рисунок получается без искажений. Когда имеются раковины, трещины, шлаковые включения, положение электромагнитных линий искажается.
Диагностика магнитопорошковым способом эффективна, поле способно исказить даже незначительные дефекты. В месте проекции на поверхности скапливается порошок. Главный недостаток методики – трещину не определить, если она параллельна силовым линиям.
Радиационный контроль
При проверке сварных соединений радиационными волнами важно соблюдать правила техники безопасности. Радиографический или гаммаграфический метод по сути – это рентген шва. Прибор по конструкции подобен рентген-аппарату, поэтому меры предосторожности следует соблюдать неукоснительно. Описание методики:
- прибор продуцирует гамма-излучение;
- рентгеновские лучи проникают через металл, там, где имеются несплошности, отклоняются от первоначальной траектории;
- заканчивая свой путь, гамма-лучи создают изображение на специальной пленке;
- результат оценивается по изменению плотности потока лучей.

Это самый передовой, дорогостоящий, небезопасный метод исследования качества сварного шва. Требуется специальное оборудование, длительное обучение контролера. Избыточное нахождение с излучателем рентгеновских волн негативно сказывается на состоянии здоровья контролера.
Современные аппараты с компьютерным блоком управления способны увеличивать получившуюся картинку, выводят ее на экран, расшифровывают в автоматическом режиме. Точность результатов повышается.
Оформление документации
На основании испытаний составляется акт дефектов сварных соединений. Проверяющие фиксируют каждый дефект, дают краткое описание. Результаты заносятся в журнал сварки, такой документ заполняется бригадой на каждом объекте. Спецжурнал является первичным документом, заполняется в соответствии со СНиП по каждому узлу конструкции.
После окончания работ журнал сдается заказчику, подшивается к другой техдокументации по объекту.
Помимо спецжурнала при сварочных работах оформляется схема стыков с полным описанием технологи. Прилагаются сертификаты на используемые расходные материалы (электроды, флюс или присадочную проволоку). Акты исследований сварных швов (контроля качества соединений с внешней стороны изделия) составляются для каждого сварщика индивидуально. Когда проводится приборная диагностика, результаты диагностики, заключения контролеров прилагаются.
Документация необходима для отчета, судебных разбирательств в случае аварии. Без акта обследования швов работы не актируются, объект не принимается. При работе с ответственными конструкциями предъявляются самые жесткие требования.
Когда обнаружены дефекты, даже если они возникли не по вине сварщика, а из-за некачественных расходных материалов, шов переваривается. Только после приемки соединения контролером производятся дальнейшие процедуры по принятию металлоконструкций объекта.
Ультразвуковой контроль сварных соединений (УЗК)
Для обеспечения безопасной эксплуатации сварных металлоконструкций необходимо регулярно проводить контроль качества стыковых соединений. Существуют разные методы проверок надежность и прочности стыков, среди которых наиболее эффективным и точным считается ультразвуковой контроль сварных швов.

Что являет собой УЗК сварочных стыков
Ультразвуковой контроль сварных соединений, который часто называют дефектоскопией - это неразрушающий метод проверки, в процессе которого выявляются все присутствующие в стыке внутренние дефекты механического характера, а также химические отклонения от действующих стандартов.
Данной технологией диагностируются сварные соединения разных типов. Действенной методика является для обнаружения шлаковых вкраплений в металле, выявления воздушных пустот, присутствия неметаллических элементов и химически неоднородного состава.
Сущность УЗК технологии
Контроль сварных соединений УЗК основан на излучении ультразвуковых волн акустического типа, которые при прохождении однородной среды не изменяют прямолинейной траектории.
Принцип технологии построен на способности высокочастотных колебаний (выше 20 кГц) проникать в металл, не нарушая его структуры, и отражаться от поверхности пустот, царапин, неровностей или инородных включений. Созданная искусственно волна проникает внутрь проверяемого сварочного стыка и если в нем имеет место дефект, то она отклоняется от своего естественного направления при его обнаружении.
Все отклонения отражаются на экранах специальных приборов. Сигнал на монитор передается с помощью усилителя. Он способствует построению схемы, по которой оператор может увидеть все дефекты и особенности стыковых соединений. Размер дефектного образования устанавливается по амплитуде отраженного импульса, расстояние до него определяется по времени распространения акустической волны.
Свойства и получение ультразвуковых колебаний
Практически все приборы, которыми осуществляется ультразвуковая дефектоскопия сварных швов устроены по аналогичному принципу. Состоящая из титана бария или кварца пластина является основным рабочим элементом устройства. В призматической головке, которая отвечает за поиск дефектов, расположен пьезодатчик прибора.
Исходящие волны воспринимаются другой принимающей пластиной, где они преобразуются в электрический переменный ток, который мгновенно отклоняет волну на мониторе осциллографа.
Датчик отправляет разные по длительности переменные импульсы колебаний, разделяя их на паузы с большей продолжительностью от 1 до 5 мкс. Такой процесс позволяет безошибочно провести контроль УЗК сварных швов, определить наличие дефектов, их тип и глубину залегания.
Виды ультразвуковой дефектоскопии
Ультразвуковой метод контроля сварных соединений регламентирован ГОСТом 23829-79 и проводится несколькими способами:

- теневой. Проверка проводится с применением двух устройств, которые устанавливаются на противоположных сторонах исследуемого участка по перпендикулярной плоскости. Первое излучает волны, второй их принимает. Если при приеме отражений возникает глухая зона, то это указывает на наличие дефекта в этом месте;
- эхо-импульсный. В этом способе применяется один ультразвуковой дефектоскоп для контроля сварных соединений, параметры которого обуславливают направление и прием излучающих импульсов. Отражение происходит посредством его отсвечивания от поврежденных участков. Если волны проходят прямо и без препятствий, то такой участок сварочного стыка считается качественным. Когда имеет место отражение и волна возвращается к прибору, то этот участок обозначается бракованным;
- эхо-зеркальный. Принцип контроля практически такой же, как и в предыдущем способе. Отличием является наличие отражателя, который установлен под прямым углом. На соединительный шов посылаются волны и отражаются на приемник при наличии на нем дефектов. Такой тип УЗК сварных швов как правило используют для обнаружения вертикальных дефектов и трещин;
- зеркально-теневой. Проверка осуществляется двумя приборами, установленными с одной стороны контролируемого участка. Волны косые, отражаются от сетки основного металла. При нестандартных импульсах место считается поврежденным;
- дельта метод. Диагностика сварных швов состоит в переизлучении от дефекта направленных внутрь соединения. Применяется такой способ редко, поскольку ему характерна довольно продолжительная расшифровка результатов, а также требуется специфическая настройка оборудования.
В большинстве случаев ультразвуковой контроль качества сварных соединений проводится эхо-импульсным и теневым методами основанных на отражении акустической волны от дефекта.
Порядок проведения УЗК
Существует определенный стандарт, согласно которого должен проводится ультразвуковой контроль сварных соединений трубопроводов или других металлоконструкций. Порядок выполнения контрольных операций следующий:

- тщательное очищение стыковых соединений от ржавчины, лакокрасочных покрытий не менее чем на 50-70 мм с обеих сторон шва;
- поверхность стыка и металла возле него обрабатывается машинным, турбинным, трансформаторным маслом, глицерином или солидолом. Такая обработка необходима для получения более точных результатов проверки;
- проверочный прибор настраивается в соответствии характерных конкретному типу УЗК параметров. При толщине исследуемого материала до 2 см применяются стандартные настройки, АРД-диаграммы настраиваются если толщина превышает 2 см. Для проверки качества используются DGS или AVG-диаграммы;
- зигзагообразными движениями вдоль сварочного шва перемещается излучатель прибора, поворачиваясь на 10-15 вокруг собственной оси;
- искатель перемещается по материалу до того момента, пока не появится устойчивый, максимально четкий сигнал. После этого устройство разворачивается и осуществляется поиск сигнала наивысшей амплитуды.
Часто колебания отражения волн воспринимают за дефекты, поэтому этот момент необходимо тщательно проверить. Если действительно имеет место повреждение, то оно фиксируется с обозначением места локализации.
Проверка сварных швов ультразвуком должна осуществляться согласно установленных ГОСТом требований. Если с точностью определить характер дефекта с помощью УКЗ не получается, то в таких случаях проводят более детальные проверки с применением гамма-дефектоскопии или рентгенодефектоскопии.
Рамки применения метода УЗК
Проведение ультразвукового контроля сварных соединений обеспечивает достаточно точные результаты и при соблюдении технологии способен предоставить исчерпывающую информацию в отношении любых дефектов. Но здесь следует понимать, что существуют определенные границы применения методики.
Дефекты, которые можно обнаружить методикой УЗК следующие:
- поры;
- непроваренные участки;
- трещины в швах и возле них;
- несплавления соединений;
- расслоения наплавленного материала;
- наличие свищей;
- провисание металла в нижних участках стыка;
- коррозионные образования;
- участки, на которых нарушены геометрические размеры или присутствует несоответствие химического состава.
УЗК сварных соединений осуществлять можно на конструкциях из легированной и аустенитной стали, меди, чугуна и металлов, которые ультразвук проводят плохо.
Геометрические параметры проведения УЗ-дефектоскопии:
Что касается видов соединений, то сварка под УЗК предполагает выполнение продольных, плоских, сварных, кольцевых, тавровых стыков. Также применяют методику для сварных труб.
Области использования дефектоскопии
Ультразвуковая проверка сварных швов активно применяется в промышленной, строительной и других сферах. Чаще всего контроль ультразвуком применяют:

- для аналитической диагностики агрегатов и узлов;
- дефектоскопия сварных швов трубопроводов проводится с целью определения их целостности и степени износа труб;
- в атомной и тепловой энергетике для контроля состояния сварных конструкций;
- в области машиностроения и химической промышленности;
- для проверки сварных стыков в изделиях со сложной конфигурацией;
- при необходимости проверить прочность соединений металлов с крупнозернистой структурой.
Применять УЗК можно как в лабораторных, так и в полевых условиях при нахождении стыков на высоте, в замкнутых пространствах и труднодоступных местах.
Преимущества и недостатки методики
Ультразвуковой контроль сварных швов трубопроводов иди других типов металлоизделий обладает рядом преимущественных особенностей:
- высокая чувствительность оборудования обеспечивает точность результатов и скорость проведения проверок;
- удобность использования благодаря компактности приборов;
- возможность проведения выездной дефектоскопии если для контроля использовать портативные измерительные устройства;
- минимальные затраты на осуществление контроля сварочных швов, что обусловлено невысокой стоимостью самих дефектоскопов;
- возможность проверять соединения с большой толщиной;
- УЗК не нарушает структуру шва и не повреждает исследуемый объект;
- практически все разновидности дефектов сварных швов можно установить посредством ультразвукового контроля;
- контролируемый объект не требуется выводить из эксплуатации, проверку сварочных соединений можно проводить непосредственно в процессе его работы;
- абсолютная безопасность для человека, что нельзя отнести, например, к рентгеновской дефектоскопии.
К недостаткам контроля сварочных швов ультразвуковым методом относят некоторые трудности при проверке металлов с крупнозернистой структурой, возникающие вследствие сильного затухания и рассеивания волн. Также в числе минусов отмечают необходимость предварительно перед установкой дефектоскопов очистить и подготовить поверхность шва и некую ограниченность информации, выдаваемой прибором об обнаруженном дефекте.
В заключение следует сказать о том, что УЗК сварочных соединений - это гарантия безопасной эксплуатации готовых металлоизделий и сооружений. Если соблюдать сроки проверок, то это позволит своевременно устранить повреждения, продлить периоды и увеличить эффективность работы конструкций.
Интересное видео
Читайте также: