Металл который не паяется
Знаю вольфрам не паяется, а еще какие есть металлы? Или для спайки которых требуется очень высокая температура?
Нихром и другие сплавы высокого сопротивления,
большинство сортов нержавеющей стали,
жала китайских паяльников,
алюминий (за исключением припоев "Авиа-1" и "Авиа-2"), силумин,
чугун, титан,
дерево, пластмасса, стекло, фарфор.
нихрому нужна высокая температура? или флюс определенной марки? в инете смотрел, но толком не понял, везде советы КАК ПРИПАЯТЬ, а не как избежать облужения))
ну допустим сплавом РОЗЕ его же будет проблематично припаять? может же он служить своеобразным изолятором между спаиваемыми поверхностями?
valik kurudimov Искусственный Интеллект (391842) сплав РОЗЕ относится к легкосплавным припоям как и сплав ВУДА )))
алюминий, титан, магний, никель, нихром, фехраль (облудить можно, но с трудом), молибден
Не то, чтоб они совсем не паялись, просто для этого нужны другие флюсы, припои и температура.
Картофельный папа Искусственный Интеллект (337294) Нихром по науке вообще нежелательно паять. Сваривать преподчительно. Если таки приспичило паять, то паять высокотемпературным припоем - бронза, сплав цинк-серебро, или просто серебром. Как не облудить. Прокалить докрасна для образования прочной оксидной пленки, и его хрен чего облудит.
Таких металлов гораздо больше, чем вы думаете, к тому же диапазон температур плавления их широк до безобразия. К примеру, чем вы предлагаете лудить ртуть?
Что-то скучно сегодня на ответах. Даже идиоты какие-то адекватные - постебаться не над кем. Ну, тогда хоть тут расскажу историю из жизни, как раз в тему вопроса.
Короче, было дело в далёком. ну, в общем 30 лет назад. Вернулся я из армии, и устроился на работу в одну маленькую уютную лабораторию одного сильно раскиданного по стране НИИ. Выделили мне паяльный, сбитый из двух двухтумбовых письменных, стол, с напутствием: "Там от твоих предшественников всякое барахло в ящиках, сам разберёшься, что пригодится. А остальное можешь выкинуть". В ходе наведения порядка в ящиках обнаружился комок проволоки. Хотел уже выкинуть, но.. Проволочка с виду лужёная, сталистая, жёсткая, диаметром около 0,5 мм и весом этак граммов под сотню. "It's good!" - подумал я - "Сталистая - значит, малотеплопроводная. А значит, на сквозные перемычки для плат - самое оно!" Надо сказать, что с перемычками была (да, собственно, и есть) одна проблема: медная проволока, при попытке запаять её с одной стороны, норовила прогреть пайку с другой стороны и сбежать. Выходил из положения, используя проволоку от ножек уже устаревших к тому времени транзисторов МПхх, но и они имели привычку кончаться. Долго ли, коротко ли (где-то полгода минуло) - и пришло время городить громадную (размером в "дипломат", в котором и должна была быть смонтирована) плату с кучей переходов с одной стороны на другую. И комок провода был извлечён из стола. И откусив кусок проволочки, попытался я обновить слой лужения. К моему удивлению, проволока, смоченная канифолью, смачиваться припоем упорно не хотела. Не помогли ни нашатырь, ни паяльная кислота. Поскольку завлаб тоже мало-мало был знаком с паяльником, решил показать эту неадекватную проволочку ему. Шеф как-то странно, молча, посмотрел на демонстрацию пофигистичной реакции проволочки на попытки облудить её с разными флюсами, а потом как-то сла-а-а-аденько так спросил, мол, слушай, студент, а ГДЕ ты такую проволочку нашёл? Ну, я, типа - "Да вон какой ком её тут в столе валялся". Шеф: "Да мы эту проволочку уже 4 года (!) ищем! Уже походные чемоданчики собрали, и бесплатный билет в Магадан ждём! Это, студент, ПЛАТИНА!"
Ну, потом мне объяснили, в чём была суть хохмы. Утилизация драгметаллов тогда осуществлялась централизованно, и отслужившие своё термопары (ППР) надо было везти в головной институт. В соседнюю область. А полутораметровые промышленные термопары - штука большая и тяжёлая, и было их МНОГО. В общем, руководство разрешило выдернуть собственно термопары (вот ту самую платиновую проволоку) из чехлов, и привезти только их, с очередной оказией. Термопары с успехом изломали, и. с тем же успехом про@али. Пока на них СЛУЧАЙНО не напоролся я, СЛУЧАЙНО не выкинул, СЛУЧАЙНО платина оказалась совершенно непригодной для более приземлённых целей.
Так, о чём я? А! Ну, да - платина паяльником не лудится. Никакими способами. И, в отличие от нихрома, например, вообще не смачивается припоем. В сплаве с родием - тоже. Проверено ЛИЧНО, ага.
Хьюберт Фарнсворт Искусственный Интеллект (105437) :))) Ну, в восьмидесятые за одну МЫСЛЬ о том, чтобы как-то "утилизировать" даже серебро, можно было получить билет в солнечный Магадан. Если-б знал, что за восьмидесятыми придут девяностые - МОЖЕТ быть, мысль ещё похранить невзрачную проволочку в ящике и посетила бы. М-да. Ну, если-б я ещё и знал, что это за проволочка.
Хьюберт Фарнсворт Искусственный Интеллект (105437) Не знаю. Мне только с бронзовыми (латунными?) и из нержавки растяжками попадались. Про платиновые слышал, но не видел. Может, они точечной сваркой крепятся, или просто вмуровываются в припой (заливаются им)?
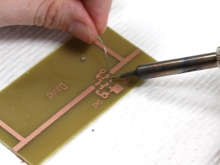
Когда припой не липнет, чернеет жало паяльника, вопрос о том, что делать, начинающие радиолюбители чаще всего адресуют специалистам ремонтных мастерских. На самом деле эта проблема если и не рядовая, то уж точно весьма распространенная. Узнать, почему припой не прилипает к паяльнику, не держится на проводе, поможет более полное рассмотрение всех возможных причин возникновения такого дефекта.
Возможные причины
Соединение металлов методом пайки в некоторых случаях заменяет точечную сварку, помогает обеспечить прочное крепление деталей между собой. Но далеко не всегда процесс идет гладко. Когда припой не прилипает к паяльнику, причину проблем почти всегда стоит искать не в материале, с которым ведется работа, а в нарушении технологии работ. Плохой уход за прибором приводит к тому, что жало чернеет, покрывается продуктами окисления и не плавит олово.



Кроме того, могут быть нарушены условия проведения работ — на ветру, под открытым небом материал не припаивается куда чаще, чем в оборудованной домашней мастерской.
О том, какие причины приводят к тому, что олово не пристает к проводу, а на плате невозможно зафиксировать соединение, стоит поговорить более подробно. К примеру, если припой не держится на жале при контакте с ним, дело может быть в малой мощности паяльника или его недостаточном прогреве. Не берет жало олово и по более прозаическим причинам: при попадании загрязнения в зону контакта. Его источником может быть даже канифоль — стоит проверить все материалы, если вдруг к паяльнику неожиданно не липнет припой.
Среди других часто встречающихся и распространенных источников таких проблем можно выделить следующие.
- Сплав металла, плохо поддающийся пайке. Такие изделия приходится лудить перед нанесением припоя.
- Рабочая часть паяльника нагрета до слишком высокой температуры. Это не позволяет ей правильно разогревать олово.
- Некачественный припой. Тоже, вопреки распространенному мнению, встречается довольно часто.
- Отказ от использования флюса. В этом качестве выступают вещества, удаляющие следы окисления с поверхностей. На многих сплавах припой просто не будет держаться без флюса. Впрочем, при его использовании тоже можно просто взять недостаточно дополнительного компонента.
- Паяльник недостаточно мощный. Он просто не может разогреть металл до нужного состояния.
- Используются неподходящие или некачественные материалы.
- Металл не прогрет. При работе с электротехническими сталями повышенной твердости это вполне ожидаемо приводит к проблемам.
- Случайное прикипание к жалу полимерных материалов. Если работа производится в неподобающих условиях, это вполне может случиться.
- Образование на поверхности металла нагара или пленки, образующейся в результате окисления. Они препятствуют удержанию олова.
- Низкая концентрация флюса. При самостоятельном приготовлении состава такое случается достаточно часто.


Важно понимать, что если причина в жале паяльника, устранить проблему удается далеко не всегда.
У многих современных вариантов вместо меди здесь используется дополнительное покрытие. Необгораемое жало лучше заменить новым при плохом контакте — заточка и лужение приведут к сокращению срока его службы.


Что делать?
Большая часть проблем с удерживанием олова на жале паяльного инструмента или металлических деталях легко решается путем зачистки. С жала из меди вручную или химическим способом счищается образовавшийся налет. Для работы подходят практически любые абразивные материалы — от наждачной бумаги до напильников.
Нагар можно механически убрать, протерев жало бумагой, ватой, ненужной ветошью, поролоновой губкой. Чтобы жало лучше залудилось, а также для профилактики проблем с налипанием припоя, медный наконечник периодически избавляют от окислов. Можно использовать средство «Оксидал», в которое помещают нагретое жало.
По завершению чистки останется лишь протереть рабочую поверхность паяльника влажной поролоновой губкой.
В случае с наконечниками из необгораемых материалов механическая чистка противопоказана. Любые абразивы просто сотрут защитный слой покрытия, сократив срок его службы. Но есть другие способы восстановления. Среди них — погружение разогретого паяльника в латунную стружку — такая «ванна» должна повторяться несколько раз. Кроме того, для удаления окислов выпускаются специальные губки, как раз для необгораемых жал.
Неправильно выбранный температурный режим — перегрев или слишком слабый накал – тоже корректируется. Можно просто выполнять подключение паяльника через лабораторный трансформатор. Кроме того, увеличить или уменьшить нагрев наконечника можно, если использовать сменные наконечники разной длины. Достаточно поэкспериментировать, чтобы найти оптимальный вариант.
Припой не липнет к металлу
Если все действия выполнены, а припой не желает держаться на поверхности соединяемых металлических элементов, причиной может быть неверный выбор флюса и других расходных материалов. Если говорить о самой стали и ее сплавах, то лучше всего пайке поддаются самые мягкие из них. На поверхности такого металла есть неровности, кратеры, облегчающие удерживание расплавленного олова.
С электротехническими марками стали проблемы возникают чаще — они очень твердые и упругие, легкая пайка здесь в основном дело случая и везения.
Если припой не удается закрепить на поверхности металла, понадобится предварительная подготовка.
- Зачистка стальной поверхности. Она производится химическим и механическим способом, обеспечивает удаление окислов и других помех для прилипания оловянного припоя.
- Прогрев детали до температуры плавления олова (около 232 градусов). После этого на поверхность металла наносится флюс и припой. Некоторое время он остается в текучем состоянии. В качестве флюса используются кислоты — ортофосфорная или любая другая, применяемая в электротехническом деле.
Лужение металлических контактных участков перед пайкой позволяет решить проблему, если материал в принципе поддается такому соединению. Разогрев стали выполняется при помощи достаточно мощных инструментов. Паяльника будет недостаточно, а вот газовая горелка или строительный фен с задачей справится на 100%.
Рекомендации
Для профилактической обработки медного жала после работы можно использовать специальный активатор. В его составе нет галогенов и свинца, но присутствуют компоненты, защищающие поверхность, продлевающие срок службы инструмента, восстанавливающие контактную способность при смачивании припоем. На обработанном таким способом жале меньше скапливается нагар, реже появляются вредные окислы.
Если в припое искусственно завышено количество свинца, нарушена его правильная пропорция, липнуть к паяльнику он не будет. Если на жале нет нагара, стоит попробовать заменить припой.
По завершении работы нужно обязательно подготовить паяльник к дальнейшей эксплуатации. Жало обязательно очищается и залуживается перед отправкой на хранение. Это позволит в любой момент получить инструмент, готовый к работе.
О том, как залудить паяльник, смотрите далее.
Все, что нужно знать об олове для пайки
Олово – основной компонент состава, используемого для припоя, но в чистом виде оно не применяется. В основном его эксплуатация связана со сборкой электронных устройств, когда требуется аккуратное и прочное соединение внутренних деталей, притом что плавиться должны не они, а именно припой.
Особенности
Такой металл, как олово, известен человеку с древности, его свойства позволили применять его для изготовления оружия и инструментов. Благодаря олову появилась бронза, из которой стало возможным создавать самые разные бытовые принадлежности, а также ювелирные украшения.


Данный элемент обладает многими интересными характеристиками, среди которых:
- высокая степень ковкости, посредством давления, за счёт хорошей пластичности и устойчивости к деформации;
- лёгкая плавкость, температура плавления – 231,9 градуса, что даёт возможность делать сплавы с другими металлами;
- плотность элемента сходна с плотностью железа;
- металл способен закипать при существенно высоких температурах и долго находиться в жидком виде;
- в состоянии кристаллизации олово обладает серебристым цветом с характерным металлическим блеском;
- также изделия из этого химически чистого вещества при воздействии низких температур могут трансформироваться в порошок серого цвета.
Из всех свойств олова, пожалуй, самым важным является его плотность, поскольку она позволяет использовать металл для создания различных сплавов.
Не секрет, что олово применяется для припоя всевозможных частей и микросхем радиоэлектронных приборов, и оно, действительно, идеально для этого подходит, поскольку хорошо плавится, но из-за высокой стоимости состав, основой которого является это вещество, дополняется разными присадками.


Олово для пайки чаще всего включает свинец, но также для этого используются никель, кадмий, серебро, цинк, медь и сурьма. Добавки выбираются в зависимости от металла деталей, которые должны сохранять целостность. Поэтому вещество соединяют с элементами, дающими определённую температуру плавления.
В России особенно востребованным составом для припоя является сплав олова и свинца (ПОС) – это мягкие сплавы с плавлением при 300 градусах.
Выпускается паяльное олово в виде специальной пасты, прутков, шариков и проволоки.
Сферы применения
Различные виды припоев востребованы в разных областях и отличаются по своим физическим свойствам и полезным характеристикам:
- Состав припоя ПОС-18, помимо олова и свинца, содержит такие элементы, как сера, железо, алюминий и т. д. Температура расплава этой смеси составляет от 180 до 285 градусов. В основном сплав используется в жидком виде, при этом обладает некоторыми достоинствами: сниженным уровнем хрупкости, устойчивостью к влиянию влаги. Из недостатков можно отметить наличие свинца и отсутствие серийного производства вещества. Области применения – лужение отдельных частей кузова автомобилей, пайка элементов радиоустройств, использование в ремонте отопительных систем.
- Одинаковым процентным содержанием свинца и олова отличается состав ПОС-50, но также в него входят примеси железа, меди, висмута, цинка и даже мышьяка. Полученный металл обладает высокой текучестью, электропроводностью и хорошими теплопроводящими качествами, однако не подходит для ручной пайки из-за быстрой кристаллизации. Припой этого типа можно применять для обработки швов в деталях, требующих максимальной герметичности, к примеру, в системных блоках ПК небольшой мощности, измерительной технике.
- Для ремонта бытовых устройств больше подходит состав ПОС-30, относящийся к мягким сплавам, обладающий высокой твёрдостью и тёмным цветом. Основное его преимущество – возможность пайки мелких элементов из-за малого сопротивления, а в некоторых случаях – замена вышедших из строя дорогостоящих деталей. Состав применяется и для лужения цинкового листа.
- Припой ПОС-90, в составе которого 90% олова и только 10% свинец, подходит для ремонта медицинской аппаратуры и реставрации пищевой посуды.
Паять при помощи оловянного сплава можно разные металлы:
- Если это нержавеющая сталь с содержанием хрома, никеля и титана, то вид припоя будет зависеть от условий работы. В сухом помещении применяются составы с добавлением хрома и никеля, при высокой влажности в них должно входить серебро с минимальным количеством никеля.
- Для создания украшений из серебра паять этот металл оловом допускается, но делать это нужно очень аккуратно, применяя для паяльника тонкое жало.
- Что касается никеля, его тоже можно паять оловянными припоями, когда нужно получить отдельные детали приборов и систем, применяющихся в химической промышленности.
- Для прочных соединений изделий из чугуна, включая монтаж трубопроводов разного назначения, используется оловянный припой с добавлением латуни или никеля.
- Посредством припоя оловом можно проводить ремонт топливного бензобака автомобиля при его небольших повреждениях, и для этого не надо заливать в него воду.
Особый вид припоя ПОССу состоит из олова, свинца и сурьмы и нашёл применение в ремонте холодильников, автомобильных цепей, любых изделий с цинковым покрытием.
Каким бывает
Есть несколько видов олова, но не всякий из них подходит для пайки:
- Жидкое вещество обычно используется для лужения деталей из меди путём погружения их в химический раствор. Это необходимо для повышения стойкости медных изделий к коррозийным процессам и появлению ржавчины.
Применение такого состава отличается простотой. Перед процессом лужения необходимую деталь нужно тщательно очистить от загрязнений, провести обезжиривание поверхности для оптимального сцепления и поместить её в раствор жидкого олова на 20–30 минут. За это время формируется один защитный слой. При необходимости его утолщения процедуру нужно проделать снова.
Жидкий состав имеет одно важное преимущество – он позволяет защитить большую поверхность металла, что не всегда можно сделать при помощи паяльника.
- Пищевое олово (пьютер) в большинстве случаев используется для создания посуды, элементов декора, столовых принадлежностей, ёмкостей и сосудов для хранения пищевых продуктов. Как правило, в состав металла добавлены серебро, медь и сурьма, которые повышают его прочностные свойства и снижают стоимость. Данный сплав полностью безвреден (для продуктов и здоровья человека), не меняет запаха и вкуса блюд, не выделяет токсичных веществ и к тому же долговечен в эксплуатации.
Благодаря пластичности материала посуда и сувенирные изделия из пищевого металла хорошо поддаются обработке, поэтому выглядят привлекательно.
На изделия наносится резьба, всевозможные насечки, иногда поверхность предметов покрывается объёмными рисунками и орнаментами.
Чистым оловом не так давно паяли посуду, контейнеры, кастрюли – любые предметы, имеющие непосредственный контакт с пищей. Но в настоящее время оно с этой целью не применяется, так как некоторые металлы паять им трудно, а при сильном охлаждении вещество рассыпается.
Невозможно сравнивать эти разновидности олова, тем более решить, какая из них лучше, поскольку каждая имеет свои плюсы, недостатки и конкретное назначение.


Как паять
Для пайки понадобятся паяльник с оловоотсосом, флюс для устранения окислов – любой состав, альтернативный канифоли, но хорошо смываемый водой. При высокотемпературном виде пайки понадобится горелка, но для проведения низкотемпературных процессов подходит паяльник. В качестве припоя берётся проволока, продающаяся в бобинах и мотках, она же содержит флюс, кроме того, потребуются пассатижи и нож. Перед работой с рабочего места нужно убрать всё лишнее, установить нормальное освещение. Для мусора и мелких отходов можно взять любую неглубокую ёмкость.
Следует отметить, что в домашних условиях пайка должна осуществляться быстро, поскольку часто требуется дополнительная зачистка из-за обугливания флюса, делающего припой текучим. Но пока он полностью не затвердеет, трогать соединяемые детали нельзя.



Некоторые особенности имеет пайка стали – всегда надо учитывать изменение свойств стали при влиянии термовоздействия, взаимодействие её с составом припоя и устойчивость оксидной плёнки.
Как паять металл правильно – дадим несколько рекомендаций:
- Перед пайкой соединяемые части должны быть очищены. Для хорошей адгезии их можно залудить.
- При плавлении проволоки или прутков содержащийся в них защитный флюс начнёт выделяться и выполнять свои функции по разрушению окисла.
- Олово помещается на деталь лёгким касанием, оно должно образовать тонкий слой на нужном участке.
- При работе для снижения воздействия температуры на деталь её удерживают пинцетом в качестве теплоотвода.
- Паяльник нельзя длительное время держать в месте припоя.
- Необходимо следить за чистотой наконечника паяльника и своевременно очищать его от нагара абразивным полотном или напильником.




При демонтаже радиодеталей со множеством выводов легче воспользоваться таким удобным и простым приспособлением, как оловоотсос, – инструмент поможет выпаять элементы, то есть удалить припой с запаянного контакта.
Обеспечив нагрев и расплавление, нужно закрепить поршень устройства и, поднеся его носик к контакту, нажать кнопку фиксатора. Расплавленный припой окажется внутри цилиндрической ёмкости оловоотсоса.
Специалисты, имеющие опыт работы с оловянным припоем, рекомендуют выбирать состав с минимальным включением свинца и точно подбирать температуру плавления, ведь от этого зависят текучесть олова и качество полученных соединений.
Наглядный обзор различных припоев и их тестирование представлено в следующем видео.
Пайка алюминия оловом: методы и правила
Алюминий представляет собой распространенный материал, из которого создают провода, посуду и многое другое. Ввиду своих особенностей алюминий от времени или других воздействий может разрушаться, что вызывает необходимость в проведении ремонтных работ. Оптимальным вариантом в этом случае является пайка, которая может осуществляться различными способами и с помощью разных элементов. Наиболее удобным способом считается использование олова для пайки алюминия.


Алюминий представляет собой металл, обладающий достаточной плотностью, но при этом имеющий небольшой вес. Именно эти преимущества позволили так широко применять данный материал для изготовления посуды. Процесс эксплуатации изделий из алюминия несложный, но время от времени возникают ситуации, когда необходимо ликвидировать трещину, дырку или припаять части посуды. Помимо кухонной утвари, из алюминия делают проволоку, с которой удобно работать ввиду ее мягкости, но хорошей прочности.
Минус у такой проволоки только один – ее очень трудно паять.
Большую часть металлов можно нагреть и спаять, но алюминий представляет собой особое вещество, окисляющееся при контакте с воздухом и покрывающееся оксидной пленкой, поверх которой не ложится ни один металл. Чтобы спаять данный материал, нужно подобрать подходящий флюс.


Флюс – это вещество или несколько компонентов, при помощи которых удается изъять оксиды из металлов, которые нужно спаять. Благодаря органическим и неорганическим соединениям флюсов получится снять поверхностное натяжение и улучшить растекание жидкого припоя. Кроме того, он позволяет защитить материал от действий окружающей среды.
Поскольку алюминий представляет собой необычный металл, то и флюс для него стоит искать особенный. Пайка алюминия оловом считается наиболее простым и удобным вариантом, при котором можно получить желаемый результат. К достоинствам использования олова для плавки алюминия можно отнести:
- невысокую цену материала;
- возможность использования олова для деталей с разной толщиной;
- высокую скорость плавления и способность покрыть всю поверхность алюминиевой детали, на которой проводятся работы;
- низкую температуру плавления, что позволяет быстро справляться с задачей;
- общедоступность олова.

Кроме плюсов, стоит сказать и о минусах:
- возможность разрушения готового соединения под воздействием высокой температуры;
- неспособность выдерживать сильные механические нагрузки;
- своими силами не всегда удается достичь желаемого результата.
Чтобы расплавить алюминий, необходимо знать об основных методах данного процесса и уметь их использовать.
Методы
В процессе расплавления алюминия оловом возникает оксидная пленка, которую можно убрать лишь с помощью растворителей или металлических щеток. Чтобы правильно расплавить основной металл, нужно правильно выбрать температурный режим. При высоких показателях будет разрушаться алюминий, при низких – не получится качественно спаять материалы.
Существует несколько методов пайки оловом.
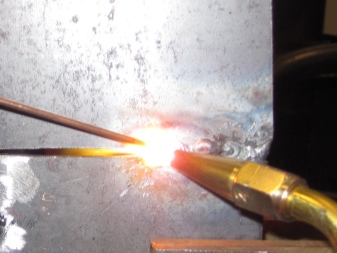
- С использованием газовой горелки, которая крепится шлангом к баллону, что дает возможность регулировки мощности поступающего газа. Температуру огня можно отрегулировать изменением давления внутри баллона.
- С использованием бензиновых горелок. Применяется для соединения тонких слоев металла ввиду невозможности менять и повышать температуру пламени.
- С использованием паяльника. Для работы необходимы дополнительные материалы, такие как канифоль. Паяльник нужно разогреть до той температуры, которая расплавит и канифоль, и олово.

Для подобной работы необходимо использовать флюс для алюминия Ф-59А, Ф-61А и активный флюс для пайки алюминия. При расплавлении металла нужно иметь при себе такие инструменты:
- растворитель;
- щетка из металла;
- паяльник или горелка;
- инструмент для резки;
- флюс.
При наличии всего необходимого можно приступать к работе.


Полезные советы
Чтобы паять алюминий оловом в домашних условиях, рекомендуется придерживаться определенной последовательности действий:
- прогреть алюминиевую деталь, что разрушит слой оксида;
- сместить акцент на место соединения деталей и греть его несколько секунд;
- поднести припой к центру пламени, держать его около алюминиевой детали;
- как только припой начнет плавиться, поднести его к металлу, чтобы он заполнил все швы и пустоты.
Таким способом можно паять как плоские, так и округлые детали. Для работы с алюминиевыми трубочками, которые нужно спаять вместе, необходимо нагреть их края и разместить припой в месте стыка двух деталей, где концентрируется огонь. Благодаря флюсу припой будет распространяться по стыку, склеивая его, а не заливать трубочку изнутри. В том случае, если толщина металла большая, олово нужно наносить в несколько слоев.
Для качественной оловянной плавки алюминия крайне важно выдерживать нужную температуру при использовании газовой горелки.
Этого добиться очень сложно, особенно неопытному мастеру, потому следует быть максимально осторожным и аккуратным во время работы. Процесс пайки алюминия предполагает работу с включенными инструментами, поэтому очень важно не нарушать технику безопасности. У газовой горелки важно проверить шланг на наличие трещин и изгибов, а также целостность баллона.
Выбирая вариант с использованием пламени, нужно знать о том, что для плавки нужен огонь, который не коптит, ровно горит без перебоев. Должна быть возможность увеличить или уменьшить пламя для поддержания оптимальной температуры.
При использовании паяльника важно размещать его на безопасном месте и после использования выключать. В процессе работы с флюсами некоторые из них могут выделять вредные соединения после нагрева, потому стоит позаботиться о проветривании рабочего места.
Как запаять алюминий оловом, смотрите далее.
Допустимые и недопустимые контакты металлов. Популярные метрические и дюймовые резьбы
Электронику часто называют наукой о контактах. Многие знают, что нельзя скручивать между собой медный и алюминиевый провода. Медная шина заземления или латунная стойка для платы плохо сочетаются с оцинкованными винтиками, купленными в ближайшем строительном супермаркете. Почему? Коррозия может уничтожить электрический контакт, и прибор перестанет работать. Если это защитное заземление корпуса, то прибор продолжит работу, но будет небезопасен. Голая алюминиевая деталь вообще может постепенно превратиться в прах, если к ней приложить даже низковольтное напряжение.
Доступные нам металлы не ограничиваются только медью и алюминием, существуют различные стали, олово, цинк, никель, хром, а также их сплавы. И далеко не все они сочетаются между собой даже в комнатных условиях, не говоря уже о жёстких атмосферных или морской воде.
В советских ГОСТах было написано почти всё о допустимых контактах металлов, но если изучение чёрно-белых таблиц из 1000 ячеек мелким шрифтом утомляет, то правильный ответ на «медный» вопрос — нержавейка, либо никелированная сталь, из которой, кстати, и сделан почти весь «компьютерный» крепёж. В эпоху чёрно-белого телевидения были другие понятия об удобстве интерфейса, поэтому для уважаемых читателей (и для себя заодно) автор приготовил цветную шпаргалку.
И, раз уж зашла речь о металлообработке, заодно автор привёл таблицу с популярными в электронике резьбами и соответствующими свёрлами, отобрав из объёмных источников наиболее релевантное по тематике портала. Не все же здесь слесари и металлурги, экономьте своё время.
Преамбула
Да, в век 3D-печати популярность напильника с лобзиком несколько потускнела. Но клетка Фарадея для РЭА по-прежнему является преимуществом, не забываем и про защитное заземление. Да, для печати корпусов РЭА уже доступен электропроводный (conductive) ABS-пластик, но судя по источнику, его удельное сопротивление примерно в миллион раз больше меди. Дескать, пыль уже не липнет, но для заземления всё равно многовато. Напечатать же стальные детали корпуса ПК в домашних условиях пока никак невозможно, да мы и алюминий-то с оловом никак не освоим…
UPD
Для моддеров, кстати, рынок предлагает новые, удобные инструменты арсенала домашней мастерской, и про один из них (осциллорез) я рассказываю в отдельной публикации. Арсенал принадлежностей прекрасно дополнит более привычные циркулярные мини-пилы (aka «дремели»), а отсутствие эффекта «запрессовки зубьев» упростит обработку вязких металлов типа меди и алюминия. Инструмент лёгкий, не такой неуклюжий и опасный, как «болгарка». Можно пилить металл практически на уровне носа и без риска получить рубящий удар от заклинившего или осколок от «взорвавшегося» диска. А так бывает в красочно описанных уважаемыми читателями случаях с УШМ: 300-граммовый блин «болгарки» делает 200 оборотов в секунду, потребляя до 2кВт электричества, и требует чуть ли не костюм сапёра. Работающий же осциллорез травматологи упирают себе пильной стороной прямо в ладонь, чтобы успокоить пришедшего на снятие гипсовой повязки пациента… Впрочем, вернёмся к нашим металлам.
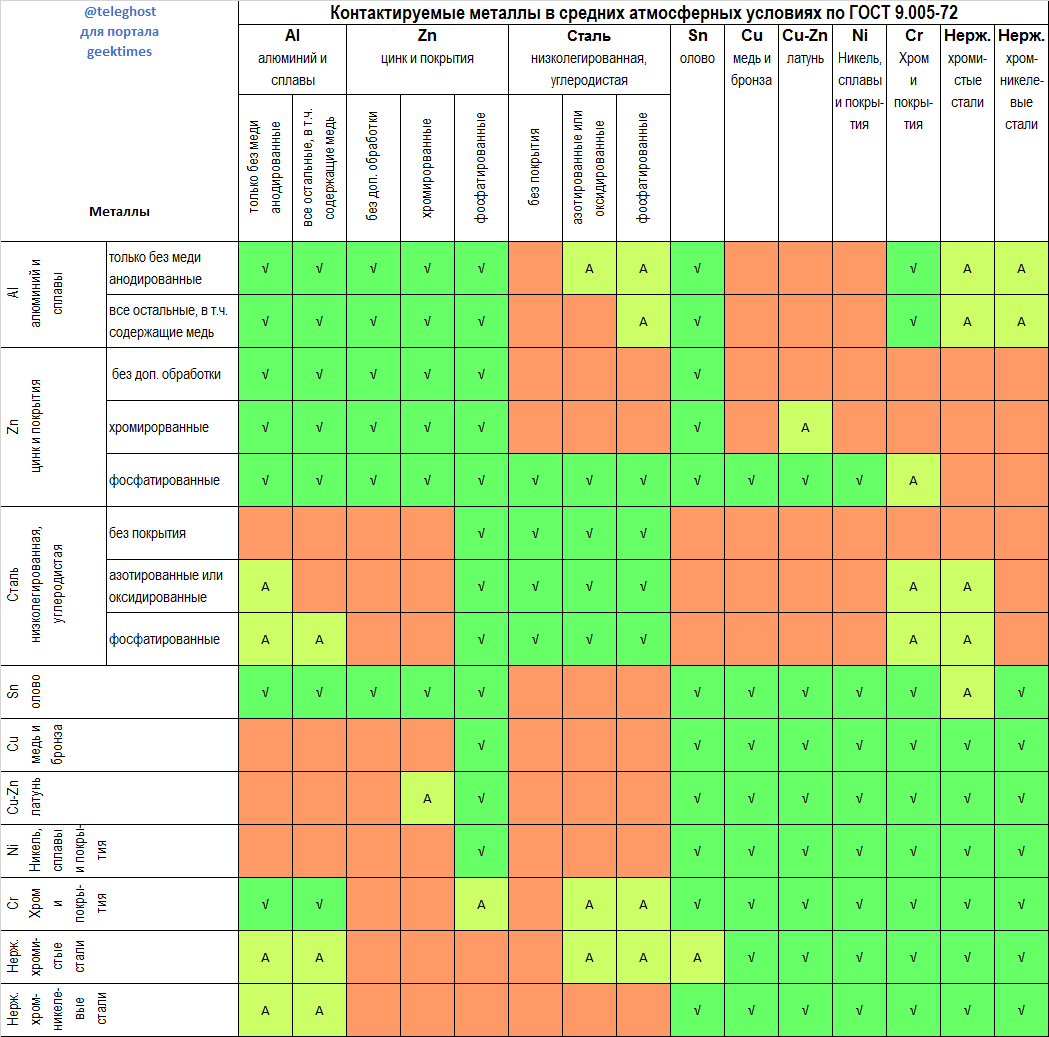
Допустимые и недопустимые контакты металлов по ГОСТ 9.005-72
DISCLAIMER: Предоставляется «как есть». Если уважаемый читатель занимается моделизмом, автомобилизмом или робототехникой, в ГОСТе также приведены: Таблица №2 для жестких и очень жестких атмосферных условий, Таблица №3 для контактов, находящихся в морской воде. Ниже я предлагаю выдержку из Таблицы №1 для средних атмосферных (т.е. комнатных) условий. Буква «А» означает «ограниченно допустимый в атмосферных условиях», подробности в самом ГОСТе.
Кликабельно (спасибо, НЛО):
Пара слов о металлах
Металлурги, поправляйте, если что не так. Коррозия очень объёмная и сложная тема, и я не претендую на полноту её освещения. Я лишь даю выборочные зарисовки, чтобы сформировать у читателя нужные ассоциативные ряды.
Оцинкованная сталь — основная рабочая лошадка народного хозяйства. В виде различных метизов «оцинковка» встречается в магазинах стройматериалов гораздо больше, чем, например, «премиумная» нержавейка. Фабричные корпуса ПК, технологические ящички и шкафчики для оборудования чаще всего выполнены из оцинкованной холоднокатанной стали толщиной порядка 1мм (чем дешевле корпус, тем тоньше лист). «Оцинковка» достаточно прочна и хорошо проводит ток, в промышленности требуется заземление. Если разрезать корпус, то под слоем краски какого-нибудь унылого RAL7035 будет тончайшее цинковое покрытие, а под ним, скорее всего, та самая углеродистая холоднокатанная сталь. Лично у меня нет причин не доверять ГОСТ 9.005-72, поэтому после колхозинга фабричных изделий вообще не рекомендую делать электрический контакт на месте среза стали, лучше постарайтесь сберечь цинковое покрытие. А порезы и шрамы можно закрасить из балончика того же унылого RAL7035 (только заплати €10 и попробуй его найти ещё). Я пользовался автомобильной эмалью нейтрального белого или чёрного цвета (флакончик с кисточной, €2 в любом автомагазине).
Алюминий и его сплавы бывают анодированные (с защитным слоем) и обычные (неанодированные). Алюминий легко обрабатывать в домашних условиях, но помните о коррозии. Не используйте голый алюминий в качестве проводника даже с низковольтным напряжением, иначе ток медленно обратит деталь в прах. Обработанным в мастерской алюминиевым и дюралюминиевым деталям показана полная эквипотенциальность (наведённые полями токи вроде бы по фиг, заземлять тоже можно). Алюминий совместим с цинковым покрытием, но для контакта с медью, «голой» или никелированной сталью требуется оловянная «прокладка». Ограниченно допустим контакт алюминия с нержавейкой в атмосферных условиях. Для простоты можно принять, что при контакте с другими металлами и покрытиями алюминий будет корродировать сам по себе, без помощи внешнего электричества.
Витая пара из омедненного алюминия (Copper Clad/Coated Aluminium, CCA) — это отдельная история, в домашних условиях кабель всё равно не производится.
Медь мягкая и довольно неаппетитно окисляется на воздухе, поэтому изделия из меди заключают в герметичную оболочку или лакируют. Латунные бляхи солдатских ремней и стойки для электронных печатных плат лучше сопротивляются окислению и выглядят аппетитнее позеленевшей меди, особенно если их периодически полировать (я про бляхи, конечно). При этом ни медь, ни её сплав с цинком (латунь) «не дружат» с чистым цинком и его покрытиями. Зато медь совмещается с хромом, никелем и нержавейкой. А если вы держите в руках какую-нибудь клемму, то она наверняка из лужёной (покрытой оловом) меди.
Олово мягкое, но зато стойкое к коррозии (в комнатных условиях) и электрически совместимое почти со всеми, кроме чугуна, низколегированных и углеродистых сталей, магния. Не стоит паять оловом и бериллий, будьте внимательны при сборке домашнего ядерного реактора. Олово используют, чтобы из недопустимого электрического контакта получить допустимый, т.е. в качестве «прокладки». Клеммы из лужёной меди — отличный пример.
UPD:
На холод изделие выносить нельзя, а при минусовых температурах лучше не эксплуатировать вообще.
Никелем покрыты блестящие «компьютерные» винтики. Такое покрытие совместимо с медью и бронзой, латунью, оловом, хромом и нержавеющей сталью. Никель несовместим с цинком и алюминием (для алюминия лучше контакт с нержавеющей сталью, см. ниже).
Нержавеющая сталь — королева металлов сталей: прочная, пластичная, стойкая к коррозии, электропроводная, круто выглядит. Слишком тугая, чтобы резать и гнуть её дома в промышленных масштабах. Хромистые и хромисто-никелевые нержавейки электрически плохо совместимы с цинком и «голой» сталью, зато дают надёжный контакт с медью без помощи олова. Алюминий, а также азотированная, оксидированная и фосфатированная низколегированная сталь ограниченно совместимы при стандартных атмосферных условиях. Нержавейка марки А2 не «магнитится», но существуют и нержавеющие стали с магнитными свойствами. Магнитные свойства не влияют на коррозионную стойкость нержавеющей стали.
Пара слов про case modding
Популярые виды резьбы, используемой в компьютерной технике
ГОСТ 19257-73 рекомендует использовать следующие диаметры свёрл для металлов. Наверное, стоит учитывать и количество метчиков в наборе: чем твёрже материал, тем больше необходимость в «предварительных» метчиках. У меня их по три штуки, два «грубых» и один «финишный». А как правильно, кстати?
UPD
А как правильно — читайте комментарии, на публикацию-таки зашли мастера слесарного дела, только я не успел отсортировать всю информацию. Пользователь golf2109 любезно принёс сюда прямо из мастерской два правых столбца таблицы для обозначения того, как мягкость (вязкость) металла влияет на диаметр отверстия под резьбу, благодарю за поддержку.
UPD
Если сверлите что-то толще миллиметрового листа, читайте спойлер про СОЖ .
Довольно большое значение и при сверлении, и при нарезании резьб имеет смазка и охлаждение обрабатываемых деталей и инструмента. Настоятельно рекомендую при подаче сверла не спешить и пользоваться техническими жидкостями. Режущая кромка сверла легко перегревается от сухой детали, и получается металлический отпуск. Поверьте, такой отпуск не нужен: он вызывает необратимые изменения в структуре металла и деградацию его прочностных свойств (сверло тупится гораздо быстрее, чем должно). Что делать? Вот несколько советов, которые автор встречал в разных местах.
Не сверлите большим сверлом сразу, разбейте операции примерно по 3мм: т.е. отверстие 10мм сперва проходим 3мм, потом 6мм.
Хорошенько отметьте отверстие керном. Одолжите у ребёнка пластилин, сделайте бортик вокруг планируемого отверстия так, чтобы получился мини-бассейн размером с монету. Если под рукой нет *вообще ничего*, хорошенько смешайте ложку подсолнечного масла с ложкой жидкого мыла и налейте в этот мини-бассейн, хуже не будет. Но если нужно просверлить насквозь, скажем, гирю 16кг, погуглите книгу народных рецептов «сож своими руками». Желаю всем начинающим удачной пенетрации: как говорится, берегите ваши свёрла-метчики смолоду, ведь их ждут новые идеи и интересные изобретения!
Источники
» ГОСТ 9.005-72. Единая система защиты от коррозии и старения. Машины, приборы и другие технические изделия. Допустимые и недопустимые контакты металлов. Общие требования.
» ГОСТ 19257-73. Отверстия под нарезание метрической резьбы. Диаметры.
» Unified Coarse Thread ANSI B1.1 (резьбы UNC ANSI B1.1).
Читайте также: