Машинная резьба по металлу
Одним из самых надежных и удобных соединений деталей является резьбовое соединение болтами и гайками. Для автоматизированной нарезки внутренних резьб с применением станков используют машинный метчик.
1 Метчики – основные виды инструмента для нарезки внутренних резьб
Метчиками называют специализированный металлорежущий инструмент, единственное назначение которого заключается в нарезании различных внутренних резьб диаметром до 50 мм в глухих и сквозных отверстиях. Изготавливают их из быстрорежущей стали (Р9, Р18, Р6М5) или инструментальной (9ХС, У11А, У12А), а иногда используют твердый сплав.
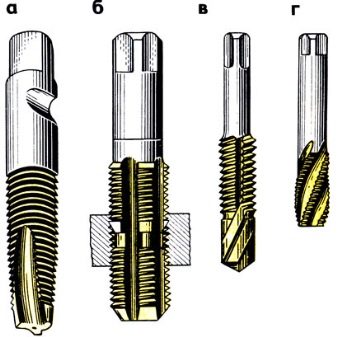
Метчик состоит из хвостовика и рабочей части, которая делится на режущую (конической формы) и калибрующую. Хвостовик предназначен для фиксации инструмента в воротке или патроне станочного оборудования. Он цилиндрической формы, а для установки в соответствующий приводной инструмент имеет квадрат на конце у ручных метчиков и поводок или лыску – у машинных.

Существуют следующие основные виды метчиков:
- Ручные – служат для нарезки резьб вручную.
- Машинные – предназначены для изготовления резьб машинным способом (на токарных станках). Отличаются от ручных особой геометрией, обеспечивающей возможность существенно ускорить процесс резания резьбы.
- Машинно-ручные – могут использоваться как для машинного, так и ручного нарезания.
- Гаечные – с удлиненным или изогнутым хвостовиком. Используются для нарезки резьб в гайках, их конструкция позволяет не выворачивать инструмент после завершения рабочей операции. С изогнутым хвостовиком применяют в гайконарезных автоматах.
По направлению формируемой резьбы все метчики делятся на:
- обычные – для правосторонней резьбы;
- специальные – для нарезки левосторонней резьбы, маркируются LH.
По геометрии резьбы:
- метрические – М;
- трубные, с резьбой:
- цилиндрической дюймовой – G;
- конической – K;
- конической дюймовой – RC.
![Фото разновидностей метчиков, ua.all.biz]()
Стандартная для труб резьба – цилиндрическая (G 1″ – на дюйм, G 1/2″ – на полдюйма и другие по аналогии). У метрических метчиков для каждого диаметра несколько шагов резьбы (стандартный, мелкий, средний), увеличивающихся с возрастанием диаметра. В маркировке инструмента указывают диаметр и шаг (кроме стандартного). М10x0,75 (диаметр 10 мм, шаг 0,75 мм) или М10 (шаг 1,5 мм – основной).
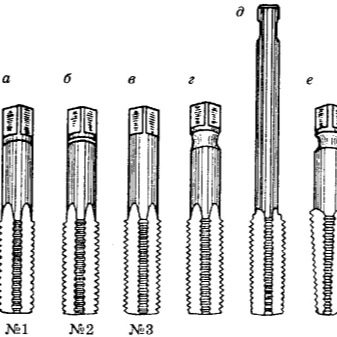
Изготовляются метчики одинарными и в комплекте из 2 или 3 штук. Последние в основном используют при работе с деталями, которые изготовлены из вязких или твердых материалов. Первые номера в комплекте предназначены для черновой нарезки, а последний – для чистового прохода. Если комплект метчиков состоит из 2-х инструментов, то №1 прорезает резьбу на 75 %, а №2 снимает оставшиеся 25 % металла. Для трех – 60 %, 30 % и 10 % соответственно.
2 Дополнительная классификация метчиков по конструкции и типу резьбы
Существуют также следующие виды метчиков:
- плашечные – применяют для формирования за 1 проход резьбы в плашках;
- маточные – используют для очистки резьбы в плашках, находящихся в работе, а также после нарезки плашечным метчиком;
- специальные (бесканавочные и комбинированные).
У бесканавочного инструмента, в отличие от обычного машинного, на всей протяженности резьбовой части отсутствуют продольные канавки, приемный конус значительно короче. Он значительно прочнее обычного, благодаря большой длине резьбовой части его можно несколько раз перетачивать (срок службы значительно больше, чем у обычного). Главное достоинство – высокая производительность работ при нарезке резьбы.
![На фото - бескановочный метчик, самоделкинспб.рф]()
Комбинированные состоят из 2 частей, которые разделены шейкой. Первая выполняет функции чернового метчика и производит предварительное формирование резьбы, а вторая используется для завершающего (чистового) нарезания. Применение такого инструмента ощутимо экономит время, потому что во время работ пользуешься одним инструментом вместо комплекта (не надо тратить время на переустановку черновых и чистовых инструментов).
К комбинированным также относят сверло-метчик. Для него не нужно предварительно просверливать отверстие, так как он и просверлит, и нарежет сразу резьбу. Первая часть этого инструмента представляет собой сверло, а вторая – метчик.
![Фото комбинированного метчика, shuruping.ru]()
По конструкции рабочей части делят на:
- со стружечными канавками (прямыми, винтовыми, укороченными, только на заборной части) и бесстружечные (раскатники с пазом и без паза для смазки);
- с обычными зубьями и шахматными или спиральными.
3 Главные условия нарезания качественной резьбы метчиком
Нарезание внутренней резьбы метчиком начинают с выбора нужного инструмента. После первым шагом является просверливание отверстия. По сути, этот этап является самым главным, так как если ошибиться с подбором диаметра, то либо болт будет болтаться, либо при нарезании резьбы от перегрузки сломается метчик. Лучше всего диаметр отверстий определять по таблицам, но можно произвести и грубую оценку: отняв от диаметра резьбы ее шаг можно получить приблизительное значение необходимого диаметра отверстия.
Например, если внешний диаметр резьбы 18 мм, а шаг 1 мм, то требуется просверлить отверстие в 17 мм. Сверлить необходимо строго перпендикулярно поверхности детали (из-за отклонений возможен брак при нарезании). У просверленного отверстия желательно сделать небольшую фаску. У глухих отверстий глубина должна быть больше, чем длина нарезаемой части, чтобы инструмент при резке вышел за границы необходимой длины резьбы. Если этот запас не предусмотреть, то резьба будет неполной.
![На фото - сверление отверстия в детали, mextexnologii.ru]()
Деталь с просверленным отверстием закрепляют в тиски. Метчик фиксируют в воротке (при отсутствии используют разводной ключ) или патроне станка. На качество резьбы, скорость нарезания и стойкость инструмента значительное влияние оказывает правильный подбор смазочно-охлаждающей жидкости (СОЖ). Чтобы не испортить инструмент, а резьбу получить чистую и с правильным профилем, необходимо применять следующие СОЖ:
- разведенную эмульсию (одна часть эмульсии, смешанная с 160 частями воды);
- для деталей из латуни и стали можно использовать льняное масло;
- для изделий из алюминия – керосин;
- для деталей из красной меди – можно скипидар;
- в изделиях из чугуна и бронзы нарезание следует проводить всухую.
![Фото нарезания резьбы метчиком, licrym.org]()
Нельзя использовать минеральные и машинные масла – они способствуют значительному возрастанию сопротивления, которое инструмент преодолевают в процессе работы, оказывают отрицательное влияние на шероховатость резьбы и приводят к быстрому износу метчика.
4 Правила нарезания внутренней резьбы метчиком
При ручной нарезке резьбы инструмент вставляют в отверстие вертикально (без перекоса). Вороток вращают в нужном направлении (для правой резьбы по часовой стрелке) не все время, а периодически делают 1–2 оборота в обратную сторону.
При таком вращательно-возвратном движении метчика срезаемая стружка ломается, становится короткой (дробленой) и легче удаляется из рабочей зоны, а процесс формирования резьбы значительно облегчается. По окончании нарезания инструмент вывертывают вращением воротка в противоположную сторону, затем его прогоняют по готовой резьбе насквозь или до упора для глухих отверстий. Необходимо также придерживаться следующих правил:
![На фото - процесс нарезания резьбы метчиком, iscsisantarget.com]()
5 Машинные метчики и особенности работы с ними на станочном оборудовании
Для формирования резьбы на токарных станках и автоматах используют метчик машинный, ГОСТ которого определяет назначение и конструкцию инструмента (некоторые ГОСТы представлены в конце статьи). Выпускают их поштучно (для формирования резьбы за 1 проход) или комплектами.
Первые обычно используют при обработке чугуна, а вторые – стали. Скорость нарезания машинным метчиком должна составлять 6–22 м/мин при работе с бронзовыми, алюминиевыми, чугунными заготовками и 5–12 м/мин – со стальными. Процесс нарезания должен обязательно сопровождаться охлаждением СОЖ.
![На фото - нарезание резьбы машинным метчиком, tverdysplav.ru]()
При работе с машинными метчиками следует придерживаться дополнительных правил:
- При выборе сверла необходимо помнить, что при работе с метчиками-раскатниками для предварительного создания отверстий требуются инструменты других диаметров.
- При использовании станков с ЧПУ следует проверять скорость подачи инструмента, указанную в программе. Если установлен резьбонарезной патрон, то величина подачи метчика на 1 оборот должна иметь значение 95–97 % от шага, чтобы обеспечить самозатягивание инструмента.
- Следует по возможности пользоваться качественными патронами, имеющими компенсацию, ограничивающую крутящий момент. Такие патроны гарантируют правильное осевое перемещение инструмента и устанавливают его строго в отверстии. Это также предохранит метчик машинный от поломки, если он случайно столкнется с дном отверстия.
- Требуется следить за плавностью входа инструмента в отверстие – неравномерная, прерывистая подача, скорей всего, приведет к колоколообразной форме первых витков стружки (браку резьбы).
Применимость некоторых видов метчиков в зависимости от обрабатываемого материала:
Как правильно нарезать резьбу метчиком
![Нарезка резьбы метчиком]()
Метчик – инструмент, с помощью которого можно быстро и точно нарезать резьбу в подготовленном отверстии. Это стержень, разделенный на рабочую часть и хвостовик. Хвостовик служит для фиксации в воротке или патроне станка. Удаление стружки обеспечивают продольные или винтовые канавки, находящиеся на режущей части. Для изготовления этого инструмента используют углеродистые или быстрорежущие стали. Чтобы качественно нарезать внутреннюю резьбу, необходимо знать, как правильно выбрать метчик и подготовить отверстие.
Разновидности инструмента
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров. С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.
![]()
По способу ведения процесса различают модели:
- Проходные (универсальные). Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.
- Комплектные. Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
- Машинно-ручной. Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
- Машинный. Устанавливается в патрон металлообрабатывающих станков различных типов.
Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
- Для непроходных отверстий используют комплектный инструмент без конусного кончика. Работа обычно выполняется воротком.
- В сквозных отверстиях резьбу изготавливают метчиками с конусообразным кончиком. Чаще всего это разновидности инструмента универсального типа.
Каналы для отведения стружки имеют различные формы: прямую, винтовую, укороченную.
![]()
Для обработки материалов невысокой твердости подходят стружкоотводящие каналы любых форм. Чтобы метчиком нарезать резьбу в материалах высокой твердости, таких как нержавеющая и жаропрочная стали, применяют только инструмент, в котором режущие сегменты имеют шахматное расположение.
Как правильно определить диаметр отверстия?
Перед тем как нарезать резьбу, изготавливают отверстие, диаметр которого определяют по стандартизированным таблицам. Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.
Таблица соответствия метрических резьб и диаметров отверстий для них
Обозначение резьбы Диаметр, мм Обозначение резьбы Диаметр, мм Обозначение резьбы Диаметр, мм М 2 1,6 М 8 6,7 М 22 19,4 М 2.2 1,75 М 9 7,7 М 24 20,9 М 2.5 2,05 М 10 8,5 М 27 23,9 М 3 2,5 М 11 9,5 М 30 26,4 М 3.5 2,9 М 12 10,2 М 33 29,4 М 4 3,3 М 14 12,0 31,9 М 5 4,2 М 16 14,0 М 39 М 6 5,0 М 18 15,4 М 42 37,4 М 7 6,0 М 20 17,4 М 45 40,4 Таблица соответствия дюймовых резьб и диаметров отверстий для них
Размер резьбы, дюймы Диаметр, мм Размер резьбы, дюймы Диаметр, мм 1/8 8,8 7/8 28,1 1/4 11,7 1 30,5 3/8 15,2 1 1/8 35,2 1/2 18,9 1 1/4 39,2 5/8 20,7 1 3/8 41,6 3/4 24,3 45,2 Этапы нарезания резьбы машинно-ручным метчиком
Порядок производства работ:
- Первый шаг – разметка в соответствии с чертежами.
- По отметкам производят кернение остро заточенным керном.
- Сверлят со средним нажимом на невысоких оборотах. Дрель должна находиться под прямым углом к поверхности. Перед началом работ сверло смазывают. Если глубина отверстия большая, то смазывание производят не только перед началом, но и во время работы. Глубина глухого отверстия должна быть несколько больше, чем нарезаемая длина. При отсутствии запаса резьба может получиться неполной.
- Повысить качество результата позволяет обработка зенкером, которая уменьшает конусность и обеспечивает параллельность боковых поверхностей.
- Метчик закрепляют в воротке, кончик его смазывают и вставляют в отверстие строго под прямым углом к поверхности. Делают первый оборот, несильно нажимая сверху на вороток. После первого оборота вперед следует сделать половину оборота назад для удаления стружки. Особую осторожность соблюдают при использовании универсального инструмента – он хрупкий и его легко повредить. Проще работать с комплектными моделями.
Полезные советы
- Чтобы правильно нарезать резьбу в металлах с низкой твердостью и высокой вязкостью, таких как алюминий, сплавы на его основе, медь, баббиты, метчик рекомендуется периодически вынимать для очистки каналов от налипшей стружки.
- При использовании комплектных моделей следует использовать полный набор. Пропуск чернового инструмента не ускоряет, а замедляет нарезание. Такое нарушение технологии приводит к снижению качества результата, а иногда и к выходу метчика из строя.
- Для предотвращения перекоса метчика через 2-3 нити проверяют вертикальность его положения с помощью угольника. Такая предосторожность особенно актуальна для глухих и мелких отверстий.
Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
- в стальных элементах применяют эмульсии, льняное масло, олифу;
- в изделиях из алюминия и его сплавов – керосин;
- при обработке меди – скипидар.
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.
Все о машинных метчиках
Для организации многих производств и мастерских нужно знать все о машинных метчиках, о требованиях к ним по ГОСТ, об удлиненных, комплектных и поставляемых с винтовой канавкой конструкциях. Полезно разобраться с тем, что означают М6 и М8, М10 и М12, М4 и М3, М5 и другие размеры метчиков. А также надо будет ознакомиться с нюансами отбора и практического применения таких моделей.
![]()
Конструктивные особенности
Главная специфика любого машинного метчика объясняется уже его названием. Это устройство предназначено исключительно для использования в различных станках и аппаратах. От ручных и машинно-ручных вариантов оно отличается неповторимой геометрией. Форму меняют не просто так — она рассчитана на достижение максимально высоких скоростей при обработке. Токарные приспособления создаются целенаправленно для установки в центры соответствующего типа станков; разница только в исполнении хвостовой части.
![]()
Заборный сегмент для прокладки сквозных проходов равен 5 или 6 виткам. Чтобы прорезать глухое отверстие, достаточно даже 2 витков. Этим обстоятельством активно пользуются конструкторы, чтобы сокращать до разумных пределов длину своих разработок.
Хвостовая часть может быть выполнена в формате стержня или квадрата. От структуры канавки зависит то, как эффективно станет нарезаться резьба, как полноценно удаляется стружка.
![]()
![]()
Наибольший спрос имеют метчики с 3 или 5 канавками. Важное значение имеет передний угол изделия. Меньше всего — от 0 до 5 градусов — он должен быть для работы с чугуном. Чтобы обрабатывать сталь, нужны значения от 5 до 10 градусов. Манипуляции с цветными металлами и сплавами на их основе проще всего проводить при переднем угле не менее 10 и не более 25 градусов.
Задние углы колеблются от 4 до 12 градусов. Чаще всего канавки идут прямо. Но если критичен идеальный отвод стружки, то наклон должен составлять от 8 до 15 градусов. Модели с удлиненным хвостовиком рассчитываются обычно на получение метрических нарезов от М3 до М10 включительно. Стандарт для их разработки и производства получен путем прямого перевода глобального стандарта ИСО 8051-89.
![]()
Комплектные версии также по умолчанию рассчитываются на метрическую резьбу. Как комплектные, так и одинарные модели метчиков могут быть спроектированы с расчетом на выработку сквозных и глухих отверстий. В некоторых случаях разметочное устройство имеет длинный хвостовик, что весьма практично и удобно для серьезных работ. Что касается изделий с винтовой канавкой, то они все должны соответствовать ГОСТ 17933-72, сохраняющему свою актуальность.
![]()
![]()
В стандарте расписаны:
ориентировка самих канавок;
углы их наклона для различных случаев;
допуски по основным габаритам;
номинальные сечения резьб.
![]()
![]()
Размеры
Эти величины задаются в соответствии с ГОСТ 3266-81. Изделие категории М3 имеет главный шаг нарезки 0,5 мм. При этом оно способно пробить отверстие в 5 раз крупнее — до 0,25 см. Надо сказать, что подобные пропорции выдерживаются не всегда. Так, метчики типа М4 при шаге резьбы 0,7 мм подготавливают отверстия величиной 0,37 см (коэффициент 5,28). Для М5 соотношение составит уже 0,08 и 0,42 см (коэффициент 5,25).
Другие размерные позиции (см):
М10 — 0,15 и 0,843;
М11 — 0,15 и 0,943;
М12 — 0,175 и 1,02;
М20 — 0,25 и 1,735;
![]()
![]()
Критерии выбора
Раньше всего надо уточнить, по металлу какого вида предстоит работать. Некоторые особенности метчиков для разных видов металла охарактеризованы выше, и возвращаться к ним смысла не имеет. Зато есть другие моменты, которые также стоит учесть. Во внимание надо принять число канавок, через которые выходит стружка и поступает специальная жидкость. Это число может составлять от 2 до 6 штук, и выбирают его после тщательного технического анализа.
Стоит анализировать и профили впадин, и направление хода канавок. Прямолинейно расположенные канавки преимущественно используются в типовых универсальных метчиках.
Левое направление винтовой линии позволяет делать резьбу «на проход». Стружка в таком случае группируется перед самим метчиком, и нарезка не портится. Правое расположение углублений рекомендовано для глухих каналов; при таком варианте стружка отводится назад, и не спрессовывается (если бы она сдавливалась, то инструмент портился бы очень легко).
Заборный блок по форме напоминает конус. Это позволяет существенно облегчить вхождение зубьев в самый неподатливый материал. Углы наклонов могут составлять 3-20 градусов. Они определяются тем, будет ли метчик прокладывать первичную или чистовую резьбу. Надо оценивать и калибрующую часть, которая призвана понижать силу трения.
Некоторые метчики имеют короткие канавки или вовсе лишены канавок. Такими устройствами хорошо делать резьбу в алюминиевом сплаве различного состава. Подходят они также для вязких сталей с низким содержанием углерода. Но это приспособление пригодится еще и для особенно прочных сталей с высоким уровнем легирующих добавок. Винтовые канавки позволяют успешно использовать метчик как компонент обрабатывающего центра, готовя превосходную глухую резьбу.
В некоторых моделях зубья расставляются в шахматном порядке. Это означает, что на калибрующем участке они срезаются через один. При таком подходе трение оказывается меньше.
Как результат, упрощается обработка вязких материалов. Ступенчатые метчики используют, если нужно отдельные зоны обрабатывать с особой схемой формообразования.
Комбинированные устройства для разметки имеют сверлящую ступень или, проще говоря, обычное сверло. Метчиками-протяжками пользуются, чтобы нарезать резьбу произвольного сечения и шага на токарных станках. Если нужна максимальная производительность на современном станочном оборудовании, применяют метчики с внутренним каналом для подвода смазочно-охладительной жидкости. Они пригодны как для универсального, так и для специализированного станка.
Иногда ставится задача подготовить сквозную резьбу особенно крупного сечения (от 5 до 40 см). В таких случаях нужны колокольные метчики. Это сборный инструмент, разделенный на обособленные режущие сегменты. Внутрь корпуса также поступает смазочно-охлаждающая жидкость. Предусматривается 16 рабочих перьев; полезной опцией оказывается и поглощение большого количества стружки.
![]()
По виду формируемой резьбы, кроме традиционных метрических, выделяются еще и:
Как нарезать резьбу метчиком?
Нарезание резьбы доступно каждому домашнему или гаражному мастеру. Для этого необязательно обращаться в слесарный сервисный центр. Посмотрите пару видеоуроков – и приобретите метчики для выполнения внутренней резьбы.
![]()
![]()
Подготовка
Тренироваться начинающий мастер может на обрезках гладких прутов или незакалённой проволоке диаметром от 3 мм. Заготовку необходимо выпрямить перед началом работы – слишком изогнутая подпортит резьбу в процессе нарезания, а, возможно, и сам инструмент. Заготовка должна быть ровной, как, например, стальная направляющая. Для проверки ровности используйте обычную ученическую или стальную линейку.
![]()
![]()
Если речь идёт о нарезании внутренней резьбы, то используйте заранее просверленную заготовку или отрезок трубы (трубки) подходящего внутреннего (не наружного) диаметра. Использование труб регламентируется ГОСТом – по размерам внутреннего и наружного диаметров, толщине стенки и т. д. Чем больше внутренний и наружный диаметры трубы, из которой нужно изготовить винтовую стойку, муфту или иную конструкционную насадку, тем лучше качество резьбы и прочность получившейся детали. Например, для стойки или муфты под болт М10 рекомендовано применение отрезка трубки с толщиной стенок не менее 5 мм. Закономерность эта не является линейной, т. к. трубка или труба как таковая ненамного уступает стержню из аналогичного материала, к примеру, стали, и такого же диаметра, как и внешний обхват этой же трубы (трубки).
Запас толщины стенок для нарезания внутренней резьбы необходим – чтобы заготовка не деформировалась вне зависимости от способа, которым прорезается винтовая канавка: ручным или с помощью дрели (либо шуруповёрта).
![]()
![]()
В идеале метчик крутится без рывков, несмотря на усилие – за счёт однородности разрезаемого материала, постоянства тяги механизма (крутящего усилия). При нарезке резьбы вручную возможны значительные перепады силы, приложенной мастером, однако плавность хода имеет решающее значение.
![]()
![]()
Помимо общих требований, ГОСТ подразумевает точный расчёт внутреннего диаметра для нарезания резьбы. Диаметр отверстия для М6 с канавкой, шаг которой составляет 0,75 мм, предполагает просверливание отверстия сверлом диаметром 5,25 мм: формула такова, что из диаметра болта или шпильки вычитается шаг резьбы. Для М8 с шагом резьбы в 1 мм диаметр отверстия составит 7 мм, для М10 – 9, для М12 – 11, для М14 – 13. Однако стоит помнить, что ширина (шаг) винтовой канавки также растёт с увеличением диаметра болта или шпильки, поэтому для М20, к примеру, делается 18,5-миллиметровое отверстие, когда шаг резьбы для болта (и внутренней резьбы для него в самой заготовке) составил, предположим, 1,5 мм. Это главное условие для достижения высококачественного реза.
Конкретный расчёт применяют для нетипичных деталей, которые запрещено заменять простыми строительными шпильками ввиду более низких показателей твёрдости и прочности стали. К примеру, закалённые ступицы для велосипедов, изготавливаемые по М12, но с нестандартной резьбой (чтобы обычные строительные гайки не подходили) в 0,6 мм, предусматривают проделку отверстия в цапфе втулочного механизма, куда вкручивается эта ступичная ось, в 11,4 мм соответственно. Поскольку эти детали поставлены на широкопоточное конвейерное производство, то метчики для их нарезания рассчитаны на выполнение резьбы на пониженных оборотах, к примеру, напоминающих ход шуруповёрта (0,5… 2 оборота в секунду) на низкой скорости.
![]()
![]()
Существует также понятие о метричной и дюймовой видах резьбы. Они отличаются шагом и глубиной винтовой канавки. Например, нарезка внутренней или наружной «дюймовой» резьбы подразумевает не заострённый, а усечённый гребешок внешнего отверстия (по ходу канавки) – и точно такой же «паз» внутреннего. Подбирать метчик также необходимо исходя из назначения резьбы, нагрузки на неё в ходе затяжки.
Подобрав метчик, убедитесь, что дрель (или сверлильный станок), которой вы сверлите отверстия, не создает биений. Механизм должен быть идеально отцентрован, а само сверло – не являться искривленным, подогнутым. Если не проследить за этими двумя важными особенностями, вы получите «битые» отверстия и, как следствие, некачественную резьбу. Угол заточки сверла под сталь – порядка 140 градусов.
Не применяйте инструмент с другим углом заточки, к примеру, под дерево и пластик.
Все о размерах метчиков для нарезания резьбы
Знать все о размерах метчиков для нарезания резьбы очень полезно для всех, кому приходится эту самую резьбу постоянно создавать. Внимательно нужно отнестись к стандартному шагу метчиков М6 и М8, М10 и М12, М16 и М30. Также придется изучить дюймовые размеры и принципы подбора сечения сверла.
![]()
Стандартные параметры метчиков
Специальное разметочное оборудование для нарезания резьбы четко градуировано по размерам. Величина измеряется в нескольких отношениях. Основной индекс резьбы даже для метрических изделий задается по дюймовой шкале. Это нетрудно увидеть в любом описании таких изделий. Так, для метчиков М6 резьба выполняется сечением 0,1 см. При этом величина отверстия под нарезку может составлять от 4,8 до 5 мм.
![]()
![]()
Для изделий категории М6 типичный основной шаг будет равен 1,25 мм. А пробиваемый проход для изделия при диаметре в 8 мм достигает 6,5-6,7 мм. Для более мелких конструкций (М5) такие размеры принимаются совпадающими с 0,8 мм, 4,1-4,2 мм, соответственно. Интересно сравнение этой модели с крупным серийным образцом — М24. Шаг формирования нарезов составит 3 мм, а посадочный квадрат принят равным 1,45 см.
Метящее металл приспособление типа М12 прокладывает нарезы через 1,75 мм. Сечение отверстия составит 9,9 либо 10 мм. Для более мелких М10 такие показатели принимаются равными 1,5, 8,2 и 8,4 мм, соответственно (в случае минимального и максимального прохода).
Иногда в ход идут метчики М16. Подобные инструменты позволяют процарапать резьбу с 2-сантиметровыми промежутками, с каналами на 1,35 см минимум и 1,75 см максимум.
В некоторых случаях возникает необходимость проложить нарезы с интервалом в 2,5 мм. Тогда выручают метчики из разряда М20. При их работе формируются проходы сечением не ниже 1,5 см. Габариты и параметры работы (в сантиметрах) некоторых прочих разметочных приспособлений приведены в таблице ниже. Важно понимать, что все сказанное относится только к метрической резьбе.
Типичные габариты хвостовика тоже нормированы (в миллиметрах):
- 2,5х2,1 (для метчиков не крупнее М1,8);
- 2,8х2,1 (М2-М2,5);
- 3,5х2,7 (только для метчиков М3);
- 4,5х3,4 (лишь для разметочного оборудования М4);
- 6х4,9 (от М5 до М8 включительно);
- 11х9 (М14);
- 12х9 (только М16);
- 16х12 (лишь М20);
- 20х16 (разметочные устройства М27).
Встречаются также хвостовики:
![]()
![]()
Дюймовые размеры
Они характерны для продукции, поставляемой из США и Великобритании. Если сечение нарезов составит 3/16, то отверстие прокладывается строго от 0,36 до 0,37 см. Довольно популярные метчики дюймовые 1/4 делают канальцы 5-5,1 мм, а для изделий класса 3/8 эти показатели составят 7,7 и 7,9 мм, соответственно. Шаг расстановки нарезов (в миллиметрах) будет равен:
Формат 1/2 предполагает промежутки между нарезами 2,117 мм. При этом прокладывается проход 1,05 мм. Дюймовые метчики имеют шаг резьбы 3,175 мм. Отверстие достигает 2,2 см в диаметре. Самые крупные модели относятся к категории 17/8. Шаг резьбы равен 5,644 мм, а диаметр отверстия будет достигать 4,15 см.
Необходимо учесть, что наряду с метрическими и дюймовыми разметочными приспособлениями встречаются еще и те, которые предназначены для разметки отверстий в трубах. Для инструмента категории 1/8 дюйма ход нарезов составляет 28 витков на дюйм. Если он относится к разряду 1/2, то резьба формируется с интервалом 14 витков на дюйм.
Сечения самих нарезов будут равны 0,8566 и 1,8631 см. Двухдюймовый трубный метчик делает 11 витков на дюйм, а сечение прорезов принимается равным 5,656 см.
Как подобрать диаметр сверла?
Величина отверстий сегодня продолжает определяться согласно ГОСТу далекого 1973 года. Хотя этот стандарт несколько раз пересматривался, его нормы при этом неизменно подтверждали свою актуальность. В плане работы в промышленности, энергетике и других сферах ничего не изменилось. Универсальный подход характерен для обработки как черных, так и цветных металлов. Чтобы определить требуемые для нарезки внутренней резьбы параметры, начинают со сверления посадочной площадки.
Это делают с двойным радиусом. Внимательно проверяют, чтобы канал при просверливании был на 0,1-0,2 см уже, чем требуемое сечение. Иначе не получится затем сделать витки с точно соблюдаемыми размерами. Подбор сверл ведется с учетом измерительного стандарта, по миллиметровой либо по дюймовой шкале. Число нитей для захода тоже следует учесть.
Один и тот же виток может обозначаться различным образом. Его устанавливают, измеряя промежуток между примыкающими боковинами на профиле. Отсчитывают сначала 10 ниток. Потом оценивают число миллиметров между ними и уменьшают эту цифру в 10 раз. Ход высчитывают аналогичным образом, но вычисляют уже по виткам одной нитки.
![]()
![]()
Свойства хрупких и твердых сплавов отличаются от качеств мягких вязких металлов. Об этом люди, подбирающие метчики для нарезки резьбы, очень часто забывают. Так, в мягких материалах для резьбы М8 нужно отверстие 6,8 мм. В твердых — на 0,1 мм меньше.
Также еще советуют учитывать предельные отклонения по диаметру, устанавливаемые в ГОСТе, и обращать внимание на разницу между обычными и бесстружечными метчиками.
Читайте также: