Маркировка модульных фрез по металлу
Дисковые зуборезные (модульные) фрезы служат для предварительного и окончательного нарезания цилиндрических прямозубых и косозубых колес и шевронных колес с канавкой между зубчатыми венцами на ободе для выхода инструмента. Эти фрезы применяются также для предварительного, а в отдельных случаях и окончательного нарезания прямозубых конических колес.
В производстве зубчатых колес применяются следующие типы дисковых фрез: стандартные комплекты фрез нормального ряда из 8, 15 или 26 номеров, специальные чистовые дисковые фрезы для нарезания определенного колеса, черновые дисковые фрезы.
Стандартные дисковые зуборезные фрезы нормального ряда. Для каждого модуля и профильного угла, а также для каждого числа зубьев колеса теоретически необходимо иметь специальную дисковую фрезу, что экономически нецелесообразно. Поэтому специальные дисковые фрезы для нарезания определенного колеса применяют:
- для изготовления зубчатых колес с числом зубьев, меньшим 12;
- для зубчатых колес с циклоидальным профилем зуба.
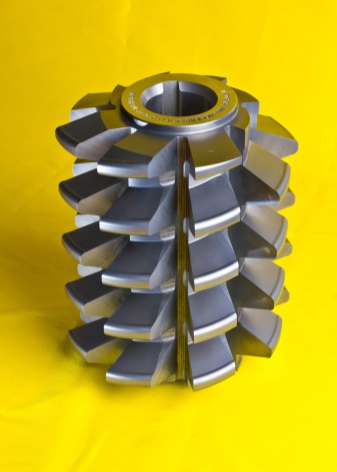
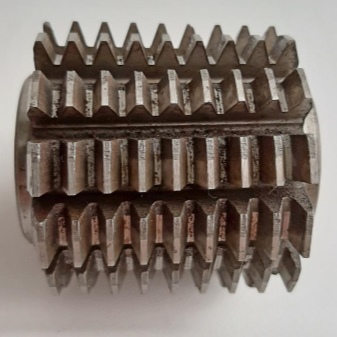
В остальных случаях применяют комплекты, состоящие из 8, 15 или 26шт. Каждая фреза комплекта предназначена для нарезания колес с числами зубьев в определенных границах. Наибольшее распространение получили комплекты, состоящие из 8 и 15 фрез (Рис.1.).
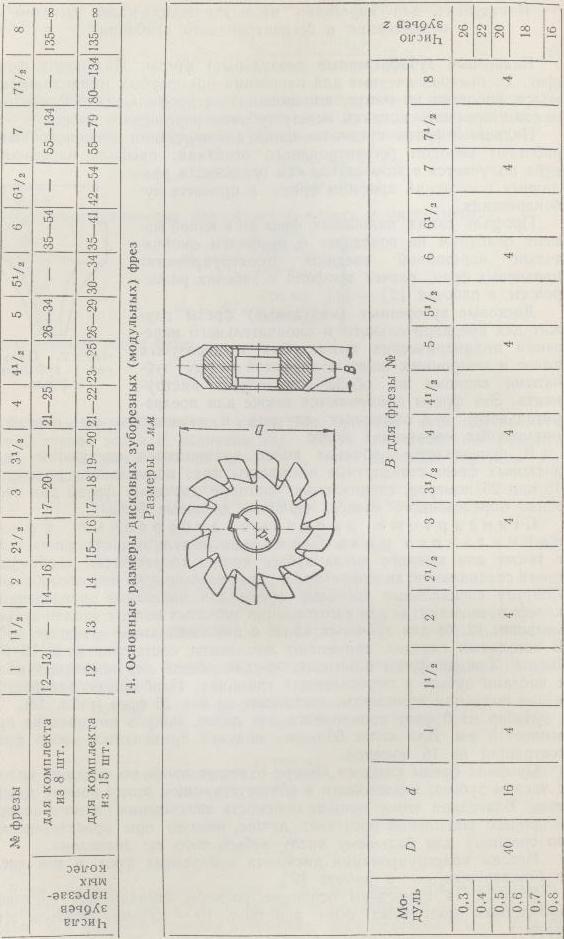
Рис.1. Наборы дисковых зуборезных (модульных) фрез.
Набор их 8 фрез применяется для колес, модуль которых не превышает 8мм. Для колес больших модулей применяется набор фрез, состоящий из 15 номеров.
Профиль фрезы каждого номера отвечает профилю впадины колеса с числом зубьев, наименьшим в соответствующем этому номеру диапазоне. Благодаря этому меньше опасность защемления парного колеса, и процесс зацепления протекает лучше, нежели при проектировании по среднему или большему числу зубьев того же диапазона.
На Рис.2. приведены основные размеры стандартных дисковых зуборезных (модульных) фрез, а на Рис.3. - рабочие размеры этих фрез.
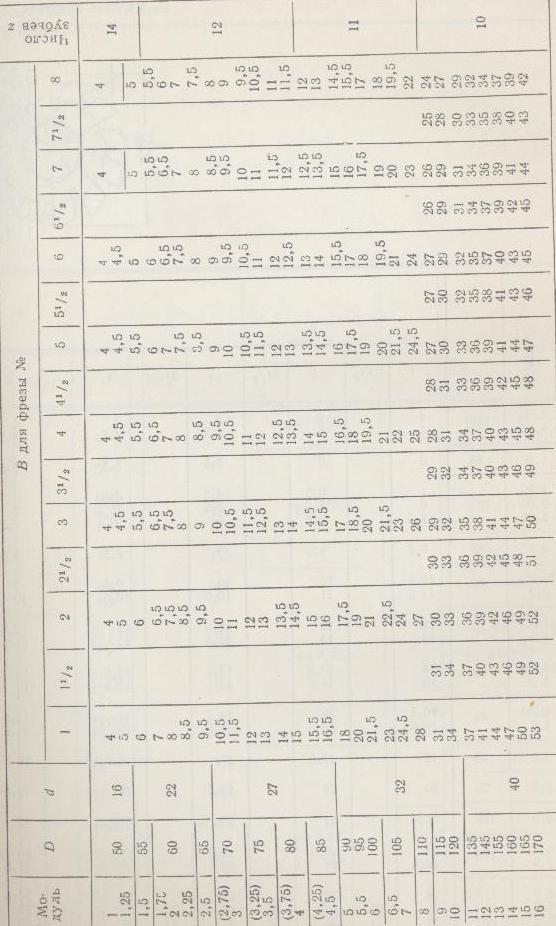
Рис.2. Основные размеры стандартных дисковых зуборезных (модульных) фрез.
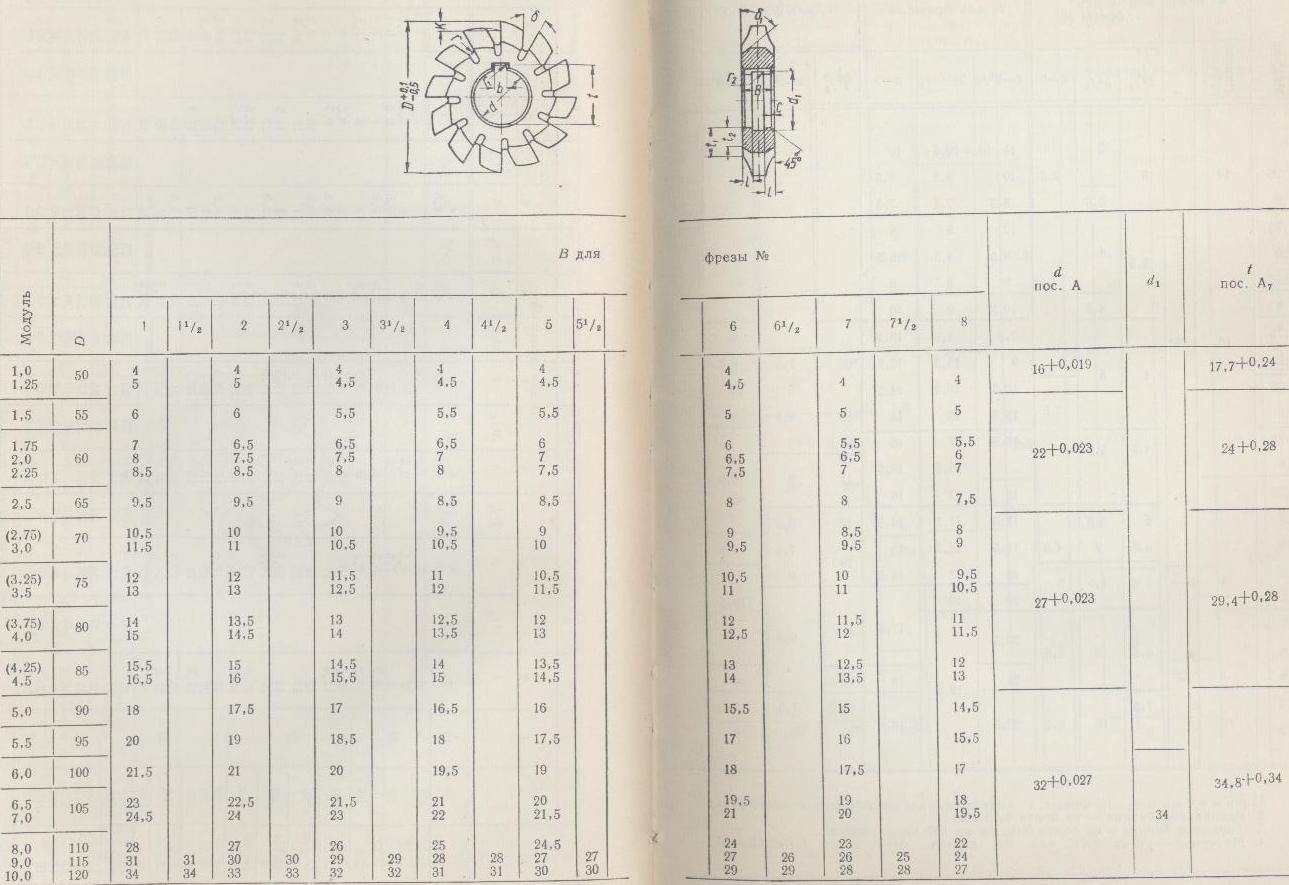
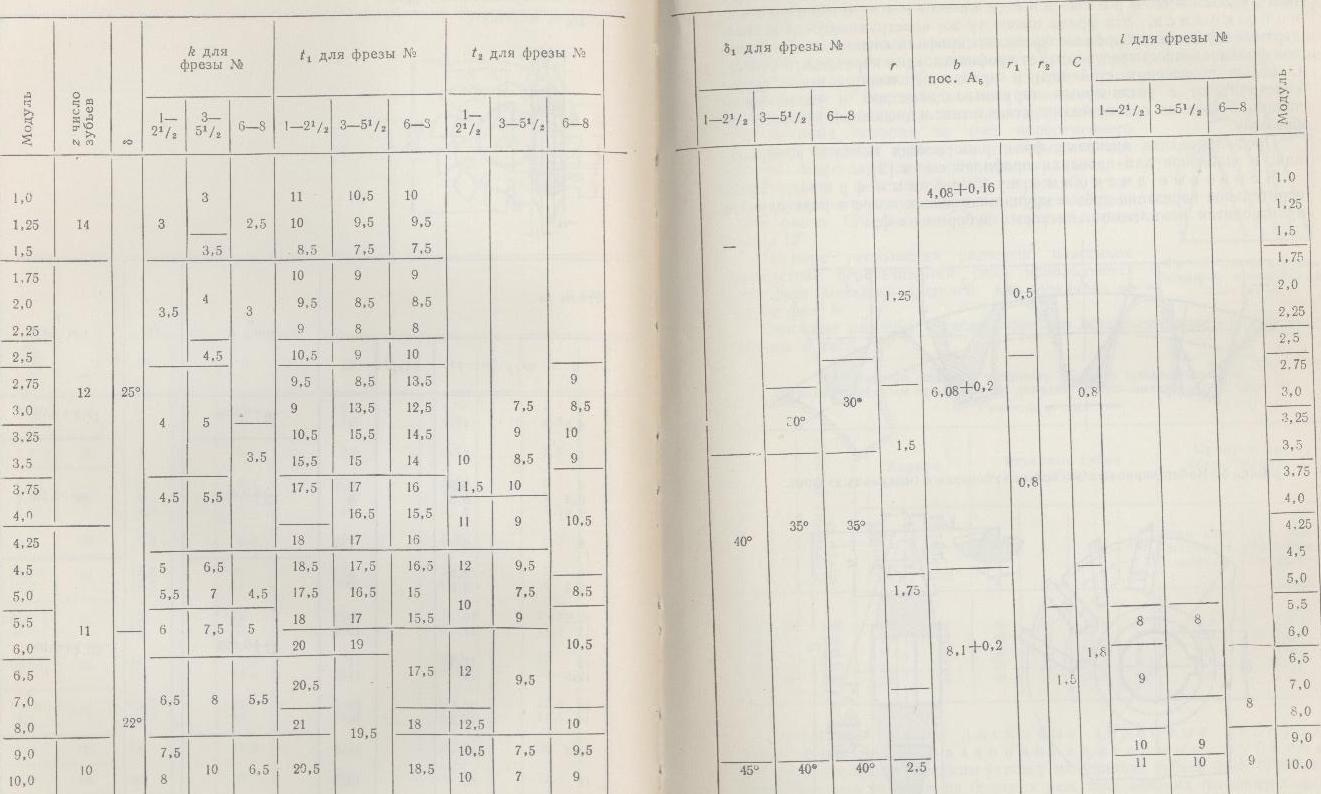
Рис.3. Рабочие размеры дисковых (модульных) фрез.
Специальные чистовые дисковые зуборезные (модульные) фрезы для нарезания определенного колеса. Эти фрезы имеют ту же конструкцию, что и стандартные дисковые зуборезные фрезы, но профиль специальной модульной фрезы в точности соответствует профилю впадин нарезаемого колеса. С целью повышения стойкости и производительности такие фрезы конструируют с увеличенным наружным диаметром и увеличенным числом зубьев по сравнению со стандартными дисковыми зуборезными фрезами.
Все о модульных фрезах
Модульная фреза – главный инструмент для изготовления зубчатых колес. Из нашей статьи вы узнаете, как применяются дисковые и пальцевые модели для нарезания зубьев и зубчатых колес, почему они поставляются с номерами в комплектах и какие параметры устанавливают ГОСТы.


Что это такое?
Модульная фреза – это многолезвийный инструмент, который широко применяется в единичном и серийном производствах для изготовления зубчатых колес, шестерен и реек. В отличие от долбяков и зуборезных гребенок модульные фрезы обладают высокой скоростью работы, не требуют специального оборудования и дают высокую точность.
Для разных технологических операций и условий производства существуют различные их конструкции.
- Дисковая. Главное преимущество – универсальность. Обработку можно производить на любых горизонтально-фрезерных станках, но деталь нужно закрепить в делительном устройстве. Недостаток – требуется много места для выхода инструмента из заготовки (радиус фрезы плюс зазор 3–5 мм). Поэтому нарезать ступенчатые колеса или цельные шевронные нельзя. Зато можно обрабатывать сразу несколько заготовок одновременно. А это значительно увеличивает производительность и снижает затраты на изготовление зубчатых колес. Но поскольку за один проход можно обработать всего одну впадину между зубьями, общая скорость нарезания колеса невысокая.


- Пальцевая. Ее главное достоинство – можно производить колеса со сложным профилем зубьев. С ее помощью можно изготовить шестерню с круговыми зубьями или шевронное колесо из цельной заготовки. Такое изделие будет обладать наибольшей прочностью при минимальной массе. Правда, производительность гораздо ниже. Это потому, что в месте приложения наибольшего усилия резания (острие фрезы) у нее самый маленький диаметр, что вынуждает уменьшать скорость обработки. Так что эти инструменты больше подходят для единичного типа производства.
В основном они применяются на вертикально-фрезерных и 5-координатных станках.
- Червячная. У нее высокая точность изделий сочетается с большой скоростью обработки. Но она не может нарезать шевронные и ступенчатые колеса. Кроме того, работу нельзя выполнить на универсальном оборудовании, и требуются специализированные зуборезные станки.


Высокая точность червячной фрезы обусловлена самим способом обработки. При нарезании зубьев заготовка и инструмент имитируют зубчатое зацепление, и такой метод называется обкаткой. При таком способе обработки не нужно большого количества инструментов – одной и той же фрезой можно нарезать колеса с различным числом зубьев. А с дисковыми и пальцевыми фрезами их профиль переносится на впадины колеса, поэтому такой способ назван методом копирования. При этом все погрешности переносятся на конечное изделие, поэтому после обработки детали часто отправляются на шлифование.
Важно! Шестерням, которые изготовлены дисковыми и пальцевыми фрезами, требуется время на приработку. Изначально в процессе зацепления будут возникать шумы и вибрации, которые вскоре пропадут. Это связано с неточностями изготовления.



Для установки модульных фрез на станок нужны специальные приспособления.
- Дисковые и червячные модели закрепляются на оправке. Для этого у них есть центральное отверстие с фасками, которые упрощают монтаж. После этого оправка фиксируется на шпинделе.
- Пальцевые фрезы имеют хвостовую часть в виде цилиндра, конуса Морзе или инструментального конуса 7: 24. Она сразу может устанавливаться в шпиндель.
Если посадочные размеры инструмента и шпинделя станка не совпадают (например, диаметры центрального отверстия и шпинделя), то применяются переходные втулки. Они стандартизированы по ГОСТу. Более того, с их помощью можно менять тип крепления. Например, фрезу с конусом Морзе закрепить в шпинделе с коническим отверстием 7: 24.


Назначение
Модульные фрезы используются на зуборезных фрезерных, универсальных токарных со специальной головкой, многооперационных станках с ЧПУ и некоторых других видах оборудования. С их помощью можно изготовить:
- цилиндрические зубчатые колеса с прямыми, косыми и круговыми зубьями;
- конические шестерни разного размера;
- шевронные колеса с различным сечением канавки между зубьями;
- шестерни с циклоидальным профилем зубьев – для их изготовления требуются специальные фрезы;
- зубчатые рейки;
- валы-шестерни различных форм и конфигураций;
- калибры для измерения точности зубчатых колес.



Для обработки заготовок из разного материала требуются различные инструменты.
- Для заготовок из углеродистых сталей применяются фрезы из сталей марок 9ХС, ХВГ, ХВСГ и других. Их подвергают поверхностному закаливанию токами высокой частоты, поэтому твердость режущих кромок повышается до 62–64 HRC.
- Заготовки из конструкционных материалов обрабатываются фрезами из быстрорежущих сталей Р6М5 и Р6М3. Твердость режущих граней составляет 63–65 HRC. Такие инструменты имеют более высокую стоимость.
- Для нарезания зубьев на легированных деталях используются составные фрезы. Тело инструмента – высокопрочная сталь, а режущие пластины выполнены из твердых сплавов. Они закрепляются механически.


Стандарты
Высокая точность обработки зависит от правильного выбора инструмента. Чем меньше зубьев на колесе, тем больше расстояние между ними и тем толще должна быть режущая пластина. Поэтому для разного числа зубьев нужны разные по толщине дисковые и пальцевые модульные фрезы. Они поставляются комплектами из 8, 15 или 26 штук. Каждая фреза предназначена для обработки колеса с определенным числом зубьев. Поэтому ГОСТом регламентирован номер фрезы, который можно выбрать по таблице.
Комплекты из 8 фрез используются при обработке колес, у которых модуль составляет не более 8 мм. Если он больше, то используется набор из 15 инструментов. Этого достаточно для большинства задач. Но если изделие должно быть очень точным, то нужен комплект из 24 фрез. Но такое касается только дисковых и пальцевых фрез. Для червячных моделей количество зубьев на изделии не имеет значения. Фрезы подразделяются на черновые и чистовые модели и делятся на несколько классов точности: ААА, АА, А, В, С и D. Инструменты классов ААА АА и А имеют наименьшие погрешности, они дают 5–9-й степень точности зубчатого колеса по ГОСТ 1643-81, тогда как фрезы С и D дают 10–11 квалитеты.


Помимо этого, документы устанавливают и другие параметры инструментов.
- Наружный диаметр. Он нужен для расчетов скорости резания, определения допустимых геометрических размеров заготовки и других расчетов.
- Размер посадочного отверстия. От него зависит, подойдет ли выбранная фреза для установки на конкретный станок. А если нет, то по нему можно будет определить модель переходной втулки.
- Углы заточки режущих кромок. Чем они меньше, тем меньше усилий требуется на резание и тем лучше условия работы станка. Но вместе с тем сокращается срок службы инструмента до повторной заточки (период стойкости).
- Материал фрезы или ее режущих пластин. Его твердость должна быть минимум в 3 раза выше твердости заготовки – это главное условие резания. Твердость материала устанавливается специальными ГОСТами.
Ну а если не получается подобрать стандартную фрезу, ее можно изготовить на заказ. Для этого обращайтесь на специализированные предприятия. Вам окажут помощь в проектировании или изготовят инструмент по вашим готовым чертежам.
Все о червячных фрезах
При механической обработке заготовок и изделий из разных материалов нередко используют фрезеровальное оборудование. С учетом эффективности подобных установок и аппаратов многие стремятся узнать все о червячных фрезах и их применении. Важно учитывать, что в данном случае вращение передается на рабочий инструмент, в то время как обрабатываемая поверхность остается неподвижной.
Особенности
Червячная фреза представляет собой инструмент для создания шлицевых валов разного профиля, а также зубчатых цилиндрических колес и звездочек. Подобные изделия выполняются из быстрорежущих, твердосплавных марок стали.
Стоит отметить, что в данном случае все производственные этапы регламентируются актуальными ГОСТами.


Главной особенностью подобных оснасток для фрезеров является не столько форма и конструктивные нюансы, сколько область их применения. В то же время для них характерно наличие затылованных, остро заточенных зубьев.
Особенности применения фрез определяют перечень материалов для их изготовления. Ключевые стандарты и нормы, включая чертежи с указанием углов, которых должны в обязательном порядке придерживаться производители, закреплены в ГОСТ 15127-83. В противном случае червячная фреза не будет иметь необходимые эксплуатационные характеристики. Стоит отметить, что описываемый фрезерный инструмент имеет достаточно сложную конструкцию, которая напрямую зависит от его предназначения.

Так, в ситуациях с цилиндрическими, зуборезными моделями речь будет идти о следующих важных моментах.
- Основой будущего изделия является болванка цилиндрической формы, которая при этом может быть любой длины и диаметра. Параметры в данном случае определяются габаритами и конструктивными особенностями будущей фрезы.
- Непосредственно рабочий сегмент представляет собой зубья соответствующей формы, которые располагаются на определенном расстоянии друг от друга. Еще один важный элемент – это наличие технологических канавок, предназначенных для отвода снимаемой стружки.
- В подавляющем большинстве случаев на торцах присутствуют незначительные скосы, отделяющие рабочую часть от крепежного элемента самого фрезера.
- Современные фрезы совместимы практически с любыми моделями специального оборудования благодаря наличию в их центральной части отверстия. Проворачивание инструмента в процессе обработки деталей предотвращает шпонка, размеры которой зависят от потенциальной нагрузки.


Форма зубьев прописана в стандартах и определяется особенностями применения инструмента. В частности, нередко используются фрезы по металлу с малым профильным углом, за счет которых получается минимизировать риск образования микронеровностей на обрабатываемой поверхности.

В данном случае стоит акцентировать внимание на следующих нюансах.
- Применение в работе подобных фрез существенно улучшает качество выполняемых работ. За счет малого угла припуск на финишное резание распределяется более рационально.
- Выпускаются многозаходные варианты, успешно используемые при изготовлении колес, имеющих модуль в диапазоне 4-5 мм.
- Увеличение подачи, а следовательно, значительное повышение производительности обусловлены соответствующей жесткостью оправы.
- Высокое качество обработки заготовок и будущих изделий определяется отсутствием даже микроскопических неровностей на поверхности зубьев.
- Важно учитывать, что данная разновидность червячных фрез предназначена для использования на фрезерных станках, предусматривающих жесткую фиксацию рабочего элемента. При этом рекомендуется радиальная подача, позволяющая в таких ситуациях значительно повысить производительность.
На данный момент активно растет популярность оснастки со вставными элементами в виде гребенок. На рынке специального инструмента производители предлагают модели с модулем в пределах 4-30 мм.
В контексте конструктивных особенностей этих фрез важно выделить следующие моменты.
- В производстве основной части оснастки используют легированную сталь. При этом необходимый показатель жаропрочности достигается за счет различных добавок.
- Сами гребенки выполняются из быстрорежущих марок стали, основными и определяющими характеристиками которых являются максимальная устойчивость к высоким температурам и прочность.
- Эксплуатационные показатели таких типов фрезерных насадок многократно повышаются благодаря сменным рабочим элементам. Помимо этого компании-производители максимально улучшают эффективность инструмента за счет использования специальных сплавов, имеющих те или иные характеристики.


На сегодняшний день в продаже можно найти более чем широкий ассортимент рассматриваемых приспособлений. В их перечень, к примеру, входят сборные модели фрез без затыловывания. Главные их особенности – это 10-миллиметровый модуль, а также увеличенные, по сравнению с более распространенными вариантами, углы в хвостовой части. Естественно, точность выполнения работ напрямую зависит от качества шлифования поверхности.
Где применяется?
Оценивая назначение фрез червячного типа, необходимо в первую очередь принимать во внимание их конструкцию. Как уже было отмечено, описываемый вид инструмента используют для создания шлицевых валов, в частности, с прямобочным профилем.

Также речь идет о том, что с помощью подобных насадок нарезают звездочки различной конфигурации с максимальной точностью нарезки всех элементов изделия.
Стоит отметить, что в течение достаточно длительного времени рассматриваемый тип обработки металла сопровождался одним существенным минусом. Имеется в виду необходимость постоянной заточки.
Анализируя данный недостаток, необходимо уделить внимание двум основным нюансам.
- В процессе обработки заготовок зуборезные фрезы, как правило, изнашивались неравномерно. Так, на начальном этапе резания задействовалась исключительно верхняя часть рабочей поверхности. В результате верх зубьев очень быстро терял свою форму и стачивался.
- Компенсировать неравномерный износ удавалось за счет периодической и достаточно частой заточки. Предсказуемо это приводило к тому, что фрезы очень быстро приходили в негодность.
Решением данной достаточно значительной проблемы стала кардинальная модернизация инструмента. И речь в данном случае идет об упомянутых выше сменных рабочих элементах в виде гребенок. На сегодня в их производстве разработчики успешно используют 3D-технологии, гарантирующие максимальную точность размеров и углов.

Для обработки цилиндрических колес часто используют универсальные червячные фрезы. Важно учитывать, что в таких ситуациях необходима будет специальная насадка для установки инструмента на том или ином типе фрезерного оборудования. Независимо от особенностей производимых изделий, следует учитывать качество самой оснастки. Так, при использовании бюджетных моделей требуется постоянная подача смазки, которая будет минимизировать износ рабочей поверхности.
Сейчас в соответствующем сегменте рынка современного инструмента для металлообработки представлен достаточно широкий ассортимент червячных фрез. При этом классифицируют доступные модели по нескольким параметрам. В контексте особенностей обработки можно выделить следующие разновидности.
- Черновые – фрезы, используемые для формирования поверхности и имеющие передний угол 5-7 градусов. Одной из особенностей является сравнительно малая толщина зубьев.
- Насадки для чистовой обработки, с помощью которых заготовкам предаются необходимые размеры с максимальной точностью.
- Прецизионные червячные фрезы, изготавливаемые со строгим соблюдением норм, закрепленных в действующих государственных стандартах. Этот тип характеризуется увеличенным диаметром и применяется, в частности, для нарезки зубьев в турбинных передачах.


- Питчевая модель, относящаяся к категории специального фрезерного инструмента. Именно такая оснастка применяется для создания звездочек.

Еще один важный критерий – это материал, из которого выполнена та или иная разновидность червячных фрез. В данном случае речь идет о таких ключевых характеристиках сырья.
- Устойчивость к износу и механическим повреждениям, являющаяся определяющим свойством для всех инструментов, используемых в металлообработке. При низких показателях режущие кромки фрезы будут очень быстро тупиться.
- Твердость рабочей поверхности – параметр, от которого напрямую зависят основные эксплуатационные характеристики червячной фрезы.
- Степень устойчивости материала к внутренним деформациям. Важно учитывать, что в процессе обработки заготовок усилия могут распределяться как угодно, то есть, в различном направлении. Нередко избыточный нагрев инструмента и ряд других факторов становятся причиной деформаций, приводящих к образованию трещин и прочих дефектов. Естественно, в таких ситуациях фреза становится непригодной для дальнейшей эксплуатации.
Наряду с внедрением передовых технологий, использование современных сплавов позволило существенно расширить функциональность фрезеровального оборудования. В частности, имеется в виду многократное повышение производительности и, конечно же, качества выпускаемых изделий. В наши дни цельные фрезы, а также рабочие части модульных моделей инструмента изготавливают, как правило, из быстрорежущей, высокопрочной стали.
По числу заходов
На сегодняшний день широко используется в самых разных сферах и отраслях модульная модель червячной фрезы. С учетом количества заходов она может быть однозаходная и многозаходная. Главной отличительной чертой последней является увеличенный угол витка, что объясняет большую погрешность профиля создаваемых в результате нарезки зубьев.
Двух и трехзаходные оснастки применяют, как правило, при первичном (черновом) нарезании элементов перед их чистовой обработкой, а также отделкой сформированных зубьев. Это эффективно сокращает так называемое машинное время обработки. На данный момент часто стали использовать чистовые многозаходные фрезы, имеющие увеличенный диаметр.
По направлению витков
Разобраться в классификации фрез с учетом данного критерия можно исходя из терминологии. Принимая во внимание такую конструктивную особенность, как направление витков, инструмент разделяют на левый и правый, то есть, левозаходные и правозаходные модели. Первые используют при производстве правозаходных и прямозубых колес, а вторые – для нарезки косозубых и одноименных колес.
По конструкции
Помимо всех уже перечисленных категорий, достаточно широко применяются следующие типы насадок.
- Черновые с высокой производительностью и особой схемой резания. От стандартных моделей они отличаются разной высотой и (или) толщиной зубьев, что обеспечивает равномерное распределение нагрузки и увеличение подачи.
- Черновые острозаточенные. В данном случае отсутствует затылование, а зубья затачиваются по задним плоскостям.
- Модели, имеющие малый угол профиля, которые могут быть как для черновой, так и чистовой обработки заготовок и изделий.
- Фрезы, оснащенные пластинами, выполненными из твердосплавного материала.
- Изделия с малым углом профиля в верхней части зубьев.
В современной машиностроительной отрасли широкое применение нашли сборные фрезы, конструктивными элементами которых являются:
- цельная основа, обеспечивающая максимальную прочность и длительность срока эксплуатации;
- рабочая часть в виде съемных или же фиксируемых при помощи сварки гребенок.
Стоит отметить, что в подавляющем большинстве случаев модульные модели, имеющие сравнительно небольшие диаметры, представляют собой цельные изделия. Подобным образом производители повышают их прочность и износостойкость.

Производители
Многие крупные предприятия и частные компании выпускают и реализуют различные типы фрез, относящихся к описываемой категории.
- Московский инструментальный завод (МИЗ) – выпуск прецизионного зуборезного, протяжного, а также резьбонарезного инструмента.
- Московский абразивный завод (МАЗ) – выпуск керамических кругов, головок из абразивных материалов и твердосплавных фрез.
- Компания «КРОНА» – разработка и выпуск оснасток любой сложности, в том числе по чертежам заказчика.
- Серпуховский инструментальный завод – качественный инструмент, включая червячные фрезы из твердосплавных материалов.
- «Ниборит НПФ» – производство и реализация оснастки для современных моделей шлифовального оборудования.

- «Новые инструментальные решения» – выпуск зенкеров, сверл и фрез.
- «Красногорский абразивный завод» – качественный инструмент для металлообработки, включая фрезы.
- «Новая инструментальная технология» – модульный инструмент с механической фиксацией сменных рабочих элементов.

Естественно, это неполный перечень производителей, специализирующихся на червячных фрезах. Также стоит учесть, что список постоянно меняется и дополняется.
Советы по использованию
Даже при использовании дорогостоящих, высококачественных насадок для фрезеров в процессе обработки заготовок неизбежно затупляется их рабочая часть. Речь идет об утрате фрезой ее ключевых качеств, которые периодически требуется восстанавливать. В подобных ситуациях единственным решением проблемы будет правильная заточка. Для этого понадобится специализированное оборудование, позволяющие оперативно, с минимальными усилиями и максимальной точностью восстановить геометрию.

Точность всех выполняемых операций и, следовательно, качество изделия напрямую зависят от состояния фрезерного аппарата и правильности обслуживания самого рабочего элемента. Так, затачивание фрезы выполняется по переднему краю, а ее затылование – по противоположной части поверхности. Расчет степени обработки рабочей части и углов осуществляется с учетом степени износа.
Существуют эффективные способы модернизации инструмента и улучшения эго эксплуатационных показателей после заточки кромки. Это позволяет повысить производительность и параллельно обеспечить максимальный срок службы самих фрез. Наиболее распространенными и действенными способами усовершенствования являются такие.
- Использование сборных конструкций, элементы которых выполнены из высокопрочных марок стали.
- Модернизация рабочих поверхностей профиля.
- Изменение схемы резания, а также геометрии (включая утолщение) фрез.
Важно учитывать, что на износоустойчивость и срок эксплуатации описываемого инструмента влияет способ фрезерования. В частности, речь идет о распределении нагрузок на зубья. Естественно, одну из ключевых ролей играют свойства инструментального материала, исходя из чего производители постоянно ищут новые варианты. Максимально продлить срок службы любой червячной фрезы позволит четко соблюдать технологию при выполнении работ. Помимо всего перечисленного, рекомендуется уделять внимание особенностям материала заготовки.
Модульные фрезы для нарезки зубьев
Процесс фрезерования предусматривает использование специального инструмента, обладающего определенной геометрической формой – фреза. Довольно большое распространение получили модульные фрезы. Их предназначение заключается в предварительном и окончательном нарезании цилиндрических косозубых и прямозубых колес, а также шевронных вариантов исполнения. Рабочая поверхность характеризуется наличием довольно большого количества особенностей, о чем далее поговорим подробнее.

Особенности конструкции
Современная зуборезная фреза представлена фасонным вариантом исполнения с затылованным зубом. Среди конструктивных особенностей отметим нижеприведенные моменты:
- Устройство имеет центральное отверстие, которое предназначено для установки оправки. Дисковая зуборезная модульная фреза при помощи оправки крепится в шпинделе. Диаметр отверстия под оправку выбирается в зависимости от стандартов, установленных в ГОСТ. За счет этого существенно упрощается задача, связанная с выбором наиболее подходящей оснастки. По торцевым сторонам создается небольшая фаска, за счет которой упрощается монтаж.
- Инструмент получает главное вращательное движение с определенной скоростью. При этом заготовка закрепляется на столе, который также получает возвратно поступательное движение. Все параметры выбираются в зависимости от типа инструмента, а также применяемого материала при изготовлении заготовки.
- Длина рабочей части также варьируется в достаточно большом диапазоне. Все зависит от размеров обрабатываемой заготовки и других моментов. Длина модульной фрезы оказывает влияние на основные параметры обработки, так как за счет увеличения рабочей поверхности увеличивается количество снимаемого материала за один проход.
- Современная конструкция модульной фрезы характеризуется определенным профилем зуба. Он выбирается в зависимости от впадин между зубьями нарезаемого колеса. Форма зуба представлена рабочим участком, который оформлен по эвольвенте с переходной кривой. Оформление проводится по радиусу с определенными координатами центра.

Рассматриваемые модульные цилиндрические и шлицевые фрезы представлены весьма сложной конструкцией. При этом зубья могут быть расположены под углом 30 градусов или другим, все зависит от типа заготовки.
Особое внимание уделяется форме профиля. Для аналитического расчета формы зуба и других параметров могут проводиться самые различные расчеты. Наиболее важными можно назвать следующие:
- При расчетах уделяется внимание исходным данным. Геометрическая форма может характеризоваться достаточно большим количеством особенностей. Примером можно назвать число зубьев и показатель модуля.
- При определении основных показателей проводится расчет координат профиля эвольвентного участка зуба.
- Следующий шаг заключается в расчете радиуса заменяющихся окружностей.
- Уделяется внимание расчету размеров зуба профильной части. Этот показатель также во много определяет то, какой формой будет обладать полученное изделие.
Рассматриваемые расчеты проводятся при применении самых различных формул. Самостоятельно выполнить расчеты достаточно сложно, погрешность может привести к снижению точности рабочей поверхности.
К выбору материалов также предъявляется достаточно большое количество требований. Установленные стандарты в ГОСТ 5950-73 определяют то, что при изготовлении модульной фрезы должны использоваться марки 9ХС, ХВГ, ХВСГ. Показатель закалки должен быть в пределе от 62 до 64 HRC. За счет выполнения термического улучшения сплава существенно расширяется область применения изделия, а также снижается скорость износа поверхности.

В случае, когда проводится обработка заготовок из легированных конструкционных сталей выбирается быстрорежущая сталь Р6М5 и Р6М3. Эти стандарты указываются в ГОСТ 19265-73, показатель твердости должен быть в пределе от 63 до 65 HRC. До более высокой твердости могут закалывать сталь Р9К5, которая обходится намного дороже других марок.
Тип применяемого материала при изготовлении модульной фрезы во многом определяет область применения, допустимые режимы резания и стоимость изделия. Как правило, тип применяемого материала указывается производителем при маркировке.
Назначение инструмента
Рассматриваемый инструмент получил весьма широкое распространение. Это связано с тем, что геометрическая форма может существенно отличаться. Модульная фреза применяется для достижения следующих целей:
- Предварительного и окончательного нарезания цилиндрических колес. При этом рабочая поверхность может быть представлена прямыми и косыми зубьями. Цилиндрические зубчатые колеса получили весьма широкое распространение в машиностроительной области. Получаемая поверхность должна быть точной, даже незначительное отклонение формы может привести к тому, что изделие нельзя будет использовать.
- Для получения шевронных колес с определенными канавками между зубчатыми венцами. Подобные изделия характеризуются довольно сложной рабочей поверхностью.
- Рассматриваемый инструмент используется для нарезания зубчатых колес конического типа. Рабочая поверхность с конической формой довольно сложна в обработке. Именно поэтому применяются более подходящие модульные фрезы.
- Степень точности получаемого изделия 9-10. Подобные варианты исполнения получили весьма широкое распространение в самых различных отраслях промышленности. Стоит учитывать, что достигнуть требуемой точности можно только при применении соответствующего оборудования и оправки.
- Могут применяться для нарезки зубьев шестерни с менее чем 12 зубьями.
- Специальные варианты исполнения используются для получения колес с циклоидальным профилем зуба.
- Для нарезания зубьев модулем 8 мм используется определенный тип инструмента, который также встречается в стандартных наборах.
Технологическая карта, связанная с изготовление различных изделий, зачастую предусматривает черновую и чистовую обработку. Среди особенностей отметим нижеприведенные моменты:
- Черновое фрезерование характеризуется тем, что за один проход снимается довольно большое количество металла. Для подобной обработки применяются модульные фрезы с высоким показателем износоустойчивости. При черновом фрезеровании получается профиль, который лишь отдаленно напоминает конечное изделие.
- Чистовое фрезерование предусматривает высокую скорость вращения инструмента. Для обеспечения подобных условий работы при изготовлении основной части применяют быстрорежущую сталь, способную выдерживать сильный нагрев. При этом поверхность не стачивается, за счет чего обеспечивается высокая точность изготовления. У модульных фрез для чистовой обработки передний угол равен нулю.
Теоретически для получения каждой разновидности зубчатого колеса применяется инструмент с наиболее подходящим профилем. Это связано с тем, что получаемая поверхность будет полностью соответствовать профилю. На практике допускается незначительная погрешность.

Встретить можно инструменты для обработки всех металлов. Современная фреза дисковая может изготавливаться из самых различных сплавов, многие характеризуются высокой устойчивостью к износу и высокой температуры. Выбор модульной фрезы проводится в зависимости от особенностей изделия, как правило, делается это на этапе разработки технологической карты по изготовлению конкретного изделия.
Сегодня рассматриваемый инструмент может применяться для нарезания рейки. Подобное изделие сегодня встречается крайне часто в машиностроительной области. Также на производственных линиях встречается механическая торцевая фреза, которая характеризуется определенной геометрической формой.
Государственные стандарты
При производстве инструментом должны применяться определенные стандарты, которые обеспечивают длительную службу и работы с заданными параметрами. Примером можно назвать то, что изготавливают фрезы дисковые зуборезные модульные по ГОСТ 28527-90. Также применяется и стандарт ГОСТ 10996-64, который определяет определенные геометрические формы и свойства рабочей поверхности.
Встречается довольно большое количество различной нормативной документации, которая может применяться при производстве инструментов. Также встречаются таблицы модульных фрез. Они применяются для выбора наиболее подходящего варианта исполнения и определенная основных характеристик.

Сегодня государственный стандарт соблюдается всеми производителями. При этом зарубежные производители применяют другие стандарты, но параметры практически идентичные.
Рассматривая государственные стандарты отметим нижеприведенные моменты:
- Стандартизируется наружный диаметр изделия. Подобный показатель определяет производительность и некоторые другие параметры обработки.
- Стандартизации подлежит и диаметр внутреннего отверстия. За счет этого упрощается процесс подбора наиболее подходящей оснастки. В продаже встречается просто огромное количество различных оправок, предназначение которой заключается в фиксации модульной фрезы.
- При производстве рабочей и основной части могут применяться только определенные материалы. Некоторые малоизвестные производители применяют сплавы, которые не включены в стандарты для экономии. Этот момент приводит к тому, что поверхность быстро изнашивается. Чаще всего применяется быстрорежущая сталь Р6, но также встречаются различные тугоплавкие сплавы.
- Для нарезания требуемой рабочей поверхности проводится затачивание режущей кромки под определенным углом. Подобные стандарты должны учитываться по причине того, что неправильный угол заточки приводит к быстрому износу и многим другим проблемам.
В заключение отметим, что выбор рассматриваемого инструмента проводится по достаточно большому количеству различных признаков. Примером можно назвать то, что при изготовлении рабочей части могут использовать быстрорежущую сталь или тугоплавкий сплав. Режущая кромка выполняется в виде литой конструкции или напаек из специальных материалов. При выборе учитываются размеры заготовки, тип применяемого материала при их изготовлении и другие параметры.
Концевая фреза: назначение, классификация, ГОСТы
В механообработке термин «концевая» употребляется в двух контекстах: конструктивном и технологическом. Согласно п.4 ГОСТ 3855-2013 все используемые в механообработке фрезерные инструменты по своим конструктивным особенностям делятся на два основных вида: концевой и насадной. Концевая фреза выполнена воедино с поводком (цилиндрическим или коническим хвостовиком) и для ее применения не требуется дополнительная оснастка. Насадные фрезеры перед использованием монтируют на стандартные цилиндрические или конические оправки.

В соответствии с п. 2.2 того же стандарта концевое фрезерование является одним из пяти видов фрезерной обработки. При его выполнении припуск с обрабатываемой заготовки снимается режущими кромками, расположенными на цилиндрической поверхности инструмента. Концевая фреза стандартного типа имеет режущие зубья и на стороне торцевой поверхности, но они выполняют только вспомогательную роль. Помимо стандартных существует множество других разновидностей, у которых режущими являются как цилиндрическая, так и торцевая поверхность. Но это особый подвид и применяется он в узкоспециализированных целях.
Ось вращения концевого фрезера направлена под прямым углом к плоскости заглубления. При этом его основные режущие кромки располагаются на боковой цилиндрической поверхности, т. е. резание происходит по лини их соприкосновения с плоскостью обработки. На торцевом конце также находятся режущие кромки, расположенные под углом к оси вращения, которые выполняет вспомогательную функцию. Режущая поверхность такого фрезера выполнена в виде спиральных или наклонных зубьев, при этом угол наклона может составлять 30-45°.
Особенности и применение
Конструктивно концевые фрезы по металлу делятся на два вида: цельнометаллические (из твердых сплавов) и со вставными режущими элементами. Самыми распространенными являются монолитные твердосплавные концевые фрезеры. Они характеризуется высокой жесткостью, стабильностью параметров и оптимальным соотношением цены и технологических возможностей. Фрезеры с вставными режущими элементами из специальных сплавов с напылением используют при специальных режимах резания, например, фрезеровке по нержавейке, сплавам титана и другим сложным материалам.

Основная область применения концевого фрезерования — это продольная обработка плоскостей параллельных оси вращения инструмента. Типичным примером такой технологической операции является фрезеровка линейных и контурных пазов и канавок, формирование ступенчатых плоскостей, а также выборка прямолинейных и фигурных выемок различной глубины. При этом для глубоких поверхностей применяют фрезы концевые с цилиндрическим или коническим хвостовиком, удлиненные до нужного размера. Основные виды изделий, обрабатываемых концевым фрезерованием — это:
- плиты с линейными и Т-образными пазами;
- штампы и прессформы;
- плоские поверхности и зубчатые шестерни с канавками и выемками;
- шаблоны, матрицы, пуансоны;
- вала со шпоночными пазами;
- корпусные детали со сквозными окнами.
Размерные ряды концевых фрезеров определены государственными стандартами. Изделия из быстрорежущей стали с цилиндрическим хвостовиком имею размерный ряд 3-32 мм и устанавливаются на оборудование с помощью зажимных патронов и цанг. Инструмент среднего и большого диаметра выпускаются в диапазоне размеров 14-63 мм с хвостовиком в виде конуса и используются на промышленном оборудовании. Фрезы для станков с ЧПУ имеют свой размерный ряд — 14-50 мм.
Специальные виды
Кроме цилиндрических концевых фрезеров выпускается большая номенклатура фрезерного инструмента, которая относится к этой же группе, но имеет другие формы и состав режущих поверхностей. Сюда же относят торцевые фрезеры небольшого размера, которые обычно являются насадными, но при малых диаметрах изготавливаются цельнометаллическими и классифицируются как концевые.
Все специальные виды концевых фрезеров выпускаются как с конусными, так и с цилиндрическими хвостовиками.
Наиболее распространены следующие виды:
- Шпоночные. Имеют две режущие поверхности на торце, что позволяет выполнять резание как в продольном, так и в перпендикулярном направлении. Используются для фрезеровки шпоночных канавок на валах и продольных выемок на плоских заготовках.
- Угловые. Их характерная особенность — наклонные режущие кромки на торце. Предназначены для снятия прямоугольных кромок (фасок), обработки наклонных плоскостей и угловых пазов.
- Четвертькруглые вогнутые. Их режущие зубья имеют форму обратной дуги. Применяются для фрезеровки закругленных кромок.
- Для пазов Т-образных и типа «ласточкин хвост». Режущая часть имеет форму диска и диаметр больший, чем у хвостовика. Используются для фрезеровки длинных пазов соответствующей конфигурации.
- Копирные с цилиндрической или конической рабочей поверхностью и закругленным торцом. Применяются при изготовлении штампового инструмента, прессформ и различных моделей.

Кроме этого существует множество видов фасонных концевых фрезеров, которые способны за один проход сформировать многоступенчатые прямоугольные и округлые профили. Такой фрезерный инструмент применяется в основном в столярных производствах и при обработке пластиков.
Конструкция концевых фрез
В общем виде концевая фреза представляет собой монолитный металлический цилиндр, состоящий из двух частей: поводка (хвостовика) для установки в оборудование и фрезерной части с расположенными по спирали режущими элементами (зубьями). Ее основные геометрические параметры — это общая длина, диаметр режущей части, а также диаметр, тип и длина хвостовика.
Хвостовики
В соответствии ГОСТ 53937-2010 концевые фрезеры в зависимости от их назначения и области применения могут выпускаться со следующими видами хвостовиков различных типоразмеров:
- гладкий цилиндрический;
- цилиндрический с резьбой;
- цилиндрические с несколькими видами лысок;
- с конусами Морзе, дополненными резьбой и лысками;
- с конусами 7:24 для ручной и автоматической смены инструмента;
- с полым конусом HSK для ручной и автоматической смены инструмента.

Для закрепления концевого фрезера в шпиндели и патроны с другими посадочными отверстиями применяют переходные втулки. На практике в обозначениях хвостовиков часто применяют сокращения, например, «фреза концевая к/х» означает «с конусным хвостовиком», а «КМ2» — это инструмент с конусом Морзе N2.
Режущая часть
Конструкция режущей части бывает двух типов: цельнометаллическая и со вставными режущими элементами. Режущие плоскости и разделяющие их канавки для отвода стружки огибают цилиндрическую поверхность по спирали в правом направлении (выпускается инструмент и с левым вращением). На их верхней части находится либо острая режущая кромка, либо ближе к ее концу закреплены вставные режущие пластины. Цельнометаллические фрезеры, как правило, изготавливают из быстрорежущей стали. Твердосплавные зубья с покрытием крепятся к корпусу концевого фрезера следующими способами:
- напайкой;
- эксцентриками;
- винтами;
- специальными болтами с клиновидной головкой.
Количество режущих плоскостей определяет сколько резов металла за один оборот (заход) совершает фрезерный инструмент. Самыми распространенными являются одно-, двух- и трехзаходные концевые фрезеры (их также называют «фрезы концевые одно- (двух-, трех- и т.д.) перьевые»). Концевые фрезеры с большим числом заходов применяется для чистовой обработки, а также для фрезеровки твердых и хрупких материалов.
Как уже говорилось ранее, малые торцевые фрезеры относятся к группе концевых. У этого вида фрезерного инструмента боковая режущая поверхность дополнена вспомогательными режущими кромками, расположенными на торце фрезы.
Также дополнительные режущие поверхности имеют пазовые, копирные и шпоночные фрезеры.

Классификация концевых фрез
Специальной расширенной классификации для концевых фрезеров не существует, поэтому они классифицируются по общим для фрезерного инструмента перечням с добавлением характерных для них признаков. Ниже приведены основные разделы классификации, применяемой для различных видов концевых фрез по металлу:
По производственному назначению
В данном разделе основным признаком является вид и форма обрабатываемой поверхности. На основании этого выделяют следующие виды этого инструмента:
- общего применения;
- с торцевой режущей частью;
- для шпоночных пазов (в т.ч. для пазов сегментных шпонок);
- для фигурных пазов;
- для фигурных плоских профилей;
- копирные.

По конструктивному признаку
ГОСТ обязывает производителей выпускать концевые фрезы двух типов длин: нормальной и длинной и определяет соотношение размеров хвостовика и режущей части. Но помимо этого на рынке присутствуют фрезы концевые как удлиненные, так и очень короткого размера (народное название — «пальчиковые»). Кроме типов и соотношений длин ГОСТом определяются виды хвостовиков (различные типы конических и цилиндрических), а также размерные ряды диаметров. Чаще всего в промышленном производстве применяется фреза концевая с коническим хвостовиком.
Государственные стандарты определяют только общие требования к фрезерному инструменту. Вместе тем мировые производители предлагают различные новаторские конструкции. Их примером могут служить концевые модульные фрезы, в которых режущая часть крепится к хвостовику с помощью высокоточного винтового соединения. Другая интересная разработка — концевая шестизубая обгонная фреза с верхними и нижними подшипниками для чистовой обработки пазов по шаблону.
По форме режущих поверхностей
Для формирования специфических профилей поверхностей обрабатываемых изделий в дополнение к инструменту общего назначения была создана большая группа фасонных концевых фрез. Среди них основными являются радиусные и фигурные пазовые фрезерные инструменты, а также фрезеры для 2D и 3D обработки. Основные виды концевых фрезеров, классифицированные по форме режущих поверхностей — это:
- цилиндрическая;
- торцевая;
- шпоночная;
- фреза концевая радиусная;
- фреза радиусная вогнутая;
- Т-образная фреза;
- фреза для паза «ласточкин хвост»;
- угловая концевая фреза;
- концевые конические и цилиндрические фрезы с прямым и закругленным концом.
По количеству режущих кромок и направлению вращения
Процесс заглубления в металл режущей кромки и снятия ею одного слоя припуска называется «заходом». Чем больше режущих поверхностей у фрезера, тем больше заходов он совершает за один оборот. Концевой фрезерный инструмент с одной режущей поверхностью является однозаходным. Если поверхностей больше одной, то инструмент многозаходный (одно-, двухзаходные фрезы и т.д.).

Кроме этого существует обширная классификация концевых фрезеров, основанная на геометрии и формах режущих поверхностей, зубов и кромок.
Помимо государственных стандартов, требования к этому инструменту регламентируются техническими условиями, например, ТУ 2-035-0222232.3-90 определяет ряд диаметров для станков с ЧПУ.
Читайте также: