Марка электродов для резки металла
Нередко металл режут при помощи электродов. Эта технология называется ручной дуговой резкой электродами. Она применяется как новичками, так и опытными сварщиками.
В основе частого использования этого метода лежит простота работы. Для того, чтобы разрезать деталь таким способом, нужно иметь сварочное оборудование (подойдет инвертор) и верно подобрать тип электрода.
Эта статья посвящена выбору, а также применению электродов, используемых для резки металлических поверхностей.
Разновидности
Металлические
При электродной резке металла часто применяют привычные покрытые модели. Их покрытие может быть рутиловым или основным. Благодаря ему получается ровный рез. Горение дуги более стабильно и продолжительно, окисление металла сводится к минимуму.
Однако резать металлы покрытыми электродами постоянно не стоит, ведь предназначены они для другого. Целесообразно использовать их при разделывании трещин или удалении дефектных швов.
Перед обработкой детали стоит проводить прокалку расходников в печи, чтобы убрать излишнюю влагу, которую они могли втянуть за время хранения.
Угольные

Резка металлов с применением угольного типа стержней почти не имеет различий с обработкой металлическими. Однако угольный тип более подходит для резочных работ.
Плюсом этого вида является медленное плавление. Они плавятся медленнее металлических, что повышает аккуратность среза.
Также угольный тип имеет высокую скорость разогрева уже при воздействии маленькой силы тока. Но плавятся они при температуре в три тысячи градусов, что уменьшает расход. Они подходят для ручного дугового и кислородно-дугового типа резки.
Для стабильной работы стоит настроить отрицательную полярность при постоянном типе тока. Работа с переменным током тоже возможна, однако требует больших усилий.
Трубчатые

Трубчатый тип предназначен для кислородно-дуговой резки металла. Главное отличие этого рабочего элемента в том, что за его основу взята не проволока. В основе трубчатого стержня – трубка, наполненная кислородом.
Принцип работы не отличается от остальных, однако сама суть резки в том, что во время плавления из трубки выделяется вложенный туда кислород. Происходит окисление металла, и кислород буквально выдувает его, создавая разрез.
Большое количество кислорода, который выделяется при сварке, дестабилизирует дугу. Поэтому методика резки металла трубчатым видом расходного элемента требует от сварщика опытности.
Вольфрамовые

Вольфрамовый тип применяется в плазменной резке (в среде защитного газа). Разрезание металлических поверхностей таким способом требует более высоких показателей силы тока, чем были бы установлены при сваривании.
Такая настройка позволяет равномерно резать металл по всей его толщине.
Электроды из вольфрама – это достаточно нишевая рабочая деталь. Они применимы для разрезания металлических деталей, однако вряд ли станут основным материалом в работе.
Достоинства и недостатки методики

У любой методики обработки металлических поверхностей есть плюсы и минусы. Электродная резка также обладает как определенными достоинствами, так и недостатками.
Что можно отнести к достоинствам? Для проведения электродной резки металла не потребуется специальная аппаратура. А также высокая квалификация, требуемая для некоторых типов обработок.
Электродная резка достаточно безопасна, однако соблюдать пожарную безопасность и технологию процесса, конечно же, нужно.
К минусам относится скорость обработки. Она напрямую зависит от толщины металла. Не важно, каковы умения сварщика – толстую деталь он будет резать дольше. К минусам относится также неровность среза.
Электродная резка металла делает его неаккуратным, что не позволяет использовать эту методику в некоторых типах работ. К ним относятся те детали, для которых важен внешний вид.
Особенности работы

Вначале всегда есть подготовительный этап, во время которого проводится подготовка детали и аппаратуры. Будь то резка или сварка – этот этап игнорировать не стоит.
Перед началом обязательно проверяется исправность оборудования (от аппарата до розетки). Дугу разжигать лучше методом чирканья, однако на первых порах постукивание тоже подойдет.
После подготовки подбирается режим резки. Проводится настройка силы тока в соответствии с диаметром электрода и толщиной детали. Для тонких металлов лучше использовать тонкие модели рабочих элементов – до трех миллиметров.
При увеличении толщины металла увеличивается размер расходного элемента. Резка тонких деталей из металла допускает увеличение значения тока.
Заключение
Электродная резка металла имеет свои нюансы. Правильное, быстрое разрезание детали требует опыта, сноровки сварщика.
Однако умение применять эту методику обработки улучшает уровень знаний сварщика.
Это позволяет проводить большее количество сварных задач при наличии оборудования.
Электроды для резки металла — виды и особенности

Сварочные электроды необходимы при создании конструкций из металла, соединении и ремонте различных металлических деталей.
Именно они формируют сварочный шов, являющийся прочным связующим «мостиком» между соединяемыми элементами.
Существует свыше 200 видов сварочных стержней, из которых примерно половина разработана специально для ручной сварки.
Резка электродами: плюсы и минусы
Каждый из способов обработки материалов с помощью электродов характеризуется собственными преимуществами и недостатками.

Преимущества резки:
- удобство и простота процесса даже для начинающего исполнителя, не обладающего специальной квалификацией;
- не требуется никакого специализированного оборудования;
- безопасность процесса для исполнителя.
- скорость резки зависит от толщины обрабатываемого металла;
- при увеличении толщины скорость значительно уменьшается;
- плохое качество получаемого реза, он отличается неровностями и натеканиями;
- низкая производительность.
История
История сварочных электродов неразрывно связана с историей развития сварки и сварочных технологий. Впервые электрод был использован в экспериментах, связанных с исследованием свойств электрической дуги (в 1802 профессором В.В. Петровым). В 1882 году русский изобретатель Николай Николаевич Бенардос предложил использовать электрическую дугу, горящую между угольным электродом и металлической деталью, с целью соединения металлических кромок.
Почти одновременно с Н. Н. Бенардосом работал другой крупнейший российский изобретатель — Николай Гавриилович Славянов, много сделавший для развития дуговой сварки. Он критически оценил изобретение Бенардоса и внес в него существенные усовершенствования, касающиеся в первую очередь металлургии сварки. Николай Гавриилович заменил неплавящийся угольный электрод металлическим плавящимся электродом-стержнем, сходным по химическому составу со свариваемым металлом. Другим важным достижением Славянова считается использование расплавленного металлургического флюса, защищающего сварочную ванну от окисления, выгорания металла и накопления в сварном соединении вредных примесей серы и фосфора.
В 1904 году швед Оскар Кьельберг основал в Гётеборге фирму «ESAB». Деятельность предприятия была связана с применением сварки в судостроении. В результате собственных исследований и наблюдений О. Кьельберг изобрел технологию сварки покрытыми плавящимися электродами. Покрытие стабилизировало горение электрической дуги и защищало зону дуговой сварки. В 1906 году им был получен патент «Процесс электрической сварки и электроды для этих целей». Именно использование покрытых плавящихся электродов дало повод к развитию и использованию сварочных технологий в различных отраслях производства.
В 1911 году англичанин А. Строменгер существенно улучшил электродное покрытие. Предложенное им покрытие состояло из асбестового шнура, пропитанного силикатом натрия. Этот шнур наматывался на металлический стержень. Поверх этого покрытия ещё наматывалась тонкая алюминиевая проволока. Такая структура электродного покрытия обеспечивала защиту сварочной ванны и металла сварного шва от атмосферного воздуха за счет образования шлака. Алюминий использовался в качестве раскислителя и обеспечивал удаление кислорода. Под названием «Квази-арк» эти электроды распространились по Европе и Америке.
В октябре 1914 года С. Джонсу был выдан британский патент на метод получения электрода, покрытие которого наносилось методом опрессовки. Металлический стержень проталкивался через фильеру одновременно с шихтой, ложившейся на стержень.
В 1917 году американские ученые О. Андрус и Д. Стреса разработали новый тип покрытия электродов. Стальной стержень был обернут бумагой, приклеенной силикатом натрия. В процессе сварки такое покрытие выделяло дым, защищая сварочную ванну от воздействия воздуха. Также было отмечено, что бумажное покрытие обеспечивало моментальное зажигание электрической дуги с первого касания и стабилизировало её горение. В 1925 году англичанин А. О. Смит использовал для улучшения качества электродного покрытия порошкообразные защитные и легирующие компоненты. В то же время французские изобретатели О. Са-разен и О. Монейрон разработали покрытие электродов, в составе которого были использованы соединения щелочных и щелочноземельных металлов: полевой шпат, мел, мрамор, сода. Благодаря низкому потенциалу ионизации таких элементов, как натрий, калий, кальций, обеспечивалось легкое возбуждение дуги и поддержание её горения.
Таким образом, за первую четверть XX века были разработаны конструкции плавящихся электродов для ручной дуговой сварки, методы их изготовления, обоснован состав покрытия. Электродные покрытия содержали специальные компоненты: газообразующие — оттесняющие воздух из зоны сварки; легирующие — улучшающие состав и структуру металла шва; шлакообразующие — защищающие расплавленный и кристаллизующийся металл от взаимодействия с газовой фазой; стабилизирующие — вещества с низким потенциалом ионизации. Дальнейшие разработки в области производства сварочных электродов были сконцентрированы на компонентах, входящих в состав покрытия и электродной проволоки, на промышленных методах производства.
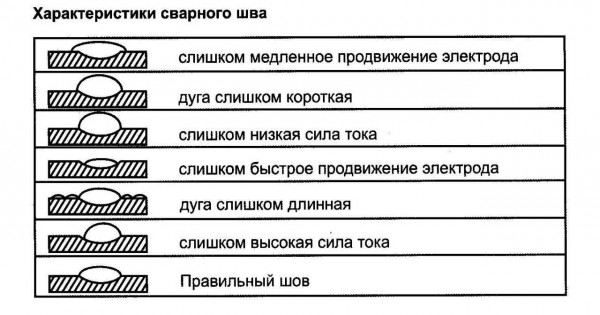
Характеристики электродов для резки металла
Марка электрода
Область применения
Технологические особенности
Какие бывают электроды для сварки инвертором - разновидности, характеристики, правила выбора

Инверторная сварка часто встречается в гаражах и в руках у новичков, потому что она подходит для разных видов сварки, а работать с такими аппаратами проще.
Но для нее подходят не все электроды. Проверенный материал дает надежный шов, который не вызовет претензий у заказчиков, поэтому выбирать надо с умом.
В магазинах есть большой ассортимент электродов на все случаи жизни и для разных инверторов. Мастер должен сам понять, какой тип выбрать для его целей. Для работы с металлом нужно покупать разные электроды по составу и диаметру.
Виды электродов для инвертора
Качественные материалы для сварки инвертором дают хороший шов, поэтому их выбор важен для работы. Экономить на них не надо, иначе можно получить брак.
Мастер со стажем справится с любыми электродами, а новичку можно остановиться на материале покачественнее, пусть и подороже.
Мастера, давно и недавно занимающиеся сваркой инвертором, предпочитают несколько видов стержней для инвертора, зарекомендовавших себя:
- АНО – стержни не надо прокаливать перед работой, они без проблем загораются. Часто эту марку выбирают опытные сварщики и новички.
- МР-3 – самые распространенные. Они подходят для работы даже с поврежденными коррозией деталями.
- МР-3С – используются в работе с трубопроводами, потому что дают самый надежный шов.
- УОНИ 13/55 – вариант для самого крепкого шва. Для новичков они сложноваты, но мастера с ними создают прочные швы. Если шов должен быть аккуратным, но опыта работы мало, стоит выбирать марку МР-3С.
При выборе материала для сварки инвертором важна марка и другие характеристики.
Какой диаметр выбрать

Работая с инверторным аппаратом не стоит ждать чудес, поэтому подойдут стержни с диаметром 2 миллиметра. Так говорят специалисты, варящие более пятнадцати лет, но они забывают указать, что с такими электродами можно сварить не все детали.
При намерении работать с деталями разной толщины и металлического состава надо приобретать сварочные стержни разных диаметров.
Например, стоит задача сварить детали с толстыми стенками. Чтобы металл схватился, нужно его тщательно и долго нагревать. При сварке инвертором тонким электродом на это уйдет много электроэнергии и времени, поэтому логичнее работать большим диаметром.
Также выбор толщины зависит от спецификации работы. На трассах варят стержнями большого диаметра, чтобы уменьшить время работы и упростить ее. А для работы с профилем достаточно и диаметра 2 миллиметра.
Они же пригодны для домашних работ, например, сварки ворот в гараже или калитки.
Какие металлы варят электродами

Назначения разнятся, как и диаметр с марками. Варить на инверторе можно такие металлы:
- углеродистые и низколегированные;
- теплоустойчивые;
- нержавейку;
- алюминиевые и медные сплавы, чистые металлы;
- чугун.
Также можно работать с мелкими частями и ремонтировать изделия, варить элементы из неустановленных металлов.
Какова функция покрытия электродов
Покрытие нужно, чтобы улучшить характеристики сварочных стержней. Популярные покрытия – из рутила и основное. Последнее применятся в большинстве марок, потому что гарантирует хорошее качество шва при сварке инвертором.
Опытный сварщик, выбирая такое покрытие и правильный диаметр, сварит прочный шов, способный выдержать большие нагрузки.
Для сварки инвертором низкоуглеродистых металлов выбирают рутиловые стержни. Оно не дает появляться порам в швах, варят с любыми видами тока, такие электроды используют несколько раз. Их удобно использовать, особенно в непростых местах.
Во время горения они не выделяют токсичные вещества, поэтому и считаются более безопасными.
Как правильно использовать инверторный сварочный аппарат
В опытных руках инвертор способен дать хороший шов, нужно следовать трем правилам:
- выставить оптимальную силу тока;
- выбрать правильный диаметр электрода;
- учесть толщину свариваемых деталей.
Диаметр – основной залог качественного шва, он него же зависит и плотность тока. Нельзя, чтобы плотность была выше, потому что дуга будет нестабильной, а значит металл хуже сварится и шов будет шире.
Конечно, это не повлияет на качество, но если важна эстетика, то лучше избежать этого. Если нужно варить тонкие изделия, то лучше взять полуавтоматический аппарат.
Инверторная сварка даст ненадежный шов, а при выборе толстых сварочных стержней в стыке появятся поры, которые снизят его прочность.
Чтобы узнать оптимальную силу тока при работе с выбранными стержни, достаточно посмотреть маркировку на упаковке. Отклоняться от этого параметра не рекомендуется.
Как зарекомендовали себя зарубежные стержни

Иностранные производители поставляют большое количество сварочных элементов для сварки инвертором. Хорошо зарекомендовали себя европейские компании.
Их продукция подходит для любой сварки: для тугоплавких, углеродистых металлов, для варки трубопроводов, работы с цветными металлами.
Мастера, работающие на заказ или сваривая трудные элементы, выбирают зарубежные модификации. Они качественнее отечественных, потому что проходят жесткий контроль.
Аппарат Ресанта: какие стержни выбрать

Схема подбора сварочных стержней при работе на Ресанте обычная: оценивается деталь, измеряется толщина металла и выбирается сварочный стержень подходящего диаметра.
Если деталь толщиной 1 сантиметр, то электрод берется диаметром 5 миллиметров. Можно взять электроды марки Ресанта, но они непластичны.
Для резки металла – особые стержни?
Начинающие интересуются, как разрезать металл инвертором. Раньше этот вопрос был актуален, но сейчас в промышленности используют электроды для резки металла.
Мастера старой закалки до сих используют обычные элементы для резки, но скорее по привычке. Специальные сварочные элементы дают надежную дугу, быстро окисляют металл и снимают его с разреза.
Сварка инвертором идет быстро. В диаметре они достигают 3−6 мм.
Схема выбора
Есть несколько принципов, которые помогают выбрать электроды для сварки инвертором.
При выполнении заказов лучше выбирать сварочные элементы иностранного производства с основным покрытием. Если работа выполняется на любительском уровне для себя, то можно взять стержни российского производства.
Нужно оценить состояние свариваемых деталей. Если металл поврежден коррозией, варят рутиловыми стержнями.
Грамотная оценка толщины металла позволяет выбрать диаметр стержня и силу тока для сварки инвертором. Опираясь на эти принципы, можно подобрать правильный инструмент на работе и добиться надежных швов.
Правильный выбор марки электродов для дуговой ручной сварки
Сварка — одно из важнейших ремесел для человека. Благодаря открытиям в этой области мы можем воплотить любые, даже самые смелые идеи: от изготовления распашных ворот до конструирования космических кораблей. Существует множество видов сварки, в том числе и промышленной, но среди них именно ручная дуговая сварка получила наибольшее распространение. Это простая и понятная технология, которой можно обучиться самостоятельно.

Современный рынок предлагает разные типы электродов для ручной дуговой сварки, в которых трудно разобраться начинающим сварщикам. В этой статье мы расскажем, какие бывают марки электродов для электродуговой ручной сварки и как их выбрать исходя из своих задач.
Суть ручной дуговой сварки
Прежде чем мы расскажем об электродах, давайте разберемся, что из себя представляет ручная дуговая сварка. Дугой называют поток частиц, образующихся в ходе ионизации анода и катода. Сам процесс ионизации образуется при взаимодействии тока и короткого замыкания. При этом на процесс сварки влияет также состав обмазки электрода и кислород, получаемый из атмосферы. В совокупности эти процессы приводят к нагреву дуги и выделению большого количества тепла, достаточного для плавления кромок свариваемых деталей. Затем кромки остывают, образуя прочный и надежный шов.
Ключевым элементом этого процесса является электрод. Без него невозможно зажечь дугу и поддерживать ее горение. Сварку можно производить, используя один или несколько электродов для дуговой сварки. Не существует единой классификации стержней, поскольку виды электродов для ручной сварки можно разделить на множество небольших категорий: начиная от назначения, заканчивая материалами изготовления. Кстати, сами электроды для электродуговой сварки могут изготавливаться не только из металла и об этом мы поговорим далее.
Краткая классификация электродов

Как мы писали выше, электроды сложно классифицировать лишь по одному параметру. Но в основном все стержни прежде всего делятся по типу материала, из которых они изготовлены, а также по покрытию (или обмазке). Вот краткая классификация электродов:
- Плавящиеся электроды. Их изготавливают из металла, например, чугуна, алюминия, стали или меди. Материал, из которого изготовлен электрод, подбирается в соответствии с металлом, который необходимо сварить. Плавящиеся электроды одновременно являются и анодом, и катодом. Это самый распространенный тип стержней на данный момент.
- Неплавящиеся электроды. Изготавливаются из угля, графита или вольфрама. Их используют в паре со сварочной проволокой, потому что такие стержни не способны сформировать сварочный шов. При использовании угольных стержней используйте прямую полярность вместо обратной. Вольфрамовые стержни незаменимы при аргонодуговой сварке за счет высокой температуры плавления, но редко используются при ручной дуговой сварке.
- Электроды без покрытия или обмазки. Они используются в связке с флюсом, который непрерывно подается на протяжении всего сварочного процесса. При ручной дуговой сварке такие стержни не используются.
- Электроды с покрытием или обмазкой. Самые распространенные электроды на рынке. Покрытие электродов для ручной дуговой сварки выполняет сразу несколько функций: защищает металл от негативного влияния кислорода, обеспечивает стабильное горение дуги, улучшает качества сварного соединения. Такие электроды используются не только при ручной дуговой сварке, но и при полуавтоматической и автоматической.
Виды электродов по назначению
В зависимости от свариваемого металла выбирается режим работы сварочного аппарата и электроды. Для разных металлов необходимы разные электроды, это называется назначением. Назначение указывается одной буквой на упаковке и на самом стержне.
Электроды с маркировкой «У» используются для сварки низколегированных и углеродистых сталей. Буквой «Л» обозначают стержни, используемые для сварки легированных конструкционных сталей, а для высоколегированных используется обозначение «В». Буквой «Т» обозначают стержни для теплостойких металлов, а буквой «Н» — стержни для наплавки.
Виды покрытий для электродов
На ряду с материалом изготовления и назначением выбирается и тип покрытия электрода. Выбор покрытия также зависит от свариваемого металла. Покрытие (или обмазка) выполняет защитную функцию. При плавлении электрода покрытие выделяет защитные вещества и шлак, что улучшает качество шва, получаются надежные и долговечные сварные соединения. Производители используются следующие виды покрытий электродов:
- Кислое покрытие. Маркируется буквой «А» на упаковке и самом электроде. Используется для узконаправленных задач, например, для нижних сварочных швов. Можно использовать как с переменным, так и с постоянным током. покрытие. Маркируется буквой «Р». Одно из самых популярных покрытий как у новичков, так и у профессионалов. По сравнению с другими покрытиями почти не токсично и обеспечивает хорошее качества швов. При сгорании образует шлак с защитными свойствами. Состав может быть разнообразным, но в основе всегда двуокись титана или просто рутил. Отсюда и название.
- Целлюлозное покрытие. Маркируется буквой «Ц». Подходит для выполнения любых сварных соединений, обеспечивает хорошее качество шва, но при этом способствует сильному разбрызгиванию металла. Мы рекомендуем использовать электроды с целлюлозным покрытием при сварке трубопровода, поскольку при такой работе недостатки не критичны.
- Основное покрытие. Обозначается буквой «Б». Самый популярный вид покрытия на ряду с рутиловым. Имитирует сварку под газом за счет выделения углекислоты при горении дуги. Мы рекомендуем использовать стержни с основным покрытием только в сочетании с постоянным током и обратной полярностью. Если использовать переменный ток, то сварочный шов получится некачественным и потребуются дополнительные меры по улучшению прочности шва.
- Прочие виды покрытий. Маркируются буквой «П». В составе содержат легирующие вещества. Благодаря этому качество шва улучшается. В целом, прочие виды покрытий используются реже всего.
- Специальные виды покрытий. Обозначаются буквой «С» или надписью «специальные» на упаковке. Используются для сложной сварки под водой, поскольку содержат в своем составе жидкое стекло и смолосодержащие вещества.
Как видите, электроды выбираются исходя из конкретных задач. Для ручной дуговой сварки чаще всего используют стержни с рутиловым покрытием, поскольку они универсальны.
Выбор диаметра электрода
Большинство начинающих сварщиков классифицируют сварочные стержни именно по диаметру, что правильно. Ведь от толщины детали напрямую зависит диаметр электрода. И даже если вы выберите стержень с нужным покрытием и из нужного материала, но размер будет неправильным, вы не получите качественный шов.

Диаметр электрода указывается в миллиметрах на упаковке или на самом стержне. При этом от диаметра зависит и длина электрода. Для сварки в домашних условиях обычно используют электродов для дуговой сварки с диаметром от 2 до 4 мм. Это универсальный размер, подходящий для большинства сварочных работ. Более толстые электроды используются на заводах или в частных мастерских.
Выбор электродов в зависимости от типа шва
Также целесообразно проводить выбор электродов для ручной дуговой сварки по типу шва, которым вы собираетесь варить металл. Помимо стандартных горизонтальных, вертикальных, наклонных и швов под углом существуют также косые, стыковые, со скосами и многие другие. Это полезно скорее для опытных мастеров, но и начинающим сварщикам стоит знать эту информацию. Теперь поговорим о том, какие бывают марки электродов для ручной дуговой сварки.
Марки электродов, подходящие для ручной дуговой сварки
Существуют также виды электродов для ручной дуговой сварки, разделяющиеся по маркам. Марка используемого электрода так же зависит от металла, который вам нужно сварить.
Для сварки углеродистых низколегированных сталей используются следующие марки:
- Э42: марки АНО-6, АНО-17, ВСЦ-4М.
- Э42: УОНИ-13/45, УОНИ-13/45А.
- Э46: АНО-4, АНО-34, ОЗС-6.
- Э46А: УОНИ-13/55К, АНО-8.
- Э50: ВСЦ-4А, 550-У.
- Э50А: АНО-27, АНО-ТМ, ИТС-4С.
- Э55: УОНИ-13/55У.
- Э60: АНО-ТМ60, УОНИ-13/65.
Для сварки легированных сталей (в том числе высокопрочных):
- Э70: АНП-1, АНП-2.
- Э85: УОНИ-13/85, УОНИ-13/85У.
- Э100: АН-ХН7, ОЗШ-1.
- Э125: НИИ-3М, Э150: НИАТ-3.
Для наплавки металла: ОЗН-400М/15Г4С, ЭН-60М/Э-70Х3СМТ, ОЗН-6/90Х4Г2С3Р, УОНИ-13/Н1-БК/Э-09Х31Н8АМ2, ЦН-6Л/Э-08Х17Н8С6Г, ОЗШ-8/11Х31Н11ГСМ3ЮФ.
Для сварки чугуна: ОЗЧ-2/Cu, ОЗЧ-3/Ni, ОЗЧ-4/Ni.
Для сварки алюминия и его сплавов: ОЗА-1/Al, ОЗАНА-1/Al.
Для сварки меди и ее сплавов: АНЦ/ОЗМ-2/Cu, ОЗБ-2М/CuSn.
Для сварки никеля и его сплавов: ОЗЛ-32.
Как выбрать качественные электроды
Как и любое оборудование для сварки, электроды подчиняются ГОСТам, которые регулируют их качество. Так, согласно нормативам, стержни должны быть изготовлены из качественных материалов, закупленных у сертифицированных поставщиков.

Покрытие электродов для ручной дуговой сварки не должно иметь существенных дефектов, допускается наличие небольших трещин и вмятин из-за плохой транспортировки. При плавлении покрытие электрода не должно осыпаться или плавиться неравномерно, а также должно разбрызгиваться в пределах нормы для каждого конкретного типа обмазки.
Стержни должны быть прочными и устойчивыми к механической нагрузке. Шов должен получаться качественным, без трещин и пор. Зная эти особенности, вы сможете без труда выбрать качественные электроды и быть уверенным в результате.
Вместо заключения
Теперь вы знаете, как бывают типы покрытий электродов для ручной сварки и как их правильно выбрать. Начинающим сварщикам трудно разобраться в разнообразии маркировок и предназначении каждого типа электродов, но изучив их однажды вы существенно расширите свои возможности. Опытные мастера могут поделиться своим опытом в комментариях, он будет полезен для всех новичков. Желаем удачи!
Выбор электродов для резки металла
Ручная дуговая резка с помощью электродов — один из наиболее популярных методов резки металла. Этот метод применяют и опытные мастера, и начинающие сварщики.

Популярность этого способа обусловлена его относительной простой: все, что вам необходимо, это сварочный аппарат (чаще всего инвертор) и правильно подобранные электроды для резки металла. В этой статье мы расскажем вам все о выборе и эксплуатации электродов, используемых для резки.
Виды электродов для резки
Металлические электроды
Для резки часто используют обычные металлические электроды с покрытием. Это может быть рутиловое или основное покрытие. В целом, благодаря покрытию рез получается более ровным. Дуга горит стабильнее и долго не гаснет, металл практически не окисляется. Но мы не рекомендуем использовать такие электроды на постоянной основе, поскольку они изначально не предназначены для резки. Их можно применять для разделки трещин или удаления швов с дефектами. Также рекомендуем перед началом работ прокалить электроды в печи.
Угольные электроды
Резка металла угольным электродом практически не отличается от резки с помощью металлических материалов. Но они все же больше предназначены для резки. У них есть одно существенное достоинство: вместо резкого плавления, как металлические электроды, они медленно плавятся. Из-за этого рез получается более аккуратным.

Еще одно преимущество угольных материалов — они способны довольно быстро разогреваться при малой силе тока. При этом они не плавятся вплоть до температуры в 3000 градусов, поэтому расходуются достаточно экономно.
Резка угольным электродом применяется для ручной дуговой и кислородно-дуговой резки. Мы рекомендуем установить прямую полярность и постоянный ток. Можно установить и переменный, но постоянный лучше подходит для этих целей.
Трубчатые электроды
Трубчатые электроды используются при кислородно-дуговой резке. От других видов электродов они отличаются тем, что в качестве основы используется не проволока, а специальная трубка, заполненная кислородом. Процесс резки схож с остальными, но при плавлении металла из трубки начинает выделяться кислород. Он окисляет металл и выдувает его, тем самым образуется разрез. Это интересный метод резки, но он требует большого опыта, поскольку дуга горит нестабильно из-за большого количества выделяемого кислорода.
Вольфрамовые неплавящиеся электроды
Вольфрамовые электроды для плазменной резки используются в среде защитного газа. Чтобы разрезать металл установите повышенное значение силы тока, больше, чем используете при сварке. Так металл будет равномерно плавится по всей толщине. В целом, вольфрамовые электроды можно использовать в работе, но это очень нишевый материал. Он никогда не станет универсальным в вашем гараже.
Плюсы и минусы резки электродами
У любого способа резки металла есть свои достоинства и недостатки, поэтому резка с помощью электродов не стала исключением. Какие есть основные плюсы у этого метода резки? Во-первых, не нужно иметь специальное оборудование или высокую квалификацию, чтобы осуществить резку. Также это относительно безопасный способ резки, но все равно нужно соблюдать правила пожарной безопасности.

Из недостатков отметим, что скорость резки будет напрямую зависеть не от ваших навыков и умений, а от толщины металла. Так что для резки толстых деталей запаситесь терпением. Также качество реза оставляет желать лучшего. Разрез получается неаккуратным и неровным. Поэтому этот способ не подойдет для резки деталей, используемых при оформлении распашных ворот, например.
Особенности резки электродами
Как и любой другой вид сварочных работ, резка металла электродами имеет свои особенности. Чтобы произвести резку необходимо предварительно подготовить аппарат и металл. Обязательно проверьте исправность вашего сварочника и всех кабелей, не пренебрегайте техникой безопасности. Чтобы зажечь дугу постучите концом электрода по поверхности металла. Опытные сварщики используют также метод чирканья.
Затем подберите нужный режим работы: настройте параметр тока исходя из диаметра электрода и толщины металла. Если металл тонкий, то используйте электрод 3 мм и увеличивайте диаметр по мере увеличения толщины металла. При резке тонкого металла можно увеличить параметр тока без страха испортить работу.
Да, у электродов есть много нюансов, и чтобы правильно разрезать металл понадобится опыт и сноровка. Но если вы научитесь использовать этот метод в своей работе, то улучшите свои профессиональные навыки и сможете выполнять большинство сварочных работ, имея в арсенале электроды. Делитесь этой статьей в социальных сетях и пишите в комментариях о своем опыте использования электродов. Желаем удачи!
Читайте также: