Лазерная резка металла от одной детали
На производствах и в мастерских применяют различные способы раскроя из листового металла заготовок с определенными параметрами. Наиболее точный и предпочтительный способ – это применение лазерной установки.
Сам по себе метод резки – это, по сути, раскрой из листового металла заготовки необходимой формы и в определенном количестве. Известны различные методы, которые позволяют получить определенные заготовки из листов металла. Но многие из них (например, ручные станки или ножницы по металлу) не гарантируют достаточной точности.
Если есть потребность обработать листовой металл, а при этом важна точность, то может помочь только лазерная установка. Лазерная резка – это способ раскроя металлического листа определенной толщины при использовании лазера высокой мощности.
Процесс разделения происходит за счет сфокусированного лазерного пучка на конкретную область металла. В месте контакта температура материала повышается до температуры плавления. Области вокруг не меняют свой температурный показатель, что позволяет не деформироваться краю заготовки. Линия разреза получается точной и достаточно тонкой, что позволяет сэкономить на расходном материале.
Основной принцип работы лазера для резки – это прожиг металлического листа высокотемпературным и точно сконцентрированным лучом. Расплавленный металл с обработанного участка удаляется направленным потоком воздуха или произвольно стекает.
Как работает лазерная резка
Лазерная резка металла от 1 детали может производиться разными способами: при помощи кислорода, с использованием смеси газов (аргона или азота), с помощью сжатого воздуха. Выбор газа для резки лучом зависит от того, из какого материала состоит деталь, какую толщину имеет заготовка, предстоит ли дальнейшая обработка. Например, использование кислорода позволяет добиться максимально высоких температур при резке, а аргон будет незаменим при нарезании титана и циркония.

Современные лазеры предназначены для раскраивания металла толщиной от 0,2 мм до 40 мм. Принцип лазерной резки состоит в том, что луч обеспечивает возгорание, плавление, испарение, выдувание газовой струей материала того участка, на который он направлен.
В зависимости от тела, которое генерирует луч, можно выделить три типа оборудования для листовой лазерной порезки:
- Твердотельные лазерные станки. Снабжены диодом и стержнем, состоящим из рубина, граната либо неодимового стекла. Мощные лампы направляют заряд энергии на оптический стержень, который осуществляет ее проекцию на рабочую поверхность. Фокусировка осуществляется в том числе благодаря зеркалам и призме. Твердотельное оборудование предназначено для разрезания меди, алюминия, алюминиевых сплавов, латуни.
- Волоконные. Генератором луча служит оптоволокно. Современные станки оснащены опцией быстрой настройки размера фокального пятна, благодаря чему значительно повысилась производительность нарезки деталей из меди, стали, алюминия.
- Газовые. В качестве генератора выступают газы – обычно гелий, углекислый газ и азот. Они под давлением поступают в газоразрядную трубку, активируясь при этом электрическими импульсами. Преимущество лазерной резки газовыми станками в том, что ей подлежат даже высокопрочные сплавы.
Преимущества и недостатки лазерной резки
Лазерная резка имеет ряд положительных качеств. Например:
- При ее проведении отсутствует механическое воздействие на обрабатываемую поверхность. Благодаря этому можно нарезать материалы, которые при обычной резке получили бы повреждения или деформировались.
- Обработке подлежат многие виды металлов, в том числе сплавы алюминия и различные типы стали.
- Чаще всего лазерная резка листового металла не сопровождается возникновением облоя. В противном случае он легко удаляется с поверхности, не оставляя царапин.
- Детали при нарезании не нагреваются. Можно применять лазерную резку листа даже для тех металлов, которые имеют высокую теплопроводность.
- Раскрой материала полностью автоматизирован. Погрешность при нарезке составляет не более 0,1 мм, процент отходов минимален. Это позволяет снизить себестоимость производства.
- Высокая производительность лазерного оборудования, в итоге – значительно экономится время резки.
- Нет необходимости приобретения дорогостоящих молдов или пресс-форм.
- Универсальность оборудования. С помощью приспособления для лазерной резки металла можно изготавливать самые различные типы деталей.
- В случае необходимости, оборудованием для резки листовых металлов можно осуществлять фрезеровку и высверливание отверстий нужного диаметра и глубины.
- Есть возможность гравировки поверхностей.

Преимущества лазерной резки сопровождаются некоторыми недостатками:
- Листовой металл, подлежащий резке лазером, не может быть толще 40 мм, а его площадь – больше 1500 на 3000 мм.
- Этот способ резки относительно дорог.
- Невозможно производить внутреннюю резьбу.
- Необходима настройка оборудования перед каждым использованием.
Что лучше — резка металла лазером или плазмой
Плазменная резка отличается от лазерной тем, что проплавление металла производится при помощи плазменной дуги, в то время как плазменная струя удаляет расплав. Резку плазмой применяют для обработки тонколистового металла, однако экономически целесообразно использовать для толстых поверхностей: меди (до 80 мм), чугуна (до 90 мм), алюминия (до 120 мм), сталей (до 150 мм). Хорошее качество отверстий гарантировано в случае, если их диаметр будет не меньше диаметра поверхности, разрезаемого плазмой. Нижние кромки отверстий, как правило, меньше верхних. Поверхность реза конусная и составляет от 3 до 10 градусов.
Про особенности плазменной сварки можно прочитать здесь.
Эксплуатация лазера имеет наибольшую эффективность при нарезке стали толщиной до 6 мм. Сфокусированное лазерное излучение производит качественные узкие резы, диаметр произведенных отверстий в нижней части имеют несколько больший размер, чем в верхней. Отклонение кромки реза от заданных параметров – около 0,5 градуса.
Выбирая между плазмой и лазером, стоит ориентироваться прежде всего на тип и толщину материала, подлежащего обработке. Кроме этого, стоит учесть, что лазерное оборудование имеет большую цену, однако при необходимости вырезания большого количества отверстий в детали часовая стоимость использования плазменного станка выше.
Лазерная резка каких материалов возможна
Резка лазерным лучом возможна, если основной материал – это:
- Сталь обычная. Максимальная толщина стального листа должна не превышать 20 мм, в противном случае нужно обратиться к другому методу.
- Сталь нержавеющая. Ограничение по толщине составляет 16 мм. Именно при таких показателях удастся избежать возникновения облоя или же его можно будет удалить без последствий. Лазерная резка нержавеющей стали толщиной более 16 мм возможна только в расплавном режиме, и зона резки будет шершавой и с трудноудаляемыми излишками материала.
- Латунь. Для лазерной резки этого металла подойдут листы толщиной не более 12 мм, поскольку сопротивление материала довольно велико. Накопления облоя не избежать, однако он ликвидируется легко.
- Сплав алюминия. Можно резать лист металла толщиной не более 10 мм. Также образуется облой в зоне резки.
Каждому типу металла соответствует своя разновидность лазера.
Внимание! Принцип лазерной резки неприменим для следующих металлов: вольфрам, титан, латунь, молибден, оксидированный алюминий. Все они обладают высокой прочностью, которая приводит к выходу лазерного оборудования из строя.
Виды лазерной резки
Лазерные установки состоят из трех основных частей:
- Рабочей (активной) среды. Она является источником лазерного излучения.
- Источника энергии (системы накачки). Он создает условия, при которых начинается электромагнитное излучение.
- Оптического резонатора. Система зеркал, усиливающих лазерное излучение.
По типу рабочей среды лазеры для резки делят на три вида:
- Твердотельные. Их основным узлом является осветительная камера. В ней находятся источник энергии и твердое рабочее тело. Источником энергии служит мощная газоразрядная лампа-вспышка. В качестве рабочего тела используют стержень из неодимового стекла, рубина или алюмо-иттриевого граната, легированного неодимом или иттербием. По торцам стержня устанавливают два зеркала: отражающее и полупрозрачное. Лазерный луч, излучаемый рабочим телом, многократно отражается внутри него, усиливается в ходе отражений и выходит через полупрозрачное зеркало.
К твердотельному виду относятся и волоконные лазеры. В них излучение усиливается в стекловолокне, а источником энергии служит полупроводниковый лазер.
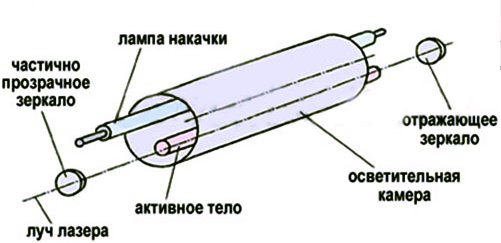
Так устроен твердотельный лазер
Для понимания механизма работы лазера можно рассмотреть установку с рабочим телом в виде стержня из граната, легированным неодимом. Ионы последнего и служат активными центрами. Поглощая излучение газоразрядной лампы, ионы переходят в возбужденное состояние, то есть у них появляется излишек энергии.
Ионы возвращаются в исходное состояние и отдают энергию в виде фотона – электромагнитного излучения или по-другому света. Фотон вызывает переход в обычное состояние других возбужденных ионов. В итоге процесс нарастает лавинообразно. Зеркала способствуют движению луча в определенном направлении. Многократно возвращая фотоны в рабочее тело при отражении, они способствуют образованию новых фотонов и усилению излучения. Его основные характеристики – малая расходимость луча и высокая концентрация энергии.
- Газовые. В них рабочим телом является углекислый газ или его смесь с азотом и гелием. Газ прокачивается насосом через газоразрядную трубку. Он возбуждается с помощью электрических разрядов. Для усиления излучения устанавливают отражающее и полупрозрачное зеркало. В зависимости от особенностей конструкции такие лазеры бывают с продольной и поперечной прокачкой, а также щелевые.
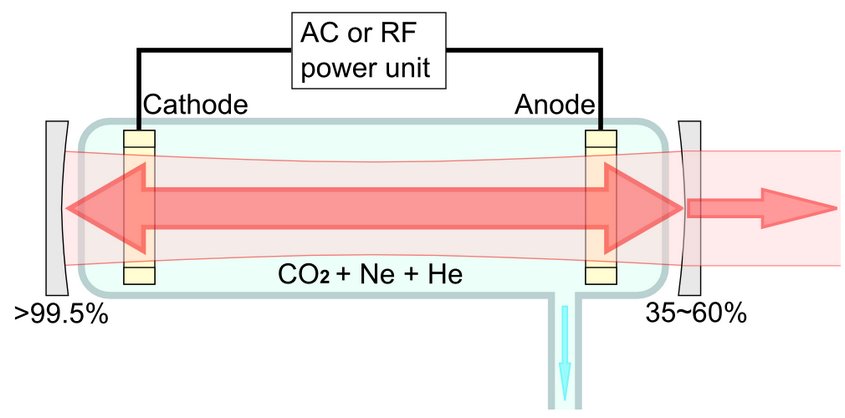
Так устроен газовый лазер с продольной прокачкой
- Газодинамические. Эти лазеры самые мощные. В них рабочим телом является углекислый газ, нагретый до 1 000–3 000 °К (726–2726 °С). Он возбуждается с помощью вспомогательного маломощного лазера. Газ со сверхзвуковой скоростью прокачивается через суженный посередине канал (сопло Лаваля), резко расширяется и охлаждается. В результате его атомы переходят из возбужденного в обычное состояние и газ становится источником излучения.
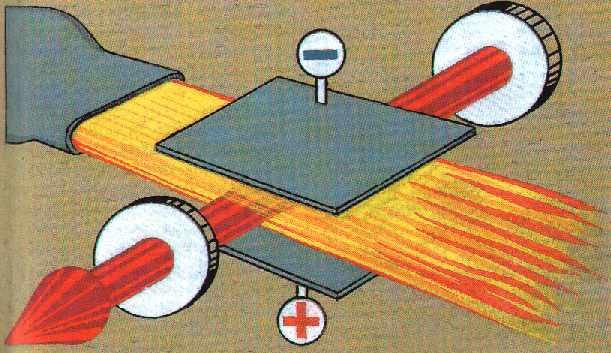
Схема работы газодинамического лазера
Режимы
Резка лазером металлических заготовок зависит от следующих факторов:
- диаметра луча;
- мощности привода;
- обработки материалов защитными составами;
- количества линз, их расположения;
- вида металла или сплава, который подвержен обработке;
- толщины заготовки;
- предварительной очистки металла от ржавчины, грязи.
Также на скорость разделения деталей влияет используемый инертный газ. Например, если заменять кислород обычным воздухом, производительность аппарата снизится вдвое.
От выбранного режима создания реза зависит его качество. Главные факторы, которые влияют на состояние готового реза — скорость движения рабочей головки, толщина детали. Раскрой по металлу желательно совершать не спеша, чтобы не испортить рез.
Виды оборудования для лазерной резки
Резка металла лазером проводится с помощью специальных установок, которые бывают трех типов:
- Твердотельные аппараты. Устройства для лазерной резки малой мощности. Состоят из рубинового стержня, лампы накачки. Модели могут работать импульсами или в постоянном режиме.
- Газовое оборудование. Газ нагревается до высоких температур под воздействием электрического тока. Раскалённые частицы испускают свет, который фокусируется линзами на рабочую поверхность.
- Газодинамические установки. Газ нагревается до критических температур — свыше 3-х тысяч градусов. Далее раскалённый газ пропускается на высокой скорости через сопло, проходит процесс охлаждения. Высокая мощность таких аппаратов делает их нерентабельными при редком использовании.
Управление станком для лазерной резки деталей
Автоматизированный станок для нарезания металла лазером состоит из непосредственно лазера, снабженного источником питания, системы управления, а также контура, обеспечивающего передачу излучения в зону резки. По принципу действия это излучение напоминает плазменную дугу или газовое пламя, однако имеет гораздо большую концентрацию мощности – до 5 000 Вт.

Управление лазерным станком довольно несложное. Для осуществления лазерной резки деталей расходный материал фиксируется на рабочем столе. Затем в блок управления задаются параметры будущей детали (длина, ширина), указываются тип и толщина листового металла. Откалибровка фокуса и выбор расстояния от резака до разрезаемой поверхности происходит автоматически. В автоматическом режиме происходит и температурный контроль. Если технический процесс требует подачи вспомогательных газов, то к аппаратуре необходимо подключить баллоны с необходимым веществом. Для этого предусмотрены патрубки, снабженные клапанами. Защитный кожух ограждает оператора и прочий персонал от мелких частиц металла.
У обработки материалов лазером есть ряд сильных и слабых сторон.
- Зависимо от мощности выбранного оборудования, можно разделять листы большой толщины.
- Резка металла лазером выполняется без соприкосновения рабочей части с поверхностью изделия. Это исключает механические повреждения материала.
- Высокая скорость проведения технологического процесса.
- Если установка для лазерной резки комплектуется ЧПУ, можно добиться высоких показателей точности, производительности.
- Выделение минимального количества отходов.
- Возможность создавать резы разных размеров, формы.
- Установка расходует много электроэнергии.
- Простые модели не могут разделять листы шириной свыше 20 мм.
Как сделать лазерный резак в гараже
Лазерная резка стали проводится на покупных и самодельных устройствах. Если нет возможности купить станок, можно изготовить его самостоятельно. Для этого нужно подготовить материалы, инструменты:
- мощный фонарик на батарейках;
- лазерную указку;
- привод из DVD-ROM;
- паяльник, отвертки.
Пошаговая инструкция сборки лазерного резака:
- Изначально необходимо разобрать дисковод, чтобы вытащить рабочую головку. Делать это нужно аккуратно, чтобы не повредить линзу.
- Вытащить диод из указки. На его место припаять рабочую часть из дисковода.
- Внутренности указки нужно вытащить, чтобы собрать для них новый корпус. Закрепить все элементы в корпус фонарика. Убрать защитное стекло, запитать устройство батарейками.
Дополнительно можно укрепить корпус скотчем, клеем.
Усиление самодельной установки
Мастера экспериментируют с набором линз, чтобы усилить мощность луча. Дополнительно можно запитать его от подзарядки для аккумуляторных батареек. Чтобы удобнее было проводить технологические процессы, собирается конструкция, удерживающая самодельную установку. Она устанавливается над рабочим столом на направляющих.
Лазерная резка представляет собой современный технологический процесс, который позволяет разделять металлические листы разной толщины. Зависимо от размеров обрабатываемых заготовок нужно выбирать мощность привода.
Назначение и критерии выбора лазерной резки
Лазерную резку используют для обработки не только металлов, но и резины, линолеума, фанеры, полипропилена, искусственного камня и даже стекла. Она востребована при изготовлении деталей для различных приборов, электротехнических устройств, сельскохозяйственных машин, судов и автомобилей. Такой способ раскроя материала используют для получения жетонов, трафаретов, указателей, табличек, декоративных элементов интерьера и многого другого.
Основной критерий выбора вида лазерной резки – тип обрабатываемого материала. Так, углекислотные лазеры подходят для резки, гравировки, сварки разных материалов – металла, резины, пластика, стекла.
Твердотельные волоконные установки оптимальны при раскрое латунных, медных, серебряных или алюминиевых листов, но не подходят для неметаллов.
Лазерная резка деталей: примеры
Прибегнув к лазерной резке, вы за относительно короткий промежуток времени можете получить детали, применяемые в машиностроении; комплектующие для торгового оборудования (в том числе стеллажей, шкафов, поддерживающих установок, полок и т.д.); декоративные элементы для дизайна помещений; детали для вывесок, бигбордов и прочих рекламных носителей; трафареты, шаблоны и многое другое. Пользуются популярностью и резаные лазером элементы отопительного оборудования — печей, дымоходов, котлов, и детали ограждений, ворот. Принцип лазерной резки применяется при изготовлении многих деталей лифтового оборудования и вендинговых аппаратов.

Как можно заметить, лазерной резкой пользуются в тех случаях, когда необходимо получить высококачественные детали с минимальной шириной реза, гладкими и ровными краями, и при этом есть возможность пренебречь некоторым изменением цвета изделия в месте раскройки.
Лазерная резка: специфика процесса, оборудование, материалы
В строительной и производственной сферах большой популярностью пользуется нарезка деталей при помощи лазерных установок. Механическое воздействие на материал при таком процессе сводится к нулю, и это гарантирует отсутствие деформаций рабочей поверхности. Эксплуатация лазеров позволяет получить высококачественные детали, избежав при этом производственных затрат, связанных с человеческим фактором. Однако лазерная резка металла от 1 детали имеет ряд нюансов. Предлагаем с ними ознакомиться.
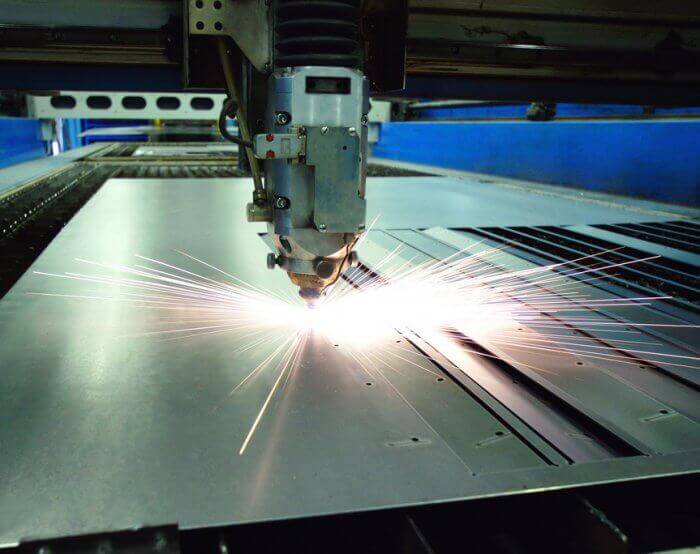
лазерная резка металла
станок для лазерной резки металла
детали, нарезанные лазером
Про особенности плазменной сварки можно прочитать здесь.
В заключение
Принцип лазерной резки может быть применим во всех случаях, когда требуется высокоточная нарезка деталей, фрезеровка или гравировка. Оборудование вне зависимости от его типа (твердотельное, газовое, волоконное) позволяет осуществить разрезание листов металла практически в автоматическом режиме. При этом гарантированы аккуратная поверхность реза, минимальное количество облоя или его полное отсутствие, минимальная погрешность нарезки, высокая производительность. Преимущества лазерной резки численно превышают ее недостатки, наиболее существенным из которых представляется стоимость. При выборе между лазерной и плазменной резкой стоит обратить внимание на цену оборудования и часовую стоимость его эксплуатации, а также на толщину рабочего материала.
Сколько стоит лазерная резка

Сколько стоит лазерная резка металла, из чего складывается цена на те или иные виды работ – вопросы, которые интересуют многих заказчиков, так как на сайтах металлообрабатывающих компаний, как правило, указывается либо очень приблизительная стоимость, либо большой диапазон цен.
На то есть причины. Лазерная резка металла – сложный технологичный процесс. На скорость и качество его выполнения влияют разные факторы: тип оборудования, вид металла, толщина заготовки, конфигурация детали и многое другое. Из нашего материала вы узнаете, как рассчитывается цена на лазерную резку и какие станки обеспечивают оптимальное соотношение цены и качества.
Факторы, влияющие на стоимость лазерной резки
Лазерная резка металлов обладает многочисленными достоинствами:
- точностью обработки;
- высокой скоростью резки;
- возможностью работы с любыми материалами;
- минимальным количеством отходов.

Недостатком этого вида обработки металлов является высокая стоимость. Это обусловлено ценой оборудования и эксплуатационными расходами. Чаще всего к лазерной резке материалов прибегают в том случае, когда выполнить работу другими способами невозможно.
Этот вид обработки представляет собой сквозной прожиг материала лучом лазера. Для того чтобы понять, сколько стоит лазерная резка металлов и из чего складывается цена, остановимся подробнее на технологии работы, расскажем о ее особенностях.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Во-первых, металл разрезается за счет высокой температуры лазерного луча. Температура резки настолько высока, что специалистам во избежание травмирования следует неукоснительно соблюдать правила безопасности работ.
Рекомендуем статьи по металлообработке
Во-вторых, чтобы понять, сколько стоит лазерная резка металла, необходимо учитывать, что работа требует высокой точности и безупречности со стороны специалиста.
В-третьих, стоимость увеличивается за счет автоматизации резки. В процессе обработки от мастера требуются минимальные усилия, в то время как основную работу выполняет специальное оборудование. Следовательно, во время резки увеличивается энергопотребление.
В то же время конечная стоимость снижается, поскольку во время обработки образуется минимум отходов.
Говоря о том, сколько стоит лазерная резка и от чего зависит цена, уточним, что на ценообразование влияют следующие факторы:
- вид и режимы резки (насколько мощная лазерная установка используется, от каких источников энергии она работает, каким рабочим элементом, образующим поток газа, оснащено оборудование и пр.);
- конфигурация заготовки (если предполагается резка по прямым линиям, то стоимость будет ниже, чем при необходимости вырезать сложные узоры);
- общая длина разрезов;
- количество экземпляров деталей (чем их больше, тем меньше стоит лазерная резка одного элемента);
- металл или сплав, из которого изготовлена деталь (поскольку разные материалы режутся с разной скоростью, стоимость работы не может быть одинаковой);
- толщина листовой заготовки – она напрямую влияет на затрачиваемое на резку время;
- сроки работы – срочные заказы стоят больше;
- необходимость выполнения дополнительных работ.
Для того чтобы рассчитать, сколько стоит лазерная резка, необходимо уточнить, требуется ли доработка чертежей и технического задания, предоставленных заказчиком. Это дополнительная работа, которая также увеличивает стоимость заказа.
Примерная цена лазерной резки
Рассчитывать, сколько стоит лазерная резка, лучше в индивидуальном порядке. На сайтах компаний, предлагающих услуги такого вида обработки, чаще указаны приблизительные цены работы, более точный расчет можно получить, связавшись со специалистом.

Это вызвано особенностями каждого заказа, ведь именно от нюансов зависит окончательная цена работы.
Стоимость лазерной резки зависит от следующих факторов:
- Толщины, сорта и типа обрабатываемого металла. Резка стальной заготовки длиной 30 см и толщиной 0,1 см стоит около 9 рублей, для деталей из нержавеющей стали стоимость повышается до 20 рублей. Работа с алюминиевыми, латунными, медными, титановыми, дюралюминиевыми, бронзовыми деталями стоит еще дороже из-за особенностей материалов и сложности их обработки.
Лазерная резка толстых листов металла стоит дороже, чем работа с тонколистовым металлом, поскольку увеличивается расход времени и электроэнергии.
Также стоимость зависит от оборудования, используемого для обработки деталей. Оптоволоконные установки эффективнее газовых, так как более длинные волны позволяют выполнять работу точнее, резать тонкие и сильно отражающие излучение металлы.
Поэтому выгоднее заказывать большой тираж, так как в этом случае стоимость резки одной заготовки будет несколько ниже.
Поэтому для снижения расходов лучше обращаться с заказами заблаговременно.
Оптимальный способ лазерной резки металла по соотношению цены и качества
В процессе резки металл нагревается и разрушается лазерным лучом. Международное название этой технологии обработки металлических изделий – Laser Beam Cutting (LBC).
Выделяют три основные разновидности лазерной резки:
- Плавление – самый распространенный способ, используемый для большинства материалов. Лазерный луч нагревает поверхность обрабатываемой заготовки до температуры плавления. Если она подобрана правильно, то металл плавится только в области разреза, кромки остаются целыми. В зону реза подается также поток сжатого газа, выдувающий расплавленный металл, охлаждающий края разреза, предотвращающий расплавление и деформацию кромок.
Кислород не используется при работе с нержавеющей сталью и алюминием, так как он вызывает окисление металла. Для резки этих металлов используется азот. Режим работы оборудования выбирается в зависимости от толщины и температуры плавления материала заготовок. Достоинствами технологии являются точность, высокая скорость и экономичность резки.
- Горение – в основном используется для работы с черными металлами, но также подходит для резки цветных металлов и стали с высоким содержанием легирующих элементов. Кислород увеличивает количество тепловой энергии, что в свою очередь снижает себестоимость. Однако края разреза некоторых металлов горят, поэтому им требуется последующая обработка. Стоит такая лазерная резка достаточно дорого. К этой технологии прибегают при работе с определенными металлами. Так, при резке черных металлов не образуется оксидной пленки либо она легко удаляется. В то же время алюминиевые сплавы и нержавейка под воздействием кислорода сильно окисляются, поэтому при работе с ними также используется азот.
- Испарение – технология, подходящая для резки тонкостенных и тонколистовых заготовок. При этом подача лазерного луча осуществляется импульсно, расплавляя и испаряя металл в зоне реза, но не воздействуя на близлежащие области. Отходы из области обработки удаляются воздушным потоком. При этой технологии увеличивается температура нагрева (плавление алюминия происходит при +660 °С, а закипание – при +2 519 °С), а значит, и возрастает потребление электроэнергии. Из-за затратности способа к нему прибегают в тех случаях, когда использование других технологий не даст результата.
Оптимальное соотношение стоимости и результата работ у лазерной резки методом плавления.
Лазерная резка разных видов металла
Чтобы рассчитать, сколько стоит лазерная резка, следует исходить из индивидуальных свойств обрабатываемых металлов. Для сплавов и цветных металлов используется оборудование с минимальной мощностью 1 кВт, для черных металлов – 0,5 кВт.

Стали с высоким содержанием углерода обрабатывают газолазерным способом с использованием кислорода. Повышенная температура в зоне реза увеличивает скорость работы.
Срез, получаемый в результате газолазерной резки, отличается высоким качеством. Если необходима фигурная обработка (острые углы, отверстия в заготовках), то, помимо лазерного луча, используют также инертный газ.
Нержавеющую и оцинкованную стали режут с применением азота, подаваемого в зону разреза под давлением 20 атмосфер. Так как этот материал отличается высокой прочностью, то качественно обработать заготовки можно только при помощи газолазерной резки.
При определении того, сколько стоит лазерная резка цветных металлов, следует иметь в виду, что для работы с ними необходимо более мощное оборудование, к примеру, твердотельного типа.
Латунь, алюминий и сплавы с содержанием алюминия обрабатывают с помощью инертного газа, поступающего в зону реза под давлением 10 атмосфер. Это позволяет получить качественные чистые срезы. Если образуется некоторое количество грата, то он легко удаляется.
Из-за высокой теплопроводности меди лазером режут листы толщиной не более 0,5 см. В противном случае существенно возрастают расходы на обработку.
Лазерное оборудование используется для разрезания труб толщиной до 3 см. Линия реза может быть выполнена под различными углами, что в дальнейшем облегчает процесс монтажа и сварки.
Виды оборудования и качество лазерной резки
Чтобы определить, сколько стоит лазерная резка металлов, необходимо учесть, какое оборудование будет использоваться в процессе. Для классификации применяют несколько параметров. К примеру, в зависимости от рабочей среды (источника лазерного излучения) выделяют три разновидности установок:
Рассчитать, сколько стоит лазерная резка, можно, исходя из обрабатываемого материала.
Для сварки, резки, гравировки металлических, стеклянных, пластиковых изделий подходит оборудование, работающее на углекислом газе. Твердотельные установки используются для резки алюминиевых, медных, серебряных, латунных заготовок. Неметаллические изделия обработать с их помощью нельзя.
Качество лазерной резки зависит от точности реза (отсутствия шероховатостей, прямых стенок), скорости работы.
На результат обработки влияют:
- тип и размер заготовок;
- настройки лазерного оборудования;
- техническое состояние аппаратуры;
- качество разработанного макета.
Для получения качественного реза необходимо учитывать перечисленные параметры. В таком случае погрешность составляет до 0,1 мм.
Скорость обработки зависит от мощности используемой аппаратуры, толщины и уровня теплопроводности заготовок. Высокая теплопроводность обуславливает быстрый отвод тепла из зоны реза, значит, необходимо больше электроэнергии для работы. К примеру, лазерным станком мощностью 600 Ватт можно резать титановые детали, а также изделия из черного металла, однако обработать медные и алюминиевые заготовки с его помощью не получится.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Технология лазерной резки металла
Лазерная резка металла — это процесс нагревания и разрушения металла при помощи лазерного луча. Международное название технологии — Laser Beam Cutting (LBC).
На сегодняшний день существует 3 основных способа работы лазера по металлу:

- Плавление — наиболее распространенный способ, который подходит для большого количества материалов. Луч лазера разогревает поверхность металла до температуры плавления, которая различается у видов сырья. При правильно подобранном режиме металл расплавляется только по срезу, целостность кромок сохраняется. В зону обработки бьет поток сжатого газа, который выдувает расплавленный металл, охлаждает края, предотвращает плавление и деформации на срезах. Например, присутствие кислорода при резке нержавеющей стали или алюминия грозит окислением места среза, поэтому поверхность обдувается азотом. Алгоритм движения составлен на базе информации о материале (толщине, температуре плавления) и заложен в программное обеспечение, которое управляет действиями оборудования. Эта технология отличается высокой точность, скоростью и экономичностью.
- Горение — способ лазерной резки металла, который оптимизирует обработку черных металлов, но не подходит для цветных металлов и стали с высоким содержанием легирующих элементов. Воздействие кислорода дает в несколько раз больше тепловой энергии, чем работа лазера. Себестоимость процесса и время обработки уменьшаются. Методика имеет недостаток — горят кромки некоторых материалов. Затраты на постобработку срезов могут превысить экономию непосредственно резки. Выбор технологии лазерной резки “горение” определяет материал. Например, черная сталь в процессе обработки не образует оксидов или позволяет легко удалить их. Сплавы алюминия и нержавеющая сталь при контакте с O₂ окисляются, поэтому при раскрое этих материалов поступление кислорода отсекают струей азота.
- Испарение — используется редко, востребован только при резке тонкостенных изделий или листов малой толщины. Луч работает не сплошной струей, а короткими импульсами, рассчитанными на то, чтобы расплавить и испарить металл, не задев ничего вокруг, например, подложку (в изделиях). Воздушный напор удаляет технический мусор из рабочей области. Эта методика требует значительно большего нагрева материала. Например, алюминий плавится при 660 ํС, а закипает при 2 519 ํС. Соответственно, нужно почти в четыре раза больше энергии. Процесс более затратный, поэтому оправдан только в случаях, где не справляются другие технологии.
Таким образом, лазерная резка методом плавления — оптимальное соотношение цены и качества для большинства материалов.
Оборудование для лазерной резки
Устройства классифицируют по разным параметрам. По типу рабочей среды — источника лазерного излучения — выделяют три вида приборов:
- Твердотельные системы. В осветительном модуле располагается твердое рабочее тело и газоразрядная лампа высокой мощности. Рабочим телом может служить стержень из рубина, неодимового стекла и других материалов. Края стержня оснащены зеркалами: полупрозрачным и отражающим. Луч лазера, созданный рабочим телом, набирает мощность, благодаря множественным отражениям и выходит наружу через полупрозрачное зеркало.
- Газовые устройства. В них работает CO₂ (отдельно или в комплексе с гелием и азотом). Углекислый газ активизируют электроразряды. Для увеличения мощности также используют систему зеркал.
- Газодинамические приборы обладают самой высокой мощностью. Активным веществом тоже является оксид углерода (CO₂), разогретый до температуры в диапазоне от 726 до 2726 °С. Он активизируется при помощи дополнительного лазерного луча небольшой мощности. Проходя через специальное сопло, газ меняет состояние и становится источником излучения. Этот вид оборудования самый дорогостоящий.
Выбор вида лазерной резки зависит от материала, который необходимо обработать.

ЧПУ, использующие углекислый газ, отлично справляются со сваркой, раскроем, гравировкой металла, стекла, пластика и другого сырья. Оборудование твердотельного типа эффективно для резки алюминия, меди, серебра, латуни. Не работают с неметаллическими материалами.
Качество лазерной резки. От чего оно зависит?

Под качеством лазерной резки обычно понимают точность, качество реза (минимальную шероховатость, прямые стенки), скорость предоставления услуг.
Результат работ зависит от многих составляющих:
- Типа и размеров детали;
- Правильной настройки оборудования для лазерной резки;
- Технического состояния ЧПУ-станка;
- Качества разработки макета.
Чтобы получить нужный результат, необходимо учесть все эти параметры. При соблюдении правил использования, лазерные резаки обеспечивают точность до 0,1 мм.
Скорость резки обусловлена мощностью оборудования, толщиной и теплопроводностью обрабатываемого материала. Чем выше показатель, тем быстрее отводится тепло с рабочего участка, соответственно требуется больше энергии. Например мощности лазера в 600 Ватт достаточно для резки титана или черных металлов, но мало для меди или алюминия.
Особенности резки отдельных металлов

Индивидуальные свойства материалов требуют применения различных технологий лазерной резки. Сплавы и цветные металлы обрабатывают на станках мощностью не ниже 1 кВт, для работы с черными металлами будет достаточно мощности от 0,5 кВт.
Раскрой высокоуглеродистых сталей осуществляется в основном по газолазерной технологии с применением кислорода. Благодаря сильной тепловой реакции в зоне воздействия лазера, увеличивается скорость обработки металлического листа.
Этот метод дает высокое качество реза. Для фигурной резки, например, заготовок с острыми углами или отверстиями, в комплексе с лазерным лучом используют инертный газ.
При обработке изделий или листов из нержавеющей стали, используют азот, который транспортируют в рабочую область под давлением до двадцати атмосфер. Учитывая высокую прочность сырья, лазерная резка — практически единственный метод качественной обработки нержавеющей и оцинкованной стали.
Работа с цветными металлами требует аппаратов больше мощности, например твердотельного типа.
Для взаимодействия с латунью, алюминием и сплавами с его содержанием используют инертный газ под давлением до десяти атмосфер. Кромки получаются хорошего качество, возможно небольшое образование грата, который легко удалить.
Медь обладает высокими теплопроводными свойствами. Оптимальная толщина листов для раскроя лазером не больше 0,5 мм. Большая толщина требует значительных расходов, что не является экономически целесообразным.
Альтернатива лазерной резке металла
В современной металлообработке эффективно используют четыре технологии резки металла:
- Лазерная;
- Плазменная;
- Газовая;
- Гидроабразивная.
Каждый способ имеет свои преимущества и недостатки по отношению к различным видам материалов.
Плазменная резка металла
Плазменная резка — технология раскроя металла, при которой в качестве режущего инструмента выступает струя плазмы. К преимуществам относится возможность работы с любыми сырьем: цветными, тугоплавкими и другими сложными металлами. Еще один плюс технологии — создание резы любой формы, в том числе сложной геометрической.
Плазменная резка немного проигрывает лазерной в качестве кромок, соответственно и в точности. При лазерной обработке кромки имеют большую степень соответствия по перпендикулярности.
Для материалов толще 6 мм плазменный метод занимает меньше времени и затрат энергии по сравнению с лазерным. Однако при работе с тонкими материалами и изготовлении деталей сложной геометрии использование лазера эффективнее ввиду большей точности и максимального соответствия техническому заданию.

Газовая резка металла
Суть процесса газовой резки заключается в следующем: газ ацителен или пропан разогревает материал обработки до 1000-1200⁰С, затем подключается кислород, который загорается при контакте с раскаленным металлом и режет его. Технология подходит для материалов, температура горения которых ниже, чем плавления: для сталей с низким и средним содержанием легирующих элементов. Преимущества метода в невысокой стоимости, простоте, мобильности оборудования. Однако он подходит не для всех материалов, точность резки значительно уступает лазерной и плазменной.

Гидроабразизная резка металла
Рабочим инструментом при гидроабразивной резке выступает смесь воды с абразивными частицами (зерна карбида кремния, электрокорунда, других твердых веществ, гранатовый песок). Вода поступает в режущую головку под давлением до 6000 атмосфер, оттуда она со скоростью около 1000 м/сек (и выше) вырывается в камеру, где смешивается с абразивом. Смешанная струя разрушает целостность металла и смывает отрезанные частицы. Важная особенность гидроабразивной резки состоит в том, что обрабатываемые поверхности практически не нагреваются, что дает методу массу неоспоримых преимуществ.
Технология имеет ряд плюсов:
- Работа с любыми материалами;
- Высокое качество реза благодаря отсутствию пригорания и плавления поверхности;
- Возможность обработки термочувствительного сырья;
- Отсутствие вредных выделений в рабочем процессе;
- Пожаробезопасность работ.
К недостаткам можно отнести более низкую скорость в сравнении с плазменной и лазерной обработкой, высокую стоимость оборудования и себестоимость процесса.

Из рассмотренных вариантов лазерная резка — наиболее универсальный инструмент. Кроме непосредственного раскроя устройства используют для лазерной гравировки металла, маркировки, разметки и прочих операций.
Практическое применение технологии лазерной резки
Производство изделий при помощи лазерного оборудование состоит из нескольких этапов:
- Формирование идеи продукта.
- Разработка художественного эскиза.
- Создание технического макета модели.
- Изготовление тестовой детали на ЧПУ-станке.
- Контроль параметров и доработки в случае необходимости.
- Запуск серийного производства.
Созданию технического макета нужно уделить особое внимание, так как от его точности будет зависеть качество готового изделия.

Станки используют форматы программ AutoCAD, CorelDraw, поэтому чертежи для лазерной гравировки или резки должны быть выполнены в этих программах.
Требования к макетам для лазерной резки
- Масштаб чертежа 1:1.
- Замкнутые внешние и внутренние контуры.
- CIRCLE, LINE, ARC — команды для создания контуров.
- Команды ELLIPSE, SPLINE не поддерживаются.
- При наложении линий друг на друга лазерный резак будет проходить по одной и той же траектории несколько раз.
- В чертеже для лазерной резки должно быть указано количество деталей и рабочий материал.
- Вся информация о чертеже должна быть размещена в одном файле.
Ценообразование в услугах лазерной резки металлов
Цена услуг зависит от ряда составляющих и меняется в зависимости от технического задания.
Что влияет на стоимость услуг лазерной резки металла
- Вид металла. Например, резка черных металлов, стали и нержавейки стоит в 2-3 раза дешевле резки меди, латуни, титана, алюминия и его сплавов.
- Толщина листа. Чем больше толщина, тем выше цена. Нестандартные технические задания рассчитываются индивидуально.
- Сложные формы деталей. Чем больше требуется резов для достижения результата, тем выше цена.
Эти и ряд других параметров, которые оговариваются с заказчиком, формируют стоимость лазерной резки и гравировки.
О компании
Адрес: Санкт-Петербург, Петровский пр., д.20 литер Я (около д. 20 литер В)
Режим работы:
Понедельник - пятница
10:00 - 18:00
Полезные статьи
Работаем по всей России
Высокоточное производство
Пользовательское соглашение
Лазерная резка металла
Быстрота, низкая стоимость — лишь 2 плюса предоставляемого сервиса. Заказывая дешево услуги лазерной резки металла у нашей компании, вы гарантируете себе высокое качество, достигаемое благодаря использованию оборудования известных брендов. Это, пожалуй, главный критерий при выборе исполнителя.
Цена от 20 руб. м/пог.
Оформите заявку на сайте, мы свяжемся с вами в ближайшее время и ответим на все интересующие вопросы.
Видео с производства
Цены на лазерную резку
Сталь листовая углеродистая Г/К и Х/К
Нержавеющая сталь
Алюминий дюраль(АМГ,АМЦ)
Латунь
Минимальная стоимость заказа за одну операцию
- 5 000 руб. без учета стоимости материалов.
- В случае значительного увеличения объема последующих заказов, сумма 5 000 руб. включается в качестве скидки в следующий заказ.
Возможно срочное изготовление заказа - в день обращения или на следующий день, стоимость рассчитывается индивидуально.
Рекомендации к входящей документации
- Для расчета стоимости производства изделий Вам нужно предоставить чертежи в формате DWG или DXF;
- Масштаб деталей в чертежах 1:1;
- Контуры деталей должны быть в нулевом слое и выполнены в графических примитивах (линия, окружность, арка);
- Использование в чертежах сплайнов и эллипсов крайне нежелательно.
Требования к материалам заказчика
- материал не должен иметь коррозии и заломов;
- допустимый прогиб листа на длине 2500 мм не должен превышать 50 мм;
- заготовка должна иметь прямоугольную форму;
- желательно предоставление чертежей разверток или иной документации в формате DXF или в формате AutoCAD, при отсутствии документации в этих форматах, мы можем помочь Вам их разработать, стоимость подготовки документации определяется для каждого заказа индивидуально, в некоторых случаях мы можем сделать это бесплатно.
Общее описание
Процедура лазерной резки металла в Москве осуществляется с помощью компьютеризированного оборудования с ЧПУ. Узконаправленный луч света расплавляет нужную область заготовки. В зоне среза материал испаряется. Остается лишь ровная линии с конусностью кромки до 0..2°. Технология позволяет работать практически с любым сырьем:
- нержавейка;
- алюминий;
- латунь;
- сталь;
- медь.
Максимальная толщина обрабатываемого изделия не должна превышать 16 мм. Преимущественно услуга заказывается для разделения листов и прочих объектов толщиной в 1-16 мм. Она не имеет равных при работе с объектами тоньше 6 мм.
Только высокоточное европейское оборудование
Станки которые прошли сертификацию

Пример срезов на наших станках и на станках конкурентов
Наши станки


Недорогие станки из Китая, которые часто решают купить маленькие фирмы, не могут похвастаться стабильностью, из-за чего параметры скорости, фокусного расстояния и диаметра луча изменяются в процессе работы. Результат — кривые резы и плохо совместимые детали. С нами подобного не бывает.
Плюсы технологии

Высочайшая точность — главный плюс. Использование ЧПУ при лазерной резке металла исключило человеческий фактор. В компьютер станка закладывается программный чертеж, после чего тот в автоматическом режиме выполняет операции. Это позволяет делать следующее:
- обрабатывать лазером твердые сплавы;
- резать с незначительным отклонением в 0,05-0,2 мм;
- исполнять сложнейшие детали с узорами, изгибами даже из тонких листов;
- экономить материалы благодаря сведению численности отходов к минимуму;
- исключать появление сколов и прочих дефектов при разделении металлической заготовки;
- подготавливать крупные партии товара в минимально короткие сроки.
Еще о скорости: последний параметр в списке остается для многих партнеров ключевым. Сегодня к нам обращаются клиенты, требующие реализовывать массовые заказы в бесперебойном режиме. Далеко не каждая компания способна гарантировать стабильность, однако благодаря постоянно растущим мощностям, мы точно рассчитываем время изготовления серийных партий. Учитываются даже возможные форс-мажоры, которые в большинстве случаев легко устраняются силами резервных ресурсов.
Плазменная или лазерная резка листового металла? Первая разновидность обработки лучше подходит для изготовления простых изделий из заготовок толщиной более 6 мм. В случае обработки продукта в 20 мм, плазменный станок значительно выигрывает. Когда речь заходит о массовом производстве сложных конструкций, следует выбирать laser даже при работе с толстыми исходниками — отсутствие окалины исключит необходимость в последующей чистке товара, что сэкономит время, затраты труда, а значит и финансы.
Преимущества компании
Достижению наших целей способствует отменное качество и адекватная цена лазерной резки металла в Москве. Сегодня мы входим в 15-20% фирм столицы с самым низким прайсом. Сделать сервис дешевым позволил постоянный поток заказов — 7 из 10 клиентов возвращаются за услугами вновь, потому нам не требуется беспокоиться о недостатке работы и компенсировать простои завышением стоимости.
Персонал со стажем от 5 лет, обладает умением точно подбирать конфигурации для луча, обеспечивая вас первоклассным результатом. С момента открытия у нас не было ни одной жалобы, ни единому клиенту не пришлось ждать продукцию дольше оговоренного срока. Это лучший показатель надежности. Позвоните нам.
Читайте также: