Краска для лазерной гравировки по металлу
Рассказал про обнародованный секрет с термопастой знакомым имеющим лазерок 60-ти ватничек (сам я далек от этого), а они мне свой "рецепт" в ответ. На место гравировки на металле просто "клеят" на воду кусочек папиросной бумаги. Тоже, вроде, все отлично получается. Ещё то-же самое проделывают с деревом при глубокой гравировке - по их словам подпалов на дереве меньше.
Ну, может я чего не понял с их слов - не спец я в этом (но за плечами не носить, потому мотаю на ус - авось когда-нибудь. )
ДАВНО ЖИВУ-ПРИВЫК УЖЕ.
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк
Ну вот, на форум,месяц не заходил и чуть все самое интерестное не проворонил, Бегу искать термопасту ! Интерестно как получится на алюминии, а то есть хорошии заказ на жетоны милицейские,вроде как писали что след глубокии как после фрезы
Спасибо STAR Пытливый ум и трезвость мысли всегда отличали Русского человека от)))))))
Все это хорошо..НО. Может быть есть способ или паста наносить изображение на СО лазере на ЗОЛОТО И СЕРЕБРО.
На то они и благородные металлы что к ним ни чего не прилипает
Вот мент заказывал. делал ради эксперимента с термопастой АлСил-3 три или 4прохода. А с золотом будем думать .
Ни чего у меня не получилось(((! По Алюминию вобще плохо,надпись серенькая и стерается, делал на 98 мощьности, скорость 20-30. проходил 3-4 раза. Труба 40 вт. Мощьности не хватает.наверное.
Пасту что покупал дает угольно черный цвет и не стирается. (серая,развожу спиртом) отдавал 2500 за 50 грамм. больше половины еще.
Мне б на золоте рисовать
Труба слобавата наверно у меня просто 60W и почти 100% мощьность гравировки. Да и паста чем больше по теплопроводности тем лучше . При 80Wной трубе эфект будет наверно лучше?
На 60Вт лампе на 85% мощности и 1м/мин с КТП-8 себе нож недавно в Манжерке загравировал ( ездил фрезак запускать под сувенирку, а у них 3 лазера под нее родимую работают).
Лужу, паяю, станки ЧПУ починяю.
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Завтра попробую у ребят на 80ке попробовать, или на своем скорость понизить еще, Но чтобы алюминии как фрезой, такого и в помине нет, как раз сегодня ментам жетончик делал.пришлось по старому.
Скажите,а эффект именно проникновения в металл. Прям под лупой видно что во внутрь метала гравировка идет,а не сверху паста запекается?
Паста теплопроводная лично у меня не припекается а именно испаряет под собой металл. На жетоне эффект был именно как после фрезы. Сам был в шоке. Я же писал уже что теплопроводная паста не даёт лазеру с длинной волны 10,6мкм отражатся, а именно гравировать. Все другие пасты каторые продают производители за бешанные балобосы лиш напекаются как краска. Гравировку можно срезать ножом. Теплопроводную пасту нужно лиш доработать может лиш для лучшего применения на CO2 лазерах.
На 60Вт лампе на 85% мощности и 1м/мин с КТП-8 себе нож недавно в Манжерке загравировал ( ездил фрезак запускать под сувенирку, а у них 3 лазера под нее родимую работают).
Здесь эффект не с теплопроводностью, а вернее всего какой-то другой. Для того, что-бы металл перестал отражать 10мкм излучение достаточно на него нанести раствор силикатного клея ( этот прием используют для облегчения резки мощными углекислотными лазерами металлов). Как-то удавалось нанести гравировку на металл нанося на поверхность техническое масло, но это было близко к локальному воронению. Не похоже, что здесь эффект проходит по механизму, предложенному автором, но это не умоляет заслуги открытия этого эффекта и его публикации ( хоть и под некоторым давлением народа ), как и не умоляет заслуги братьев Монгольфье, которые изобрели тепловые шары и совершили первые демонстрации полетов, хоть они и исходили из по одним источникам из флогистонной теории - "летучий флюид", по другим - из электростатической "электрический дым", а не из теории теплового расширения газов, НО сжигая для получения "летучего флюида" мокрой соломы и шерсти, получили достаточно копоти которая забила изнутри поверхность их шара, обеспечив удержание теплого воздуха в достаточном количестве, кторый и обеспечил подъемную силу.
Главное, что этот механизм работает, а с физикой процесса можно будет подумать.
Буду пробовать, Ваше мнение авторитетно для меня! на своих 40 вт погижу скорость и . положу пасты потолще а то просто мазал в 0.1 мм. и попробую у ребят на 80ке трубе гравернуть
Пасту использовал Ал-Сил-3
на 40 вт тубе не получилось. Точно,скорость снизил до минимума,мощ.максимальная.
Попробую завтра на 80 ке
Гравернул на ЕЖИКЕ 300
Прикрепленные изображения
Алсил НЕ пробовал - делал на КТП-8, мазал тонким слоем.
Нет - не делал. Гравировка небольшого размера - пробовал на разрешение - фотик вряд ли хорошо возьмет.
Подбор по параметрам

Паста LMM-6000 предназначена для маркировки металлических изделий при помощи СО2 лазера.

Преимущества:


Применяется для черной маркировки любых металлов CO2 лазером. Новая система равномерного распыления позволяет качественно наносить жидкость, как на маленькие, так и на более крупные объекты.



Паста данной серии предназначена для маркировки с помощью CO2 и твердотельных лазеров теплопроводных металлов: алюминий, цинк, медь, латунь, золото, серебро.

Применяется для маркировки CO2 лазерами всех металлов. LMM 6000 удобный в применении состав на спиртовой основе, особенно подходящий для нержавеющей стали. Его хорошая адгезия позволяет аккуратно складировать покрытые заготовки друг на друга перед маркировкой
Современные газовые лазеры CO2 предназначены для качественной гравировки по очень широкому спектру материалов, в том числе по металлам – с соблюдением определенной технологии и использованием специальных материалов. Именно такие средства, позволяющие проводить успешную CO2 гравировку, и представлены в данном разделе каталога «Форсайн». Например, спреи на основе силиконовых красок позволяет газовым CO2 лазерам выполнять высокоточную гравировку на изделиях из золота, серебра, платины, алюминия, нержавейки, бронзы, титана и других металлов (нанесение надписей на обручальные кольца и прочую ювелирную продукцию, изготовление табличек, указателей, шильдов и т. д.). Клейкая лента на CO2 лазере, в свою очередь, позволяет надёжно защитить поверхность ювелирных изделий от царапин и прочих механических повреждений во время обработки, а также помогает фиксировать заготовки на столе станка.
Лазер не прожигает краску для гравировки
Сталь, покрашена порошковой черной краской. Лазер 5,5 вт, и есть еще 500 мвт. Режим - векторизовать, контур одна линия. Горит краска, превращается в белый пепел. После гравировки, пепел вымывается водой/щеткой и контрастность теряется - см слева рисунок.
Предполагал, что до стали не дохожу, и менял число проходов от 1-2 до 10. Однако, дым есть только на 1-2 проходе, а последующие проходы идут "вхолостую".
Как достигнуть результата?
Вложения
Темы из этой же категории
lekhaj
МЕСТНЫЙ
Ну так и есть) Первые 2 прохода жарили краску ( оттуда и дым) А все остальные проходы натыкались уже на метал. но так как лазер слабый то на метале все и закончилось. Не будет дальше гравировать. Вся эта якобы гравировка на метале диодным лазером простые слова, не хватает ему сил на метале оставлять след. В виду его твердости или в виду того что лазер от него отражается и теряется львиная часть энергии при этом отражении. А вся та показанная гравировка на металах в рекламах ничего иное как небольшой налет от прожига, который со временем смоется.
dim3740
насчет "отражения" я согласен. Сталь гравировать (т.е. делать углубления в ней), и не нужно. Но почему стальной отблеск не виден? Типа что налет краски тонкий все же остается. Как его убрать? Я пробовал потом иголкой - отлично, но не будешь же все буквы так делать.
А есть смысл тестить на трассировку по линиям?
Может сам метал такой (покрашен хорошо, загрунтован перед этим) Как вариант для лентяя могу посоветовать не париться насчет этого. Лазер уже сделал калею под буквы. Закрась ее обычным штрихом, и пока штрих полностью не высох сразу но слегка протри спиртовой салфеткой ( что бы удалить лишнее) Тот штрих что попал в борозду там так и останется, а все лишнее сотрется. В итоге будут красивые белые буквы с явной гравировкой на черном фоне
я попробую) Если не получится, буду подбирать режимы. Пишут, что если точку луча сделать минимальной, но каждый контур проходить со сдвигом на 0.1 мм несколько раз, да плюс еще 2-3 прохода - то может получиться. Просто не все программы лазера такое умеют. Надо пробовать на фрезерных. А закраска конечно вообще идеально бы. Краска правда глянцевая и спирт может оставить следы.
demyuri
МЕСТНЫЙ СТОРОЖИЛА
я пробовал и бросил. надо выставлять Z. нудно. Может вернусь на этот способ, если форумчане помогут отладить методику.
Alsan
СКАЗАЛ ТУТ НЕМНОГО
Но почему стальной отблеск не виден? Типа что налет краски тонкий все же остается. Как его убрать? Я пробовал потом иголкой - отлично, но не будешь же все буквы так делать.
Можно, после прожига, попробовать протравить гальванически с раствором поваренной соли , можно с добавлением перикиси водорода. Плюс на деталь, минус на тампон с раствором. Можно поискать и попробовать растворы для блестящего травления.
Можно гальванически покрыть прожженный рисунок медью, цинком, никелем. Декоративность плюс антикоррозионный эффект. Гальваника дает широкие возможности.
P.s. чтобы было видно стальной блеск, сразу после прожига, железо должно быть полированным. Перед покраской наоборот стараются заматировать для лучшей адгезии краски.
OlegK
Младший ненаучный сотрудник
ЧИТАТЕЛЬ ФОРУМА
Rostfrei
Я работаю в области маркировки продукции, в том числе и лазером. Отличие только в том, что лазеры у нас инфракрасные и перемещение луча по поверхности зеркалами делается. не суть. По этому опыту поделюсь. Например металлическая крышка стеклянной банки. Если снять слой темной краски, то остаётся металл. Во первых нет контраста -Ваш случай, во вторых остается голый металл, т.е. коррозия, потеря внешнего вида и товарного вида. Красят в два слоя, внизу светлый (например белый), вверху тёмный, какой надо для дизайна (красный, черны, синий итп). Скорость прожига и мощность подбираются, чтобы снять темную краску и не сжечь подложку. Белая краска остаётся защитой от коррозии + создаёт контраст, т.е. надпись видно.
Брель Владимир
Еще отлично подходят акриловые краски. Разные цвета и доступная цена (в районе 200 р тюбик). Так этого тюбика хватит на ого-го сколько, да и купить не проблема, я беру в магазине для творчества. Я втираю маленьким резиновым ракелем.
ПОМОГИТЕ Лазерная гравировка металлов
Меня интересует лазерная гравировка на алюминиевой заготовке.
Кто какие способы решения проблемы нашел?
Efenia
ЗНАЕТ ЧТО ГОВОРИТ
к сожалению для вас не нада выделываться убийством лазера. если вы воткнули мощность лазера на 255% то это ни фига хорошего не даст. я знаю 15ватник спалил так уже, тоже ставил на 255-260%, срок жизни месяц
какие 255% насколько помню это 255 единиц, от 0 до 100%, тоесть 255 соответствует 100 процентам мощности, дальше хоть 300 ставте но выше 255 единиц (или 100%) мощности не будет, да лазер на 100% живет не долго, особенно мощный.
ParkanII
да это даже в принципе не могут быть проценты (принцип работы ТТЛ лазера, если мне не изменяет память, это питание лазера полным расчетным током, а регулируется частотой срабатывания лазера, теперь вопрос, как можно поднять проценты выше 100, если при 100% лазер работает постоянно и не имеет возможности регулироваться силой тока, я бы понял если бы это был маломощный лазер подключенный как аналоговый там хоть ток поднять можно, но мощных лазеров с аналоговым управлением я не встречал.
Efenia , спорить не буду не вникал и не разбирался с этой темой, первый лазер умер за 3 месяца так что не успел, а щас на фрезу сел и с ней играюсь
Качественно гравировать металл лазером не получиться. Нет у наших лазеров такой мощности. Оксидная пленка на алюминии после зачистки, появляется очень быстро. Её температура плавления около 2700 град. Альтернатива - травление. Другое дело прожечь лазером рисунок для травления на наклеенной пленке или защитной краске.
Литейщик
НЕ ТОЛЬКО ЧИТАЕТ
Алюминий и его сплавы (дюралюминий и силумин) обладает не только высокой теплопроводностью, но и светоотражающими свойствами. Отсюда, алюминий- как зеркало- отражает лазер с поверхности, не как серебро, естественно, но весьма существенно. оттого и прожечь его лазером- дело сложное.
Рекомендую попробовать такой вариант: на сутки погрузить заготовку в керосин, после чего высушить и попробовать резать. Смысл в том, что маслянистые фракции остаются в порах металла (любой метал- пористый), прожигая лазером, мы выжигаем это масло, оно даёт тёмный оттенок, что должно быть видно на чистой поверхности.
Способ чисто теоретический- сам лазер пока не подключал, но мы подобным образом тонируем алюминиевые отливки- пропитываем керосином (лучше идёт керосин марки КО- он более маслянистый, нежели ТС-1) и в прокалочной печи выжигаем- отливки темнеют. Использовать что-то ещё, кроме керосина- не эффективно,- керосин обладает хорошей проникающей способностью.
Использовать что-то ещё, кроме керосина- не эффективно,- керосин обладает хорошей проникающей способностью.
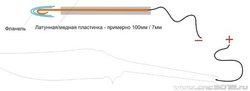
Можно тогда попробовать улучшить насыщение керосином за счет анодирования алюминия перед замачиванием в керосине. Вариант в кустарных условиях. Методика как на картинке, но вместо окрашивания - выдержка в керосине.
Вообще, благодаря своей уникальной проникающей способности (не буду сейчас умничать про угол смачивания и прочее), керосин используют для проверки герметичности сварных швов и др. Он же, входит в состав всяких WD-40 и прочих подобных жидкостей. точнее, он- в основе этих жидкостей.
А промывать железки предпочитаю сначала (или только) в бензине- дешевле выходит Шибко уж дорогой керосин.
bricks20
Тут не так все просто. Анодирование алюминия, кроме создания глубоких некорродирующих пор (и это его как бы основное назначение), приводит к весьма существенному повышению поверхностной твердости металла. Точнее, на поверхности уже не металл, а оксидные пленки типа корунда. Даже твердосплавные резцы быстро садятся на этом материале.
ТОЛЬКО ВОТ.
b0dun1dze
Лазер 7 Ватт (якобы), 450 нм
Станок 3018 Pro
Четыре прохода (один диагональный, один вертикальный, один горизонтальный, каждый запуск 10 линий/мм, скорость 100 мм/мин, $30=255, $31=0, $32=1, S-MIN=0, S-MAX=255 и ещё один диагональный на скорости 50 мм/мин и выкрутил Power Override x2, не знаю, помогло ли). Перед экзекуцией покрыл область 80*23 мм чёрным чернильным маркером (это который давят перед эксплуатацией, чтобы напитать перо). Всё заняло семь часов. Слева две полоски от глючных включений, при подключении lasergrbl тупо врубал лазер "на всю" и куда-то тихо полз. Скорее всего, нормально взялось бы и с одного прохода, но с уменьшенной скоростью - первый запоротый дубль на этом же месте я рисовал часа четыре, но вылетел свет и потерял позицию, потом пытался дважды восстановить позицию "на глазок". Полученное изображение затирал наждачкой не меньше часа. Две полосочки на "чистовике" не вывел толком до сих пор - весьма контрастные царапины на их месте видны до сих пор.
На обратной стороне ножа можно видеть заводскую маркировку выполненную, судя по всему, аналогичной техникой. Ну в общем это скорее не гравировка, а "тату", хоть и очень долговечная.
![IMG_20190225_115933[1].jpg](https://cnc3018.ru/data/attachments/3/3529-2c97cbeb9131b1299f8d98b8d420f49e.jpg)
Мораль: не выделывайтесь с большой скоростью подачи, выясните экспериментально, как подавать максимум мощности параметрами $30 и S-MAX (есть нюансы, программа глючная).
Гравирую из LaserWeb. Сейчас экспериментирую с настройками, но некоторые результаты уже есть, фото позже приложу.
Да, гравировкой это назвать трудно, действительно, больше на тату похоже. Материал перед прожиганием закрашиваю обычным маркером, сейчас пробую разную скорость подачи и толщину пучка.
Прожигаю по нержавейке.
Заявленная продаваном мощность лазера - 15Вт.
В одной местной мастерской видел, что прожигают разными цветами, хз, наверно, оттенки побежалости, было бы интересно узнать, возможно это на нашем станке сделать.
Паста для гравировки на металле
Пользовался пастой. По нержавеющей стали. Покрытие прочное, чёрного цвета. Цена кусачая, но паста работает.
Маленечко встряхнуть тему. Нашёл на одном форуме, а перед этим приятель сообщил интересный опробованный факт про гравировку по металлу с помощью каптонового термоскотча. Резко гравировка отличается в положительную сторону от пасты. Стойкий чёрный цвет и немного сажи. Со слов. Под рукой не имею. Только решил заказать, купить, попробовать.
Может кто имеет под рукой, пробовал, в курсе уже, но молчит. )))
Где то здесь читал тему про него, про скотч, только с использованием с фрезером для удержания заготовок при фрезеровке. А может ошибаюсь про это? Искать лень.
Я знаком с термоскотчем для термотрансфера, был раньше зелененький такой, в меру прозрачный.

А сейчас, смотрю на картинках, он какой то блестящий, металлизированный как будто, может про него речь?
Привет!
Про тот который не зелёный
Так если есть под рукой, пробуй. Или ты безлазерный теперь Жень. )))
На работе 3 штуки. )))
У нас тефлоновый. Посмотрю завтра, может и такой есть.
Нет такого у нас.
А может такой имеется ввиду? Он то ближе к КПТ-8.
Относительно свежая технология производства теплопроводящего скотча набирает популярность. Материал представляет собой двухсторонний скотч с примесью теплопроводящих веществ.
Нет у меня под рукой никакого. Не скажу поэтому какой именно подходит и подходит лучше или хуже. Основное там было это КАПТОН.
Метод старый и известный только если,
ТЫКА ))))
где Такой скотч купить? ))
У меня есть прозрачный зеленый. Хотелось бы блестящий)
Хотелось бы блестящий)
где Такой скотч купить? ))
У меня есть прозрачный зеленый. Хотелось бы блестящий)
Он Саш типа не блестящий, он получается прозрачный желтый.
Но. работает. Проверил. ))))
Я брал в Питере у себя. Рулон 33 метра шириной 15 см, 1800 ₽
Но можно и с Китая, дольше, но дешевле.
Но. работает. Проверил.
Сергей, а какого типа гравировка получается?
Как у LM пасты, "наплавление" поверх или как у КПТ-8 в глубь, с испарением металла?
Можно я, как ругательное слово (автозамена), чуть знакомый с физикой и химией объясню? Думать то лень русскому мужику, не французы, чай.
Температура в зоне резки СО-шного лазера за двадцать тысячь градусов. Теплее чем на поверхности солнца. Обрабатывайте материалы не прозрачные и не отражающие.
Но, есть тонкости. Вот вы не можете маломощным лазером растопить металл? Но можете раскалить пасту, пленку и прочее говно, которое, от говенности, уже и обрабатывает материал. И можете припечь херню, какую-нибудь
Извините за резкость, задолбали дураки.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Читайте также: