Краска для краскопульта по металлу автомобильная
Общий успех покраски, выраженный в равномерности нанесенного слоя, во многом зависит от консистенции распыляемого лакокрасочного материала. Именно вязкость смеси будет влиять на работу краскопульта и внешний вид созданного им покрытия. Чтобы не допустить дефектов или проблем в работе с инструментом, мы создали подробный и максимально краткий ликбез, где популярным языком объяснили наиболее важные нюансы по выбору и подготовке краски к распылению.
Зачем разбавлять краску
Как известно, диаметры сопел краскопультов могут существенно различаться и варьироваться в пределах: от 0.1 до 4 мм. И это мы ещё не берем в расчет картушные пистолеты, которые тоже входят в эту группу инструментов. Рассудив логически, становиться ясно, что аэрограф с дюзой в 0.1 мм, явно не сможет активно выплевывать густую эмаль, а потребует смесь максимально жидкой консистенции. При этом, если такую “крашеную водичку” залить в бачок краскопульта с дюзой в 4 мм, то при работе он будет разбивать её на очень крупные капли, которые начнут образовывать подтеки на поверхности. Исходя из этого, прежде чем разбираться, как развести краску для краскопульта в домашних условиях, следует четко определить, какого диаметра сопло установлено на Вашем инструменте.

Теперь коротко по пунктам, что нам дает разбавление краски перед распылением:
- Равномерность покрытия зависит от величины частиц, на которые разбивается краска вылетая из сопла. При оптимальной вязкости, нанесенное покрытие будет максимально однородным.
- Если состав имеет слишком высокий коэффициент вязкости для отдельно взятого краскопульта, то распыление будет неравномерным. Слишком густой состав, может вовсе забить сопло, прекратив работу инструмента.
- Смесь жидкой консистенции, будет создавать постоянные подтеки, при распылении из сопла большого диаметра. При этом, краска с низкой вязкостью, наноситься очень тонким слоем, который не подходит для большинства хозяйственных нужд или покраски авто. Для получения покраски достойного качества, такой материал придется распылять в несколько слоев.
- Правильная подготовка краски для краскопульта, дает максимальную эффективность, выраженную не только в качестве работы, но и в производительности инструмента. Если пульверизатор оснащен подходящим для данной вязкости соплом, но не обладает достаточной мощностью для распыления густого состава, легкое разбавление может существенно разгрузить инструмент. К данному моменту следует подходить разумно, и делать разведение максимально аккуратно.



Разновидности красок
Принцип действия краскопульта, позволяет ему распылять совершенно любые текучие материалы. На сегодняшний день на рынке представлены десятки производителей красок с тысячами всевозможных вариантов смесей. Разбирать каждый продукт в отдельности нецелесообразно, но мы расскажем о 5-ти основных группах, от которых идут все возможные производные.
Алкидные эмали. Создаются на основе лака в смеси с различными растворителями, наполнителями и цветными пигментами. Широко применяется для покрытия дерева, металла и даже бетона. В качестве разбавителя алкидной эмали, зачастую используется уайт-спирит.

Акриловые краски. Имеют в основе полимеры сложных эфиров. Наиболее часто применяются в живописи. В качестве материала в отделочных работах, могут наноситься на дерево, металл и штукатурку. Разбавляются обычной или дистиллированной водой комнатной температуры.

Водоэмульсионные краски. Как и акриловые, производятся на основе полимеров, смешанных с водой и красящими пигментами. Невероятно популярны в строительных и отделочных работах, как наиболее дешевый и практичный материал. Все водно-дисперсные краски, можно разбавить обычной, чистой водой.

Масляные краски. Представляют комбинацию неорганических красителей с наполнителями, смешанных в олифах или растительных маслах. Имеют высокую токсичность, но очень яркий оттенок. К примеру: отличная краска по металлу для краскопульта, имеет в составе свинцовый сурик. Масляные краски широко применяются на производствах, при работе с металлом или пластиком. Разбавляются уайт-спиритом, пененом, скипидаром и прочими растворителями.

Нитроэмали. Изготавливаются на основе нитроцеллюлозного лака в смеси с неорганическими пигментами. Широко используется при работе с металлом, зачастую в покраске кузовов авто. Выбирая краскопульт для краски по металлу, из которого будет распыляться нитроэмаль, обязательно следует рассматривать инструменты только с металлическим корпусом. Разбавлять данный тип краски, можно уайт-спиритом, растворителем 646 или специальным составом, рекомендуемым производителем.

Вся вышеприведенная краска для краскопульта имеет определенные показатели сочетания с тем или иным материалом поверхности. Выделим некий ориентир для самых распространенных областей применения.
- Бетон, шпатлевка, штукатурка: водоэмульсионные, акриловые, масляные краски.
- Древесина: алкидные, акриловые и водоэмульсионные.
- Металл: нитроэмали, масляные краски и алкидные эмали.
- Стекло: акриловые и масляные.
Определение вязкости
Консистенция вещества, может быть очень приблизительной, особенно при её определении “на глаз”, без использования специального оборудования, и тем более, опыта. Конечно, всегда можно сослаться на текучесть тех или иных распространенных жидкостей (масло, кефир, шампунь), но точных показателей таки способом добиться никогда не получиться. А именно основой бесперебойного качества работы, является умение установить точную вязкость краски для краскопульта. Определение вязкости краски осуществляется нехитрым прибором – вискозиметром, а полученные данные исчисляются в единицах измерения DIN или секундах (в отечественных моделях).



Устройство вискозиметра предельно просто и заключается в емкости на 100 мл с отверстием на 4, 6 или 8 мм и держателя, который может быть съемным. Бюджетные модели выполняются из пластика, а более профессиональные из полированного металла. Как пользоваться вискозиметром для измерения вязкости краски, расскажем по пунктам:

- Набираем полную емкость краской, предварительно заткнув пальцем нижнее отверстие устройства.
- Берем секундомер и запускаем, одновременно убирая палец, открывая тем самым путь для вытекания смеси.
- Когда емкость полностью опустеет (капли не в счет), останавливаем секундомер и записываем/запоминаем время.
- Полученные данные сверяем с таблицей, идущей в комплекте с вискозиметром, и определяем вязкость нашей краски в DIN.
Средние показатели при отверстии в 4 мм:
Важно заметить, что измерение следует проводить при температуре 20-22°C. В холоде краска густеет, а в тепле, наоборот, становиться более жидкой.
Наглядный процесс обращения с вискозиметром, с комментариями, продемонстрирован в нижеприведенном видеоролике.
Чем разбавлять
Однородность готовой к нанесению смеси, во многом зависит от используемого в разбавлении компонента. Перед тем, как разводить краску для краскопульта, стоит ознакомиться с рекомендациями производителя на упаковке, так как каждый лакокрасочный материал имеет свой уникальный состав. К сожалению, универсального средства для разведения краски не бывает, и хоть мы знаем такие знаменитые растворители, как 646 или уайт-спирит, они подходят далеко не ко всем лакокрасочным смесям. К примеру, акрил-уретановую краску, лучше всего разбавлять растворителем Р-12, а если использовать ранее указанные средства, можно сжечь красящий пигмент.

Применять универсальные растворители, можно лишь в том случае, когда Вы не знаете название краски и наливаете её из безымянной канистры. Или же, если требования к качеству максимально низкие. В остальных случая следует придерживаться рекомендациям на упаковке конкретной смеси или на официальном сайте производителя.
При выборе растворителя/разбавителя необходимо учитывать и температуру помещения, в котором будет производиться покраска, или погоду, если красить будете на улице. По температурным условиям, растворители можно разделить на 3 группы:

Глянцевые краски, такие как перламутр или металлик, разводят только медленными растворителями. В противном случае, на высохшей поверхности образуются неровности, эффекты полос и облаков.
Как разбавлять краску
Самый ответственный этап всего вышеприведенного руководства. Требует повышенной точности, аккуратности, и главное, размеренности. Для большинства лаков и эмалей, процент вливаемого разбавителя, составляет 5-30% от общего объема, а для водоэмульсионных красок, может и вовсе достигать 50%. Поэтому, чтобы понять, как разбавить краску для краскопульта правильно, необходимо определить её изначальную вязкость при помощи вышеупомянутого вискозиметра. Если консистенция слишком густая, её понижают вливанием небольших порций разбавителя, тщательно перемешивая и проводя повторное измерение, до тех пор, пока вязкость не станет оптимальной.

Ориентироваться можно не только на данные вискозиметра, но ещё и на указанное на упаковке наполнение состава (концентрацию). Лакокрасочные смеси бывают низконаполненными, средненаполненными и высоконаполненными. Низконаполненным краскам обычно хватает 5% ± 3%. Высоконаполненные могут разводиться до 30%. Средненаполненные составы разводятся в пределах, между двумя предыдущими.
В качестве обозначения концентрации, некоторые производители указывают на емкости следующую маркировку (значения указаны в порядке увеличения: от жидкого к вязкому):
Определив вязкость, можно приступать к процессу смешивания. Делать это лучше в цилиндрической емкости с ровными стенками (как у обычной банки краски). В качестве мешалки, можно использовать обычную отшлифованную палочку без заусенцев, или металлическую линейку, у которой так же рекомендуется сгладить края. Для смешивания более объемных партий, можно использовать дрель со специальной насадкой в виде крестовины.

Увидеть более наглядно, как разбавлять краску для пулевизатора, Вы можете в приведенном ниже видеоролике.
Что делать если смесь слишком жидкая
Если Ваш раствор утратил свою вязкость в следствии чрезмерного разбавления, вернуть ему былую консистенцию, можно только двумя способами.

- Добавить в него точно такую-же, но более густую краску. Если речь идет о масляных, алкидных или нитроэмалях, можно попробовать добавить в раствор алкидынй лак, или иную связывающую смесь, используемую в производстве Вашей краски.
- Дать отстояться несколько часов или дней, периодически перемешивая. Так как растворитель имеет свойство испаряться, то определенная его часть выйдет. Желательно увеличить площадь испарения и установить емкость в постоянно проветриваемом месте.
Из крайних вариантов, которые явно скажутся на качестве материала, можно попробовать охладить краску в холодильнике. Если цвет белый, можно попробовать добавить наполнителя (гипс, мел, тальк).
Даже если у Вас получилась слишком жидкая краска, пулевизатор сможет её распылить, и даже довольно неплохо, если установить сопло меньшего диаметра. Поэтому не стоит слишком отчаиваться и прибегать к крайним мерам.
Как правильно разбавить краску для краскопульта
Краскопульт — это инструмент, который используется для равномерного окрашивания поверхностей. Чтобы качественно выполнить такую работу, необходимо понимать, как правильно разбавить краску для краскопульта. Именно об этом и рассказано далее.

Какую краску можно использовать в краскопульте
Существует одно важное условие — краска не должна быть слишком густой и забивать сопло краскопульта. Ассортимент окрашивающих материалов, представленных для продажи в магазинах, условно, можно разграничить на пять разновидностей:
- Акриловая краска. Используется во время стройки, а также для окрашивания поверхностей из дерева, гипсокартона и металлов.
- Водоэмульсионная краска. Данный вариант является самым бюджетным.
- Масляная краска. В основе лежат олифы и пигмент. Состав отличается токсичностью и имеет насыщенный яркий оттенок.
- Нитроэмали. В состав входят нитроцеллюлозный лак и красящий пигмент. Часто используется для окрашивания металлических изделий.
- Алкидная эмаль. Прекрасно смешивается с другими веществами и быстро высыхает после нанесения. Используется для окрашивания дерева, бетона и даже изделий из металлов.
Важно! Каждый состав характеризуется определенным уровнем вязкости, поэтому перед тем, как начать разбавление, важно измерить вязкость смеси и при помощи растворителя довести показатель до нужной отметки.
Почему так важно уметь правильно разводить краску для краскопульта
Когда рабочий состав для краскопульта изготовлен неправильно, в процессе работы возникают трудности, которые мешают качественно нанести массу на поверхность. В результате появляется множество дефектов и работу приходится переделывать, что несет за собой дополнительные расходы и потерю времени.

Понимать, как разбавлять краску для краскопульта следует по многим причинам:
- Нанести равномерно по всей поверхности, например, авто, вязкую и густую краску тончайшим слоем практически невозможно. Кроме того, в таком случае увеличивается расход массы, да и чрезмерно толстый слой, нанесенный на автомобильный или любой иной элемент, высыхает дольше.
- Когда густой или жидкой массой выполняется покраска поверхностей, находящихся под наклоном или в вертикальном положении, например, если это потолок или стена, образуются подтеки, устранить которые поможет только новое окрашивание.
- Не каждая модель устройства может выдержать подачу жидкой краски.
- Чрезмерно вязкий состав, к примеру, если требуется покрасить домашние ворота или железный забор, не сможет заполнить неровности полотна. Как результат, покрытие будет неровным, а на изъянах поверхности через некоторый промежуток времени образуется коррозия.
- Наносить слишком разбавленную и жидкую массу придется большим количеством слоев, да и сама работа отнимет намного больше времени.
Внимание! Вне зависимости от цены краскопульта, под него необходимо выбирать качественную окрашивающую массу.
Если определять консистенцию краски «на глаз», без опыта и специально оборудования, то результат получится приблизительным. Разумеется, в любой ситуации можно говорить о повышенной текучести жидкостей, но определить точный показатель таким способом не получится.
Определение вязкости осуществляется с помощью прибора — вискозиметра. Данные, которые были получены в результате исследования прибора, обозначаются в секундах или в единице измерения DIN.

Измерение допустимой вязкости
Как уже было написано выше, определить уровень вязкости возможно при использовании прибора — вискозиметра. Но, сложность в том, что достоверно определить характеристики вязкости с помощью технологий сложно, а значит использовать их в мастерских практически невозможно. Именно поэтому используется иная единица измерения — условная вязкость.
Внимание! Условную вязкость можно определить путем замера временного отрезка, на протяжении которого нужный объем жидкости протекает через отверстие с определенным диаметром.
Как использовать вискозиметр
- Нужно набрать полную емкость краской, перед этим пальцем перекрыв нижнее отверстие устройства.
- Далее потребуется применить секундомер, а заодно убрать палец, обеспечив тем самым вытекание смеси.
- Как только емкость станет пустой (капли в расчет не принимаются), секундомер нужно остановить и записать время на бумаге.
- Полученные числа следует сверить с таблицей, которая предоставляется на момент продажи вискозиметра в комплекте, и определить вязкость в DIN.
Важно! Наибольшим спросом пользуются модели вискозиметров стандарта DIN 4.

Какие бывают растворители для краски: виды, классификация
Для окрашивания поверхности работнику нужно приобрести качественный растворитель. Выбирать его необходимо по следующим параметрам.
Компонентный состав
Любой вид продаваемой краски имеет индивидуальный состав, в котором присутствует определённый процент растворителя и окрашивающего пигмента. Исходя из данного принципа выделяют классификацию:
- низконаполненные;
- средненаполненные;
- высоконаполненные.
В первый вид нельзя добавлять большое количество растворителя. Что касается высоконаполненных, то допустимо их смешивать максимум с 30 % объема растворителя.

Тип растворителя
Основным параметром при выборе является полярность. По данному критерию можно выделить 2 разновидности составов:
Следует понимать, что в состав растворителя может входить масса веществ и поэтому полагаясь на интуицию определить полярность массы невозможно. Также стоит учитывать тот факт, что даже известные производители не всегда указывают на упаковке полный список веществ, входящих в основу растворителя.
Температурные показатели во время окрашивания
Перед тем, как разбавлять краску для краскопульта, необходимо проанализировать, в каких температурных условиях будет выполняться работа, и когда планируется окрашивание деталей полученным материалом.
Что касается температурных условий, специалисты рекомендуют учитывать следующие правила:
- Применять быстрые растворители только в том случае, если окраска планируется при температуре ниже 18 градусов.
- Выбирать нормальные составы, если выполнение работы планируется при температуре 20-25 градусов.
- Отдавать предпочтение медленным, если температура воздуха составляет более 25 градусов.
Важно! Необходимо учитывать то, что каждый цвет пигмента имеет свои особенности. Например, блестящие оттенки, к каковым относится «металик» или «перламутр», которыми часто окрашивают автомобиль, рекомендуют разводить медленными растворителями.

Как правильно выбирать растворитель: рекомендации
Если сделать выбор сложно, то стоит воспользоваться рекомендациями специалистов и покупать растворители, которые подходят под определенный вид окрашивавшего материала:
- Для работы с акрилом нужно выбирать специальные растворители, Р-12 или Р-651.
- Под алкидную — Р-4, ксилол, толуол.
- Нитроэмаль — Р-646 или же специальные растворитель, который рекомендует производитель.
- Водоэмульсионка — спирт, эфир или дистиллированная вода.
- Развести масляную краску можно с олифой и масляным лаком.
Важно! Большим спросом пользуется растворитель уайт-спирит, найти его можно в большинстве строительных магазинов и гипермаркетов.

Для того, чтобы вернуть краске нужную консистенцию следует воспользоваться одним из предложенных способов:
- Растворить небольшое количество окрашивающую пигмента, который ранее использовался.
- Жидкую массу, с открытой крышкой, оставить на несколько часов настаиваться. Спустя 2-3 часа состав станет заметно гуще.
- Поместить банку в холодильник или любое иное прохладное место, поскольку резкое понижение температуры воздуха способствует увеличению вязкости красящего вещества.
- Если используется краска белого цвета, то в нее можно насыпать небольшое количество гипса или мела, которые способствуют повышению вязкости массы.
Важно! Если ни один из способов не дал нужного результата, то можно взять электрический краскопульт с отверстием меньшего диаметра и с его помощью нанести на поверхность несколько слоев состава.
Особый случай или акриловая краска
Сложность в работе с акриловыми красками заключает в том, что необходимо правильно разбавлять смесь, в противном случае, состав будет безнадежно испорчен.
Приступая к работе с акрилом, краситель нужно смешать со специальным отвердителем. Пропорция должна обязательно соблюдаться. Ошибка с пропорциями, указанными производителем, приведет к тому, что отвердитель окажет плохое влияние на характеристики покрытия.
После того, как будет получена качественная по вязкости масса можно приступать к работе.
Качественно разбавленный красящий материал идеально ложится на поверхность. Чтобы избежать ошибок в процессе выполнения работы, необходимо знать, какую краску можно использовать в краскопульте и как правильно подбирать для нее растворитель.
Малярные страсти 2. Советы дилетанта.

Ну вот, наконец, вчера поздно вечером ребята повесили двери на кузов. Стал виден результат работы, выявились новые огрехи и скрылись прошлые.


Совсем неплохо, сейчас, что касается малярки, выдержка месяц, затем, с Божьей помощью — шлифовка-полировка. А пока, установка и регулировка механизмов дверей и, обязательная антикоррозионная обработка.
Ну, а теперь, — продолжение обмена опытом.
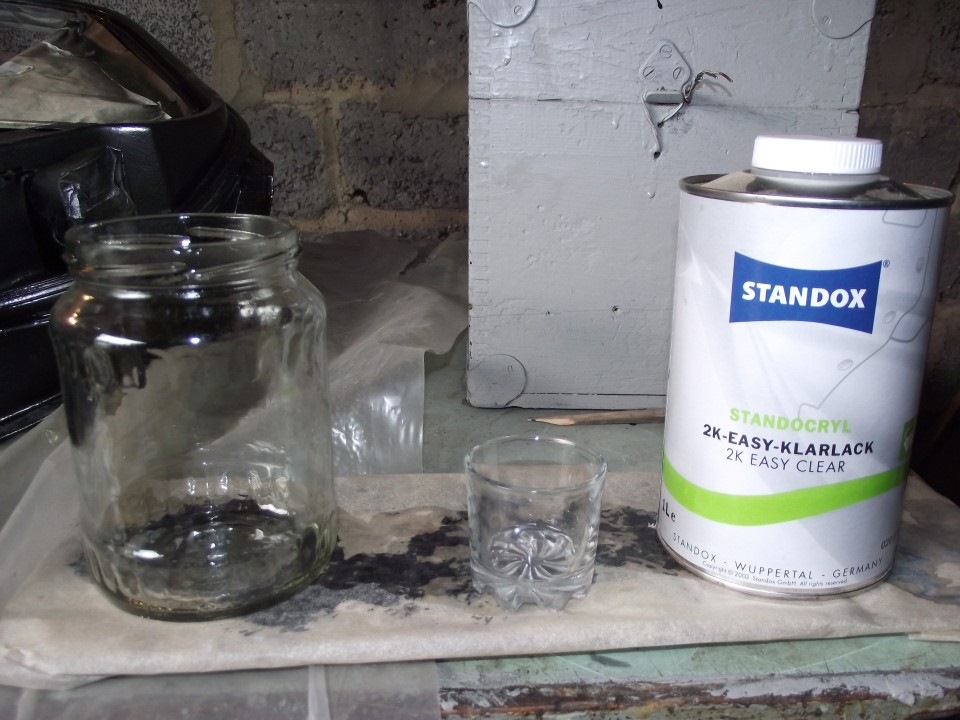
Закупленные материалы. Я уже писал о них, повторюсь.

Основное, конечно, краска-основа MOBIHEL цвета "Авантюрин 602" краска однокомпонентная. Перед применением необходимо её разбавить. Разбавлял на одну треть, т.е. "в частях", — два к одному. Две части краски, одна — растворителя. Растворитель, рекомендованный изготовителем краски специальный, и, кто бы мог подумать, его же производства. Но в продаже его не было, да и цена его под стать самой краске. Изучив вопрос, я применил растворитель В-650 (виден на фото).
Второй, из основных, компонент покраски — лак, наносимый на краску-основу. Он, однозначно, должен быть двухкомпонентным. То есть должен быть аналогом эпоксидной смолы. Для чего? Прежде всего, чтобы не растворялся простыми растворителями (ацетон, бензин, керосин, масло и т.д, да, и просто ВОДКА, т.е. этиловый спирт.), случайно попадающими на поверхность.
Разводил лак я строго по инструкции, отмеряя количество 50-граммовой рюмкой.
Разбавлять лак нет необходимости, отвердитель прекрасно доводит его до нужной консистенции.
Отдельно, я хочу рассказать о посуде, применяемой для разведения красок. Её мало не бывает. Перед каждым применением, посуда должна быть абсолютно чистой. Мерную рюмочку, после применения, я немедленно кидал в банку с 646-м растворителем, банки прополаскивал им же и вытирал насухо ветошью. Естественно, то же самое относилось и к краскопульту. Это позволяет избежать появления сгустков и всякой "хрени" в краске.
В прошлом посте, один маляр "с пеной у рта" доказывал, что необходимы "фирменные" воронки-фильтры. Но, согласитесь, в фирменной упаковке краски или лака различные "дополнения" и сгустки исключены, кстати. их видно еще при наливе. При соблюдении чистоты и аккуратности, можно избежать столь строгого фильтрования краски перед наливкой в краскопульт.
Теперь о некоторых особенностях одно- и двухкомпонентных материалов.
Однокомпонентные материалы, оставшиеся после применения, можно долго хранить, закрыв в герметичную посуду, вплоть до того, что остаток можно слить обратно. в общую банку с материалом.
А вот, двухкомпонентные, "живут" очень недолго. В них, после замешивания с отвердителем происходит реакция полимеризации, которую остановить невозможно.
Как я установил горько-опытным путем, лак живет в течении 30 минут-часа. После этого срока он начинает густеть и плохо ложиться. Так. что готовить его надо, что говорится, — "впритык". Из опыта, на два слоя двух дверей уходило 300 мл. разведенного материала.
В моем "рюмочном"случае 4 рюмки лака (200 мл) и 2 рюмки (100 мл) отвердителя. Остатки безжалостно выливались в отходы.
Теперь о регулировке краскопульта. Повторю, у меня был MATRIX, с настойчивостью маньяка, раскритиковываемый "профессионалом" в комментариях к прошлому посту.
В комплекте к этому краскопульту прилагаются три комплекта, состоящих из сопла, дюзы и регулирующей иглы. Размеры 1,2 мм, 1, 4 мм, 1, 5 мм. Чем жиже материал, тем меньше диаметр. Грунт с наполнителем, жидкая шпаклевка это 1, 5 мм, Краска, лак — 1,4 мм, нитрокраска (я не применял) — 1,2 мм. Но. как показывает опыт, при определенном навыке, можно обойтись и каким-то средним в любом случае.

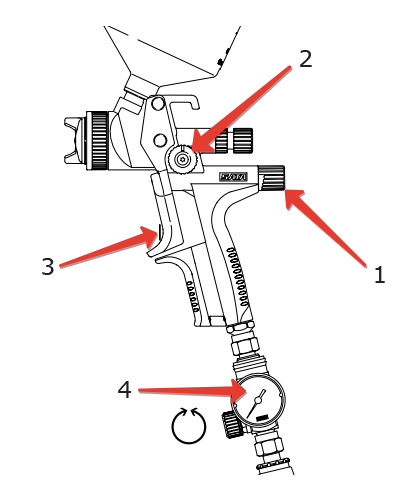
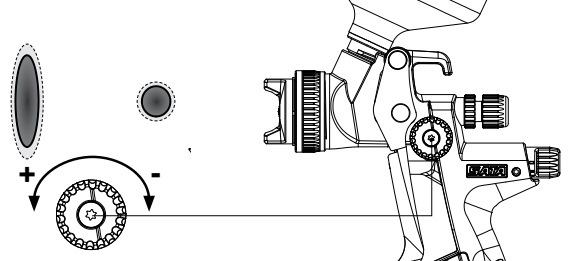
На этом краскопульте есть два регулировочных винта 1 (см. фото) — подача материала, 2 — форма факела. На более "профессиональных" краскопультах есть еще и винт регулировки подачи воздуха. Расположен он рядом со штуцером подключения воздушного шланга.
Регулируем краскопульт следующим образом: заливаем краску, регуляторы подачи материала и формы факела закручиваем до упора. На компрессоре выставляем давление на выходе 3-5 атм (короткий шланг (5 м) — давление меньше, длинный — 20 м больше). Это обусловлено наличием сопротивления потоку воздуха в узком шланге.
Подходим к испытательной поверхности, которая есть в каждом гараже — внутренняя поверхность ворот. И с рекомендуемого расстояния 20-30 см начинаем распыление. Плавно отворачиваем винт подачи материала. Пошло! Добиваемся расхода, чтобы один односекундный "пшик" дал мокрое пятно, но без потеков. Винтом 2 (см. фото), создаем форму пятна в виде овала. Высота овала, для относительно мелкой работы (двери) оптимально 10-15 см. Ширина — 5-7 см. Для более "масштабных" работ величину пятна надо увеличить, отнеся подальше краскопульт от поверхности, увеличив подачу материала и расход воздуха. Короче — процесс творческий.
Теперь, переходим к "телу". Молимся автолюбительскому богу и начинаем.
Во избежание первоначального "плевка", открываем поток вне окрашиваемой поверхности, плавно заводим струю на поверхность. Перемещаемся вдоль нее, следя за "мокрым пятном". Пятно должно быть, но не более того. Тащим пятно до противоположного края поверхности тщательно контролируя расстояние от краскопульта. Полосы наносим змейкой с половинным перекрытием пятна.
При окраске длинных щелей или углов, разворачиваем овал пятна вдоль угла.
Кстати, развернуть овал можно повернув головку — дюзу краскопульта на нужный угол.

Если, вдруг, краска несется потоком воздуха в виде тумана, не оседая на поверхность, не создавая мокрого пятна, надо плавно приблизить краскопульт к поверхности.
Всё, покрасили. Ждем подсыхания до нанесения второго слоя. Конечно, если условия (температура в помещении), соответствуют указанным в инструкции, то так тому и быть, но если холоднее, время выдержки надо увеличивать. Вообще, лучше пересушить, чем недосушить, новый слой потечет. А пересушенный слой всегда можно "оживить", протерев его тряпочкой слегка смоченной растворителем.
И еще одно важное правило: — Несколько тонких слоев лучше. чем один толстый!
Теперь об устранении "косяков".
Самый лучший способ — стараться их не делать!
Но если всё же это произошло, то стоит помнить следующее:
Увидев потек, еще по мокрому лучше его смазать пальцем или тряпкой, смоченной растворителем. Главное — не допустить застывания капель. При последующей обработке капли отламываются и, подобно бородавкам с корнями, выдирают все слои покрытия до грунта.
После окончания покраски, как правило. поверхность требует шлифовки и полировки. Естественно. надо дождаться полного отверждения нанесенного покрытия, как правило это 3-4 недели, но можно несколько ускорить этот процесс, применив "мокрое" шлифование, т.е. с водой.
Умные люди рекомендуют для этого шлифшкурку марки 2000, но это применимо для мелких дефектов. Если надо устранять потеки, то я применял шкурку, изображенную на фото.
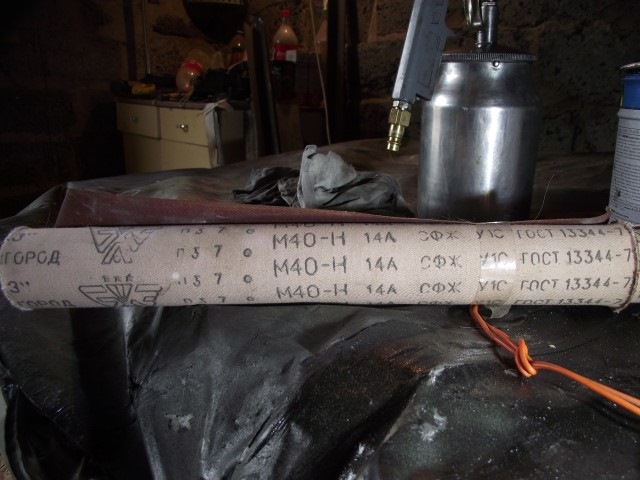
Она водостойкая и не оставляет грубых царапин. Для удобства, я применял деревянные брусочки, величиной со спичечный коробок. Часто макая его, обернутого шкуркой в ведро с водой, удалось довольно легко стереть наплывы от потеков.
И в завершении хочу порекомендовать в качестве довольно мощного источника переносного света светодиодный прожектор

Как выбрать краскопульт для покраски авто

Регулятор подачи воздуха для точной настройки давления на выходе.
Регулятор формы факела. Позволяет непосредственно во время работы подобрать оптимальную форму распыла.
Регулятор хода иглы (открытия форсунки), отвечающий за количество и подачу материала.
Все современные предлагаемые на продажу краскопульты подразделяются по следующим системам распыления:
HP (High Pressure) – высокое давление.
HVLP (High Volume Low Pressure) — высокий объем, низкое давление.
LVLP (Low Volume Low Pressure) — низкий объём, низкое давление.
LVMP (Low Volume Middle Pressure) – низкий объем среднее давление.
RP (Reduced Pressure) — пониженное давление.
MP (Middle Pressure) — среднее давление.
HTE (High Transfer Efficiency) – Высокая эффективность передачи.
Ниже, более подробно рассмотрим системы переноса краски, наиболее часто применяемые малярами для гаражной и вообще ремонтной окраски автомобилей.
Краскопульты системы HP
Пожалуй, занимают первое место среди гаражных маляров и это уже ставшая классической, система распыления краски. Краскопульты этой системы распыляют материал при большом давлении на выходе распыляющей головки составляющим порядка 1,2 – 1,5 атм.
Рекомендуемое давление на входе такого краскопульта имеет широкий диапазон и составляет 2.5 – 5 атм. Расход воздуха при работе с такими краскораспылителями можно считать достаточно низким от 100 до 300 литров в минуту.
Широкий факел, вследствие чего достигается равномерное нанесение материала (краски, лака).
Большая скорость нанесения покрасочного материала.
Недостатки HP.
К недостаткам можно отнести низкий процент переноса краски, примерно до 45%, т.е. 55% купленной вами краски-лака просто улетает в воздух рикошетом от поверхности, превращаясь в туман и оседая, окрашивают все вокруг.
Также, благодаря высокому давлению создаются завихрения в воздухе, что приводит к высокой замусоренности окрашиваемой поверхности, что в дальнейшем ведёт к неизбежной шлифовке и полировке поверхности после окрашивания.
Краскопульты системы HVLP
Были придуманы конструкторами в 80-х годах прошлого столетия в угоду защиты окружающей среды. Их конструкция устроена так, что благодаря специальному строению воздушных каналов пистолета распыление краски происходит при низком давлении на выходе (примерно 0,7атм) и достаточно высоком давлении на входе 2,5-3атм. За счет такой конструкции распылителя разработчики добились высочайшего переноса материала, свыше 70%. (Официальное требование к производителям такого оборудования – перенос материала не менее 65%) И как можно понять, всего 35-20% краски улетает в воздух, соответственно, это система распыления является не только экономичной, но и более экологичной.
Такая экономия достигается тем, что на выходе из сопла капли краски имеют очень невысокую скорость, соответственно и меньший рикошет и меньшее образование тумана. Поэтому, наносить материал таким краскопультом следует достаточно близко от окрашиваемой поверхности, примерно 12 — 15см.
Высокая экономия материалов.
Практически отсутствие опыла.
Нет завихрений — нет мусора.
Недостатки HVLP.
Высокое потребление сжатого воздуха, от 360 и выше литров в минуту, следовательно, нужен мощный компрессор с большой производительностью.
Увеличенный диаметр воздухопровода.
Установка дополнительных фильтров очистки воздуха от влаги и масла, так как компрессор работает, что называется «на всю катушку» перегоняя массу воздуха.
От маляра требуется высокий профессионализм. Чуть задержал руку при проводке, и подтеки тебе гарантированы. Из-за близкого расстояния краскопульта до окрашиваемой поверхности, неудобно красить далеко расположенные места, к которым трудно дотянуться.
Краскопульты системы LVLP
Достаточно свежая разработка и является неким компромиссом между HVLP и HP. Конструкторы постарались убрать недостатки присущие вышеуказанным системам распыления, поэтому LVLP является на сегодня наиболее перспективной. Имея на выходе давление 0.7-1.2 атм, а на входе около 1.5-2.0 атм, получаем высокий перенос краски от 65% при относительно небольшой прожорливости сжатого воздуха 150-350 литров. Увеличение расстояния от пистолета до поверхности, при нанесении краски-лака по сравнению с HVLP на 5-10 см, позволяет проще окрашивать труднодоступные места.
Низкое потребление воздуха.
Высокий перенос материалов на окрашиваемую поверхность.
Низкая чувствительность к перепадам давления.
Недостатки LVLP.
Пока не обнаружены.
Остальные системы распыления (LVMP, RP, MP, HTE и другие) являются симбиозом вышеперечисленных, не имеют особых конструктивных особенностей и отличаются только оригинальным названием, данным им производителем, поэтому углубляться в их изучение, пожалуй, нет смысла.
Рассмотрим основные критерии выбора системы распыления для наших требований по работе в гараже
Как видно из информации приведенной выше, наиболее подходящими под требования гаражного ремонта подпадают краскораспылители с системой передачи материала LVLP. Но вместе с тем, есть еще немало нюансов влияющих на выбор. Это и производитель и стоимость, и конечно компрессор, с которым будет работать ваш краскопульт.
Связь компрессор – краскопульт.
Если у вас уже есть компрессор, то краскопульт подбирайте под его производительность. Если он вырабатывает 260 литров, то система HVLP ему будет явно не по зубам.
Подбирайте малярный пистолет таким образом, чтобы его потребность в сжатом воздухе была ниже производительности компрессора.
Является ли покраска автомобилей вашим основным делом?
Если нет и вы красите всего пару деталей в год, то и пульвер за 3-4 сотни баксов вам явно не нужен. В этом случае стоит обратить внимание на китайские краскопульты, и среди них попадаются экземпляры достойные внимания за очень небольшие деньги около 100$. Правда тут высока вероятность нарваться на полный отстой. И учтите — китайцы любят завышать или занижать, где нужно технические параметры на свои изделия.
Теперь по поводу размера дюзы (она же форсунка, сопло)
Чем меньше зерно распыляемого материала, тем меньше должен быть диаметр дюзы у краскораспылителя.
Так для базовых покрытий типа металлик подойдет – 1.2 – 1.3 мм.
Для лака и акриловых красок – 1.4 – 1.5 мм.
Для акриловых 2К грунтов наиболее предпочтительней будет дюза – 1.5 – 1.7 мм.
Для нанесения жидкой шпатлевки – 1.7 – 2.0 мм иногда и больше, смотреть в техничках производителей ремонтных и окрасочных материалов.
Если вы только собираетесь заняться покраской, то рекомендую для начала приобрести краскопульт с дюзой 1.4 мм. Этого будет достаточно, на первое время и его можно будет использовать как универсальный. В том числе и для грунтовочных работ, немного добавляя в грунт растворителя сверх нормы, для более жидкой консистенции.
Некоторые производители выпускают и продают сменные комплекты дюз и запирающих игл с широкой линейкой диаметров, делающие краскопульт универсальным. Поэтому, выбирая себе краскораспылитель, поинтересуйтесь этим моментом.
Делаем выводы
Теперь, вооружившись теорией и сделав для себя нужные выводы можно смело идти к продавцам краскопультов, мучить их всякими вопросами и не бояться, что они начнут вас грузить мудреными терминами из жизни краскораспылителей – ведь вы уже в курсе.
Несомненно, если вы собираетесь заняться покраской автомобилей профессионально, то со временем у вас наберется несколько видов краскораспылителей, а может даже и больше десятка. Каждый будет, скажем так – заточен под необходимую работу, будь то покраска, лаком или базой, грунтование или нанесение жидкой шпатлевки. Но свой путь к профессиональному покрасочному оборудованию надо начинать с первого шага, так пусть этот шаг будет правильным и ваши средства, потраченные на приобретение первого краскопульта, не будут выброшены на ветер.
Настройка краскопульта: рабочее давление, подача краски, размер факела, диаметр сопла

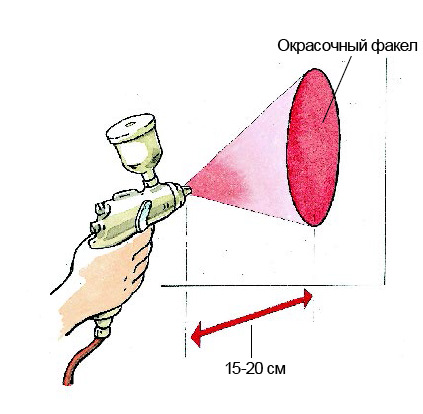
Все пистолеты, применяющиеся в ремонтной окраске автомобилей, работают по принципу пневматического распыления. Это означает, что лакокрасочный материал, подающийся в краскораспылитель и выходящий из его сопла, разбивается на мелкие частицы потоком сжатого воздуха, «выстреливающего» с большой скоростью из отверстий воздушной головки.
В результате образуется так называемый окрасочный факел, состоящий из частичек материала, движущихся по направлению к окрашиваемой поверхности. Долетев до поверхности, частички оседают на ней, формируя покрытие.
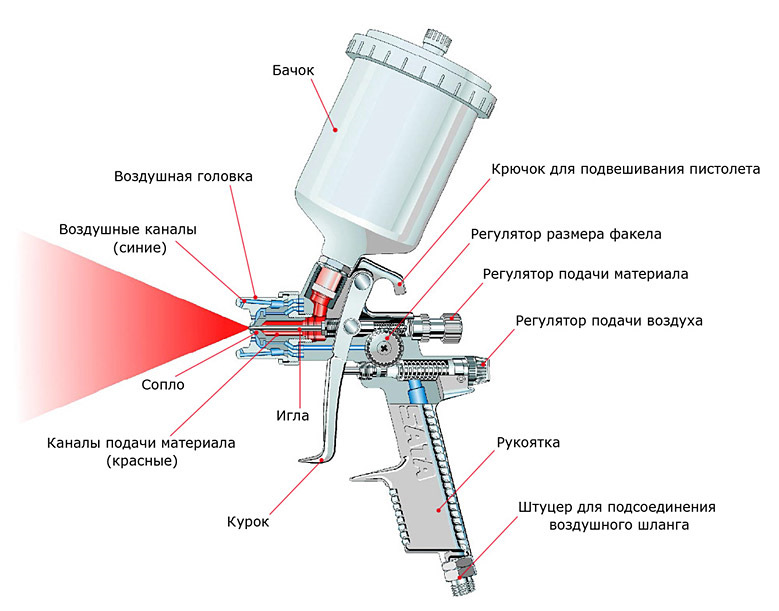
Устройство и особенности конструкции окрасочных пистолетов
Конструкция окрасочных пистолетов включает в себя:
-корпус с каналами для подачи сжатого воздуха и краски, снабженными игольчатыми клапанами,
-спусковой рычаг, управляющий переключением клапанов,
-выходное сопло для смесеобразования и формирования факела требуемой формы,
-резервуар (бачок) для краски,
-регулировочные винты для изменения расхода воздуха, краски и корректировки пятна распыла.
К особенностям конструкции можно, пожалуй, еще отнести механизм спускового рычага. Он устроен так, что при его нажатии сначала открывается подача сжатого воздуха. Дальнейшее нажатие приводит к срабатыванию клапана подачи краски.
Функции и расположение регуляторов
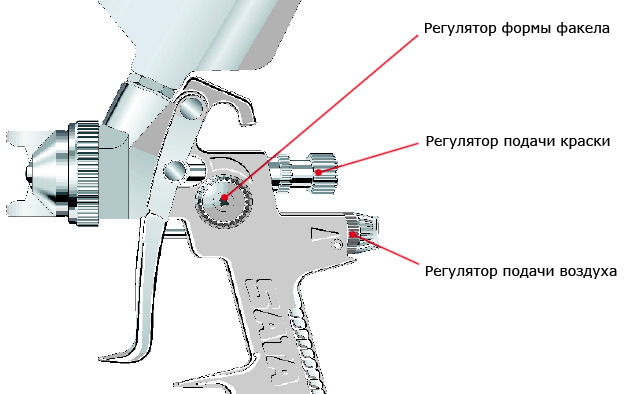
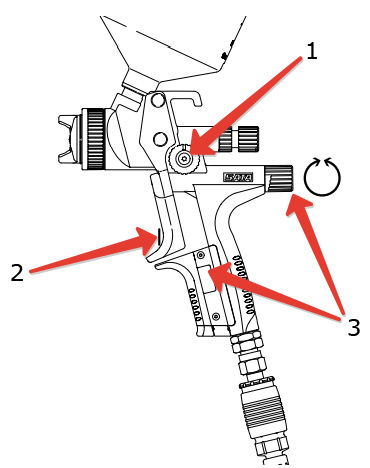
Как уже было сказано, на корпусе любого современного краскопульта имеется несколько регулировочных винтов.
-Первый, самый верхний (на некоторых краскопультах, как например у SATA, может располагаться сбоку), отвечает за корректировку размера и формы окрасочного факела.
-Второй ответственен за регулировку хода иглы и количество подаваемого материала.
-На многих краскопультах присутствует еще и третий винт, с помощью которого регулируется подача воздуха на входе. Как правило, он располагается внизу на рукоятке пистолета. У SATA этот винт находится «сзади» — под винтом регулировки подачи материала.
Вопрос регулировки краскопульта сводится к выбору правильного соотношения «воздух — материал». При правильном балансе эти параметры позволяют добиться максимальной равномерности окрасочного факела по всей ширине, и такого же равномерно распределения лакокрасочного материала по поверхности.
Система окрасочного пистолета
В зависимости от величины давления сжатого воздуха на входе в краскопульт и на воздушной головке (на выходе), все окрасочные пистолеты можно разделить на три основные группы:
-конвенциональные (высокое давление);
-HVLP (High Volume Low Pressure — большой объем воздуха и низкое давление);
-LVLP (Low Volume Low Pressure — низкий объем воздуха и низкое давление).
На сегодняшний день наиболее прогрессивными, экономичными и удовлетворяющими экологическим требованиям являются последние два типа распылителей. Как видно из названия, они характеризуются низким рабочим давлением: если обычные конвенциональные пистолеты распыляют материал при высоком давлении (примерно 3-4 бар), то пистолеты систем HVLP и LVLP — при низком (примерно 0,7-1,2 бар).
Что это дает? Главное преимущество — высокий коэффициент переноса краски. При малом давлении меньше краски превращается в бесполезный туман вокруг детали (так называемый overspray, «перепыл»), и больше переносится непосредственно на деталь. У краскопультов низкого давления коэффициент переноса достигает 65-70% (по сравнению с 30-45% у конвенциональных распылителей). Учитывая, что краски типа металлик и перламутр являются недешевыми, можно легко подсчитать, сколько денег сбережет для вас подобный краскопульт.
Наиболее точно измерить давление на выходе можно с помощью специальной тестовой воздушной головки с двумя манометрами.

К сожалению, такие насадки в комплекте с пистолетом не идут, поэтому указанная величина контролируется косвенно, по параметру давления на входе в краскопульт. С регулировки этого параметра мы и будем начинать настройку краскопульта.
Настройка входного давления
Давление на входе в краскопульт — параметр нормируемый и рекомендуемый заводом-изготовителем. Он всегда указывается в технической документации к пульверизатору.
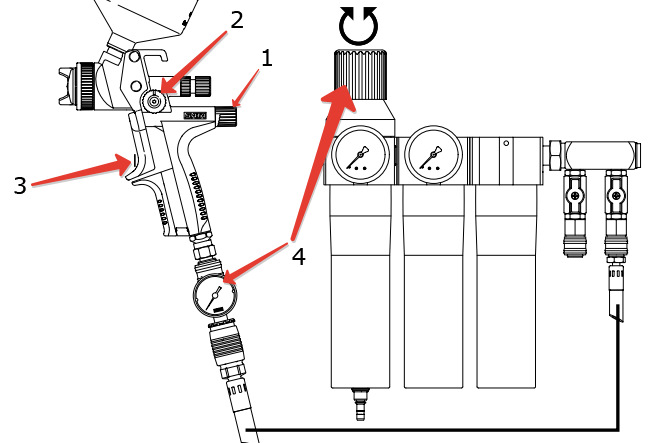
Сразу оговоримся, что настраивать входное давление желательно по регулятору с манометром, подключенному непосредственно к рукояти пульверизатора. Ибо на пути сжатого воздуха от компрессора к краскопульту неминуемы потери до 1 бар, а иногда и выше (это зависит от протяженности воздушной магистрали, количества «местных» сопротивлений, состояния фильтров и т.д.). Регулятор, подключенный к ручке краскопульта позволит настроить давление более точно.
Настройка входного давления с помощью манометра-регулятора
Процесс настройки входного давления сам по себе достаточно прост.
1. Откройте (отверните) до максимальных значений винты регулировки подачи воздуха и размера факела. Регулировка подачи краски при этом не играет никакой роли.
2. Затем нажмите на спусковой рычаг пистолета так, чтобы началась подача сжатого воздуха. В это время, вращая регулировочный винт подачи воздуха на манометре, установите рекомендованное давление на входе.
Для конвенциональных пистолетов это значение составляет от 3 до 4 бар; для пистолетов системы HVLP и LVLP, в зависимости от модели и производителя, данная величина может варьироваться в пределах 1,5-2,5 бар (в основном 2 бар).
3. После настройки входного давления полностью откройте подачу краски (3-4 оборота регулятора). Убедившись, что все регулировочные винты открыты на максимум, а вязкость краски или лака соответствует заданной, можно приступать к тестам. Но о тестах позже.
Если пистолет оборудован встроенным манометром
Настроить входное давление на «продвинутых» моделях, оборудованных встроенными цифровыми манометрами, еще проще.

Если манометр без регулятора
Если манометра нет вообще. Наименее точный способ
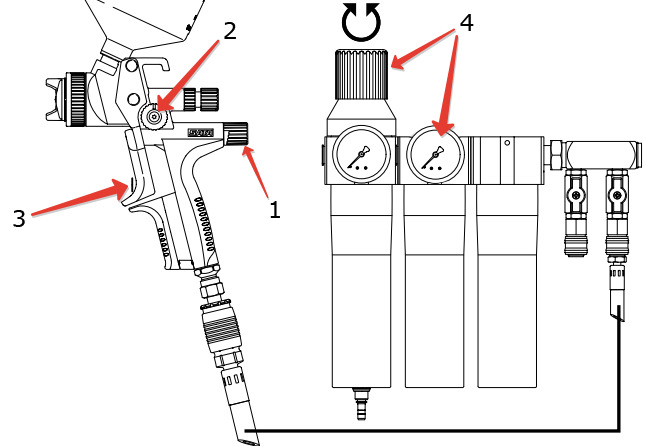
Если же ваш пистолет не оборудован никакими измерительными приборами, очень грубо и приблизительно можно установить давление на редукторе компрессора или манометре фильтр-группы.
Выбирая давление в этом случае важно помнить о том, что падение давления в исправном и чистом фильтре составляет 0,3— 0,5 атм (а в забитом — намного больше!), и примерно 0,6 атм «съедает» воздушный шланг внутренним диаметром 9 мм и длиной 10 м.
Если рекомендованное входное давление неизвестно. Настройка пистолетов «no name»
Допустим, вы купили на рынке недорогой окрасочный пистолет с единственной «маркой» «Professional» во всю рукоять, и больше никаких данных об этом краскопульте вам не известно — ни типа, ни рекомендаций по настройке, ни даже имени производителя. В таком случае определить давление на входе можно опытным путем.
Залейте в бачок краскопульта эмаль или лак стандартной вязкости, полностью откройте все регуляторы и, вращая регулировочный винт на манометре, добейтесь получения максимально равномерного отпечатка факела при расстоянии до тестовой поверхности около 15 см. Зафиксированное при этом давление и будет искомым рабочим давлением на входе для этого пульверизатора.
Должны предупредить, что прибегнув к этим рекомендациям, вы можете разочароваться во многих краскопультах. Основная проблема настройки дешевых покрасочных пистолетов заключается в том, что для достижения равномерного факела требуется либо огромное количество воздуха, что требует применения более мощных компрессоров, либо они имеют высокое давление на выходе, что не позволяет качественно раскладывать базовые эмали, содержащие много алюминиевого зерна.
Качественный профессиональный краскопульт отличается от дешевого, пусть даже красивого на вид, так же явно, как и фирменные швейцарские часы от ширпотреба «мэйд ин чайна».
Хороший маляр сможет покрасить машину и плохим пистолетом — и выйдет недурно. Покрасит и вторую — тоже хорошо. А на третьей, например, возникнут проблемы… Поэтому виртуозам малярки жалеть деньги на свой главный инструмент просто грех. Но эта проблема выходит за рамки нашей сегодняшней статьи, поэтому рассуждать на эту тему мы дальше не станем.
Размер факела при окраске
Практика показывает, что наибольшая эффективность окраски достигается при работе с факелом максимального размера. Чем шире и равномернее факел, тем равномернее будет распределена по поверхности краска при меньшем количестве проходов.
Конечно, в определенных случаях, например при частичном ремонте, покраске различных мелких деталей, труднодоступных мест и т.д., размер факела, подачу краски и входное давление можно варьировать исходя из необходимости на ваше усмотрение. Но в общем и целом, повторяем: регулировочный винт размера окрасочного факела должен быть открыт «на всю катушку».
Максимальный размер факела можно получить только при достаточной подаче ЛКМ.
Подача краски
пять же, если речь идет о стандартных ремонтах, покраске кузова или отдельных деталей целиком, подачу лакокрасочного материала рекомендуется открывать полностью. На большинстве краскопультов максимальная подача краски идет при 3-4 оборотах регулятора, сопло при этом максимально открыто.
При полностью открытой подаче краски обеспечивается наименьший износ сопла и иглы краскопульта.
Диаметр сопла
Немаловажен для маляра и подбор диаметра сопла краскопульта — этим можно добиться оптимального распыления материалов с разной вязкостью. Диаметр сопла должен быть тем больше, чем гуще лакокрасочный материал. И наоборот.
Каждый производитель лакокрасочных материалов четко указывает, какая дюза для какого материала и какого вида выполняемых работ должна использоваться. Как правило, эти рекомендации соответствуют таким значениям (или недалеки от них):
-базовые эмали — 1,3-1,4 мм (для светлых цветов лучше 1,3);
-акриловые эмали и прозрачные лаки — 1,4-1,5 мм;
-жидкие первичные грунты — 1,3-1,5 мм;
-грунты-наполнители — 1,7-1,8 мм;
-жидкие шпатлевки — 2-3 мм;
-антигравийные покрытия — 6 мм (специальный распылитель антиграв. материалов).
Нетрудно догадаться, что диаметр сопла весьма существенно влияет на количество пропускаемой краски, ее расход. Например, залить лаком большой капот с дюзой 1,3 мм будет довольно-таки проблематично (по словам некоторых маляров — застрелиться можно). Даже если подачу краски открыть на полную, пропускной способности с такой дюзой для материала такой вязкости явно будет маловато. Через дюзу 1,5 мм, при прочих равных, лакокрасочного материала проистекает уже на треть больше, чем через дюзу 1,3 мм.
Разбег в значениях диаметров дюз обусловлен также и привычками маляров: кто-то любит наносить «тонко», а кто-то привык «заливать».
Тестируем краскопульт
Существует три простых теста, позволяющих оценить исправность краскопульта и корректность его регулировок:
-тест правильности формы отпечатка факела;
-тест на равномерность распределения краски в факеле;
-тест на качество распыления.
Основным из них является первый, с него и начнем.
Тест правильности формы отпечатка факела
Для проведения теста нам потребуется лист чистой бумаги или картона, предварительно закрепленный на стене. Дальше действуем следующим образом.
Убедитесь, что все регулировочные винты краскопульта открыты на максимум, а вязкость ЛКМ в бачке соответствует нормальной.
Поднесите пистолет к тестовой поверхности, на рекомендуемое для типа вашего краскопульта расстояние (20-25 см для конвенциональных распылителей, 10-15 см для HVLP, 15-20 см для LVLP/RP).
Направьте ось сопла перпендикулярно поверхности листа и буквально на секунду нажмите на спусковой рычаг.
Смотрим на отпечаток факела. По его виду можно судить о том, насколько правильно отрегулирован пистолет.
При полной исправности и правильной регулировке краскопульта, отпечаток факела должен представлять собой четкий, сильно вытянутый овал равномерно нанесенной краски (возможно, с небольшой размытостью краев). Его боковые стороны ровные, без каких-либо выступов и впадин, а лакокрасочный материал равномерно распределен по всей площади пятна.
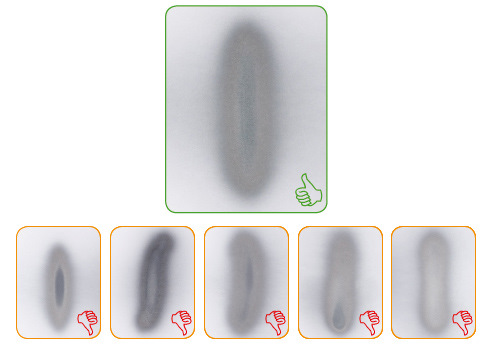
Если же отпечаток факела не соответствует эталону, причина зачастую банальна — несбалансированное соотношение подачи воздуха к подаче краски. Так, если наблюдается переизбыток материала в центре или на краях — попробуйте уменьшить подачу материала, ввернув винт не более чем на один оборот, и повторите тест. Если факел имеет форму восьмерки (сильно сужен в центре) — уменьшите давление на входе. Форму банана отпечаток принимает в случае засорения одного из боковых каналов воздушной головки.
Для опытного мастера важна не только форма, но и степень насыщенности пятна распыла (сухое, нормальное, с формирующимися подтеками). На основании этой информации можно предварительно оценить скорость перемещения окрасочного пистолета и оптимальное расстояние до окрашиваемой поверхности.
Тест на равномерность распределения краски в факеле
Разворачиваем воздушную головку или весь краскопульт так, чтобы отпечаток факела стал горизонтальным. Нажимаем на спусковой крючок и распыляем материал до тех пор, пока краска не начнет стекать вниз ручейками. Наблюдая за скоростью течения этих ручейков и расстоянием между ними, мы можем сделать выводы о равномерности или наоборот, неравномерности распределения краски в факеле.

Для качественной и эффективной покраски материал должен распределяться равномерно или с незначительной концентрацией в центральной части факела. Образцы правильного и неправильного распределения материала приведены ниже.
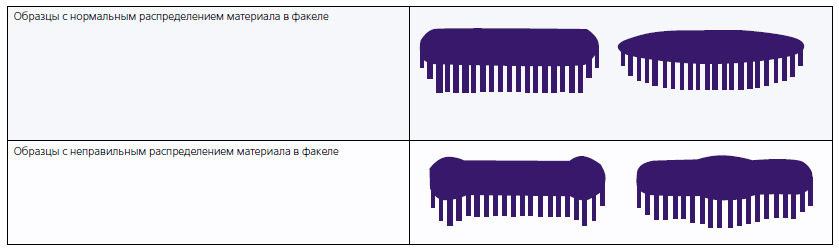
Следует иметь ввиду, что существуют воздушные головки, специально разработанные для распыления с высокой концентрацией в центре факела.
Тест на качество распыления
Чтобы окончательно убедиться, что наш пистолет наносит лакокрасочный материал равномерно, проведем еще один, последний тест, имитирующий, собственно, сам процесс покраски. Вдоль тестовой поверхности на рекомендуемом расстоянии и с равномерной постоянной скоростью проводим включенным распылителем. Размеры капель краски в полученной полосе могут нам кое-что сказать.

Во-первых, не нужно пытаться добиться очень мелких капелек одинакового размера. Размер капель зависит как от давления распыления, так и от степени помола пигмента. Поэтому равномерное распределение по отпечатку более мелких капель, чем остальные, можно считать нормальным. Также нормально, когда от центра отпечатка к верхней и нижней его части размер капель слегка уменьшается.
Помните, что для достижения качественного распыления следует использовать минимально необходимое давление. Слишком большое давление приведет к повышенной степени туманообразования, перерасходу материала и чрезмерно «сухому» шероховатому покрытию.
При полной окраске кузова, окраске отдельных деталей и прочих значительных поверхностей, правильной настройкой краскопульта считается такая, при которой полностью открыты регуляторы воздушного потока, подачи краски и ширины факела, и при нажатом курке установлено рекомендованное давление на входе в краскопульт. При этом отпечаток факела должен быть максимально равномерным, без каких-либо изъянов и геометрических смещений.
При частичной покраске, покраске небольших деталей и труднодоступных мест, ширину факела, подачу материала и входное давление можно варьировать исходя из ситуации. Главным критерием всегда остается правильность формы и равномерность отпечатка факела.
Рекомендованное входное давление в зависимости от модели и производителя краскопульта варьируется в пределах: 3-4 атм для конвенциональных распылителей и 1,5-2,5 атм для HVLP и LVLP (RP, Trans Tech). Точные рекомендации смотрите в документации к краскопульту.
Если рекомендованное входное давление неизвестно, оно подбирается опытным путем до получения максимально равномерного отпечатка факела (при полностью открытых всех регуляторах на корпусе краскопульта).
Сопло краскопульта должно соответствовать вязкости распыляемого материала.
И не забывайте проделывать несложный «ритуал» настройки краскопульта перед началом любых окрасочных работ.
Читайте также: